CN219275318U - 一种铣床丝杆螺母座x向孔检测装置 - Google Patents
一种铣床丝杆螺母座x向孔检测装置 Download PDFInfo
- Publication number
- CN219275318U CN219275318U CN202320092043.1U CN202320092043U CN219275318U CN 219275318 U CN219275318 U CN 219275318U CN 202320092043 U CN202320092043 U CN 202320092043U CN 219275318 U CN219275318 U CN 219275318U
- Authority
- CN
- China
- Prior art keywords
- nut seat
- measuring
- direction hole
- milling machine
- smooth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本实用新型涉及一种铣床丝杆螺母座X向孔检测装置,包括光滑工作台面,光滑工作台面上固定设置有测量台支座,所述测量台支座上竖直设置有竖向测量棒,用于将螺母座套接在测量台支座上,并且检测竖向测量棒尺寸;光滑工作台面上活动设置有推块,推块为钢材质制成,推块底面光滑,推块上设置有液压磁性表座,液压磁性表座端头设置有杠杆千分表。测量台支座为一个圆形凸台结构,圆形凸台结构通过螺栓或螺钉与光滑工作台面连接,圆形凸台结构上端中央设置有沉孔,便于安装竖向测量棒。本实用新型能够对铣床丝杆十字螺母座X向孔孔径大小、Y向孔与X向上的垂直度、Y向孔与孔轴心的径向跳动等精度检测项目进行的检测。
Description
技术领域
本实用新型属于工装检测技术领域,具体涉及一种铣床丝杆螺母座X向孔检测装置。
背景技术
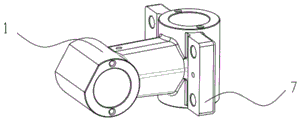
铣床丝杆螺母座,也称铣床丝杆角牙座或十字型螺母座,分为X向(如图1所示)和Y向,为炮塔铣床的关键零件,关系着机床X向和Y向的运动状态和精度,因此需要进行全面检测,建立质量控制点;检测内容包括:1.X向孔孔径大小;2. Y向孔与X向上的垂直度;3.Y向孔与孔轴心的径向跳动;传统的一般用三坐标测量机检测,但是检测成本高;若采用通用量具测量,需多次翻转工件,才能完成以上部分检测项目,涉及到形位公差的项目,则不能完成。
发明内容
为了解决上述技术问题,本实用新型提供一种铣床丝杆螺母座X向孔检测装置,能够实现X向铣床丝杆螺母座的全面检测。
具体技术方案为:一种铣床丝杆螺母座X向孔检测装置,包括光滑工作台面,光滑工作台面上固定设置有测量台支座,所述测量台支座上竖直设置有竖向测量棒,用于将螺母座套接在测量台支座上,并且检测竖向测量棒尺寸;光滑工作台面上活动设置有推块,推块为钢材质制成,推块底面光滑,推块上设置有液压磁性表座,液压磁性表座端头设置有杠杆千分表。测量台支座为一个圆形凸台结构,圆形凸台结构底座上设置有孔,便于通过螺栓或螺钉与光滑工作台面连接,圆形凸台结构上端中央设置有沉孔,便于安装竖向测量棒。
优选的是,所述光滑工作台面为000级大理石平板。
优选的是,推块下表面粗糙度小于0.4。
优选的是,光滑工作台面侧边设置有吊环螺钉。
有益效果:本实用新型在000级大理石平板上设置精密测量支座,精密测量支座上垂直设置竖向测量棒;000级大理石平板便于实现液压磁性表座的灵活安装和移动;通过各种测量附件的组合使用,将铣床丝杆螺母座套在竖向测量棒上,横向测量棒伸入铣床丝杆螺母座的横向孔中,移动液压磁性表座上的杠杆千分表与横向测量棒接触进行测量。本实用新型能够对铣床丝杆十字螺母座X向孔孔径大小、 Y向孔与X向上的垂直度、Y向孔与孔轴心的径向跳动等精度检测项目进行的检测。
附图说明
图1为铣床丝杆螺母座X向视图;
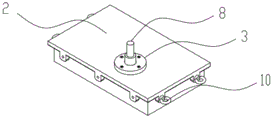
图2为测量台支座的示意图;
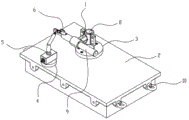
图3为本实用新型的使用状态参考图;
其中,1.铣床丝杆螺母座;2.光滑工作台面;3.测量台支座;4.推块;5.液压磁性表座;6.杠杆千分表;7翼板;8竖向测量棒;9横向测量棒;10吊环螺钉。
实施方式
