-
Gebiet der Erfindung
-
Die Erfindung betrifft einen Zylinder, aufweisend zumindest ein von einem Medium druckbeaufschlagtes Zylinderrohr und ein Abschlusselement, wobei zumindest ein Endbereich des Zylinderrohrs eine in eine Nut des Abschlusselements eingreifende Einrollung aufweist. Weiterhin betrifft die Erfindung ein Verfahren zum Herstellen eines derartigen Zylinders.
-
Hintergrund der Erfindung
-
Ein derartiger Zylinder ist aus der
DE 2 238 211 A1 bekannt. Dieser Zylinder, bei dem ein Zylinderrohr mit Abschlusselementen in Form eines Bodens oder eines Deckels verbunden ist, betrifft beispielsweise einen Pneumatikzylinder, in dem ein Kolben verschiebbar angeordnet ist. Die Verbindung zwischen dem Zylinderrohr und dem Deckel beziehungsweise dem Boden wird hergestellt, indem die jeweiligen Enden des Zylinderrohrs unter Erzeugung einer beispielsweise circa 45° betragenden Umlenkung in eine umlaufende Nut eingerollt werden. Dabei entstehen zwischen dem Zylinderrohr und dem Boden beziehungsweise dem Deckel bedingt durch den Einrollvorgang eine Kante und zudem gegebenenfalls noch ein Spalt zwischen dem eingerollten Ende des Zylinderrohrs und der Nut.
-
Die
DE 44 13 279 A1 , die
DE 603 15 038 T2 und die
DE 195 06 479 A1 offenbaren verschiedene Ausführungen pneumatischer Zylinder, welche zur formschlüssigen Verbindung eines Zylinderrohrs mit einem Abschlussstück oder zur Integration einer Ringdichtung zwischen Zylinderrohr und Abschlussstück die Einbringung von Einrollungen in die Mantelfläche des Zylinderrohrs zum Eingriff in eine darunter befindliche Nut eines in das Zylinderrohr eingreifenden Abschlussstücks offenbaren. Mit den von diesen Druckschriften offenbarten Ausführungen ist kein glatter, spaltenfreier Übergang zwischen den benachbarten Bauteilen gewährleistet, insbesondere wenn diese unterschiedliche Außendurchmesser oder Ungleichmäßigkeiten in den benachbarten Oberflächen aufweisen.
-
Der Erfindung liegt die Aufgabe zugrunde, einen Zylinder mit einer Verbindung eines Zylinderrohrs mit einem Abschlusselement anzugeben, der bei einer einfachen Herstellbarkeit glatte Übergänge aufweist.
-
Offenbarung der Erfindung
-
Vorteile der Erfindung
-
Diese Aufgabe wird dadurch gelöst, dass die Nut beabstandet zu einem ringförmigen Anschlag des Abschlusselements angeordnet ist und dass die Einrollung des Zylinderrohrs in die Nut benachbart zu einer an dem Anschlag angrenzenden Stirnseite des Zylinderrohrs angeordnet ist. Das entsprechende Verfahren zum Herstellen des Zylinderrohrs beziehungsweise der Verbindung zwischen dem Abschlusselement und dem Zylinderrohr zeichnet sich dadurch aus, dass das Zylinderrohr in die beabstandet zu einem ringförmigen Anschlag angeordneten Nut mit einem benachbart zu einer an den Anschlag anliegenden Stirnseite des Zylinderrohrs liegenden Umfangsbereich eingerollt wird. Es wird folglich nicht das direkte Ende des Zylinderrohrs in eine Nut eingerollt, sondern die Stirnseite des Zylinderrohrs liegt bündig an einem Anschlag des Abschlusselementes an und beabstandet zu der Stirnseite wird eine in die umlaufende Nut in dem Abschlusselement eingreifende Einrollung in das Zylinderrohr eingearbeitet. Durch diese Ausgestaltung ist bei einer entsprechenden Anpassung der äußeren Durchmesser des Zylinderrohrs und der Abschlusselemente, die im Übrigen ein Boden oder ein Deckel sein können, und dem Zylinderrohr ein glatter Übergang gegeben. Dadurch, dass die Einrollung benachbart, aber beabstandet zu dem Stirnende des Zylinderrohrs angeordnet ist, ist einerseits eine zuverlässige Verbindung mit dem Abschlusselement erreicht, während andererseits diese Verbindung den glatten Übergang zwischen dem Zylinderrohr und dem Abschlusselement nicht beeinträchtigt. Im Übrigen ist die erfindungsgemäße Verbindung des Zylinderrohrs mit dem Abschlusselement bei einem beliebig anzuwendenden Zylinder umsetzbar, wobei aber bevorzugt der Zylinder ein Pneumatikzylinder ist. In dem so ausgebildeten Pneumatikzylinder ist ein mit einer Kolbenstange verbundener Kolben zwischen zwei Endlagen hin und her bewegbar. Der so ausgebildete Pneumatikzylinder ist wiederum bei allen denkbaren industriellen Anwendungen einsetzbar. Bevorzugt wird der Pneumatikzylinder aber in der Lebensmittelindustrie, der Pharmaindustrie und/oder der Chemieindustrie eingesetzt. Bei allen diesen Anwendungen ist es erstrebenswert, eine möglichst einfache und gründliche Reinigung der verwendeten Bauteile zu gewährleisen. Dies ist durch die dargestellte Verbindung des Zylinderrohrs mit dem Abschlusselement gegeben, da zwischen den Bauteilen ein glatter Übergang ohne Absätze, Kanten oder Kerben gegeben ist.
-
In Weiterbildung der Erfindung ist im Bereich des Stoßes des Zylinderrohrs an dem Abschlusselement eine Konturausgleichseinrollung vorhanden. Diese Konturausgleichseinrollung wird zu gleichen oder ungleichen Teilen in das Zylinderrohr und das anschließende Abschlusselement eingebracht und gewährleistet, dass die benachbarten Bauteile in jedem Falle glatt ineinander übergehen. Durch diese Ausgestaltung ist es weiterhin möglich, vorhandene Ungleichmäßigkeiten in den benachbarten Oberflächen des Abschlusselements und des Zylinderrohrs auszugleichen. Diese Ungleichmäßigkeiten können zufällig oder aber gewollt in den Bauteilen vorhanden sein. So ist es beispielsweise denkbar, in das grundsätzlich als zylinderförmiges Bauteil ausgebildete Abschlusselement einseitig oder beidseitig eine Abflachung einzuarbeiten, um beispielsweise eine lagegenaue Ausrichtung zu anderen Bauteilen zu gewährleisten. Im Bereich dieser Abflachung wird durch die Konturausgleichseinrollung insbesondere in das Zylinderrohr ein kantenfreier Übergang zwischen den benachbarten Bauteilen gewährleistet.
-
In weiterer Ausgestaltung der Erfindung ist die Einrolltiefe beziehungsweise der Einrollradius der Einrollung größer als die/der der Konturausgleichseinrollung. Dadurch ist einerseits sichergestellt, dass durch die größere Einrolltiefe der Einrollung eine zuverlässige Verbindung des Zylinderrohrs mit dem Abschlusselement hergestellt ist, und andererseits die Konturausgleichseinrollung nur eine solche Einrolltiefe aufweist, dass ein zuverlässiger Konturausgleich erfolgt. Dadurch ist auch der Herstellungsaufwand minimiert.
-
In Weiterbildung der Erfindung sind die Einrollung und/oder die Konturausgleichseinrollung kerbenfrei ausgebildet. Kerbenfrei bedeutet in diesem Zusammenhang, dass die Einrollung beziehungsweise die Konturausgleichseinrollung nicht mit einem spitzen, eine Kerbe in dem Zylinderrohr verursachenden, Werkzeug hergestellt wird, sondern mit einem Werkzeug, das beispielsweise eine abgerundete Oberfläche aufweist. Auch dadurch ist sichergestellt, dass zwar eine gebogene, aber glatte, Oberfläche erzeugt wird.
