-
Die Erfindung betrifft eine Digitaldruckmaschine.
-
Zur Zeit sind der Verpackungs- und
Etikettendruck die Wachstumsmärkte.
Es wird erwartet, dass sich der Verpackungsmarkt unter dem Einfluss
von Osteuropa, Südostasien
und China in den kommenden 5 Jahren verdoppelt, wobei zunehmend
Kunststoffe, Sandwichmaterialien und metallisierte Substrate eingesetzt werden.
Der weltweite Umsatz für
Verpackungsdruckmaschinen beträgt
rund eine Milliarde Euro (Deutsche Drucker Nr. 4 vom 06.02.03).
-
Gerade im Verpackungsmarkt werden
die höchsten
Qualitätsansprüche gestellt,
sowohl im Druck als auch bei der Veredelung. Im Akzidenzbereich
(Commercial) wird fast alles mit Standard Prozessfarben gedruckt,
ev. wird mit einer Kundenspezifischen Pantonefarbe erweitert. Im
Verpackungsdruck werden sehr viel mehr Pantonefarben eingesetzt,
ausschließlich
oder mehrere als Ergänzung
der Prozessfarben.
-
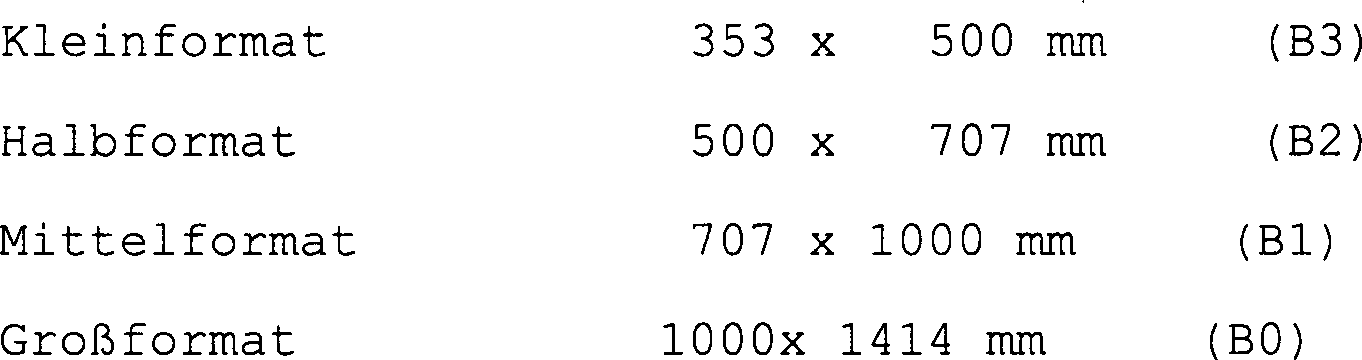
Konventionelle Bogenoffsetmaschinen
werden nach Formatklassen dem maximal zu druckenden Bogenformat
eingeteilt. Die Variantenvielfalt wird angegeben mit:
-
In konventionellen Bogendruckmaschinen
nach dem Offset- oder Buchdruckverfahren werden bildtragende Platten
eingesetzt, je nach Formatklasse, die bei Motiv- bzw. Auftragsänderung
gewechselt werden müssen.
Die Bebilderungs- bzw. Plattenzylinder sind dazu mit einem ebenso
formatgebundenen Spannkanal ausgerüstet und meistens mit aufwendigen,
semiautomatischen Plattenwechselsystemen.
-
Beim Drucken werden im Standard die
vier Prozessfarben Cyan, Magenta, Gelb und Schwarz (C, M, Y, K)
mit einer kundenspezifischen Sonderfarbe erweitert. Mit dem CYMK- Farbraum ist es leicht
möglich,
dass der Pantone-Referenzwert nicht nachgestellt werden kann. Um
einen größeren Farbumfang
im Mehrfarbendruck zu erreichen, werden zunehmend zusätzlich das
komplementäre
Rot, Grün
und Blau (R.G.B.) beim 7-Farben HIFICOLOR System, bzw. die zusätzlichen
Farben Orange und Grün
bei 6 Farben Hexachromen Systeme, verwendet. Dies ist auch mit dem
Vorteil verbunden, dass 95 % der Pantone-Farben gedruckt werden
können,
ohne die bis jetzt damit verbundene zeitaufwendige Reinigung der
Druckwerke beim Auftragswechsel. Dies wird auch durch die zunehmende
Anwendung von Bogenoffsetmaschinen mit 8 und 10 Druckwerken bestätigt, nicht
nur für
den beidseitigen 4-Farben Druck, sondern auch für den Rasterdruck mit zusätzlichen
Farben für
diesen sogenannten High-Fidility-Druck.
-
Der Farbübertrag von der Druckplatte
auf den Bedruckstoff erfolgt auf indirektem Weg über das (auswechselbare) Gummituch,
womit Unebenheiten im Bedruckstoff ausgeglichen werden. Sowohl Flächen als auch
Rasterpunkte werden nahezu so übertragen,
als hätte
der Bedruckstoff eine ideale ebene Oberfläche. Damit kann eine große Palette
von Bedruckstoffen verarbeitet werden.
-
Außerdem verlängert es die Lebensdauer der
Bebilderungszylinder, des Transferbands oder der Transfertrommel,
da sie nicht im direkten Kontakt stehen mit der abrasiven Oberfläche der
Bedruckstoffe.
-
Der Transfer der Druckbögen vom
Anlegerstapel zum ersten Druckwerk, von Druckwerk zu Druckwerk und
vom letzten Druckwerk zum Auslegerstapel erfolgt mit Greifertechnik,
welche in dem Gegendruckzylinderkanal oder in einem Kettenwagen
formatbezogen integriert sind. Das heißt der Abstand vom Greifersystem zum
nächstfolgenden
Greifersystem ist stets gleich zum maximalen Druckformat.
-
In den Druckmaschinen werden auch
zunehmend formatgebunden Flexo Lackierwerke integriert, da sich
mit Hilfe einer aufgetragenen Lackschicht die Wertigkeit von Drucken,
deutlich steigern lässt,
z.B. für
den Schutz des Bedruckstoffes und Verbesserung der Druckweiterverarbeitung
oder z. B. mit Spotlackierung für optische
Effekte.
-
Eine weitere Entwicklung stellt der
Auftrag von Grundierung (mit Primer im Flexo Verfahren) vor und nach
dem Druck da, z.B. um Kunststoffe bedrucken zu können mit Hybride Drucksysteme,
d. h. die Kombination verschiedener Druckverfahren in einer Druckmaschine
(
US 6,443,058 B1 ).
-
Es können auch seit kurzem NIP Verfahren
zur Personalisierung (
DE
100 47 040 A1 ), Stanzaggregate (
DE 101 47 486 A1 ) für die Weiterverarbeitung,
Prägeaggregate
für Haptische
Effekte (Look and Feel) und Inline Finishing (
EP 80 924 091 A1 ), z.B.
für Falzen,
im Kader von Prozessbündelung
integriert werden.
-
Die oben beschriebene Kombination
von hochwertigen Druck-, Veredelungs- und Weiterverarbeitungsverfahren
verlangt auch noch relativ aufwendige Trocknungssysteme, womit sich
Maschinenlängen
von bis ca. 35 Metern (Druckspiegel Nr. 5 Mai 2002 SM Type CD 102
LY-6-LYYLX bei der Fa. Thomas in Gelsenkirchen) ergeben. Diese sehr
aufwendigen Maschinen verlangen u. a. kostenaufwendige Automatisierung
und Antriebskonzepte, mit z.B. Doppelantriebe mit Zahnradzug und
Kardanwelle und auch mehreren Zwischen- und Endtrocknern (
DE 199 12 309 A1 ).
Ohne wäre
diese Technik nicht beherrschbar.
-
Des weiteren werden oft Bogenwendesysteme
in den Bogendruckmaschinen integriert, um in einem Durchgang Vorder- und Rückseite
zu bedrucken.
-
Der Platzbedarf ist aus oben genannten
Gründen
sehr groß,
was u. a. die gewünschte
Ein-Mann-Bedienung für
große
Probleme stellt und neue Investitionen mit sich bringt für die Erweiterung
des Betriebsgebäudes.
Bei den konventionellen Maschinen werden im Kleinformat Kompaktmaschinen
in Satelittenbauart eingesetzt, wobei die Anzahl der Druckwerke
auf 4 beschränkt
ist. Im Klein-, Halb-, Mittel- und Großformat werden sehr oft modulare
Konstruktionen eingesetzt, die für
jedes Druckwerk Ihr eigenes Baukastenmodul haben.
-
Bei beiden Maschinenkonzepten werden
formatbezogene konventionelle Offset oder Buchdruck Plattenzylinder
mit Spannkanal eingesetzt. Aus 15 und 16 ist zu erkennen, dass
bei diesem Konzept beim Einsatz von 2 × 7 Druckwerken im Halbformat-Portrait
(mit 345 mm Durchmesser) es zu ergonomisch unrealistischen Dimensionen
führen
wird und bei Modulare- als auch Satellitenbauweise zusätzliche
Module, z.B.
-
Rollenabwicklung oder für Veredelung,
Weiteverarbeitung ebenso unrealistisch ist.
-
Wenn dieser technische Aufwand der
konventionellen Drucktechniken betrachtet wird, bei der Zukunftserwartung,
dass unter Einfluss von „POD"
(print on demand oder Drucken nach Bedarf) bzw. Just-in-Time Produktionsweise
90 % aller Akzidenz und ein wesentlicher Bestandteil des Verpackungsdrucks
Aufträge weniger
als 5000 Bogen benötigen,
dann wird es klar das andere Druckmaschinenkonzeptionen erfunden
werden müssen,
um zukünftig
noch wirtschaftlich produzieren zu können.
