-
Die
vorliegende Erfindung betrifft eine galvanische Zelle, mit einem
Rahmen und ein Verfahren zu ihrer Herstellung. Bekannt sind flach
und rechteckig gebaute Zellen (Batteriezellen, Kondensatoren, etc.), deren
elektrochemisch wirksamer Inhalt von einer folienartigen Verpackung,
beispielsweise einer dünnen Aluminiumfolie, die beidseitig
kunststoffbeschichtet ist, umgeben ist, durch die elektrische Anschlüsse
in Blechform (sog. „Ableiter”) geführt
sind. Im Unterschied zu anderen Zellbauformen ist die Verpackung solcher
Zellen nicht spannungsführend, da die Ableiter isoliert
durch die Verpackung geführt werden. Derart aufgebaute
Batteriezellen werden auch als Pouch- oder auch als Coffeebag-Zellen
bezeichnet.
-
Bei
verschiedenen Anwendungen, z. B. in Elektro- oder Hybridfahrzeugen,
sind einzelne galvanische Zellen in Reihe und bzw. oder parallel
geschaltet und befinden sich häufig mit einer dazugehörigen
Elektronik in einem Gehäuse. Wegen der häufig nicht
sehr hohen mechanischen Belastbarkeit der in eine Folie eingeschweißten
Pouchzellen können diese häufig nicht direkt ins
Batteriegehäuse eingebaut werden, sondern müssen
zunächst durch geeignete Stützkonstruktionen mechanisch
stabilisiert werden.
-
Der
vorliegenden Erfindung liegt die Aufgabe zugrunde, die Anwendung
und die Behandlung galvanischer Zellen zu erleichtern und die mit
der Empfindlichkeit ihrer Verpackungsfolie verbundenen Probleme
zu entschärfen oder möglichst zu lösen.
Diese Aufgabe wird durch ein Erzeugnis bzw. ein Verfahren nach einem
der unabhängigen Ansprüche gelöst.
-
Erfindungsgemäß ist
ein Rahmen für eine galvanische Zelle vorgesehen. Die Zelle
besteht dabei im Wesentlichen aus einem Elektrodenstapel und einer
folienartigen Verpackung aus der wenigstens zwei Ableiter herausgeführt
sind. Der Rahmen ist so ausgestaltet, dass er mit der Verpackung
der Zelle bei der Herstellung der Zelle fest verbunden werden kann.
Bei dem erfindungsgemäßen Verfahren zur Herstellung
einer galvanischen Zelle wird beim Verschließen der Verpackung
ein Rahmen fest mit der Verpackung verbunden.
-
Im
Folgenden werden einige Begriffe erläutert, die in der
weiteren Beschreibung in der Erfindung verwendet werden.
-
Der
Begriff Elektrodenstapel wird als Bezeichnung für den elektrochemisch
wirksamen Inhalt einer galvanischen Zelle jedweder Bauart verwendet. Im
Gegensatz dazu wird unter der Verpackung einer Zelle das nicht an
der elektrochemischen Reaktion beteiligte Material verstanden, das
den Elektrodenstapel von der Umwelt abschließt.
-
Wenn
in diesem Zusammenhang von einer folienartigen Verpackung die Rede
ist, dann sollen darunter alle Arten von Verpackungen oder Einschlüssen
verstanden werden, die den Zweck erfüllen, den Elektrodenstapel
mit einem vorzugsweise geringen Materialeinsatz wirkungsvoll gegen
die Umgebung abzuschirmen und abzuschließen. Der Abschluss
soll dabei gegen einen Transfer von Materie und von elektrischen
Strömen wirken. Unter diesen Begriff fallen auch aber nicht
ausschließlich Folien im üblichen Sinn, insbesondere
auch kunststoffbeschichtete Metallfolien.
-
Als
Ableiter werden im Sinne der vorliegenden Erfindung elektrische
Leiter bezeichnet, die durch die Verpackung nach außen
geführt werden, damit ein Transport von elektrischer Ladung
in die Zelle oder aus der Zelle stattfinden kann.
-
Unter
einem Rahmen im Sinne der vorliegenden Erfindung soll jede konstruktive
Einrichtung verstanden werden, die geeignet ist, die Zelle mechanisch
gegen Umwelteinflüsse zu stabilisieren und die bei der
Herstellung der Zelle mit der Verpackung der Zelle fest verbunden
werden kann. Wie die Wortwahl bereits andeutet, ist ein Rahmen vorzugsweise
eine im Wesentlichen rahmenförmige Einrichtung, deren Funktion
im Wesentlichen darin besteht, einer galvanischen Zelle mechanische
Stabilität zu verleihen.
-
Vorteilhafte
Weiterbildungen der Erfindung ergeben sich aus den Unteransprüchen.