-
In Weiterbildung der Erfindung weist das Abschlusselement benachbart zu der Nut eine endseitige mit dem Zylinderrohr zusammenwirkende Verdrehsicherung auf. Diese Verdrehsicherung bewirkt, dass sehr hohe Verdrehmomente zwischen dem Abschlusselement und dem Zylinderrohr übertragbar sind, ohne dass die Einrollung mit einem hohen Verformungsaufwand zur Herstellung einer verdrehfesten Verbindung ausgeführt werden muss.
-
In Weiterbildung der Erfindung ist die Verdrehsicherung in Form einer Verzahnung ausgeführt. Die Verzahnung kann verschiedenartige, gegebenenfalls an die Werkstoffe der zu verbindenden Bauteile angepasste Kontur aufweisen. Dabei weist das Zylinderrohr eine innere Kontur mit einem geringfügig geringeren Innendurchmesser auf, als der Außendurchmesser der Verdrehsicherung. Demzufolge wird bei der Herstellung der Verbindung das Zylinderrohr bis zur Anlage der Stirnseite des Zylinderrohrs an den Anschlag auf das Abschlusselement und insbesondere die Verdrehsicherung aufgepresst. Dadurch, dass die so hergestellte Kerbverbindung innenliegend ist, ist keine Beeinträchtigung der glatten Außenoberfläche gegeben.
-
In weiterer Ausgestaltung der Erfindung ist das Material des Zylinderrohrs und/oder des Abschlusselements Edelstahl. Edelstahl eignet sich ganz besonders zur Herstellung eines Pneumatikzylinders, da er die notwendige Festigkeit hat, korrosionsbeständig ist, und aufgrund seiner glatten Oberfläche leicht zu reinigen ist.
-
In Weiterbildung der Erfindung ist/sind das Abschlusselement und/oder das Zylinderrohr elektropoliert. Durch eine Elektropolitur wird eine besonders glatte, hygienische Oberfläche geschaffen, die aber beim gegenseitigen Zusammenwirken keine hohen Verdrehmomente übertragen können. Dadurch, dass aber zusätzlich eine Verdrehsicherung vorhanden ist, können auch bei einer solchermaßen ausgebildeten Oberfläche sehr hohe Verdrehmomente übertragen werden.
-
Weitere vorteilhafte Ausgestaltungen der Erfindung sind der Zeichnungsbeschreibung zu entnehmen, in der in den Figuren dargestellte Ausführungsbeispiele näher beschrieben sind.
-
Figurenliste
-
Es zeigen:
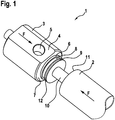
- 1 ein Abschlusselement, das ausgerichtet zu einem Zylinderrohr mit diesem zur Herstellung eines Zylinders verbunden wird,
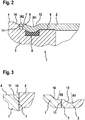
- 2 eine Schnittdarstellung eines Verbindungsbereichs eines mit einem Abschlusselement verbundenen Zylinderrohrs, wobei in das Zylinderrohr eine von einer Stirnseite des Zylinderrohrs beabstandete Einrollung und in den Übergangsbereich des Zylinderrohrs und des Abschlusselements eine Konturausgleichseinrollung eingebracht sind,
- 3 eine Ausschnittsvergrößerung aus 2 vor und nach Anbringung einer Einrollung und einer Konturausgleichseinrollung und
- 4a bis 4d Schnittdarstellungen von verschiedenen Verdrehsicherungen des Abschlusselements gegenüber dem Zylinderrohr.
-
Ausführungsformen der Erfindung
-
1 zeigt ein Abschlusselement 1 und ein Zylinderrohr 2, die zueinander ausgerichtet sind und zur Herstellung eines Zylinders miteinander verbunden werden sollen. Auf der gegenüberliegenden nicht dargestellten Endseite des Zylinderrohrs 2 wird ebenfalls ein Abschlusselement 1 angebracht, wobei ein Abschlusselement 1 als Boden und das zweite Abschlusselement 1 als Deckel ausgebildet ist. Der Deckel weist eine Öffnung auf, durch die eine Kolbenstange hindurchführbar ist, die mit einem in dem Zylinderrohr angeordneten Kolben zusammenwirkt. Der im Wesentlichen aus diesen Teilen bestehende Zylinder ist bevorzugt ein Pneumatikzylinder, der beispielsweise in der Lebensmittelindustrie, der Pharmaindustrie oder der Chemieindustrie eingesetzt werden soll. In den genannten Industriebereichen sind hohe Anforderungen an die entsprechende Hygiene gestellt, die eine gründliche und intensive Reinigung der eingesetzten Werkzeuge erfordern. Hierzu ist die Verbindung des Abschlusselements 1 mit dem Zylinderrohr 2 gemäß dem vorliegenden Erfindungsgegenstand besonders geeignet, da diese einen glatten Übergang der Bauteile aufweist. Daher ist der so hergestellte Pneumatikzylinder besonders einfach und gründlich zu reinigen.
-
Das Abschlusselement 1, das im vorliegenden Fall ein Deckel ist, weist einen zylinderförmigen Grundköper 3 auf, der einseitig oder beidseitig eine Abflachung 4 aufweist. Im Bereich der Abflachung 4 ist eine Öffnung 5 in den Grundkörper eingearbeitet, wobei durch die Öffnung 5 das Druckmedium in den Innenraum des Zylinders eingeführt wird. Benachbart zu der Durchgangsöffnung 5 weist der Grundkörper 3 einen Absatz 6 auf, dessen stirnseitiges Ende an dem Grundkörper 3 einen Anschlag 7 bildet. In den Absatz 6 ist eine ringförmige und umlaufende Nut 8 eingearbeitet. In die Nut 8 kann ein elastischer Dichtring eingesetzt werden. Anschließend an die Nut weist der Absatz 6 eine Verdrehsicherung in Form einer umlaufenden Verzahnung 9 auf, die ausweislich der 4 verschiedene Ausgestaltungen aufweisen kann. Weiterhin weist das Abschlusselement 1 eine in das Zylinderrohr 2 hineinreichende Kolbenstange 10 mit einem deutlich geringeren Außendurchmesser als der Absatz 6 auf.
-
Das zu dem Abschlusselement 1 ausgerichtete Zylinderrohr 2 wird entsprechend der dargestellten Kraftpfeile F auf das Abschlusselement 1 beziehungsweise dessen Absatz 6 bis zur dichten Anlage einer Stirnseite 11 des Zylinderrohrs 2 an dem Anschlag 7 aufgepresst. Dadurch, dass das Zylinderrohr 2 einen geringfügig geringeren Innendurchmesser als die Verzahnung 9 aufweist, werden die Zähne 12 (siehe auch 4) der Verzahnung 9 in die innere Oberfläche des Zylinderrohrs 2 eingedrückt beziehungsweise die Zahnspitzen werden unter Herstellung einer drehmomentübertragenden kraftschlüssigen und formschlüssigen Verbindung mit dem Zylinderrohr 2 verformt. Der Absatz 6 kann ebenso wie die innere Kontur 16 des Zylinderrohrs 2 im Bereich der Verzahnung 9 eine Abstufung aufweisen, die so ausgebildet ist, das die Zähne 12 der Verzahnung 9 nur in dem Bereich der Verzahnung 9 in die innere Kontur 16 eingepresst werden.
-
Sowohl das Abschlusselement 1 als auch das Zylinderrohr 2 sind vorzugsweise aus Edelstahl gefertigt, wobei die innere und die äußere Oberfläche des Zylinderrohrs 2 sowie die äußere Oberfläche des Abschlusselements 1 elektropoliert sein können, um eine besonders glatte, hygienische Oberfläche zu erzeugen. Infolge der in das Zylinderrohr 2 eingreifenden Verzahnung 9 ist aber trotz der glatten zusammenwirkenden Oberfläche eine drehmomentübertragende Verbindung zwischen dem Abschlusselement 1 und dem Zylinderrohr 2 auch ohne weitergehende Maßnahmen sichergestellt.
-
Nachdem ausweislich der 2 das Zylinderrohr 2 auf den Absatz 6 des Abschlusselements 1 aufgepresst worden ist, wird in einem weiteren Arbeitsgang mit einem Einrollwerkzeug eine Einrollung 13 mit einer Einrolltiefe beziehungsweise Einrollradius R1 in das Zylinderrohr 2 im Bereich der gegenüberliegenden Nut 8 und beabstandet zu der Stirnseite 11 des Zylinderrohrs 2 in dieses eingearbeitet. Die Einrollung 13 ist ohne Kerben oder Kanten ausgebildet. Ist in die Nut 8 ein optionaler Dichtring eingesetzt, ist durch die Einformung des Zylinderrohrs 2 in den Dichtring in jedem Fall eine zuverlässige Abdichtung des Zylinderrohrs 2 gegenüber dem Abschlusselement 1 sichergestellt. Im Bereich des Stoßes zwischen der Stirnseite 11 des Zylinderrohrs 2 und dem Anschlag 7 des Absatzes 6 an dem Abschlusselement 1 wird eine Konturausgleichseinrollung 14 sowohl in das Abschlusselement 1 als auch in das Zylinderrohr 2 eingearbeitet, die eventuell vorhandene Absätze oder kantige Übergänge zwischen den Bauteilen eliminiert. So kann beispielsweise der kantige Übergang des Zylinderrohrs 2 zu dem Abschlusselement 1 im Bereich der Abflachung 4 durch diese Konturausgleichseinrollung 14 problemlos ausgeglichen werden. Die Konturausgleichseinrollung 14 weist eine Einrolltiefe beziehungsweise Einrollradius R2 auf, die/der kleiner ist als die Einrolltiefe R1 der Einrollung 13 im Bereich der Nut 8. Auch die Konturausgleichseinrollung 14 wird mit einem Werkzeug so erzeugt, so dass keine Kanten oder Kerben in die benachbarten Bauteile eingebracht werden. Die Konturausgleichseinrollung 14 bewirkt zudem, dass ein gegebenenfalls in dem Stoß vorhandener geringer Spalt, der beispielsweise durch eine nicht absolut plane Stirnseite 11 oder einen nicht absolut planen Anschlag 7 gebildet ist, durch die Materialverformung verfüllt wird.
-
3 zeigt auf der linken Seite in einer Ausschnittsvergrößerung eine vor der Einrollung 13 beziehungsweise insbesondere der Konturausgleichseinrollung 14 vorhandene Kante 15 zwischen dem Abschlusselement 1 und dem Zylinderrohr 2. Nachdem die Einrollung 13 und die Konturausgleichseinrollung 14 in das Zylinderrohr 2 und das Abschlusselement 1 - wie im rechten Teil der 3 dargestellt ist - eingearbeitet sind, ist die Kante 15 eliminiert. Dargestellt ist in diesem rechten Teil der 3 auch, dass die tiefste Stelle der Konturausgleichseinrollung 14 nicht im Bereich des Stoßes zwischen dem Anschlag 7 und der Stirnseite 11 angeordnet sein muss, sondern wie in dem dargestellten Ausführungsbeispiel zu dem Abschlusselement 1 hin versetzt ist.
-
Die 4a bis 4d zeigen verschiedene Ausbildungsformen der Zähne 12 der Verzahnung 9. Gemäß der 4a sind die Zähne 12 spitz ausgebildet. Ausweislich der 4b sind die Zähne angenähert rechteckig ausgebildet, während die Zähne 12 der 4c trapezförmig ausgebildet sind. Die Zähne der Ausführungsform gemäß 4d sind ähnlich trapezförmig ausgebildet wie bei 4c, wobei hier die gegenseitige Einpresstiefe der miteinander verbundenen Bauteile, nämlich des Abschlusselementes 1 und des Zylinderrohrs 2, größer ist.