-
Beim Stand der Technik im Allgemeinen
ist bei Digitalen Druckmaschinen eine nahezu offsetähnliche Qualität bei maximaler
Flexibilität
erreicht, da jeder Bogen bei Bedarf mit einem anderen Motiv (ohne
Verlust von Einrichtzeit) durchgehend bedruckt werden kann, d. h.
ohne Plattenwechsel. Um die Datenverarbeitungsgeschwindigkeit optimal
zu nützen,
sind die Digitaldruckmaschinen für
Hochformat (Portrait) Abwicklung konzipiert. Das digitale Druckverfahren
benötigt
keine aufwendigen Strahlungs- und Trocknersysteme, wodurch eine
Prozessbündelung
mit Weiterverarbeitung einfach ermöglicht wird, damit ist dieses
digitale Druckverfahren sehr geeignet, zum Drucken von kleinen Auflagen
bei kleinen Formaten (bis heute max. A3+ Format, ca. 330 × 460 mm).
Digitaler Druck mit Greifertechnik mit 7 Farben ist Stand der Technik,
im sogenannten Multipasssystem (wobei der Druckbogen mehrfach den
gleichen Druckspalt durchläuft).
Die damit verbundene Produktivität
ist demzufolge sehr gering, um die Produktivität steigern zu können werden
Zwillingsstationen mit erheblichem Kostenaufwand angeboten.
-
Digitale Druckmaschinen haben meistens
Papiertransport Systeme, z.B. über
Transportbänder
(
DE 195 36 309 A1 ).
Es werden (mit Ausnahme von WO 96/17277) keine Greifer zum Transfer
des Bogens eingesetzt. Bezüglich
der benötigten
Präzision
des Farbregisters (± 0.01
mm) sind dadurch Grenzen gesetzt. – die zu akzeptierende Toleranzen
der Anlage- und Übergabepasser
sind im allgemeinen ca. um den Faktor 2 bis 4 größer als bei Druckverfahren
mit konventioneller Greifertechnik, wie z. B. den Bogenoffsetdruck.
Die geiferlose Transporttechnik setzt auch Grenzen bei der Bedruckstoffflexibilität, Stärke und
Formatgröße.
-
Bei bekannten sogenannten Digitalen
Druckmaschinen, ohne Greifertransportsystemen, nach dem Elektrofotografieverfahren
für indirekten
Druck über
gummibezogene Bänder
und/oder Zylinder werden Bebilderungs- und Gummituch bezogene Bänder und/oder
Zylinder eingesetzt ohne Greiferöffnung,
bzw. Greiferkanäle,
d. h. diese sind vorteilhafterweise im Umfang nicht formatgebunden.
-
Ein größerer Einsatz von diesen für den POD-Markt
sehr geeignete Techniken werden dringend verlangt. Die begrenzten
technischen Konzepte behindern einen weiteren Einsatz in der Graphischen
Industrie (Report Pira International Ltd. 2002 ISBN 185824641) Die
Begrenzung der Digitalen Maschinen liegt hauptsächlich in der zu begrenzenden
Formatgröße, Produktionsgeschwindigkeit,
Bedruckstoffflexibilität
und Anlagepasser.
-
Die die Hauptreferenzpunkt darstellende
US 5,016,056 geht nicht
von einer indirekten Druckübertragung über einen
Zwischenträger,
bzw. Gummituchzylinder aus. Der Druck erfolgt direkt von dem Bebilderungszylinder.
Es verfehlt dementsprechend die Vorteile des indirekten Drucks über gummibezogenen
Zwischenzylinder, insbesondere der vorteilhafte Druck auf unebenen
Substratoberflächen,
sowie die damit verbundene größere Bedruckstoffflexibilität.
-
Die CH 116 828 beschreibt konventionelle
Offsetdruckwerke mit Platten- und Gummituchzylinder die formatbezogen
sind und somit beide mit Spannkanäle. Eine 2 × 7 Farben Druckmaschine im
Mittelformat ist sowohl im Satelliten, als auch in Modulare Anordnung
unrealistisch groß (siehe 15 und 16). Motivwechsel bedeutet den aufwendigen
Plattenwechsel und meistens Druckwerkwaschen für andere kundenspezifische Pantonefarben.
-
In der
DE 100 47 040 A1 werden
ebenso nicht digitale Druckwerke offenbart, sondern Offsetdruckwerke,
die zwar online digital belichtet werden jedoch mit konventionellen
formatgebundenen Platten- und Gummituchzylinder mit den oben genannten
Nachteilen.
-
Die
DE 21 15 790 A1 beschreibt ebenso konventionellen
Offset- und/oder
Hochdruckverfahren, d. h. mit formatbezogene Plattenzylinder mit
Spannkanäle
und den oben genannten Nachteilen.
-
Die
DE 199 12 309 A1 zeigt ein Beispiel einer überlangen
(ca. 25 m) modular aufgebauten Maschine (
US 6,443,058 B1 ). Ferner
zeigt die
DE 100 47
040 A1 eine Satellitenanordnung mit nur 4 Druckwerken und einem
zugeschalteten Druckwerk mit dazu notwendigen Kupplungseinrichtung.
Diese Maschine benötigt
für den
Widerdruck nachteiligerweise einen zweiten Durchgang (ca. 90 – 95 % der
Akzidenzdrucke sind Schön- und
Widerdruck). Und ist auch für
7 Farben Druck mit nachgeschalteten Veredelung ungeeignet.
-
In der
DE 21 15 790 A1 ist noch eine Bauform oder
ein Druckmaschinenkonzept dargestellt, womit zwar ein Duplexdruck
in einem Arbeitsgang möglich
ist, aber es handelt sich hier um die Kombination von formatbezogenen
Platten-, Bebilderungssystemen in Kombination mit konventionellen
formatbezogenen Gummituchzylindern. Diese Bauform ermöglicht es
nicht bis zu 2 × 7
Druckwerke zu integrieren, geschweige von weiteren Modulen für Beschichtung
ohne das der Bauform aus Bedienungssicht, bzw. die der Ergonomie
das Ausmaß der
Handhabung übersteigt
(siehe
15). Dieser Faktor
spielt besonders eine Rolle, da digitale Druckwerke bis dato auf
Portrait Druckabwicklung (d. h. Druckausgabe einer Seite in Hochformat)
basiert sind, im Gegensatz zur Landscape Druckabwicklung bei der
konventionellen Bogenoffsetdruck (d. h. Ausgabe einer Druckseite
im Querformat). Außerdem
muss bei formatbezogenen Bebilderungszylindern oder -trommeln aus Zugänglichkeitsgründen extra
Platz reserviert werden, z.B. zum Plattenwechsel ist das Maximum
bei einer Satellitenanordnung zu betrachten bei 4 Druckwerken (
DE 43 03 796 A1 ).
Die CH 116,828 zeigt auch in der Bauform formatgebundene Platten- und Gummituchzylinder
zum Spannen von Bebilderungsplatten und Gummitüchern. Die formatbezogene Technik
erlaubt keinen Ausbau bis zur 2 × 7 Druckwerken mit Reinigungssystemen,
geschweige von zusätzlichen
Werken für
Veredelung.
-
Bei bekannten Satellitendruckmaschinen
(WO 01/39976 A1) wurden nicht die o. g. Anforderungen des Digitaldrucks
berücksichtigt
hinsichtlich den nicht formatgebundenen Bebilderungszylindern. Es
ist basiert auf formatgebundene Bebilderungszylinder und nützt daher
nicht der möglich
sehr kompakten Bauweise aus, sowie bei dieser erfinderischen Maschine
möglich.
-
Die
US
5,016,056 offenbart einen Bogentransport mit formatgebundene
Greifersystemen und geht nicht aus von den sehr präzisen Bogen-Greifertransportsystemen
mit überstehenden Greiferrücken, die
den Bebilderungszylinder beschädigen
würden
sondern von einer Vakuumleiste, die den Bogen an der Anlageseite festhält und nicht übersteht.
Bezüglich
Toleranz der Präzision
des Anlagepassers müsste
auch hier mit dem Faktor 2 bis 4 gerechnet werden, größer bei
Bogenanlage- und Transportsystem, als bei Druckverfahren mit konventioneller
Greifertechnik. Außerdem
sind mit diesen nicht Greifersystem Grenzen gesetzt, an die Bedruckstoffflexibilität, Bogenformat
und Bogenstärke
des Drucksystems. Auch die Enden des Bogens werden mit Vakuum gehalten.
Das hat den Nachteil, dass nur Bögen
von einer festen Umfangslänge
gedruckt werden können
(„secures
the ends of a receiving sheet").
-
Die
DE 195 36 359 A1 zeigt einen Endlosen Transport
ohne Greifersysteme, wobei gleicherweise zu rechnen ist mit Anlage- und Transportpassertoleranzen,
die den Faktor 2 bis 4 größer sind
als bei Bogen Anlage- und Transportsysteme mit konventioneller Greifertechnik.
-
Die CH 116,828 erlaubt einen Duplexdruck
in einem Durchgang, aber nur bei halber Produktionsgeschwindigkeit,
da „mindestens
nach jeder zweiten Umdrehung ein Bogen zugeführt werden kann".
-
Zum Stand der Technik gehören auch
sog. perfekte Maschinen, die in der Vergangenheit eingesetzt wurden,
für die
beidseitige Bedruckung von Bogen, z. B. für die Herstellung von Büchern. Denkbar
ist es diese Konfiguration als Basis zu nehmen, für den Digitaldruck,
das ist jedoch nicht zurealisieren mit einer Bogenübergabe
nach dem der Bogen komplett ausgedruckt ist (7-Uhr Position).