-
Im
Folgenden wird die Erfindung anhand bevorzugter Ausführungsbeispiele
und mithilfe von Figuren näher beschrieben. Dabei zeigt
-
1 eine
Ansicht eines Ausführungsbeispiels einer erfindungsgemäßen
Zelle mit integriertem Rahmen von vorn;
-
2 eine
Ansicht des gleichen Ausführungsbeispiels von hinten;
-
3 eine
Explosionsdarstellung dieser Zelle von vorn und
-
4 eine
Explosionsdarstellung dieser Zelle von hinten;
-
5 eine
Ausführungsform der Erfindung, bei der der Rahmen mit der
nach außen verlängerten Innenseite der Verpackungsfolie
verschweißt ist;
-
6 eine
Ausführungsform der Erfindung, bei der der Rahmen mit der
Außenseite der Verpackungsfolie im Bereich der Siegelung
der beiden Folien verschweißt ist;
-
7 den
prinzipiellen Aufbau einer typischen Verpackungsfolie galvanischer
Zellen;
-
8 den
Aufbau eines Zellenblocks aus galvanischen Zellen nach einem Ausführungsbeispiel
der vorliegenden Erfindung;
-
9 eine
Ansicht einer galvanischen Zelle gemäß eines Ausführungsbeispiels
der vorliegenden Erfindung mit einem Rahmen mit Löchern
für einen Zuganker und Ableitern, die teilweise um den
Rahmen gebogen und kraftschlüssig kontaktiert sind;
-
10 eine
Explosionsdarstellung der in 9 gezeigten
Zelle;
-
11 die
Ansicht eines Zellenblocks aus einzelnen Zellen, wobei der Zuganker
nicht dargestellt wurde;
-
12 eine
Schnittdarstellung des in 11 gezeigten
Zellenblocks;
-
13 die
Ansicht einer erfindungsgemäßen Zelle nach einem
weiteren Ausführungsbeispiels bei dem die Ableiter parallel
zur Schweißung der Folie herausgeführt und kraftschlüssig
kontaktiert sind;
-
14 eine
Explosionsdarstellung der in 13 gezeigten
Zelle;
-
15 eine
weitere Explosionsdarstellung dieser Zelle;
-
16 verschiedene
Schnittbilder durch eine galvanische Zelle nach einem Ausführungsbeispiel
der Erfindung und eine Schnittführungsskizze;
-
17 eine
Schnittdarstellung durch eine Zelle nach einem Ausführungsbeispiel
der Erfindung mit einer Vergrößerung des Rahmenbereichs;
-
18 einen
Zellenblock aus zellengemäß 13;
-
19 eine
Schnittführungsskizze zur Erläuterung der Schnittführung
bei der Erzeugung des in 20 dargestellten
Schnitts und eine weitere Schnittführungsskizze zur Erläuterung
der Schnittführung bei der Erzeugung der in 16 dargestellten
Schnitte.
-
20 eine
Schnittdarstellung durch den in 18 dargestellten
Zellenblock
-
21 einen
vergrößerten Ausschnitt der Darstellung in 20;
-
22 die
Verschweißung des Randes einer Pouchzelle zwischen 2 Siegelbalken
(Stand der Technik)
-
23 eine
schematische Darstellung der Verschweißung einer Pouchzelle
mit einem Rahmen gemäß einem Ausführungsbeispiel
der Erfindung, bei dem die Verbindung der Außenseite der
Verpackungsfolie der Zelle mit dem Rahmen gleichzeitig mit Verschluss
der Zelle vorgenommen wird;
-
24 eine
schematische Darstellung der Verschweißung einer Pouchzelle
mit einem Rahmen gemäß einem Ausführungsbeispiel
der Erfindung, bei dem die Verbindung der Innenseite der Verpackungsfolie
der Zelle mit dem Rahmen vorgenommen wird, nachdem die Zelle bereits
vorher zugeschweißt wurde;
-
25 eine
schematische Darstellung der Verschweißung einer Pouchzelle
mit einem Rahmen gemäß einem Ausführungsbeispiel
der Erfindung, bei dem die Verbindung der Außenseite der
Verpackungsfolie der Zelle mit dem Rahmen vorgenommen wird, nachdem
die Zelle bereits vorher zugeschweißt wurde;
-
26a das Ergebnis der in 23 dargestellten
Verschweißung der Innenseite der überstehenden
Verpackungsfolie der Zelle mit dem Rahmen, wobei die Schweißnaht
parallel zur Zelle verläuft, in einer Schrägansicht;
-
26b eine Ausschnittsvergrößerung
der 26a;
-
27 einen
Schnitt durch den Rahmenbereich des in 26a dargestellten
Ausführungsform;
-
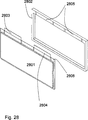
28 eine
Explosionsdarstellung der in 26a gezeigten
Ausführungsform;
-
29a eine Darstellung der in 26a gezeigten Ausführungsform mit schraffierter
Darstellung der Fügefläche zum Rahmen;
-
29b eine Ausschnittsvergrößerung
der 29a;
-
30a das Ergebnis der in 24 dargestellten
Verschweißung der Innenseite der überstehenden
Verpackungsfolie der Zelle mit dem Rahmen, wobei die Schweißnaht
senkrecht zur Zelle verläuft, in einer Schrägansicht;
-
30b eine Ausschnittsvergrößerung
der 30a;
-
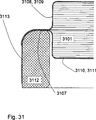
31 einen
Schnitt durch den Rahmenbereich des in 30a dargestellten
Ausführungsform;
-
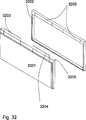
32 eine
Explosionsdarstellung der in 26a gezeigten
Ausführungsform;
-
33a eine Darstellung der in 30a gezeigten Ausführungsform mit schraffierter
Darstellung der Fügefläche zum Rahmen;
und
-
33b eine Ausschnittsvergrößerung
der 33a.
-
Die
Erfindung geht von einer galvanischen Zelle aus, die im Wesentlichen
aus einem Elektrodenstapel mit einer folienartigen Verpackung besteht, aus
der wenigstens zwei Ableiter herausgeführt sind. Eine solche
galvanische Zelle wird erfindungsgemäß durch einen
Rahmen stabilisiert, der so ausgestaltet ist, dass er mit der Verpackung
der Zelle bei der Herstellung der Zelle fest verbunden werden kann.
Bei entsprechender Ausgestaltung einiger Ausführungsformen
der Erfindung ergibt sich der Vorteil, dass die galvanischen Zellen
nicht erst beim Einbau in eine Batterie durch eine dann herzustellende
Verbindung mit einem Rahmen oder einem Gestell stabilisiert werden,
sondern dass die Zelle bereits vor dem Einbau in einen Zellenblock
durch den erfindungsgemäßen Rahmen stabilisiert
ist. Das erfindungsgemäße Verfahren, demzufolge
der Rahmen bereits beim Verschließen der Verpackung mit
der Zelle verbunden wird hat ferner den Vorteil, dass die Zelle
bereits im weiteren Fertigungsprozess, d. h. bei ihrer Füllung,
bei der Formierung, beim planmäßigen Altern („aging”)
oder beim sog. „grading” bereits gegen mechanische
Einflüsse geschützt ist.
-
Zur
Herstellung der erfindungsgemäßen Rahmenverbindung
der Zelle eignen sich je nach Anwendungszweck insbesondere stoffschlüssige
Verfahren wie z. B. Klebungen oder ähnliche Verfahren. Vorzugsweise
kann der Rahmen auch durch eine Heißpressung oder Heißsiegelung,
die vorzugsweise durch ein partielles Aufschmelzen einer zwischen den
Fügepartnern befindlichen thermoplastischen Schicht mit
nachfolgender Erkaltung unter Druckkraft ausgeführt wird,
mit der Verpackungsfolie verbunden werden, die häufig ohnehin
mit einer entsprechenden, hierfür geeigneten Beschichtung
versehen ist.
-
Unter
dem Begriff Heißsiegeln versteht man ein Verfahren zum
Verbinden thermoplastischer Schmelzschichten von Verpackungsmaterialien
(z. B. Verbundfolien), vorzugsweise durch Heißpressen. Das
Heißsiegeln ist in der Verpackungstechnologie ein bedeutendes
Verfahren zum Verschweißen von Folien. Man unterscheidet
im Wesentlichen die folgenden beiden Varianten:
- a)
Siegeln mit Heizstab oder Heizlineal zwischen Siegelbacken, auch
als Kontaktsiegeln bezeichnet, und
- b) Impulssiegeln.
-
Bei
der ersten Variante trägt eine vorzugsweise bewegliche
Siegelbacke einen beheizten Stab. Eine vorzugsweise feststehende
untere Siegelbacke ist häufig mit einer Oberfläche
aus elastischem Material ausgerüstet, um Unebenheiten in
der Siegelnaht auszugleichen. Siegelelemente dieser Art werden in vielen
marktgängigen Maschinen zur Herstellung und zum Verschließen
von Beuteln und in Form-, Füll-, und Verschließmaschinen
eingesetzt.
-
Bei
sehr langen Siegelnähten müssen die Heizstäbe
häufig äußerst maßgenau und
ohne jede Abweichung gearbeitet sein, um einen gleichmäßigen
Druck über die gesamte Siegelfläche zu gewährleisten.
Um saubere Siegelnähte zu erzielen, werden die Folien vor
Eintritt in das Siegelwerkzeug häufig mit Hilfe von Streckvorrichtungen
flachgelegt. Eine andere Möglichkeit ist die Anwendung
von Heizstäben mit sägeartiger Siegelfläche,
jedoch besteht dann die Gefahr der Lochbildung.
-
Für
die federnde Oberfläche der feststehenden, kalten Siegelbacke
hat sich Silikongummi bewährt. Oft gibt man diesem Gegendruckbalken
eine leicht gewölbte Form. Beim Siegelvorgang wird zunächst
in der Mitte der Siegelnaht ein Druck aufgebaut, der sich beim Schließen
des Werkzeugs zu den Rändern hin ausbreitet. So soll eine
optimale Siegelnaht erzeugt werden. Außerdem sollen kleine
Flüssigkeitströpfchen aus dem Siegelbereich herausgedrückt
werden, die durch Entstehung von Wasserdampf die Siegelnaht zerstören
würden.
-
Beim
Impulssiegeln wird die Temperatur der Siegelbalken nur für
einen eher kurzen Moment und nicht über den gesamten Siegelzyklus
aufrechterhalten. Die nötige Wärme wird durch
zwei kleine Widerstandselemente auf beiden Siegelbacken erzeugt.
-
Sobald
das Siegelwerkzeug über der zu siegelnden Folie geschlossen
ist, wird durch einen kurzen Stromstoß die Verschweißung
durchgeführt. Im Vergleich zu den Heizstabsiegeln ist die
Zeit der Wärmeeinwirkung kürzer und die überschüssige
Wärme wird sofort abgeleitet. Die Siegelfläche
des Werkzeugs kann noch durch eine dünne, isolierende Folie aus
hitzebeständigem Material abgedeckt sein, um ein Festkleben
des gesiegelten Materials zu verhindern.
-
Durch
eine großflächige Anbindung der Verpackungsfolie
an den Rahmen lassen sich mechanische Spannungsspitzen, die bei
der Belastung der Konstruktion ansonsten leicht entstehen könnten, weitgehend
vermeiden. Die Verbindung zum Rahmen kann an der Innenseite der
Verpackungsfolie vorgenommen werden, die häufig mit Polypropylen beschichtet
ist. 5 zeigt eine solche Verbindung des Rahmens mit
der Innenseite der Verpackungsfolie.
-
Gemäß einer
anderen Ausführungsform der Erfindung ist es auch möglich,
den Rahmen mit der Außenseite der Verpackung zu verbinden,
die häufig mit Polyamid beschichtet ist. Eine solche Ausführungsform
der Erfindung ist in 6 dargestellt.
-
Weiterhin
ist es vorteilhaft, den Verschluss der Zelle, d. h. die Verbindung
der beiden Teile der Verpackungsfolie und die Verbindung mit dem
Rahmen in einem Arbeitsschritt vorzunehmen.
-
Zur
Vereinfachung des Aufbaus eines Zellenblocks aus erfindungsgemäßen
galvanischen Zellen ist es vorteilhaft und deshalb bevorzugt, den
Rahmen mit entsprechenden Formelementen wie z. B. Nasen oder Senkungen
zu versehen die auf beispielsweise zwei Seiten des Rahmens so angeordnet sind,
dass die entsprechenden Formelemente ineinander passend eingreifen
können und so den Zusammenbau des Zellenbocks durch eine
Förderung der bestimmungsgemäßen Ausrichtung
der Zellen unterstützen.
-
Die
erfindungsgemäßen Rahmen können an geeigneten
Stellen vorzugsweise mit Bohrungen oder anderen Durchbrüchen
versehen sein, durch die Zuganker eingebracht werden können,
die den Zellenblock zusammenhalten.
-
Die 1 bis 4 zeigen
ein bevorzugtes Ausführungsbeispiel der Erfindung, bei
welcher der Rahmen vorzugsweise aus Kunststoff ausgeführt
ist und mit der Innenseite der Verpackungsfolie über eine
Heißpressung verbunden. Die mit dem Rahmen verbundene Hälfte
der Verpackungsfolie besteht bei diesem Ausführungsbeispiel über
die andere Hälfte umlaufend über, wie dies in 5 dargestellt
ist.
-
1 zeigt
eine dreidimensionale Ansicht einer Zelle nach diesem Ausführungsbeispiel
mit einem integrierten Rahmen 102, der mit der Verpackung
der Zelle 103 verbunden ist. Aus der Verpackung heraus
ragen die Ableiter 101 der Zelle. 2 zeigt
die gleiche Zelle von der anderen Seite. Entsprechend bezeichnen
die Bezugszeichen 201, 202 und 203 den
Ableiter, den Rahmen und die Verpackung der Zelle. Eine Explosionsdarstellung
dieser Zelle mit intergriertem Rahmen zeigt 3. Der Zellenstapel 301,
mit dem der Zellenkopf mit seinen beiden Elektrodenbündeln 304, 305 elektrisch
verbunden ist, und an dem die Ableiter 302, 303 angebracht sind,
wird von beiden Seiten von einer Verpackungsfolie mit Teilen 306 und 307 verschlossen,
die mechanisch durch einen Rahmen 308 stabilisiert wird.
Eine entsprechende Explosionsdarstellung von der anderen Seite zeigt 4.
Auch hier wird der Elektrodenstapel 401 mit den Elektrodenbündeln 404, 405 und den
daran angebrachten Ableitern 402, 403 von den beiden
Teilen 406, 407 der Folienverpackung umhüllt und
eingeschlossen und durch den Rahmen 408 stabilisiert.
-
Den
prinzipiellen Aufbau einer typischen Verpackungsfolie für
galvanische Zellen zeigt 7. Eine Aluminiumfolie 702 ist
von der einen Seite mit einem Polyamid 701 und von der
anderen Seite mit einem Polypropylen 703 beschichtet. Andere
Folien mit anderen Materialien, Schichtungen oder Beschichtungen
sind selbstverständlich möglich.
-
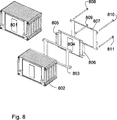
Eine
bevorzugte Ausführungsform eines Zellenblocks aus erfindungsgemäßen
galvanischen Zellen mit integriertem Rahmen zeigt 8.
Ein kompletter Zellenblock 801 wird aufgebaut, indem einem im
Aufbau befindlichen Zellenblock 802 weitere Zellen, wie
z. B. die mit dem Bezugszeichen 803 versehene Zelle mit
Rahmen hinzugefügt werden. Die Zelle 803 besteht
aus der eigentlichen Zelle 804 mit Ableitern 805, 806 die
kraftschlüssig mit einem Rahmen 807 verbunden
ist. Zur Stabilisierung des gesamten Zellenblocks werden Zuganker 808, 809, 810 und 811 durch
entsprechende Bohrungen in den Rahmen hindurchgeführt.
-
Sind
die Rahmen so ausgeführt, dass sie mit Strukturen wie z.
B. Nasen oder Nuten versehen sind, die eine Zentrierung oder Ausrichtung
der Zellen erleichtern, dann wird auch die Durchführung
der Zuganker durch die Bohrungen erheblich erleichtert. In dieser
Ausführungsform sind die Ableiter gewichtssparend um die
Rahmen herumgelegt oder herumgebogen, wodurch eine massive Kontaktleiste
entbehrlich wird.
-
9 zeigt
eine detaillierte Darstellung einer solchen Zelle mit Ableitern
die um die Rahmen herumgelegt sind. Die Zelle 901 hat einen
Ableiter 904 der um den Rahmen 902 herumgelegt
ist. Der Rahmen ist mit einem Loch 903 zur Durchführung
von Zugankern versehen. 10 zeigt
die gleiche Zelle in einer Explosionsdarstellung. Anders als in
der Figur dargestellt, wird der Ableiter 1004 erst nach
dem Anbringen des Rahmens 1002 um den Rahme herum gebogen. 11 zeigt
einen Zellenblock aus galvanischen Zellen dieser Ausführungsform.