如图1所示X向铣床丝杆螺母座1(简称螺母座),图1右边孔座两侧设置有翼板7,其铣床丝杆螺母座X向孔检测装置(如图3所示),包括光滑工作台面2,优选,光滑工作台面为000级大理石平板。光滑工作台面2上固定设置有测量台支座3(如图2所示),所述测量台支座3上竖直设置有竖向测量棒8,用于将螺母座套接在测量台支座3上,并且检测竖向测量棒尺寸;光滑工作台面2上活动设置有推块4,推块为钢材质制成,推块底面光滑,优选,推块下表面粗糙度小于0.4;推块4上设置有液压磁性表座5,液压磁性表座端头设置有杠杆千分表6。还包括一个横向测量棒9,在铣床丝杆螺母座1竖向孔套在竖向测量棒8时,横向测量棒9横向穿过横向孔。光滑工作台2面侧边设置有吊环螺钉10。
具体检测方式为:将光滑工作台面2设置在一个在可调基座,即基座上端设置有三个高度可调的螺栓(现有的成熟技术),调整光滑工作台面水平;在光滑工作台面2上通过螺栓固定设置测量台支座3,测量台支座3上设置竖向测量棒8;测量台支座3为一个圆形凸台结构,圆形凸台结构底座上设置有孔,便于通过螺栓或螺钉与光滑工作台面2连接,圆形凸台结构上端中央设置有沉孔,便于安装竖向测量棒8;在铣床丝杆螺母座1竖向孔套在竖向测量棒8时,横向测量棒9横向穿过横向孔;将推块4以及移动液压磁性表座5一起放在光滑工作台面2,在液压磁性表座5设置杠杆千分表6,移动推块4以及移动液压磁性表座5使得杠杆千分表6与测量棒接触,实现相应项目的检测。
检测工位一:
1.检测Y向孔径尺寸Φ40(0,+0.025),采用量具支座本身的定位芯轴测量,用扭力扳手转动是否灵活判定孔径尺寸是否合格;
2.检测Y向孔圆柱度0.012及孔接触精度,采用量具支座本身的定位芯轴测量,涂红丹粉,用扭力扳手转动,取下看接触点数(每25X25平方毫米8-12点为合格);
3.检测Y向孔端面与轴心垂直度及接触精度,采用量具支座本身的定位芯轴肩面测量,涂红丹粉,用扭力扳手转动,取下看接触点数(每25X25平方毫米8-12点为合格);
4.检测Y向孔长度尺寸82±0.08,采用量具支座本身的定位芯轴端面测量,用深度尺测量高差,间接测量控制在±0.08内合格;
检测工位二:(工位一完成后,量具支座上的芯轴锁紧Y向孔)
1.检测X向孔径尺寸Φ40(0,+0.025),采用塞规通端进,止端不进的方式;
2.检测X向孔圆柱度及孔接触精度,采用芯轴涂红丹粉后穿入X向孔的方式测量,用扭力扳手转动,取下看接触点数(每25X25平方毫米8-12点为合格);
3.检测X向孔与轴心的径向跳动,采用芯轴穿入X向孔的方式测量,用扭力扳手转动,芯轴母线打表测量,看表读数变化计算差值得测量结果;
4.检测X向孔与Y向孔垂直度0.012,采用芯轴穿入X向孔的方式测量,用扭力扳手转动,正母线打表在台面移动测量沿轴向最大值,看表沿径向两端读数变化计算差值得测量结果;
检测工位三
1.检测安装面与X向孔中心高,采用芯轴穿入X向孔的方式测量,用专用块规(过、止端)测量芯轴母线与安装面的距离,间接测量中心高尺寸。
结合某一具体铣床丝杆螺母座,测量方式:
1. 检测Y向孔径尺寸Φ40(0,+0.025);
零件清洁→检测装置清洁→安装零件→扭矩扳手转动→判断转动灵活程度为合格。
2.检测Y向孔圆柱度0.012及孔接触精度;
Y向孔涂红丹粉→安装零件→扭矩扳手转动磨点→取下看点→25×25平方毫米内染点8-12点为合格。
3.检测Y向孔端面与轴心垂直度及接触精度;
Y向孔端面涂红丹粉→安装零件→扭矩扳手转动磨点→取下看点→25×25平方毫米内染点8-12点为合格。
4.检测Y向孔长度尺寸82±0.08;
安装零件→深度尺校准→测量→读数→判定是否合格
1.检测X向孔径尺寸φ40(0,+0.025)
零件清洁→塞规清洁→安装零件→塞规过端测量→塞规止端测量→判定是否合格
2.检测X向孔圆柱度及孔接触精度
X向孔涂红丹粉→穿入芯棒→扭矩扳手转动磨点→取下看点→25×25平方毫米内染点8-12点为合格。
3.检测X向孔与轴心的径向跳动
芯棒清洁→穿入芯棒→校表→吃表→扭矩扳手转动3圈→读数→计算差值→判定是否合格。
4.检测X向孔与Y向孔垂直度0.012
校表→一端吃表(最高点)→另一端吃表(最高点)→读数→计算差值→判定是否合格。
5.检测安装面与X向孔中心高
块规清洁→过端测量→止端测量→判定是否合格。
Claims (5)
1.一种铣床丝杆螺母座X向孔检测装置,其特征在于,包括光滑工作台面,
光滑工作台面上固定设置有测量台支座,所述测量台支座上竖直设置有竖向测量棒,用于将螺母座套接在测量台支座上,并且检测竖向测量棒尺寸;
光滑工作台面上活动设置有推块,推块为钢材质制成,推块底面光滑,推块上设置有液压磁性表座,液压磁性表座端头设置有杠杆千分表。
2.如权利要求1所述的一种铣床丝杆螺母座X向孔检测装置,其特征在于,测量台支座为一个圆形凸台结构,圆形凸台结构底座上设置有孔,便于通过螺栓或螺钉与光滑工作台面连接,圆形凸台结构上端中央设置有沉孔,便于安装竖向测量棒。