-
Bei bekannten Satellitendruckmaschinen
mit Greifertransportvorrichtungen gemäß der
DE 43 03 796 A1 ist die
Zahl der Gummi- und Plattenzylinderpaare um einen Druckzylinder
aus Gründen
der Zugänglichkeit zu
den Druckwerken auf vier begrenzt, so dass für Schön- und Widerdruck (Duplexdruck)
eine Hintereinanderanordnung von zwei Druckwerken, bzw. Zwillingsstationen
vorgesehen werden muss, die über
eine Wendeeinheit zu verbinden sind, wie dies beispielsweise auch
bei der
US-PS-5,660,108 und
der
DE-PS-435 902 vorgesehen
ist.
-
Bekannt sind bei Digitalen Druckmaschinen
von unterschiedliche Konzepte zum Duplexprinting (Vorder- und Rückseitendruck,
bzw. Schön-
und Widerdruck), z. B. über
Wendetasche (
US 5,552, 875 )
(verbunden mit dem Risiko von Krümmung,
Papierstau, Beschädigung,
halber Produktivität,
bei begrenzter Grammagen und nicht so präzise), Zwillingsinstallation
(verbunden mit Inflexibilität,
großer
Investition und vielen Greiferübergaben)
oder Systeme mit halber Breite oder halbem Umfang.
-
Bekannt bei Bogendruckmaschinen sind
Wendesysteme (
DE 298
07 663 U1 ) zum Bedrucken der Bögen auf der Schön- und Widerdruckseite
(Recto Verso). Diese Systeme sind aufwendig, machen die Maschine durch
ihre fixe Position unflexibel, sind kostenaufwendig und benötigen einen
Weißrand
(Greiferrand) an beiden Seiten der Bögen. Außerdem ist die registergenaue
Bogenführung
(Wendepasser) extrem schwierig, was zu Ungenauigkeiten führt. Es
limitiert auch die Bedruckstoffflexibilität in der Stärke des Substrates.
-
Dennoch ist es denkbar, dass für Anwendungen,
bei denen nur gelegentlich Duplexdruck verlangt wird ein herkömmliches
Wendetrommelsystem zu integrieren, wobei dann der o. g. Nachteil
in Kauf genommen werden müsste.
-
Die
EP 819 268 B1 offenbart ein Digitales Druckwerk
nach dem sogenannten Multipasssystem, wobei der Zwischenzylinder
mehrfach den gleichen Druckspalt durchläuft und bei getakteter Zufuhr
der Bogen in sogenannten Single Shot Methode in einem das auf dem
Gummituchzylinder aufgebaute mehrfarbige Bild auf den Bedruckstoff überträgt. Die
damit verbundene Produktivität
ist demzufolge sehr gering. Der mehrmalige Transfer auf dem Zwischenzylinder
könnte
sich nachteilig auf die Registergenauigkeit auswirken, z.B. durch geringe
Aufwölbungs-/Geschwindigkeitsdifferenzen
beim mehrmaligen Durchlaufen der Druckspalte. Der Bebilderungszylinder
ist mit einem Spannkanal ausgerüstet
und ausgelegt für
auswechselbare Platten, bzw. Zylindereinfräsung zum Spannen, bzw. zum
Halt der Platte. Die sogenannten Photo Imaging Plate muss regelmäßig aus
Verschleißgründen gewechselt
werden. Diese Konstruktion bedeutet, dass sie formatgebunden ist und
damit, wenn in einer Satellitenbauweise aufgenommen aus Zugänglichkeitsgründen (Wechsel
von Platte und Gummituch) nicht mehr als 4 Druckwerke aufnehmen
könnte
(
DE 43 03 796 A1 ).
-
Die
US 6,363,234 stellt eine Satelittenbauform
mit formatgebundenen Druckwerken/Printengines vor, die aus Zugänglichkeitsgründen auf
max. 4 begrenzt sind. Sie verfügt über eine
besondere Wendetechnik, welche jedoch nur bei halber Produktivität funktioniert.
-
Der Erfindung liegt dei Aufgabe zugrunde,
eine neue Generation von Druckmaschinen zu entwickeln, um die neuen
Marktanforderungen mit absolut höchster
Qualität
bei niedrigste Auflagehöhen
im POD und Just in Time System zu begegnen, wobei die Vorteile jeweils
der konventionellen Bogenoffsettechnik und neuen Digitaltechnik
ausgenützt
werden müssen,
um zukünftig
ein wirtschaftliches Produzieren sicher zu stellen.
-
Nachfolgend werden einige Eigenschaften
der erfinderischen Maschine angegeben, mit der Druckvorgänge durchgeführt werden
können:
- 1. mit 1 bis zu 7 Farben mit vorgeschalteter
Reinigungsstation für
Hexachrome oder Hifi-Color-Druck im Singlepassverfahren;
- 2. mit integrierte Veredelung mit Schutzlack (100 % der Verpackungen
brauchen einseitigen Schutzlack) und alternativ Lackveredelungen
vollflächig
für Akzidenzdruckwerke
und/oder Spezial-Spot-Effektlack. (ca. 20 – 30 % der Aufträge bei dem
Akzidenzdrucks werden lackiert);
- 3. mit Möglichkeit
von Personalisierung, bzw. Drucken von variable Daten;
- 4. mit indirekten Druck über
auswechselbare Gummitücher,
womit Unebenheiten im Bedruckstoff ausgeglichen werden können;
- 5. mit einer Formatklasse größer wie
das Kleinformat (ca. 36 × 50
cm), vorteilhafterweise im 50 x 70, 70 x 100 Format;
- 6. mit der Möglichkeit
zum Bedrucken von Kunststoff und Sandwichsubstraten;
- 7. mit vollformatigen Duplexdruck (S717) auf Vorder- und Rückseite
ohne Wendung, bei voller Produktionsgeschwindigkeit. (Bei Akzidenzdruck
wird ca. 90 Duplex bedruckt und bei den Verpackungen ca. 5 bis 10 bedruckt
und/oder veredelt. (z. B. Rückseitendruck
mit Instruktionen, Sicherheitsmerkmalen oder Schutzlack, bzw. Coating
für die
Innenseite der Verpackung);
- 8. mit einheitliche Druckverfahren für Drucken, Beschichten und
Veredeln, um Automatisierung zu ermöglichen und begrenzte Anforderungen
an die fachmännischen
Qualitäten
bei der Bedienung stellen zu müssen;
- 9. mit hochwertige Greifer-Bogentransportsysteme für bogenoffsetähnliche
Anlage und Übergabepasser mit
minimaler Greiferwechsel, bzw. Greiferübergabe;
- 10. Hochwertige Anordnung der Druckzylinder bevorzugt mit Gegendruckzylinder
von doppeltem Umfang und Auslageanordnung in der sogenannten 7-Uhr
Position, um eine perfekte unverzerrte Druckabwicklung zu ermöglichen
(Tangenten Funktion);
- 11. Hochwertige Anordnung und Antrieb der Druckzylinder für extrem
hohe Registergenauigkeit und zwar sowohl auf einer Seite zum Mehrfarbendruck
als auch zwischen Vorder- und Rückseitendruck.
- 12. Geradlinige (Schlanke) Bogenführung für max. Bedruckstoffflexibilität und zum
Abtrennen des Bogens vom Gummituchzylinder bei geringst möglichen
Kräften;
- 13. Eine Stabilität
mit minimaler Betriebsschwingung für optimale Druckqualität trotz
Spannkanäle
im Zwischen bzw. Gummituchzylinder, beim Einsatz von neuartige Flüssigtoner,
die mehr Druck verlangen als die Trockentoner;
- 14. Abschmierfreie Bogenführung;
- 15. Gute Zugänglichkeit
der einzelnen Maschinenelemente;
- 16. Mit durch Greiferübernahme
registergenauen, inline Veredelung, wie z. B. Heißfolienprägen und/oder Stanzen
und/oder Stapeln oder inline Falzen oder inline Buchbinden;
- 17. Die in einer Familie von Druckmaschinen die Synergie von
gemeinsamen Teilen, Baugruppen und Software für Serienproduktion voll ausnutzt
für kostengünstige Produktion;
- 18. Eine Baugröße für Ein-Mann-Bedienung,
vorteilhafter Weise eine Maschinenlänge von max. ca. 7 m und einer
Maschinenhöhe
von max. ca. 2,75 m.
-
Die Erfindung befasst sich mit dem
Problem, eine kostengünstige
Satellitendruckmaschine zum Bedrucken von Bogen zu schaffen, die
ohne einen zusätzlichen
Wendevorgang oder zumindest einfachen Widerdruck ermöglicht unter
Einsatz von Digitalen Drucksystemen, wie z. B. das Elektrofotografieverfahren,
jedoch mit Greifertransportsystemen für genaue Bogenführung und
maximaler Bedruckstoffflexibilität
und nicht desto trotz mit im Umfang formatunabhängigen Bebilderungszylindern,
d. h. Bebilderungszylindern ohne Greiferöffnungen, bzw. ohne Greiferkanälen. Greiferrücken stehen
bekannterweise oberhalb der Zylinderoberfläche und würden zur Beschädigungen
an den Bebilderungszylindern führen,
wenn keine Greiferöffnungen,
bzw. Greiferkanälen
vorgesehen sind.
-
Ein Aspekt der Erfindung ist ein
Hybridsystem zu entwickeln, die eine Kombination von Flexodruck (zum
flächigen
oder partiellen Auftrag, z. B. zum Konditionieren, Lackieren, Primer
Auftrag, Effektfarben, Sonderfarbe usw.) mit mehrfarbigen Digitaldruck
und Trocknersysteme ev. mit Befeuchtungssysteme ermöglicht. Die
Konditionierungssysteme müssen
die maximale Flexibilität
zur Verarbeitung von z. B. Kunststoffe u. a. mit Corona treatment
ergeben. Neu ist die Konzeption mit zwei Zwischenzylindern in unterschiedlichem
Umfang, die die Kombination von in diesem kompakten Konzept doch
anordnen lässt.
-
Problematisch beim digitalen Druck
ist z. B. nach dem Elektrofotografieverfahren die Glanzbildung des fertigen
Bedruckstoffes.
-
Ein Aspekt der Erfindung ist ein
einziges Beschichtungssystem von Silikonöl und Schutzlack mit integrierter
Trocknung.
-
Die Fotoleitertrommel (Bebilderungszylinder 52)
ist das zentrale Bauelement im elektrofotografischen Prozess auf
dem ausgehend vom optischen Bild über das Ladungsbild das Tonerbild
aufgebaut wird.
-
Aus 1 ist
zu erkennen, wie die Teilfarben, sowie von den einzelnen Fotoleitertrommeln
S gebildet auf dem Gummituchsegmenten gesammelt werden, bevor sie
auf einem (Single Shot) auf den Bedruckstoff übertragen werden.
-
Es ist auch möglich die Teilfarben auf einem
leitfähigen
gummiartigen Silikon-Transferband oder Transfertrommel oder gemeinsame
Fotoleitertrommel zu übertragen
und erst dann auf einem auf einen mit Gummituchsegmenten versehenen
Zwischenzylinder zu übertragen,
welcher die gesammelten Teilfarben wiederum auf den Bedruckstoff überträgt.
-
Es gibt eine ganze Reihe von digitalen
Drucktechniken, variable Daten in Farbe auf den Bedruckstoff zu
bringen. Die bekanntesten Verfahren sind, Inkjet, Thermotransfer, Thermosublimation,
Elektrofotografie, Magnetografie, Ionografie und Direct Imaging
Technologie (
US 3,816,840 ).
-
Auch hier ermöglicht es Digitaldruck mit
Greiferbogentransport, da wenn das Transferband, ähnlich wie
die Fotoleitertrommel, beschädigt
werden würde,
wenn er in direkten Kontakt mit den überstehenden Greifer kommen
würde.
-
Denkbar wäre, dass das gummiartige Silikontransferband
oder Transfertrommel oder gemeinsame Fotoleitertrommel so kompressibel
ausgelegt wird das es auch wie ein Gummituch Unebenheiten des Substrates
kompensieren kann. Wenn diese Teile dann formatbezogen ausgelegt
werden mit Aussparungen für
die Greiferrücken,
dann könnte
dieses direkt gegen einen Gegendruckzylinder mit Greifertransportsystem
angeordnet werden (nicht dargestellt).
-
Ein weiterer Vorteil der Erfindung
ist die Anordnung der Zylinder oder Kettenübergabe nach den Gegendruckzylinder
in der sog. 7-Uhr Stellung, so dass die Übernahme erst erfolgt, nach
dem das volle Bogenformat bedruckt ist, um die sog. Tangentenfunktion
bei der Umschlingung, d. h. Beschleunigung und die damit verbundene
Druckverzerrung zu vermeiden. Die 7-Uhr Anordnung ist zu handhaben, trotz
der von de Ergonomie vorgegebenen kompakten Abmessung der Maschine
und von der max. Bedruckstoffstärke
vorgegebenen „schlanken"
Bogenführung.
-
Ein weiterer Aspekt der Erfindung
ist die Integration eines Koronabehandlungssystem in die Maschine, damit
Kunststoffe und/oder metallisierte und/oder Sandwichmaterialien
ohne Vorbehandlung eingesetzt werden können. Der Stand der Technik
erlaubt keine Integration in der Bogendruckmaschine aus Gründe von
begrenzten Platzverhältnissen
bei den Bogentransfersystemen, durch Anordnung von Staffelanleger,
Vordermarke und Schwinggreifer). Es ist möglich diese Bogensubstrate
in einem separaten Arbeitsgang vorbehandeln zu lassen, aber das
ist mit Extrakosten und Zeitverlust verbunden und die Coronaladung
verliert mit der Zeit seine Effektivität und bei modularen Maschinen
verliert der Bogen bei jeder Übergabe
einen Teil seiner Ladung. Das Auftragen von Primer zur Grundierung
verlangt nachteiligerweise ein Extradruckwerk und ein damit verbundenen
Trockner.
-
Ein weiterer Aspekt der Erfindung
ist es, eine neuartige Lösung
für einen
nicht formatgebundenen digitalen Lackauftrag/Beschichtungssystem
im Singlepass digitalen Druck Teilfarbenübertragsystem zu finden, d.
h. nicht in einem anderen Druckverfahren, da solche Hybride Maschinenkonzepte
sehr hohe Anforderungen an der Bedienung stellen und auch mit dem
Nachteil verbunden sind, dass sie so wie in einer konventionellen Bogenoffsetmaschine
formatgebunden sind und zusätzlich
Trockner benötigt
werden.
-
Ein weiterer Aspekt der Erfindung
ist, die Beschichtung eines großen
Teils der Aufträge
mit einer pigmentlosen (Flüssig)toner
als Lack, wodurch dieser Vorgang im digitalen Jobticket mit aufgenommen
werden kann, d. h. die Prozessbündelung
ist komplett zu automatisieren.
-
Die der Erfindung zugrunde liegende
Aufgabe wird durch eine Digitaldruckmaschine gelöst, die die Merkmale des Anspruchs
1 aufweist.
-
Weitere Ausgestaltungsmerkmale ergeben
sich aus den Unteransprüchen.
-
In dem erfinderischen Maschinenkonzept
(siehe 14) wird die
Besonderheit der Fotoleitertrommel ausgenützt, dass die nicht mit der
Drucklänge übereinstimmen
muss. Der Trommeldurchmesser kann kleiner sein als die Drucklänge erfordern
würde,
wodurch die Trommel (ohne Spannkanal) zum Druck für eine Seite über 360° Trommelumdrehung
bebildert werden muss. Diese Fotoleitertrommeln, mit einer Abwickellänge kleiner
als die Drucklänge,
sind in einer Satelittenbauart rund einem Sammelzylinder mit einer
Anzahl auswechselbare segmentierte elastische Drucktücher, die
je nach Formatgröße regelmäßig über den
Umfang angeordnet sind. Diese Besonderheit erlaubt eine sehr kompakte
innovative Bauart unter Einsatz von Greifer-Bogentransportsysteme
für mehrfarbigen
Hi-fi Druck auf Vorder- und Rückseite
in Kombination mit mehrfachen Lackauftrag und mit oder ohne Inline-Weiterverarbeitung
in einem Produktionsdurchgang sog. Singlepasssystem mit absolut
minimale Einrichtzeiten bei optimalen ergonomischen Bedienungsverhältnissen
(sehr kleinem Footprint) und kostengünstiger Fertigung.
-
Das Singlepasssystem, wobei alle
Teilfarben und Lack auf einmal auf das Substrat übertragen werden, hat aber
auch einen besonderen Vorteil beim Bedrucken von instabilen Substraten.
Wenn die beim Durchlaufen von mehreren Druckwerken mit Teilfarben
bedruckt werden, kann das Substratmaterial sich dehnen und damit
Druckpasserungenauigkeiten verursachen.
-
Die erfindungsgemäße Satellitendruckmaschine
ist mit einem 1 oder
zwei 2 zentralen, als Gummituchzylinder
ausgebildeten Zwischenzylinder versehen, dem in Drehrichtung zwischen
dem einen Zuführungszylinder
oder Zufuhrrollen aufweisenden Zuführungsystem und dem Abgabesystem
eine Anzahl von mindestens 1 bis zu zehn Satellitendruckwerke für den Schöndruck zugeordnet
sein können
und der zumindest mit einem weiteren Satellitendruckwerk für den Widerdruck
zusammenwirkt, das in Drehrichtung hinter dem Abgabezylinder und
vor dem Zufühungszylinder
vorgesehen ist. Ein derartiger Maschinenaufbau ermöglicht einen
ein- oder mehrfarbigen Schöndruck
und zumindest einen einfarbigen Widerdruck auf bogenförmigem Druckmaterial,
das ohne zusätzliche Übergabe- oder Wendetechnik
in einem Durchlauf bedruckt werden kann.
-
In vorteilhaften Ausführungen
kann die Druckmaschine durch radialer Verstellung der Zufuhr-, Druck-, Zwischen-
und Abgabezylinder an variable Dicken der Bedruckstoffe angepasst
werden (Pfeil Y).
-
Der kompakte Aufbau der Satellitendruckmaschine
ermöglicht
einen Druckvorgang unter gleichmäßigen Durchlaufbedingungen
für das
Druckmaterial, das nach passgenauem Einlauf die Zwischenzylinder
registergerecht passiert. Daher kann die erfindungsgemäße Satellitendruckmaschine
beim Bogendruck hohe Taktzahlen und volle Druckgeschwindigkeit realisieren,
wobei auch hohe Druckqualität
und niedrige Einrichtezeit erreicht werden. Mit diesem System ist
eine vollformatige Bedruckung sowohl der Schön- als auch der Widerdruckweite
des Druckbogens möglich,
wobei lediglich nur ein für
den Greiferschluss erforderlicher Randstreifen notwendig ist, der
von der Druckfläche
des Plattenzylinderumfanges nicht erfasst werden kann. Damit wird der
Papierverlust wesentlich gesenkt. Die Satellitendruckmaschine ist
dadurch auch für
schwierig handhabbares Druckmaterial wie beispielsweise Kartonagen,
Kunststoffe, mehrlagige Verpackungen o. dgl. Einsetzbar. Dieser
Vorgang wird ohne Wendung der Bögen
ausgeführt,
wodurch auch genauere Register (Passer) Toleranzen erreicht werden.
-
In vorteilhafter Ausführung bilden
die Bebilderungszylinder mit oder ohne ihre Tonerzuführungssysteme
der Satellitendruckwerke der Maschine jeweils kassettenförmige Baueinheiten
(sogenannte Kassetteneinschübe),
die aus ihrer Arbeitsposition in eine Servicestellung zur Bedienungs-
oder Antriebsseite verschiebbar sind. Damit ist auf einfache Weise trotz
dichter Aufeinanderfolge der Satellitendruckwerke und Konditioniersysteme
eine schnelle Anpassung an veränderte
Bedruckbedingungen, beispielsweise neue Tonerbehälter, Bebilderungszylindern
oder Reinigungssysteme möglich,
wobei eine gute Zugänglichkeit
die auszuführenden
Arbeiten erleichtert. Nur durch diese Bauart können mehr als vier Druckwerke
in einer Satellitenanordnung aufgenommen werden. Verstellungen an
den Kassettensystemen, bzw. Druckwerken können in der Servicestellung
auch während
des laufenden Produktionsprozesses durchgeführt werden.
-
Bekannt sind Satellitendruckmaschinen
wobei der Anleger und die Auslage nicht in einer Ebene angeordnet
sind, wodurch Inline Finishing Stationen schwer zu kombinieren sind.
Bekannt sind Antriebssysteme mittels Königswelle zum Antrieb von Inline
Finishing, bzw. Weiterverarbeitungssysteme. Diese Systeme sind aufwendig
und bedienungsunfreundlich, bei der De- und Montage. Gesonderte Servoantriebe
bringen das Risiko des Versatzes mit sich, wodurch z. B. die Greifersysteme
ernsthaft beschädigt
werden können.
-
Wesentlich ist, die Satellitendruckmaschine
in seiner Konzeption so auszulegen, dass sie sich für die einfache
Kombination einer verfahrbaren Inline Weiterverarbeitungsstation
eignet. Neu ist eine Entwicklung der Servomotoren auf erfinderische
Weise mit konventionellen Zahnradantrieb kombiniert, wodurch die
Verfahrbarkeit der Finishing-aggregate auf innovativ gelöst ist.
Vorteilhaft bei der Prozessbündelung
ist, dass die Genauigkeit der Endprodukte erhöht wird und zusätzliche
Verarbeitungseinrichtungen eingespart werden können. Dies wirkt sich besonders
vorteilhaft bei digitalen Druckmaschinen aus, die sehr für Print
on Demand Anwendungen geeignet sind.
-
Denkbar ist es, dass diese Satellitendruckmaschine
ein Zahnradgetriebe und/oder einen Antrieb mit einem oder mehreren
Servomotoren aufweist.
-
Bekannt sind Digitaldruckmaschinen,
die ihren flexiblen Einsatz durch den Ausbau der Maschinenkonfiguration
mit mehreren Papieranlegern und Auslagefächern (Sheet-Trays) optimalisieren,
die jedoch relativ viel Platz (großen Footprint) durch ihre horizontale
Anordnung einnehmen und mehrere Anleger und Auslagen verlangen.
-
Neu und wesentlich einfacher und
kompakter ist eine Maschinenkonzeption mit einer vertikalen Anordnung
der sogenannte Sheettrays für
nur einen einzigen Anleger und für
nur eine einzige Auslage bei einer möglichst kleinen Bodenfläche (Footprint)
der Maschine.
-
In einer weiteren erfinderischer
Ausführung
laut 8 ist die Greifertransportvorrichtung
im Zylinder mechanisch absenkbar bis unterhalb der Zylinderoberfläche in dem
Moment wo er nicht für
den Bogentransport benutzt wird, so dass die Bebilderungszylinder
sich formatunabhängig
ohne Greiferöffnungen
bzw. Spannkanäle
abwickeln können,
bzw. ohne Auf-/Abbewegung.
-
In einer weiteren erfinderischen
Ausführung
lt. 21 ist aus Gründen von
Serienfertigung die Satellitendruckmaschine so konstruiert, dass
zumindest die Zwischenträger
2a + 2b im Umfang den kleinsten gemeinsamen Nenner haben von mehreren
Standardformaten, z. B. B3, B2 und B1. Dies hat bei der Serienproduktion
dieser Zylinderkörper
große
Vorteile, aber wichtiger erlauben eine Standardbebilderungskassette,
die dementsprechend in große
Serien kostengünstig
hergestellt werden können.
-
Neu bei der Bogenverarbeitung als
Offsetrotationsdruck ist die innovative Anordnung der Greiferwelle, die
nicht nur eine Absenkung Figur 10+11 erlaubt, sondern auch ein Abschwenken
zum einfachen Wechsel von gespannten Drucktüchern (12).
-
Ebenso denkbar ist das die Greifersysteme
pneumatisch oder elektromagnetisch absenkbar sind. Der Absenkmechanismus
der Greifer kann auch zur Anpassung an die variable Dicke der Bedruckstoffe
dienen.
-
Bei der Satellitendruckmaschine sind
die Druckwerke für
Schön- und Widerdruck ohne
eine Oberflächentrocknung
aufeinanderfolgend angeordnet. Weiterhin ist pro (Prozess) Farbe
eine komplette Druckeinheit installiert und somit werden die Farbauszüge im sogenannten
SINGLE PASS SYSTEM in Schön und
Widerdruck bedruckt. Beim Einlauf und/oder Auslauf der Gegendruckzylinder
können
jeweils vor und/oder nach dem digitalen Druck mehrere Varianten
und Ausbaustufen, z.B. in Kassetteneinheiten 9 und 15 (3) integriert werden, z.B.
für die
Konditionierung, die Beschichtung, den Lack Auftrag, einen Sonderdruck,
eine Fixierung (Fusing), die Trocknung und eine Nachbefeuchtung.
Erfindungsgemäß ist ein
einheitliches System 21 zum kombinierten Auftrag von Schutzlack
und Siliconöl
zum Fixieren (Fusing) integriert. Die Gegendruckzylinder 4 weisen
eine Farbe, bzw. Toner abweisende Oberfläche auf. Im Papierstapel können ein
einziger Anleger 6 und eine einzige Auslage 18 verschiedene
Bedruckstoffe mittels Papierkassette sogenannten Sheettrays leicht
und non-stop gewechselt werden. Für einen optimalen Bedienungskomfort
sind die Druck- und Konditioniersysteme in Kassetteneinschübe angeordnet.
Damit ist eine optimale Zugänglichkeit
bei der Arbeitsposition 54 innerhalb des Maschinengestells
und bei Servicestellung an Bedienungsseite 55 und/oder
Antriebsseite 56 außerhalb
des Maschinengestells gegeben.
-
An dem Ausleger ist außerdem ein
Trockner 11 vorgesehen. Zwischen beiden Gegendruckzylinder sind
weitere, nicht dargestellte Übergabetrommeln
eingefügt.
Zwischen beiden Gegendruckzylindern, ist z.B. für eine Zwischenkühlung eine
nicht dargestellte Kettenübergabe
eingefügt.
Der Bebilderungszylinder, bzw. die Fotoleitertrommel ist vorteilhaft
im Umfang kleiner als das max. Druckformat in Umfangsrichtung der
Druckmaschine. Der Zwischenträger
des Widerdruckwerkes ist mit Senkgreifern versehen. Bei einer Ausführungsform ist
ein Wendetrommelsystem für
das Widerdrucksystem vorgesehen. Durch eine Greiferübernahme
wird eine registergenaue Übernahme
zum Inlinefinishingmodul erwirkt. Der Zwischenträger hat einen Umfang als kleinster
gemeinsamer Nenner von mehreren Standarddruckformaten.
-
Ein Lackauftrag erfolgt in der Form
von einem Pigment (Flüssigkeits-)Toner
als erste Beschichtung auf dem Zwischenträger, wobei die Teilfarben erst
nachträglich übertragen
werden, um insgesamt als mehrlagige Schicht in einem Druckvorgang
auf dem Bedruckstoff gedruckt zu werden. Dieser pigmetlose (Flüssigkeits-)Toner
bekommt seinen Glanz durch kontaktloser und/oder mechanischer Konditionierung.
Der Lack wird als vollflächiger
Schutzlack und/oder als partielle Spotlackierung eingesetzt. Die
Lackbeschichtung kann auch als Grundierung eingesetzt werden. Diese
Lackschicht kann auch als Weißlack
für die
Bedruckung von durchsichtigen Substraten eingesetzt werden. Diese
Lackschicht kann auch mit einem sog. UV-Lack zur optimalen Härte für den Schutz
des Bedruckstoffs eingesetzt werden.
-
Weitere Einzelheiten und vorteilhafte
Wirkungen der Erfindung ergeben sich aus der nachfolgenden Beschreibung
und den Zeichnungen, die Ausführungsbeispiele
der erfindungsgemäßen Satellitendruckmaschine
veranschaulichen.
-
In der Zeichnung zeigen.
-
1 Seitenansicht
der erfindungsgemäßen Satellitendruckmaschine
mit einem einzigen Zwischenzylinder und mit über den Umfang verteilt angeordnete
Satellitendruckwerke für
den Schöndruck
mit einem Anleger und einer Auslage vorgesehen für die sogenannten Sheettrays.
Die 7-Uhr Position ist hier nicht dargestellt;
-
2 eine
Seitenansicht der erfindungsgemäßen Satellitendruckmaschine
mit oberen und unteren Zwischenzylinder mit über den Umfang verteilt angeordneten
Satellitendruckwerken, für
Schön-
und Widerdruck mit einem Anleger und einem Auslagesystem, vorgesehen
für sogenannten
Sheettrays. Die 7-Uhr Position ist hier nicht dargestellt;
-
3 Seitenansicht
mit vergrößerten Gegendruckzylinder
mit zugeordneter Pre-Press und Finishing Kassette und Inline Weiterverarbeitungssystem
und Darstellung der 7-Uhr Position und gleichem Widerdruckprinzip
wie 8;
-
4 eine
vergrößerte Ausschnittsdarstellung
eines der Kassettensystemen für
Konditionierung;
-
5 eine
Darstellung eines der Kassettensysteme für Bebilderung in verschiedenen
Arbeitsstellungen;
-
6 und 7 ist jeweils eine Prinzipdarstellung
der erfindungsgemäßen Satellitendruckmaschine mit
einem Antriebskonzept im Bereich der Bogenauslage;
-
8 Seitenansicht
mit Zwischenzylinder mit Greifersystem und Darstellung der 7-Uhr
Position;
-
9 bis 13 Ausschnittsdarstellungen
einer der beiden Zwischenzylinder im Bereich des Greifertransportsystems,
in mehreren Arbeitsstellungen veranschaulicht;
-
14 Seitenansicht
der erfinderischen Satellitendruckmaschine wie 2, jedoch mit horizontaler Anlage-Vorschubsystem
mit integrierter Doppeltkammer für
Coronabehandlung an beiden Seiten des Substrates;
-
15 Seitenansicht
einer imaginären
Bogenoffsetdruckmaschine mit doppelten Satellitendruckwerken mit
2 × 7
Farbwerken im Halbformat, wobei die unrealistischen Dimensionen
demonstriert werden im Vergleich zur 3;
-
16 Seitenansicht
einer imaginären
Modulare-Bogenoffsetdruckmaschine
mit 8 Druckwerken für
7 Vorderseite -und 1x Rückseite
mit 2 Flexodruckwerken für
Lackauftrag mit Zwischentrockner, Endtrockner und 2 Weiterverarbeitungsstationen
und doppelter Auslage. Es demonstriert auch hier die Überlänge im Vergleich zur 3;
-
17 Seitenansicht
der Anleger mit daneben einer Vorstapeleinrichtung;
-
18 Seitenansicht
wie 3 jedoch mit dargestellter
sog. 7-Uhr Position und Widerdrucksystem;
-
19 Seitenansicht
wie 1 jedoch mit Vorschubanlage
mit integriertem Coronabehandlungssystem und mit integrierter Wendetrommelanlage;
-
20 Seitenansicht
einer Satellitendruckmaschine mit zentralen Gegendruckzylinder mit
Greifertransportsysteme und formatgebundenen Gummituchzylinder mit
Kanäle;
-
21 Seitenansicht
des einheitlichen Zwischenzylinders für mehrere Standardformate;
-
22 Seitenansicht
einer digitalen Druckmaschine mit Transferband;
-
23 Seitenansicht
einer digitalen Druckmaschine mit Transfertrommel oder gemeinsamen
Fotoleitertrommel; und
-
24 Seitenansicht
einer digitalen Druckmaschine mit formatbezogenem Transferband.
-
1 ist
eine mit 1 bezeichnete Satellitendruckmaschine dargestellt,
die einen mit Gummitüchern
bestückten
Zwischenzylinder 2 und Gegendruckzylinder 4 aufweist,
dem in Drehrichtung D ein Reinigungssystem R und sieben Satellitendruckwerke
S für den
mehrfarbigen Schöndruck
vorgeordnet sind.
-
Dargestellt ist auch eine Kassetteneinheit 21 für den kombinierten
Auftrag von Silikonöl
und Schutzlack. Aus der Zeichnung ist deutlich zu erkennen, dass
die nicht formatgebundenen Bebilderungszylinder 1 bis 7 im
Durchmesser deutlich kleiner sind, als die formatgebundenen Lack-
oder Silikonauftragszylinder 22.
-
2 dito
wie 1, jedoch mit einem
zweiten Zwischen- 2b und
Gegendruckzylinder 4b angeordnet und mit Reinigungssystem
R und Widerdruckwerk W, sowie 2 Kassetteneinheiten z. B.
zum Finishing 15 angeordnet.
-
3 dito
wie 1, jedoch mit vergrößerten Gegendruckzylinder 4c,
damit Kassetteneinheit für Pre-Press
Systeme 9 und Kassetteneinheit für Finishing Systeme 15 angeordnet
werden können.
-
Dargestellt ist auch die Inline Weiterverarbeitungseinheit 66 die
mit Pfeil G verfahrbar angedeutet ist. Aus der Zeichnung ist deutlich
zu erkennen, dass hier der Substratbogen total bedruckt ist, bevor
er von der Auslagekette übernommen
wird.
-
4 verdeutlicht
die Abstützung
einer der Kassetteneinheiten für
Finishing 15 im Bereich des Maschinengestells. Die Kassetteneinheit
ist dabei auf Schienen 43 und 45 jeweiliger Seitenständer des
Maschinengestells 41 abgestützt. Auf diesen Schienen kann
die Kassetteneinheit 15 parallel verschoben werden. Ebenso
ist denkbar, dass die Satellitendruckwerke S jeweils gemeinsam mit
diesen Schienen verschoben werden. In der dargestellten Ausführungsform
sind als Führungen
ein Linearkugellager 41 bzw. Kurvenrollen 46 für die jeweiligen
Schienen vorgesehen (2),
und die Schiene 43 weist eine untergesetzte Traverse auf.
Für eine
positionsgenaue Verschiebung der Zylinder sind die beiden Schienen über eine
Tragstrebe (44) verbunden, so daß die neben das Maschinengestell
verlagerbar und entgegengesetzt in die Arbeitsstellung rückführbar sind
ohne jegliche Verzerrung.
-
Die Kassetteneinheiten für Bebilderung 51 weisen
in 5 jeweils einen Bebilderungszylinder 52 und eine Tonerzufuhreinheit 53.
Die Zylinder in den Kassetteneinheiten 15 können nach
einem Abheben Y ihrer jeweils in Druckstellung (4 und 5)
am Zwischenzylinder 2 in eine Servicestellung verschoben
werden, ohne das ein Kippen der Kassetteneinheit erforderlich ist.
Dies erhöht
die Lagestabilität
der Kassetteneinheiten, so dass beim Druck ein schwingungsarmer
Druckverlauf möglich
ist, der Druckverzerrungen ausschließt.
-
Die Einzeldarstellung (5) einer der Kassetteneinheiten
für Bebilderung 12 verdeutlicht
auch deren Position in einem allgemein mit 41 bezeichneten
Maschinengestell, wobei die Kassetteneinheit 51 im mittleren Bereich,
d. h. Arbeitsposition 54 veranschaulicht ist und die rechte
Bildseite verdeutlicht, dass die Kassetteneinheit parallel zur Drehachse
des Zwischenzylinders 2 in eine seitliche Servicestellung
zur Bedienungsseite 55 neben das Maschinengestell verschoben
werden kann (Pfeil K, 3).
-
Ebenso ist es abgebildet in einer
Servicestellung zur Antriebsseite (56).
-
Mit diesem erfindungsgemäßen Konzept
der Satellitendruckmaschine 1 ist erreichbar, dass bis
zu zehn Satellitendruckwerke für
den Schöndruck 3 und
bis zu zehn Satellitendruckwerke für den Widerdruck W zugeordnet
werden können,
die bei gedrängter
Bauweise unmittelbar benachbart sein können. Die Satellitendruckmaschine
ist insbesondere für
eine vollformatige und beidseitige Bedruckung von Bogen vorgesehen, wobei
die Greifersysteme einen minimalen Streifen am Bogen für den einmaligen
Zugriff erfordert und so die Papierverluste vorteilhaft verringert
sind.
-
Die Zwischenzylinder 2 können von
gleichen (2 und 3) und unterschiedlichen
Umfang sein. (8). In
vorzugsweiser Ausführung
weisen die Zwischenzylinder 2a und 2b einen Umfang
von 300 bis 3000 mm auf.
-
In der vorbeschriebenen Anordnung
laut 8 erfolgt der Widerdruck,
bzw. Fixierung im Bereich zwischen dem Zuführungszylinder 3 und
Kontaktpunkt, bzw. Druckstelle von beiden Zwischenzylinder 17.
Denkbar ist ebenfalls, dass der Schöndruck und der Widerdruck gleichzeitig
erfolgen und die Fixierung nach dem Kontaktpunkt 17 erfolgt.
-
Es ist denkbar, dass die Maschine 1 mit
Zahnradzug, sowie einem oder mehreren Servomotoren als Antrieb (nicht
dargestellt) oder eine Kombination von beiden versehen ist.
-
Die Prinzipdarstellung der Satellitendruckmaschine 1 gemäß 1 zeigt deren vorzugsweise
Anwendung für
Bogen als im Bereich des Zuführungszylinders 3 erfassbares
Druckmaterial, wobei der Gegendruckzylinder 4 und das Abgabesystem 4 mit
Greifsysteme 14 ausgebildet sind. Dem Zuführzylinder 3 ist
außerdem ein
Ausrichtetisch 7 vorgeordnet, der in Querrichtung, in der
Höhe, in
Zuführrichtung
und/oder in einer Schrägrichtung
zur Zuführrichtung
verstellbar ist. Ebenso ist denkbar, dass auf dem Ausrichtetisch 7 nicht
näher dargestellte
Stellmittel vorgesehen sind, mit denen die vorbeschriebenen Änderungen
der Zuführrichtung
des Druckmaterials ausführbar
sind. Diese Verstellungen können
auch während
des Betriebes der Satellitendruckmaschine 1 vorgenommen
werden. Der Ausrichtetisch ist mit Vakuumtransportbändern versehen,
in deren Bereich am Tisch jeweilige formatabhängige Abschottungen so angeordnet
sind, dass Energieverluste vermieden sind. (nicht dargestellt).
-
Das Konzept der Maschine 1 ist
so ausgeführt,
dass die Zufuhrzylinder 3, Druckzylinder 4, Zwischenzylinder 2,
Bebilderungszylinder 52 (samt Tonereinheit 53)
und Abgabezylinder 4 mittels exzentrischen Büchsen radial
verstellbar (Pfeil Y) sind zur Anpassung während der Produktion an variabel
dicken Bedruckstoffen. Ebenso sind lineare Verstellungen denkbar.
-
In einer zur Bedienung der Maschine 1 vorteilhaften
Ausführung
sind das Zuführungssystem 3 und
das Abgabesystem 5 mit im wesentlichen gleichem Höhenabstand über einer
Stützebene
angeordnet, so dass eine annähernd
horizontale Bedienebene definiert ist. Im Bereich des Abgabesystems 5 können somit
für eine nachgeschaltete
Weiterbearbeitung 3 Zusatzaggregate
für Inline
Finishing, bzw. Weiterverarbeitung vorgesehen werden, so dass das
Druckmaterial in einer Förderlinie
zur Lackierung, Trocknung, Prägung,
Stanzen, und dgl. weitergeleitet wird. Mit diesen Höhenabständen ist
eine einfache Be- und Entladung der Maschine 1 vom Boden
aus möglich.
-
Das Konzept der Maschine 1 ist
so ausgeführt,
dass beliebige Druckverfahren kombiniert werden können, um
die Bedruckstoffflexibilität
maximal auszunützen.
-
In 9, 10, 11 und 12, 13 ist ein Ausschnitt mit
Greifersysteme abgebildet. Dargestellt sind Greiferauflage 64,
Bedruckstoff 57, Gummituch gespannt 58, Zylinderkörper 59,
Spannleiste 48 und Gummituch geklebt 65. Es wird
auch ein Gummituchspannsystem mit Spannleiste 60, Spannschlitz 62 und
Spannrichtung 63 und Greiferrücken 61 dargestellt.
-
In 9 ist
das Greifersystem in Arbeitsposition zum Papiertransport mit gespannte
Drucktücher 58 dargestellt.
-
In 11 ist
das Greifersystem in versenkter Position zum passieren der Bebilderungszylinder
dargestellt. Die Greiferrücken 61 sind
jetzt unterhalb der Abwicklungsfläche, wodurch die Bebilderungszylinder
sich ohne Greiferöffnungen
oder Greiferkanäle
unter Druck auf dem elastischen Drucktuch ohne Gefahr von Beschädigung abwickeln
können.
-
In 12 ist
das Greifersystem in abgeschwenkter Position dargestellt, damit
ein Wechsel der gespannten Drucktücher 58 ermöglicht wird.
-
In 13 ist
das Greifersystem im Zusammenhang mit geklebten Drucktüchern 65 dargestellt,
die bekannterweise keine Spannvorrichtungen benötigen.
-
Die Greiferöffnungen 1 in den
Drucktüchern
erlauben das Funktionieren der Greifersysteme bei gespannten Drucktüchern (nicht
dargestellt).
-
Spannleisten und Halteleisten, bzw.
Spannwelle mit Spannkanäle
ermöglichen
ein gutes Verhalten zum Spannen, bzw. nachspannen des Drucktuches
(nicht dargestellt).
-
In 6 und 7 ist in einer Prinzipdarstellung
ein Antriebskonzept im Bereich der Druckmaschine 1, des Auslagesystems 18 und
der Stanzvorrichtung 35 dargestellt.
-
Dabei sind zwei Servo-Antriebsmotoren 26 und 27 zur
Sicherung eines synchronen Antriebes jeweils mit einer berührungslosen
Zahnradverbindung 30 versehen, wobei die Verzahnungen mit
einem auch während der
Antriebsphase konstanten Abstand 31 berührungslos ineinandergreifen.
Die Zähne
gelangen nur dann zur Anlage, wenn ein Steuerungsfehler, beispielsweise
im Bereich der Software, zu einer ungewollten Überbelastung des Systems führen könnte und
ein sofortiges Abschalten des Antriebsmomentes erforderlich wird.
Mit dieser Zahnradverbindung 30 ist die Sicherung des Systems
gegen Zerstörungen,
insbesondere der Greifersysteme mit geringen Aufwand erreicht. Mit
der spielfreien Zahnradverbindung 32 ist die synchrone
Abwicklung der Patrizenstanzzylinder 34 und Matrizenstanzzylinder 33 vorgegeben.
-
In 8 ist
eine insgesamt mit 1 bezeichnete Satellitendruckmaschine dargestellt,
die ein mit Gummitücher
bestückten
oberen Zwischenzylinder 2a aufweist, dem in Drehrichtung
D zwischen in der dargestellten Ausführung, einen Reinigungszylinder
R und sieben Satellitendruckwerke S für den mehrfarbigen Schöndruck zugeordnet
sind.
-
Die Satellitendruckmaschine 1 erfindungsgemäßer Ausführung ist
mit dem gummituchbestückten
unteren Zwischenzylinder 2b versehen, und diese sind in
Drehrichtung D hinter dem Abgabesystem 5 und vor dem Zuführungszylinder 3 einen
Reinigungszylinder 6 und sieben Satellitendruckwerk W für mehrfarbigen
Widerdruck zugeordnet. Bei Verarbeitung von Bogen als Druckmaterial
sind Zuführungszylinder 3,
einer der beiden Zwischenzylinder und Abgabesystem 5 mit
an sich bekannte mit Greifersysteme ausgebildet.
-
Ferner ist dem Zuführungszylinder 3 ein
Ausrichttisch 7 vorgeordnet, der in Querrichtung, in der
Höhe und/oder
in Zuführrichtung
in Schrägrichtung
während
des Betriebs verstellbar ist und mit formatabhängiger Abschottung versehen
ist.
-
Vor der Druckpunkt 13 der
beiden Zwischenzylinder ist eine Pre-Print Kassette 9,
z. B. für
Fixierung oder Konditionierung und nach der Druckstelle 13 ist
eine Kassette 15, z. B. für Finishing (z. B. Lackauftrag) angeordnet.
-
In 14 ist
eine insgesamt mit 1 bezeichnete Satellitendruckmaschine im Grunde
wie 2, die ein horizontale
Bogeneinfuhr darstellt mit Seitenmarke 23 und Vorschubrolle 24 und
Doppelkammer 25 für
einseitige oder beidseitige Oberflächenveredelungssysteme, z.B.
für Coronabehandlung.
Diese Kammer könnten mit
Vakuum- oder Druckluft beaufschlagt werden zur Unterstützung der
Bogenführung.
Die Zylinderanordnung entspricht der sog. 7-Uhr Position.
-
In
15 wird
eine imaginäre
Druckmaschine in Satellitenbauweise dargestellt auf Basis der
1 der
US 5,036,763 . Die imaginäre Druckmaschine
ist erweitert bis zu 2 × 7
Druckwerke für
Hi-fi Druck. Aus der Dimension ist zu erkennen, dass diese Maschine
bereits im Halbformat (B2) für
die Bedienung unrealistischen Umfang bekäme. Außerdem entspricht die Stoptrommelanlagenkonfiguration
nicht den Voraussetzungen eines schlanken Papierlaufs.
-
In 16 wird
eine ebenso imaginäre
Druckmaschine in modularer Bauweise dargestellt. Pro Druckwerk ist
diese Maschine gut zu bedienen, aber entsprechend der Konfiguration
von 3, d. h. mit 1 Farbendruck
für die
Rückseite, 7 Farben
und 2 Lackwerke für
die Vorderseite ergänzt
mit 2 Weiterverarbeitungsstationen, z. B. für Heißfolienprägung und für z. B.
Stanzen und Rillen kommt die Gesamtlänge im Halbformat B2 bereits
auf 18 m Es könnte
die gesetzlichen Arbeitsvorschriften für einen Ein-Mann-Bedienung überschreiten. In
einer imaginären
Konfiguration wie 2 und 8 mit 2 × 7 Farben und Lackwerke und
Inline-Weiterverarbeitung
entstünden
total unrealistische Dimensionen und damit nicht wirtschaftliche
Investitionen einer Druckmaschine.
-
In 17 ist
ein Bogenanleger 6 dargestellt mit daneben sich befindender
Vorstapeleinrichtung 76. Dies erlaubt dem Bedienungsmann
während
der Produktion einen der Sheettrays (Bedruckstoffkassette) 19, die
auf seine Höhe 77 einstellbar
ist, zu beladen, die dann bei Auftragswechsel automatisch mittels
seitliche Verschiebung 78 in dem Anleger positioniert werden
kann. Somit kann schnell gewechselt werden und es wird nur ein teurer
Saugkopf 79 benötigt.
Ein weiterer Vorteil ist das die Länge der Maschine nicht vergrößert wird.
-
In 18 ist
gleich wie 3, es wird
jedoch zusätzlich
die sog. 7-Uhr Anordnung 49 dargestellt, wobei der Bogen
komplett bedruckt wird, bevor er weiter übernommen wird von der Auslagekette 14.
Auch wird die Widerdruckanordnung dargestellt mit 1 Reinigungskassette 72 und 1 Druckwerkkassette 73.
Der Gegendruckzylinder ist dazu mit Gummituchsegmente 74 bekleidet
und die Greifer senken ab in der Zone 75.
-
In 19 ist
die horizontale Vorschubanlage dargestellt mit Seitenmarke 23,
Vorschubrollen 29 und der doppelten Kammer 25 für Coronabehandlung.
Diese Kammern können
mit Blas- und Saugluft beaufschlagt werden zum Strecken der Bogen
und/oder Bremsen der Bogen und/oder Reinigen der Bogen und/oder
vorheizen der Bogen. Außerdem
ist ein konventionelles Wendetrommelsystem mit Transfertrommel 81,
Wendetrommel 82 und Speichertrommel 83 dargestellt.
-
Im Wendebetrieb wird der Anleger
so gesteuert, dass keine Bogen zugeführt werden, wenn einige Bogen
in der Druckmaschine einen zweiten Durchgang durchlaufen. Die Greifer
in dem Gegendruckzylinder sind programmgesteuert, so dass die Bogen
automatisch wohl oder nicht von der Auslagekette übernommen
werden. Diese Wendetechnik ist festformatig. Dadurch das der Transferzylinder 81 von
einem Servomotor mit unterschiedlicher Geschwindigkeit angetrieben
wird, ist es auch möglich
unterschiedliche Formate in Umfangsrichtung zu verarbeiten.
-
Es wird auch ein Inline Finishing
Aggregat 50 dargestellt, z.B, zum Falzen oder Buchbinden.
Die Bogenübergabe
erfolgt präzise
mit Greifertechnik 29. Dieses Aggregat ist vorteilhaft
verfahrbar.
-
In 20 wird
eine Satellitendruckmaschine 84 mit zentralen Gegendruckzylindern
dargestellt, welche mit Greifersysteme ausgerüstet ist. Der Substratbogen
umschlingt also diesen Gegendruckzylinder und wird in jedem digitalen
Druckwerk jeweils mit Teilfarbe bebildert. Die Bebilderungszylinder,
bzw. die Fotoleitertrommeln sind kleiner als die Drucklänge und
der Druck erfolgt auch hier indirekt über formatbezogene Gummituchzylinder.
Die Fotoleitertrommel kann nicht direkt drucken, da er durch die überstehenden
Greiferrücken der
Greifer, montiert in dem zentralen Gegendruckzylinder, beschädigt werden
würde.
-
Dargestellt sind 8 digitale
Fotoleitertrommeln für
z. B. 7 Farbendruck mit integriertem Lackauftrag mit pigmentlosem
Toner vollflächig
oder ausgespart.
-
In 21 ist
ein symbolisch Zwischenzylinder als 2a und 2b dargestellt
mit einem kleinsten gemeinsamen Nenner von z.B. 690 mm Durchmesser,
welcher bei einer entsprechenden Aufteilung resp. bei ¼ das B3
Square Format, bei ½ das
B2 Portrait Format und einer ¼ Teilung
aber doppelter Breite das B1 Landscape Format ermöglicht.
-
Dieser einzige Umfang erlaubt identische
Bebilderungskassetten, die rundum den Zwischenzylinder angeordnet
sind, welches eine Serienfertigung für besonders kostengünstige Produktion
ermöglicht.
-
In 22 ist
eine digitale Druckmaschine 85 für Duplexdruck dargestellt,
wobei die mit Gummitüchern bestückten Zwischenzylinder
ein Transferband zum sammeln der Teilfarben vorgeschaltet ist.
-
Die Bebilderung des Transferbands
kann mittels Kontakt, z.B. Druck oder berührungslos, z.B. mittels Benebelung
oder Inkjet erfolgen. Die zwei mit Gummituch oder -tüchern bestückten Zwischenzylinder
mit Kanäle
erlauben den Bogentransport mit Greifer, da sonst die Greifer das
Transferband im direkten Kontakt durch seine überstehenden Greiferrücken beschädigen würden. Die
Zwischenzylinder sind derartig angeordnet, dass die Übergabe
erfolgt, wenn das Druckbild vollkommen ausgedruckt ist.
-
In 23 ist
eine digitale Druckmaschine 86 für Duplex dargestellt (wie in 22), wobei jedoch hier dem
mit Gummitüchern
bestückten
Zwischenzylinder eine Transfertrommel oder gemeinsame Fotoleitertrommel
zum Sammeln der Teilfarben vorgeschaltet ist.
-
In 24 ist
eine Digitaldruckmaschine 87 für Duplexdruck dargestellt,
wobei das Transferband formatbezogen ist, wobei der Gegendruckzylinder
bogenhaltende Greifer aufweist und das Gummiband an seinem Umfang
die greiferaufnehmende Aussparung aufweist.
-
- 1.
- Satellitendruckmaschine
- 2.
- Zwischenzylinder
mit Kanäle
- 3.
- Zufuhrzylinder
mit Greiferleiste
- 4.
- Gegendruckzylinder
mit Greifer
- 5.
- Abgabezylinder
mit Greifer
- 6.
- Bogenanleger
- 7.
- Ausrichttisch
- 8.
- Schwinggreifer
- 9.
- Kassetteneinheit
für Pre-Print
- 10.
- Beschichtungssystem
- 11.
- Trockner
- 12.
- Drucktuchspannsystem
- 13.
- Druckpunkt
- 14.
- Greifersystem
- 15.
- Kassetteneinheit,
z. B. für
Finishing
- 16.
- Fixierungssystem
(formatbezogen)
- 17.
- Greifersystem
versenkt
- 18.
- Bogenauslage
- 19.
- Bedruckstoffkassette
- 20.
- Mantelfläche zur
Fixierung
- 21.
- Kassetteneinheit
Silicon und Lackauftrag
- 22.
- Greiferöffnung bzw.
Spannkanal
- 23.
- Seitenmarke
- 24.
- Vorschubrollen
- 25.
- Doppel-Coronakammer
- 26.
- Servoantrieb
Druckmaschine
- 27.
- Servoantrieb
Finishing Station
- 28.
- Auslagekette
- 29.
- Kettenrad
Auslage
- 30.
- Berührungslose
Zwenradverbindung
- 31.
- Ohne
Zahnradverbindung
- 32.
- Mit
spielfreier Zahnradverbindung
- 33.
- Matrizenzylinder
- 34.
- Patrizenzylinder
- 35.
- Stanz-
und Rillvorrichtung
- 36.
- Präge- und
Folienvorrichtung
- 37.
- Seitenständerkassette
- 38.
- Aniloxwalze
- 39.
- Kammerrakel
- 40.
- Lackauftragswalze
- 41.
- Seitenständer Maschinengestell
- 42.
- Offenes
Linearkugellager
- 43.
- Tragschiene
mit Traverse
- 44.
- Tragstrebe
- 45.
- Tragschiene
- 46.
- Kurvenrolle
- 47.
- Greiferöffnung
- 48.
- Spannkanal
- 49.
- 7-Uhr
Position
- 50.
- Inline
Finishing Unit, z. B. zum Falzen
- 51.
- Kassetteneinheit
zur Bebilderung
- 52.
- Bebilderungszylinder
(Fotoleitertrommel)
- 53.
- Tonerzufuhreinheit
- 54.
- Kassette
in Arbeitsposition
- 55.
- Kassette
in Servicestellung zur Bedienseite
- 56.
- Kassette
in Servicestellung zur Antriebsseite
- 57.
- Bedruckstoff
- 58.
- Gummituch
gespannt
- 59.
- Zylinderkörper
- 60.
- Spannleiste
- 61.
- Greiferrücken
- 62.
- Spannschlitz
- 63.
- Spannrichtung
- 64.
- Greiferauflage
- 65.
- Gummituch
geklebt
- 66.
- Inline
Weiterverarbeitung
- 67.
- Auslage
Zuschnitte
- 68.
- Auslage
angestanzte Bogen
- 69.
- Entsorgung
nach oben
- 70.
- Entsorgung
nach Zylinderinnere
- 71.
- Entsorgung
nach unten
- 72.
- Reinigungskassette
Widerdruck
- 73.
- Satellitendruckwerk
für Widerdruck
- 74.
- Gummibeschichtete
Gegendruckzylinder
- 75.
- Senkgreiferzone
- 76.
- Vorstapeleinrichtung
- 77.
- Höhenverstellung
- 78.
- Seitliche
Verschiebung
- 79.
- Saugkopf
- 80.
- Wendetrommelsystem
- 81.
- Transfertrommel
- 82.
- Wendetrommel
- 83.
- Speichertrommel
- 84.
- Druckmaschine
mit zentralem Gegendruckzylinder
- 85.
- Druckmaschine
mit Transferband
- 86.
- Druckmaschine
mit Transfertrommel oder gemeinsame
-
- Fotoleitertrommel
- 87.
- Druckmaschine
mit formatbezogenem Transferband
- 88.
- Transferband
- C
- Pfeil
Papiertransportrichtung
- S
- Satellitendruckwerke
für Schöndruck
- D
- Drehrichtung
in Kassette
- G
- Pfeil
Verfahrung Finishing Station
- W
- Satellitendruckwerke
für Widerdruck
- K
- Pfeil
seitliche Verstellung in Kassette
- R
- Reinigungssysteme
in Kassette
- Y
- Pfeil
radiale Druckbeistellung
- V
- Vorfinishing
/ Lackauftrag nicht formatgebunden