-
12 zeigt
eine Schnittdarstellung des in 11 gezeigten
Zellenblocks. An dem Zellenkopf 1202 einer Zelle 1201 ist
ein Ableiter 1204 angebracht, der um den Rahmen 1205 gebogen
ist und mit einem Ableiter der angrenzenden Zelle elektrisch kontaktiert.
Der gegenüberliegende Ableiter der Zelle 1201 ist
nicht um den Rahmen 1205 gebogen und deshalb von dem Ableiter 1206 der
angrenzenden Zelle elektrisch isoliert, welcher wiederum mit einem Ableiter
der nächst angrenzenden Zelle elektrisch kontaktiert. Auf
diese Weise ist es möglich, eine bestimmungsgemäße
elektrische Verschaltung der Ableiter beim Zellenblockaufbau praktisch
ohne weitere Hilfsmittel zu erreichen.
-
Noch
weniger Raum benötigt eine Ausführungsform der
Erfindung die in 13 gezeigt ist. Die Ableiter 1304 der
Zelle 1301 sind parallel zur Schweißung aus der
Verpackung herausgeführt und kraftschlüssig kontaktiert.
Der Rahmen 1302 weist eine Bohrung 1303 zur Durchführung
eines Zugankers auf. Eine Explosionsdarstellung dieser Ausführungsform
zeigt 14. Die Verpackung der Zelle 1401 weist
an ihren Ecken spezielle Flächen 1405 auf, die für
eine Heißpressung mit dem Rahmen 1402 geeignet
sind. Die Ableiter 1404 der Zelle werden hierbei so platziert,
dass eine bestimmungsgemäße Kontaktierung automatisch
erfolgt. Die Verpackungsecken der Zelle können ferner mit
Löchern 1406 zur Durchführung eines Zugankers
versehen sein, die deckungsgleich mit entsprechenden Durchbrüchen 1403 im
Rahmen 1402 platziert sind. Eine Explosionsdarstellung
dieses Ausführungsbeispiels zeigt 15. Der
Elektrodenstapel 1501 mit Ableitern 1502, 1503 wird
zwischen einem Oberteil 1506 der Verpackung, einem Rahmen 1508 und
einem Unterteil 1507 der Verpackung eingeschlossen. Oberteil und
Unterteil der Verpackung sind mit in 15 dargestellten
Formelementen ausgestattet, die eine automatische bestimmungsgemäße
Kontaktierung der Ableiter unterstützen.
-
16 zeigt
drei verschiedene Schnittführungen 16a, 16b und 16c durch
eine im unteren Teil von 19 dargestellte
galvanische Zelle. Hierbei zeigt 16a die
den Schnitt gemäß der Schnittführung
entlang der Linie 1907, 16b den
Schnitt gemäß der Schnittführung entlang
der Linie 1906 und 16c den
Schnitt gemäß der Schnittführung entlang
der Linie 1905. 16a zeigt
den Zellenstapel 1601 mit den Zellenköpfen 1602 und 1603, 16b zeigt den Durchbruch 1605 durch den
Rahmen 1604 und 16c zeigt
den zu 16a senkrecht geführten
Schnitt durch die Zelle.
-
17 zeigt
eine vergrößerte Schnittdarstellung des Rahmenbereichs
dieses Ausführungsbeispiels der Erfindung. Dargestellt
sind der Rahmen 1704, der verbunden ist mit beiden Teilen
der Verpackungsfolie 702, 703 der Zelle 701. 18 zeigt
einen Zellenstapel aus Zellen gemäß dieser Ausführungsform
der Erfindung. 20 zeigt einen Schnitt durch
den Zellenblock mit der im oberen Teil von 19 dargestellten
Schnittführung. 19 zeigt eine
Vergrößerung eines Auschnitts aus dieser Schnittdarstellung,
in der deutlicher als in 20 erkennbar
ist, dass bei dieser Ausführungsform der Erfindung der
Raum noch etwas effizienter genutzt wird. Durch im oberen Teil von 21 erkennbare spezielle
Formgestaltung des Ableiters 2107, der elektrisch mit dem
Ableiter 2108 der angrenzenden Zelle kontaktiert, wird
ein nahezu spaltenfreier Aufbau des Zellenblocks ermöglicht.
Erkennbar sind der Zellenstapel 2104, die Unterseite der
Verpackung 2105, die Oberseite der Verpackung 2106,
der Rahmen 2101 bzw. 2103 mit dem Durchbruch 2102.
-
Zur
Herstellung einer erfindungsgemäßen galvanischen
Zelle werden vorzugsweise der Rahmen und die Verpackung, vorzugsweise
die Verpackungsfolie, übereinandergelegt und beispielsweise durch
beheizbare Stempel oder Siegelbalken miteinander verpresst, d. h.
durch Einwirken äußerer Kräfte miteinander
vorzugsweise heißversiegelt oder auf andere Weise stoffschlüssig
miteinander verbunden. Diese Vorgehensweise führt vorzugsweise
zum partiellen Aufschmelzen der an der Verpackungsfolie vorzugsweise
befindlichen thermoplastischen Schicht und bzw. oder zum partiellen
Aufschmelzen der Oberfläche des Rahmens. Zu diesem Zweck
ist der Rahmen beispielsweise an der Fügestelle vorzugsweise
ebenfalls aus einem thermoplastischen Material gefertigt.
-
Thermoplaste,
die auch als Plastomere bezeichnet werden, sind Kunststoffe, die
sich in einem bestimmten Temperaturbereich unter Wäremeinwirkung
verformen lassen. Diese Verformung kann häufig umgekehrt
werden, d. h. sie kann durch Wiedererwärmung beispielsweise
bis in den schmelzflüssigen Zustand nach einer Abkühlung
wiederholt werden, so lange nicht durch eine Überhitzung
eine thermische Zersetzung des Materials einsetzt. In dieser Eigenschaft
unterscheiden sich Thermoplaste von sog. Duroplasten oder Elastomeren.
Ein weiteres Charakteristikum von Thermoplasten ist die Schweißbarkeit dieser
Materialien.
-
Thermoplaste
lassen sich bei Einwirkung von Wärme und Druck verschweißen.
Die zu verschweißenden Werkstoffe werden dabei über
ihre Schmelztemperatur hinaus erwärmt und in einen fließfähigen
Zustand gebracht.
-
Nach
der Erwärmung der beteiligten Komponenten kann die Erkaltung
dieser Materialien vorzugsweise durch einen aktiv kühlbaren
Siegelbalken oder einen aktiv kühlbaren Stempel beschleunigt werden.
Solche aktiv kühlbaren Stempel werden beispielsweise in
der
US 4,145,485 beschrieben.
Die in dieser Schrift beschriebenen Stempel sind allerdings nur
in einem Teilbereich kühlbar, in dem die elektrochemisch
aktiven Teile der Zelle bei dem Vorgang der Heißversiegelung
vor Überhitzung zu schützen sind.
-
Die
in dieser Publikation beschriebenen Stempel oder Siegelbalken sind
nicht in dem Bereich kühlbar, in dem bei der Heißversiegelung
die Erwärmung stattfindet. Um eine effiziente Kühlung
der Siegelbalken in der Phase des Erkaltens auch im Bereich der
Heißversiegelung zu ermöglichen, sieht die vorliegende
Erfindung gemäß einem Ausführungsbeispiel
vor, die Siegelbalken beispielsweise mit heißer Luft zu
beheizen und beispielsweise mit kühler oder gekühlter
Luft zu kühlen. Durch ein zeitlich aufeinander folgendes
Einblasen von heißer oder kalter Luft in Kühlkanäle
im Stempel oder Siegelbalken lässt sich eine rasche zeitliche
Folge von Temperaturen in den Stempeln oder Siegelbalken erreichen. Anstelle
von Luft können auch andere Wärmetransportmittel,
wie beispielsweise Wasser oder andere Fluide, welche zum Wärmetransport
besonders geeignet sind, verwendet werden.
-
Die
zeitlich aufeinander folgende Erwärmung und anschließende
Abkühlung einzelner Stellen eines zur Heißversiegelung
verwendeten Werkzeugs kann gemäß einer Ausführungsform
der Erfindung auch kombiniert werden mit der in der
US 4,145,485 beschriebenen permanenten
Kühlung im flächigen Bereich der flächigen
galvanischen Zelle zu dem Zweck, die elektrochemisch aktiven Teile
der Zelle vor Überhitzung zu schützen.
-
Die
Verschweißung bzw. die Heißversiegelung der Verpackung
mit dem Rahmen erfolgt vorzugsweise ausschließlich unter
Wärmeeinwirkung und Einwirkung äußerer
Druckkräfte ohne weitere Zusatzstoffe. Durch eine großflächige
Anbindung der Verpackungsfolie an den Rahmen lässt sich
die Entstehung von mechanischen Spannungspitzen bei einer mechanischen
Belastung der Konstruktion vermeiden. Die Verbindung der Folie zum
Rahmen kann vorzugsweise an der Innenseite 703, 2309, 2310, 2409, 2410, 2509, 2510 der
Verpackungsfolie vorgenommen werden, die häufig mit Polypropylen beschichtet
ist. Vorzugsweise steht eine Seite der Verpackungsfolie zu diesem
Zweck – beispielsweise wie in den 24 oder 25 gezeigt – über.
-
Gemäß einer
alternativen Ausführungsform der Erfindung ist es vorgesehen,
die Außenseite 701, 2308, 2311, 2408, 2411, 2508, 2511 der
Verpackungsfolie zur Verbindung mit dem Rahmen zu bringen, der häufig
mit Polyamid beschichtet ist. Vorzugsweise ist die Außenseite 701, 2308, 2311, 2408, 2411, 2508, 2511 der
Verpackungsfolie ebenfalls mit Polypropylen oder einem anderen geeigneten
Thermoplastischen Werkstoff beschichtet, der im Heißsiegelungsprozess
eine stoffschlüssige Verbindung mit dem Rahmen eingeht.
-
Bei
anderen Ausführungsformen der Erfindung ist es vorgesehen,
den Rahmen 2312, 2412, 2512 metallisch
auszuführen. Durch eine geeignete Modifizierung der Kunststoffbeschichtung
ist es auch in diesem Fall möglich, eine stoffschlüssige
Verbindung mit der Verpackung herbeizuführen. Vorzugsweise
wird dies in einem einzigen Arbeitsschritt erfolgen, in dem gleichzeitig
die verschiedenen Teile der Verpackungsfolie untereinander und diese
mit dem Rahmen stoffschlüssig verbunden werden.
-
Zur
Vereinfachung des Aufbaus bzw. der Bildung eines Zellblocks aus
mehreren galvanischen Zellen sieht ein Ausführungsbeispiel
der Erfindung vor, die Rahmen mit Nasen, Senkungen oder Ausnehmungen
oder anderen Formgestaltungselementen so zu versehen, dass die galvanischen
Zellen bei der Bildung eines Zellblocks seitlich gegeneinander versetzt
ausgerichtet werden. Bevorzugt ist es ferner, in die Rahmen Bohrungen
für durchgehende Zuganker einzubringen, welche die Zellen
und die Rahmen bei der Montage ausrichten und nach einer Verspannung
den Zellblock zusammenhalten.
-
22 zeigt
eine schematische Darstellung der Verschweißung der Verpackungsfolie
der galvanischen Zelle an ihrem Rand zwischen zwei Siegelbalken 2201, 2202.
Unter dem Einfluss der Druckkräfte 2205, 2206 und einer
gleichzeitigen Erwärmung pressen die Siegelbalken 2201, 2202 die
beiden Blätter der Verpackungsfolie gegeneinander. Die Verpackungsfolie
besteht dabei vorzugsweise aus einer mittleren Schicht 2203, 2204,
die vorzugsweise aus Alufolie besteht, und zwei äußeren
Schichten 2208, 2209, 2210, 2211,
die vorzugsweise aus Polyamid 2208, 2211 bzw.
vorzugsweise aus Polypropylen 2209, 2210 bestehen.
In der Fügezone 2207 wird das Polypropylen durch
die Wärmeeinwirkung teilweise aufgeschmolzen, wodurch die
stoffschlüssige Verbindung der beiden Teile der Zellenverpackung erfolgt.
Diese Art der Zellenversiegelung ist grundsätzlich bekannt.
-
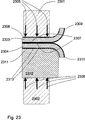
23 zeigt
in schematischer Weise ein Ausführungsbeispiel der erfindungsgemäßen
Verschweißung der Verpackungsfolie mit dem Rahmen bei gleichzeitigem
Verschluss der Verpackung der Zelle, vorzugsweise in einem einzigen
Arbeitsschritt. Die Siegelbalken oder Stempel 2301, 2302 pressen mithilfe
der Druckkräfte 2305, 2306 und unter
Wärmeeinwirkung die beiden Blätter der Verpackungsfolie 2308, 2309, 2303, 2304, 2310, 2311 zusammen und
drücken auch den Rahmen 2312 gegen die Außenseite 2311 der
Verpackungsfolie. Unter Einwirkung der Druckkräfte und
der Wärme erfolgt in der Fügezone 2307 zwischen
den beiden Blättern der Verpackungsfolie und der Fügezone 2313 zwischen der
Verpackungsfolie und dem Rahmen ein teilweises Aufschmelzen der
dort befindlichen thermoplastischen Werkstoffe, was zu einer stoffschlüssigen Verbindung
zwischen den Blättern der Verpackungsfolie einerseits und
zwischen einem Blatt der Verpackungsfolie und dem Rahmen andererseits
in einem Arbeitsschritt führt. Anstelle eines beheizten
Siegelbalkens 2302 auf der Seite des Rahmens kann auch ein
einfacher Gegenhalter an dieser Stelle vorgesehen sein.
-
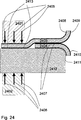
Bei
dem in 24 gezeigten weiteren Ausführungsbeispiel
der vorliegenden Erfindung werden die beiden Blätter 2403, 2404 der
Verpackungsfolie in einem ersten Schritt an ihren Innenseiten 2409, 2410 zugeschweißt
oder auf andere Weise stoffschlüssig miteinander verbunden.
In einem zweiten Schritt erfolgt die stoffschlüssige Verbindung
mit dem Rahmen 2412, vorzugsweise durch Heißversiegelung
mithilfe von Siegelbalken 2401, 2402, die unter
Anwendung äußerer Kräfte 2405, 2406 und
unter Einwirkung von Wärme die innere Schicht 2409 des überstehenden Blattes
der Verpackungsfolie der Zelle gegen den Rahmen 2412 presst
und die Schicht 2409 in der Fügezone 2413,
vorzugsweise durch partielles Aufschmelzen thermoplastischer Werkstoffe
mit dem Rahmen 2412 verschweißt oder auf andere
Weise stoffschlüssig verbindet.
-
In 24 nicht
dargestellt ist eine Kombination der in 23 und 24 dargestellten
Ausführungsbeispiele. Bei dieser vorteilhaften Kombination wird
die Beschichtung 2411 der Verpackungsfolie 2404 ebenfalls
in der zwischen der Schicht 2411 und dem Rahmen 2412 befindlichen
Fügezone unterhalb der Fügezone 2407 stoffschlüssig
mit dem Rahmen verbunden. Hierdurch ist eine weitere mechanische Stabilisierung
der galvanischen Zelle mithilfe des Rahmens erzielbar.
-
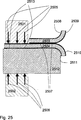
25 zeigt
in schematischer Weise ein weiteres Ausführungsbeispiel
der Erfindung, bei dem das untere Blatt 2504 der Verpackungsfolie über
das obere Blatt 2503 übersteht und in einem ersten
Arbeitsschritt mit diesem oberen Arbeitsblatt stoffschlüssig
verbunden wurde. In ähnlicher Weise wie bei den vorhergehenden
Ausführungsbeispielen erfolgt nun die stoffschlüssige
Verbindung des unteren Blatts 2504 der Verpackungsfolie
mit dem Rahmen 2512 in der Fügezone 2513,
indem die Stempel 2501, 2502 unter Einwirkung
größerer Kräfte 2505, 2506 unter
Wärmeeinwirkung das überstehende Blatt 2504 gegen
den Rahmen 2512 pressen. Hierbei wird die äußere
Folie 2511 und vorzugsweise auch eine entsprechende thermoplastische
Schicht am Rahmen 2512 in der Fügezone 2513 teilweise
aufgeschmolzen wodurch eine stoffschlüssige Verbindung zwischen
der Folie und dem Rahmen entsteht.
-
Auch
dieses Ausführungsbeispiel kann wieder mit dem in 23 gezeigten
Ausführungsbeispiel in einer hier in den Figuren nicht
gezeigten Weise kombiniert werden, wobei eine stoffschlüssige Verbindung
auch in einer unterhalb der Fügezone 2517 liegenden
weiteren Fügezone erreicht werden kann.
-
26a zeigt als Ergebnis der beschriebenen Verfahrensschritte
eine galvanische Zelle 2601 und einen vergrößerten
Ausschnitt 2602 in 26b. Erkennbar
ist die Verschweißung der Innenseite der überstehenden
Verpackungsfolie 2604 mit dem Rahmen 2605 sowie
die Kante 2603 in der Verpackung, die durch den Überstand
der oberen Verpackungsfolie über die untere Verpackungsfolie
zustande kommt.
-
27 zeigt
eine Schnittdarstellung im Rahmenbereich dieses Ausführungsbeispiels,
bei dem die beiden Blätter der Verpackungsfolie mit den
jeweiligen Schichten 2708, 2709, 2710, 2711 in
der Fügezone 2707 miteinander stoffschlüssig
verbunden und in der Fügezone 2713 mit dem Rahmen 2712 stoffschlüssig
verbunden sind. Vorzugsweise kann auch im Bereich der Fügezone 2707 unterhalb
des unteren Blattes der Folie 2710, 2711 eine
stoffschlüssige Verbindung mit dem Rahmen vorliegen, wobei dies
vorzugsweise durch eine Kombination in 23 und 24 gezeigten
Ausführungsbeispiele erfolgt.
-
28 zeigt
in schematischer Weise eine Explosionsdarstellung dieses Ausführungsbeispiels mit
der galvanischen Zelle 2801, ihren Ableitern 2803, 2804 und
dem Rand der Verpackungsfolie 2806. Der Rahmen 2802 weist
besondere Strukturelemente 2805 auf, beispielsweise in
Form von Ausnehmungen im Rahmen, welche in ihrer Lage der Anordnung
der Ableiter 2803, 2804 entsprechen, so dass eine
bestimmungsgemäße Kontaktierung dieser Ableiter
erfolgen kann.
-
29a zeigt eine Schrägansicht der Rückseite
einer galvanischen Zelle gemäß diesem Ausführungsbeispiel,
in der die Fügefläche zum Rahmen schraffiert dargestellt
ist. 29b zeigt eine Ausschnittsvergrößerung
der unteren Ecke dieser galvanischen Zelle 2901 mit den
schraffiert dargestellten Fügeflächen 2905, 2906, 2907 zum
Rahmen. Die Ableiter 2903, 29094 dieser Zelle 2901 ragen
teilweise aus der Verpackungsfolie 2902 heraus.
-
30a zeigt das Ergebnis des in 24 verdeutlichten
Herstellungsverfahrens in Form einer galvanischen Zelle 3001 und
der Ausschnittsvergrößerung 3002 in 30b. Erkennbar sind der Rahmen 3005 und
die Kanten 3003, 3004 der beiden Blätter
der Verpackungsfolie.
-
31 zeigt
eine Schnittdarstellung im Rahmenbereich des in 30a und 30b gezeigten Ausführungsbeispiels.
Die beiden Blätter der Verpackungsfolie mit den inneren
bzw. äußeren Schichten 3108, 3109 bzw. 3110, 3111 der
galvanischen Zelle 3101 sind in der Fügezone 3107 miteinander
stoffschlüssig verbunden, vorzugsweise heißversiegelt. Das
Blatt mit den Schichten 3108, 3109 steht über das
andere Blatt hinaus und ist in der Fügezone 3113 mit
dem Rahmen 3112 stoffschlüssig verbunden.
-
32 zeigt
eine Explosionsdarstellung dieses Ausführungsbeispiels
mit der galvanischen Zelle 3201, ihren Ableitern 3203, 3204,
der teilweise Verpackungsfolie 3206, dem Rahmen 3202 und
den am Rahmen 3205 vorzugsweise vorgesehenen Strukturen,
die eine sachgerechte Verwendung der Ableiter 3203, 3204 unterstützen
sollen.
-
Die 33a zeigt eine Schrägdarstellung dieses
Ausführungsbeispiels, in der die Fügefläche zum
Rahmen schraffiert dargestellt ist. 33b zeigt eine
Ausschnittsvergrößerung der unteren Ecke der in 33A dargestellten galvanischen Zelle 3301, den
Ableitern 3303, 3304, der Verpackungsfolie 3302 und
den überstehenden Rändern der Verpackungsfolie 3305,
die in ihrer Fügezone 3306, 3307 schraffiert
dargestellt ist.
-
ZITATE ENTHALTEN IN DER BESCHREIBUNG
-
Diese Liste
der vom Anmelder aufgeführten Dokumente wurde automatisiert
erzeugt und ist ausschließlich zur besseren Information
des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen
Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt
keinerlei Haftung für etwaige Fehler oder Auslassungen.
-
Zitierte Patentliteratur
-
- - US 4145485 [0075, 0077]