3.如权利要求1所述的一种铣床丝杆螺母座X向孔检测装置,其特征在于,所述光滑工作台面为000级大理石平板。
4.如权利要求1所述的一种铣床丝杆螺母座X向孔检测装置,其特征在于,推块下表面粗糙度小于0.4。
5.如权利要求1所述的一种铣床丝杆螺母座X向孔检测装置,其特征在于,光滑工作台面侧边设置有吊环螺钉。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320092043.1U CN219275318U (zh) | 2023-01-31 | 2023-01-31 | 一种铣床丝杆螺母座x向孔检测装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320092043.1U CN219275318U (zh) | 2023-01-31 | 2023-01-31 | 一种铣床丝杆螺母座x向孔检测装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN219275318U true CN219275318U (zh) | 2023-06-30 |
Family
ID=86921910
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202320092043.1U Active CN219275318U (zh) | 2023-01-31 | 2023-01-31 | 一种铣床丝杆螺母座x向孔检测装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN219275318U (zh) |
-
2023
- 2023-01-31 CN CN202320092043.1U patent/CN219275318U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103341789B (zh) | 用于主轴回转误差检测的传感器位置调节装置 | |
| CN219275318U (zh) | 一种铣床丝杆螺母座x向孔检测装置 | |
| CN201104211Y (zh) | 一种万能角度找正测量规 | |
| CN108844444B (zh) | 一种大型机体缸孔与主轴孔垂直度、相交度量具及测量方法 | |
| CN208514184U (zh) | 一种轴类多角位键槽找正工装 | |
| CN201266062Y (zh) | 不规则曲线齿齿条齿厚的精确测量装置 | |
| CN110270849A (zh) | 一种回转部件及该回转部件的轴线找正方法 | |
| CN219403542U (zh) | 一种铣床丝杆螺母座y向孔检测装置 | |
| CN203732008U (zh) | 万向节外星轮球道同心度及系统平面高度量具 | |
| CN215338035U (zh) | 一种航空精密薄壁零件的圆柱度检测工装 | |
| CN212539036U (zh) | 一种大型轴类锥体锥度测量装置 | |
| CN110961701A (zh) | 船用基座平面现场铣平方法 | |
| CN212963163U (zh) | 一种阀体圆弧面同心度的检测工装 | |
| CN215064189U (zh) | 一种刀柄检测装置 | |
| CN209820347U (zh) | 轴类零件长度量具 | |
| CN218611762U (zh) | 一种新型皮带轮生产加工用摇臂钻 | |
| CN217686964U (zh) | 深孔刀具精度测量检测装置 | |
| CN211639243U (zh) | 一种加工中心精度检测方尺 | |
| CN114937397B (zh) | 垂直度公差检测教具 | |
| CN211805177U (zh) | 一种磨削轧辊的辅助调瓦工具 | |
| CN220583365U (zh) | 一种三坐标测量机定位装置 | |
| CN219235129U (zh) | 一种焊接形位公差对位工装 | |
| CN216461786U (zh) | 固定式转动螺母内滚道定位器 | |
| CN216954350U (zh) | 一种圆锥滚子角度测量装置 | |
| CN211262069U (zh) | 一种螺纹通止规检测装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |