CN219026551U - 一种柔性车身总拼系统 - Google Patents
一种柔性车身总拼系统 Download PDFInfo
- Publication number
- CN219026551U CN219026551U CN202223267107.1U CN202223267107U CN219026551U CN 219026551 U CN219026551 U CN 219026551U CN 202223267107 U CN202223267107 U CN 202223267107U CN 219026551 U CN219026551 U CN 219026551U
- Authority
- CN
- China
- Prior art keywords
- positioning
- clamping
- side wall
- assembly
- translation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Abstract
本实用新型公开了一种柔性车身总拼系统,包括底部定位机构、定位框架、定位抓手、外部行走轴及机械手;所述定位框架用于为顶盖前横梁和后围上横梁提供精确定位和夹紧;所述定位抓手用于对所述左/右侧围进行精确的定位夹紧以及对所述后围上横梁及所述顶盖前横梁进行定位夹紧;所述外部行走轴布置于所述底部定位机构的两侧,并用于驱动所述机械手移动;所述机械手用于抓取焊枪进行车身焊接。本实用新型的有益效果是:对于特定的车型的总拼来说,只需要设计特定的定位抓手即可,底部定位机构、定位框架、外部行走轴及机械手可以通用,具有设备利用率高,车型可扩展性强,投资规模小等优势,适合于多品种小批量车型的柔性化生产。
Description
技术领域
本实用新型涉及汽车制造技术领域,尤其是涉及一种柔性车身总拼系统。
背景技术
车身总拼指的是将下车体总成、左/右侧围总成及后围、顶盖若干横梁形成白车身骨架,是白车身生产中极为关键的一环,决定了整个白车身的车身强度及车身精度。
目前汽车车身总拼的形式一般为平移山墙式、四面体转台形式等总拼系统(如申请号为CN202011563903.2的中国发明专利),占地面积大,投入设备多,需要布置多台机械手(机器人),仅实现总拼工位成型焊点的焊接,在后续工位再进行车身其余焊点的补焊,并且各个定位气缸的设计位置无法调节,仅适合大批量车型的生产。
然而,对于多品种小批量车型来说,上述汽车车身总拼系统成本过高,不能实现多车型柔性化生产。
实用新型内容
有鉴于此,有必要提供一种柔性车身总拼系统,用以解决现有的汽车车身总拼系统不能实现多车型柔性化生产的技术问题。
为了实现上述目的,本实用新型提供了一种柔性车身总拼系统,包括底部定位机构、定位框架、定位抓手、外部行走轴及机械手;
所述底部定位机构用于对左/右侧围进行定位夹紧、对下车体进行定位、以及对侧围下端与门槛梁搭接处进行定位夹紧;
所述定位框架用于为顶盖前横梁和后围上横梁提供精确定位和夹紧;
所述定位抓手用于对所述左/右侧围进行精确的定位夹紧以及对所述后围上横梁及所述顶盖前横梁进行定位夹紧;
所述外部行走轴布置于所述底部定位机构的两侧,并用于驱动所述机械手移动;
所述机械手用于抓取焊枪进行车身焊接。
在一些实施例中,所述底部定位机构包括底座、左/右侧围前加强板前端定位单元、下车体定位单元、侧围下端定位单元、侧围后端定位单元、定位抓手下部定位单元;所述左/右侧围前加强板前端定位单元用于对左/右侧围前加强板前端进行定位夹紧;所述下车体定位单元用于对所述下车体进行定位;所述侧围下端定位单元用于对侧围下端和地板门槛梁下端的搭接边进行Y向定位和夹紧;所述侧围后端定位单元用于对侧围后端进行X向的夹紧;所述定位抓手下部定位单元用于对定位抓手的前/后下部定位装置进行定位夹紧,并向定位抓手提供气源。
在一些实施例中,所述左/右侧围前加强板前端定位单元包括第一Z向支撑部装、第一安装底座、第一气缸平移部装、第一前限位部装、第一后限位部装、第一安装座及XYZ定位夹紧部装,所述第一Z向支撑部装为固定结构,用于对左/右侧围前加强板前端与车架连接的端悬置安装面进行支撑;所述第一气缸平移部装为第一安装座及XYZ定位夹紧部装提供Y向平移,所述第一气缸平移部装包括第一平移气缸和第一平移导轨;所述第一前限位部装在第一安装座及XYZ定位夹紧部装前进到位后翻起进行限位锁紧;所述第一后限位部装在第一安装座及XYZ定位夹紧部装退回原位后翻起进行限位锁紧;所述第一安装座底部形成有第一滑块,第一滑块能够在第一平移导轨上移动,所述第一平移气缸用于驱动所述第一滑块移动,所述第一平移导轨的前后端有定位块,与第一前限位部装、第一后限位部装配合,第一安装座的顶部为XYZ定位夹紧部装提供安装支撑;XYZ定位夹紧部装用于对左/右侧围前加强板前端进行Z向定位、XY向夹紧。
在一些实施例中,所述下车体定位单元包括左/右前纵梁定位部装、下车体Z向支撑部装、第二气缸平移部装、第二后限位部装、第二前限位部装及后横梁定位部装,所述左/右前纵梁定位部装用于对左/右前纵梁上悬置安装孔进行定位;所述下车体Z向支撑部装用于对下车体进行Z向支撑;所述第二气缸平移部装包括第二平移气缸、第二平移导轨及第二滑块,所述第二平移气缸用于驱动第二滑块移动,以使安装在所述第二滑块上的所述后横梁定位部装能够在其上进行前后X向移动,起车型切换作用;所述第二前限位部装用于对后横梁定位部装位置进行限位,所述后横梁定位部装用于对后横梁上悬置安装孔进行定位。
在一些实施例中,所述侧围下端定位单元包括第二安装底座、第一滑台Y向前进限位部装、第三气缸平移部装、第二Z向支撑部装和Y向定位夹紧部装,所述第二安装底座安装在底座上;所述第一滑台Y向前进限位部装用于对所述Y向定位夹紧部装在所述第三气缸平移部装上的Y向平移进行限位;所述第二Z向支撑部装用于对侧围进行Z向支撑;所述Y向定位夹紧部装沿侧围底部X向均布,用于对侧围下端和地板门槛梁下端的搭接边进行Y向定位和夹紧。
在一些实施例中,所述侧围后端定位单元包括第三安装底座、第四气缸平移部装、第二滑台Y向前进限位部装、第二安装座、X向定位夹紧部装和定位抓手后上定位夹紧部装,所述第三安装底座上安装有第四气缸平移部装,所述第四气缸平移部装上安装有第二安装座,所述第二安装座上布置了若干组所述X向定位夹紧部装,所述X向定位夹紧部装用于对侧围后端进行X向定位夹紧,所述定位抓手后上定位夹紧部装包括第一定位板,所述第一定位板上开有X向的第一腰型定位孔,用于定位抓手的前/后上部定位装置的Z向定位,定位抓手后上定位夹紧部装还包括第一Y向夹紧气缸,所述第一Y向夹紧气缸用于将所述前/后上部定位装置夹紧在第一定位板的Y向定位面上。
在一些实施例中,所述定位抓手下部定位单元包括供气接口、第四安装底座、支撑座、防护罩、下部定位夹紧部装、第一连接板、X向前限位块、Y向限位块、Z向支撑块、X向后限位块及过渡支撑块,所述供气接口连接压缩空气源;所述支撑座的下端与所述第四安装底座连接,上端与所述第一连接板连接,中间有旋转轴,下部定位夹紧部装由驱动气缸带动绕所述旋转轴进行旋转,实现下部定位夹紧部装的打开和夹紧;下部定位夹紧部装上安装有两组第一钢轮,所述第一钢轮用于将定位抓手的前/后下部定位装置夹紧在Y向限位块、Z向支撑块上。
在一些实施例中,所述定位抓手包括定位抓手框架、定位夹紧部装及快换装置,所述定位抓手框架包括框架本体、前/后下部定位装置、前/后上部定位装置,所述定位夹紧部装包括侧围前主定位销部装、侧围后主定位销部装、后围横梁定位销部装、侧围X向夹紧部装、侧围Y向夹紧部装、侧围Z向夹紧部装,定位销部装为双导柱结构平移气缸带动部装前进后退,夹紧部装由翻转气缸带动部装旋转夹紧打开,所述快换装置包括公盘和母盘,公盘安装在机械手上,母盘安装在定位抓手的框架本体上。
在一些实施例中,所述升降输送滚床包括竖直升降功能部及水平输送功能部。
在一些实施例中,所述柔性车身总拼系统还包括滑橇、抓手存放架及焊枪存放架,所述滑橇设置于所述升降输送滚床上,所述抓手存放架用于存放定位抓手,所述焊枪存放架用于存放焊枪。
与现有技术相比,本实用新型提出的技术方案的有益效果是:对于特定的车型的总拼来说,只需要设计特定的定位抓手即可,底部定位机构、定位框架、外部行走轴及机械手可以通用,具有设备利用率高,车型可扩展性强,投资规模小等优势,适合于多品种小批量车型的柔性化生产。
附图说明
图1是本实用新型提供的柔性车身总拼系统的一实施例的立体结构示意图;
图2是图1中的底部定位机构、定位抓手、升降输送滚床及滑橇的立体结构示意图;
图3是图1中的底部定位机构的立体结构示意图;
图4是图3中的左/右侧围前加强板前端定位单元的立体结构示意图;
图5是图4中的左/右侧围前加强板前端定位单元在另一个视角的立体结构示意图;
图6是图3中的下车体定位单元的立体结构示意图;
图7是图3中的侧围下端定位单元的立体结构示意图;
图8是图3中的侧围后端定位单元的立体结构示意图;
图9是图8中的侧围后端定位单元在另一个视角的立体结构示意图;
图10是图3中的定位抓手下部定位单元的立体结构示意图;
图11是图10中的定位抓手下部定位单元在另一个视角的立体结构示意图;
图12是图1中的定位框架的立体结构示意图;
图13是图12中的定位框架本体的立体结构示意图;
图14是图12中的顶盖前横梁定位部装的立体结构示意图;
图15是图12中的后围上横梁定位夹紧部装的立体结构示意图;
图16是图12中的定位抓手前上定位夹紧部装的立体结构示意图;
图17是图1中的定位抓手的立体结构示意图;
图18是图17中的定位抓手框架的立体结构示意图;
图19是图17中的定位夹紧部装的立体结构示意图;
图20是图17中的快换装置的立体结构示意图;
图21是图1中的升降输送滚床的立体结构示意图;
图22是图1中的滑橇的立体结构示意图;
图23是图1中的外部行走轴的立体结构示意图;
图24是图1中的抓手存放架的立体结构示意图;
图25是图1中的焊枪存放架的立体结构示意图。
具体实施方式
下面结合附图来具体描述本实用新型的优选实施例,其中,附图构成本申请一部分,并与本实用新型的实施例一起用于阐释本实用新型的原理,并非用于限定本实用新型的范围。
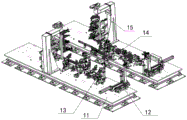
请参照图1,本实用新型提供了一种柔性车身总拼系统,底部定位机构1、定位框架2、定位抓手3、升降输送滚床4、滑橇5、外部行走轴6、机械手7、抓手存放架8、焊枪存放架9。
请参照图1-图3,底部定位机构1为左右对称结构,底部定位机构1中间布置有所述升降输送滚床4。底部定位机构1的主要功能为提供夹具的安装底座,对左/右侧围前加强板前端进行定位夹紧,对下车体进行定位,对侧围下端与门槛梁搭接处进行定位夹紧,对侧围后端进行定位夹紧。底部定位机构1包括底座11、左/右侧围前加强板前端定位单元12、下车体定位单元13、侧围下端定位单元14、侧围后端定位单元15、定位抓手下部定位单元16。
请参照图3,底座11为槽钢结构,槽钢结构的上表面铺有第一底板,槽钢结构的下部周布地脚,底座11用于支撑和安装位于其上方的各个夹具单元。
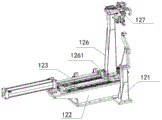
请参照图4和图5,左/右侧围前加强板前端定位单元12用于对左/右侧围前加强板前端进行定位夹紧,保证合拼时左/右侧围前加强板的Y向开档尺寸,所述左/右侧围前加强板前端定位单元12包括第一Z向支撑部装121、第一安装底座122、第一气缸平移部装123、第一前限位部装124、第一后限位部装125、第一安装座126及XYZ定位夹紧部装127,第一Z向支撑部装121为固定结构,对左/右侧围前加强板前端与车架连接的端悬置安装面进行支撑;第一气缸平移部装123为第一安装座126及XYZ定位夹紧部装127提供Y向平移,第一气缸平移部装123包括第一平移气缸1231和第一平移导轨1232;第一前限位部装124在第一安装座126及XYZ定位夹紧部装127前进到位后翻起进行限位锁紧;第一后限位部装125在第一安装座126及XYZ定位夹紧部装127退回原位后翻起进行限位锁紧;第一安装座126底部形成有第一滑块1261,第一滑块1261能够在第一平移导轨1232上移动,而第一平移气缸1231可驱动第一滑块1261移动,第一平移导轨1232的前后端有定位块,与第一前限位部装124、第一后限位部装125配合,第一安装座126的顶部为XYZ定位夹紧部装127提供安装支撑;XYZ定位夹紧部装127包含2组气缸单元,对左/右侧围前加强板前端进行Z向定位、XY向夹紧。
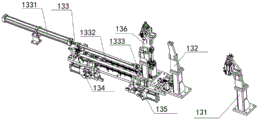
请参照图6,下车体定位单元13用于升降输送滚床4和滑橇5落下后,对下车体进行定位,根据定位基准一致性原则,车身的主定位基准为下车体地板上左/右前纵梁及后横梁上的4个悬置安装孔,因此下车体定位单元13结构与预装工位下车体定位结构一致,主要对下车体上4个悬置安装孔进行定位,所述下车体定位单元13包括左/右前纵梁定位部装131、下车体Z向支撑部装132、第二气缸平移部装133、第二后限位部装134、第二前限位部装135及后横梁定位部装136,左/右前纵梁定位部装131对左/右前纵梁上悬置安装孔进行定位,所选用的气缸为勾销气缸,定位销上内置翻转夹紧钩,当下车体上定位孔落入定位销后,夹紧钩翻出将下车体夹紧到定位销的定位面上,节省了单独增加夹紧部装的空间,勾销气缸旁安装有下车体接近开关,用于检测工位上是否有下车体存在;下车体Z向支撑部装132为固定部装,主要用于对下车体进行Z向支撑;第二气缸平移部装133包括第二平移气缸1331、第二平移导轨1332及第二滑块1333,第二平移气缸1331用于驱动第二滑块1333移动,以使安装在第二滑块1333上的后横梁定位部装136能够在其上进行前后X向移动,主要起车型切换作用;第二后限位部装134为气缸翻转限位,对后横梁定位部装136位置进行限位;第二前限位部装135为气缸翻转限位,对后横梁定位部装136位置进行限位;后横梁定位部装136安装在第二滑块1333上,其用于对后横梁上悬置安装孔进行定位,所选用的气缸也为勾销气缸,起到定位夹紧作用,与左/右前纵梁定位部装131所不同的是,勾销气缸安装在一组翻转气缸上,需要定位时翻转气缸翻起勾销气缸进行定位夹紧,车身输送时,翻转气缸倒下保证车身输送的通过性。
请参照图7,侧围下端定位单元14用于对侧围下端和地板门槛梁下端的搭接边进行Y向定位和夹紧,保证点焊质量,所述侧围下端定位单元14包括第二安装底座141、第一滑台Y向前进限位部装142、第三气缸平移部装143、第二Z向支撑部装144和Y向定位夹紧部装145,第二安装底座141下端安装在底座11上,其上端用于各部件的安装;第一滑台Y向前进限位部装142主要对Y向定位夹紧部装145在第三气缸平移部装143上的Y向平移进行限位;第二Z向支撑部装144用于对侧围进行Z向支撑;Y向定位夹紧部装145沿侧围底部X向均布,主要对侧围下端和地板门槛梁下端的搭接边进行Y向定位和夹紧。
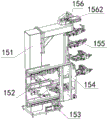
请参照图8和图9,侧围后端定位单元15用于对侧围后端进行X向的夹紧,所述侧围后端定位单元15包括第三安装底座151、第四气缸平移部装152、第二滑台Y向前进限位部装153、第二安装座154、X向定位夹紧部装155和定位抓手后上定位夹紧部装156,第三安装底座151为L型立柱结构,其竖直方向安装有第四气缸平移部装152,第四气缸平移部装152上安装有第二安装座154,第二安装座154上布置了若干组X向定位夹紧部装155,对侧围后端进行X向定位夹紧,第三安装底座151的L型立柱的Y向前端为定位抓手后上定位夹紧部装156,定位抓手后上定位夹紧部装156包括第一定位板1561,第一定位板1561上开有X向的第一腰型定位孔15611,用于定位抓手3的前/后上部定位装置313的Z向定位,定位抓手后上定位夹紧部装156还包括一组第一Y向夹紧气缸1562,所述第一Y向夹紧气缸1562用于将定位抓手3前/后上部定位装置313夹紧在第一定位板1561的Y向定位面上。
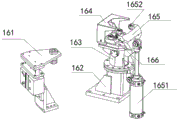
请参照图10和图11,定位抓手下部定位单元16用于对定位抓手3的前/后下部定位装置312进行定位夹紧,并向定位抓手3提供气源,以便机械手7与定位抓手3脱开后定位抓手3仍能夹紧,所述定位抓手下部定位单元16包括供气接口161、第四安装底座162、支撑座163、防护罩164、下部定位夹紧部装165、第一连接板166、X向前限位块167、Y向限位块168、Z向支撑块169、X向后限位块1610及过渡支撑块1611,供气接口161为浮动式快插接头,下端连接固定压缩空气源,上端由伸缩气缸带动上下移动与定位抓手3的上气源接口连接和脱开;支撑座163的下端与第四安装底座162连接,上端与第一连接板166连接,中间有旋转轴,下部定位夹紧部装165由驱动气缸1651带动绕所述旋转轴进行旋转,实现下部定位夹紧部装165的打开和夹紧;下部定位夹紧部装165上安装有两组第一钢轮1652,第一钢轮1652用于将定位抓手3的前/后下部定位装置312夹紧在Y向限位块168、Z向支撑块169上;第一连接板166上安装有X向前限位块167、Z向支撑块169、X向后限位块1610、过渡支撑块1611;X向前限位块167和X向后限位块1610上分别安装了一组第二钢轮1671和第三钢轮1612,用于对定位抓手3的前/后下部定位装置312进行X向定位;过渡支撑块1611上安装了一组第四钢轮,第四钢轮顶部与Z向支撑块169水平,用于定位抓手3的前/后下部定位装置312进入时提供辅助支撑。
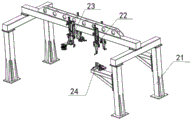
请参照图12,定位框架2横跨底座11的两侧,在车身合拼时用于为顶盖前横梁和后围上横梁提供精确定位和夹紧,为定位抓手3的前/后上部定位装置313提供定位和夹紧作用,定位框架2包括定位框架本体21、顶盖前横梁定位部装22、后围上横梁定位夹紧部装23以及定位抓手前上定位夹紧部装24。
请参照图12和图13,定位框架本体21包括四根支撑立柱211、两根横梁212和一根纵梁213组成的框架,纵梁213的顶部焊接有加强筋,纵梁213的两侧面上焊接有所述顶盖前横梁定位部装22及所述后围上横梁定位夹紧部装23。
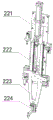
请参照图14,顶盖前横梁定位部装22关于定位框架本体21的纵梁213左右对称,用于为顶盖前横梁进行精确定位,由第二底板221、第一气缸滑台部装222、第二连接板223及第一定位部装224组成。
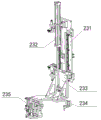
请参照图15,后围上横梁定位夹紧部装23关于定位框架本体21的纵梁213左右对称,主要为后围上横梁进行精确定位及夹紧,由第三底板231、第二气缸滑台部装232、第三连接板233、第二定位部装234及支撑夹紧部装235组成。
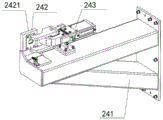
请参照图16,定位抓手前上定位夹紧部装24用于为定位抓手3的前/后上部定位装置313进行定位夹紧,其定位夹紧部分的结构与侧围后端定位单元15的定位抓手后上定位夹紧部装156的结构一致,由悬臂安装座241、第二定位板242及夹紧部装本体243组成,第二定位板242上开有X向的第二腰型定位孔2421,主要用于定位抓手3的前/后上部定位装置313的Z向定位,夹紧部装本体243为一组第二Y向夹紧气缸,用于将定位抓手3前/后上部定位装置313夹紧在第二定位板242的Y向定位面上。
请参照图17,定位抓手3为左右对称结构,主要功能是对左/右侧围进行精确的定位夹紧以及对后围横梁、后围上横梁、顶盖前横梁进行定位夹紧,与定位框架2上顶盖前横梁定位部装22、后围上横梁定位夹紧部装23及底部定位机构1上的左/右侧围前加强板前端定位单元12、下车体定位单元13、侧围下端定位单元14、侧围后端定位单元15一起完成车身合拼的精确定位,保证车身骨架的精度。所述定位抓手3包括定位抓手框架31、定位夹紧部装32及快换装置33。
请参照图17和图18,定位抓手框架31包括框架本体311、前/后下部定位装置312、前/后上部定位装置313,框架本体311由圆钢管焊接而成,部分位置增加了加强筋保证其刚度,根据定位夹紧部装32的布置位置需要,框架上焊接有定位夹紧部装32的安装板,正中间部位焊接有快换装置33的安装板;框架本体311的4个角处安装有前/后下部定位装置312、前/后上部定位装置313,其中,前/后下部定位装置312与底部定位机构1上的定位抓手下部定位单元16配合,前/后上部定位装置313与侧围后端定位单元15的定位抓手后上定位夹紧部装156及定位框架2上定位抓手前上定位夹紧部装24配合共同完成定位抓手框架31的定位夹紧,再由定位抓手框架31上安装的定位夹紧部装32完成对侧围的定位夹紧。
请继续参照图18,前/后下部定位装置312为装配式结构,由多个部件装配而成,上端连接板与框架本体311连接,下端T型块下表面与Z向支撑块169接触,对定位抓手3进行Z向支撑,两侧面与X向前限位块167、X向后限位块1610接触,对定位抓手3进行X向定位,前端定位块与Y向限位块168接触,对定位抓手3进行Y向限位,后端斜面上安装有两处定位块,与下部定位夹紧部装165上的两组第一钢轮1651接触,将整个前/后下部定位装置312压紧在定位抓手下部定位单元16上。
请继续参照图18,前/后上部定位装置313也为装配式结构,由多个部件装配而成,后端与框架本体311连接,第一定位板1561的第一腰型定位孔15611、第二定位板242上的第二腰型定位孔2421接触,前/后上部定位装置313的前后端之间为多级安装板、连接板和球型连接杆结构,通过球型连接杆使前端定位销具有一定的旋转活动量,能够顺利地进入定位板腰型定位孔中。
请参照图19,定位夹紧部装32包括侧围前主定位销部装321、侧围后主定位销部装322、后围横梁定位销部装323、侧围X向夹紧部装324、侧围Y向夹紧部装325、侧围Z向夹紧部装326,定位销部装为双导柱结构平移气缸带动部装前进后退,夹紧部装由翻转气缸带动部装旋转夹紧打开。
请参照图20,快换装置33主要起连接机械手7和定位抓手3的作用,快换装置33包括公盘331和母盘332,公盘331安装在机械手7上,母盘332安装在定位抓手3的框架本体311上,公盘331和母盘332上有对应的气源和电气接口,连接后压缩空气和电气信号可由机械手7侧传递给定位抓手3侧的气缸和电气元件,实现机械手7对定位抓手3上定位夹紧部装打开关闭控制。
请参照图21,升降输送滚床4具有竖直方向升降和水平方向输送功能,包括竖直升降功能部41及水平输送功能部42,其中,竖直升降功能部41采用皮带凸轮副进行竖直升降,在其他实施例中,竖直升降功能部41也可以直接采用气缸,水平输送功能部42采用链条滚轮副进行水平输送,通过竖直升降将车身落在/脱开下车体夹具,通过水平输送将滑橇5及车身输送至下一工位。
请参照图22,滑橇5由纵向和横向矩形管焊接而成,滑橇5上布置有车身的定位部装和若干组车身下车体支撑部装,滑橇5设置于所述升降输送滚床4上。
请参照图23,外部行走轴6上安装有导轨、齿条、行程开关等部件。机械手7安装底座上安装有驱动电机及齿轮,通过驱动电机及齿轮可以带动机械手7在外部行走轴6的导轨上进行移动,从而增加机械手7的工作半径活动范围。
请参照图24,抓手存放架8的作用是用于存放定位抓手3,当定位抓手3完成车身合拼定位,机械手7会抓取焊枪(未示出)进行车身成型焊点焊接,焊接后,机械手7会将定位抓手3移开放回到抓手存放架8上,再次抓取焊枪进行车身剩余焊点的补焊。抓手存放架8采用方管焊接而成的框架结构,通过化学螺栓固定在地面上,布置了三处定位抓手支撑部装、两处定位抓手定位销部装和一处快换装置防护,能够对定位抓手3提供支撑和定位。
请参照图25,焊枪存放架9用于存放焊枪,通过化学螺栓固定在地面上,上面布置有焊枪支撑部装、定位销部装和快换装置防护,能够对焊枪提供支撑和定位。
工作过程如下:
(一)车身骨架预装
(1)在车身总拼工位前设置了一个预装工位,预装工位上有左/右侧围总成的粗定位,人工将左/右侧围总成安装在下车体上,然后将后围、顶盖若干横梁安装在左/右侧围总成上,形成一个初步的白车身骨架;
(2)左/右侧围总成与下车体门槛梁搭接处、与后围横梁搭接处、与顶盖横梁搭接处产品结构上均设置有预搭接扣,预搭接扣为凸台结构,近似梯形,初始状态为90度,其中与下车体门槛梁搭接处设置了3组,与后围横梁、顶盖横梁搭接处各1组,后围横梁、顶盖横梁与预搭接扣配合处开设有矩形槽,便于预搭接扣能够穿出横梁;
(3)车身线采用滚床滑橇进行工位间车身输送,下车体到达预装工位后,滚床滑橇落下,下车体总成落入下车体夹具内并被定位夹紧,人工将左/右侧围总成放入下车体夹具上进行粗定位(X向、Z向),粗定位后用橡皮锤将左/右侧围总成与下车体门槛梁搭接处的3组预搭接扣敲击90度压紧在下车体门槛梁内侧完成左/右侧围的预装;然后将后围横梁、后围上横梁、顶盖前横梁依次放入到左/右侧围上对应搭接位置处的预搭接扣中,用橡皮锤敲弯90度防止零件掉落;
上述步骤中,不涉及本实用新型提供的柔性车身总拼系统。
(二)车身总拼
(4)在预装工位完成左/右侧围总成、后围横梁、顶盖横梁的预装后,升降输送滚床4升起将白车身骨架输送至合拼工位,到位后,升降输送滚床4下降,以使白车身骨架落入到合拼工位的下车体夹具上;
(5)在合拼工位,布置在车身两侧的机械手7先抓取定位抓手3,将定位抓手3放置在定位框架2上定位夹紧后,由定位抓手3上的若干组定位销、定位块、夹紧单元完成对左/右侧围总成、后围横梁、后围上横梁、顶盖前横梁的精确夹紧定位;
(6)对左/右侧围总成、后围横梁、后围上横梁、顶盖前横梁精确夹紧定位后,机械手7脱开定位抓手3,再抓取焊枪进行合拼工位成型焊点焊接;
(7)成型焊点焊接后,机械手7抓取定位抓手3,松开各个夹紧单元,将定位抓手3放回到抓手存放架8上;
(8)机械手7抓取焊枪完成合拼工位焊点补焊焊接;
(9)切换车型时,机械手7抓取车型对应的定位抓手3即可完成对应车型的合拼精确定位,具备高度的柔性和可扩展性。
以上所述仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
Claims (10)
1.一种柔性车身总拼系统,其特征在于,包括底部定位机构、定位框架、定位抓手、外部行走轴及机械手;
所述底部定位机构用于对左/右侧围进行定位夹紧、对下车体进行定位、以及对侧围下端与门槛梁搭接处进行定位夹紧;
所述定位框架用于为顶盖前横梁和后围上横梁提供精确定位和夹紧;
所述定位抓手用于对所述左/右侧围进行精确的定位夹紧以及对所述后围上横梁及所述顶盖前横梁进行定位夹紧;
所述外部行走轴布置于所述底部定位机构的两侧,并用于驱动所述机械手移动;
所述机械手用于抓取焊枪进行车身焊接。
2.根据权利要求1所述的柔性车身总拼系统,其特征在于,所述底部定位机构包括底座、左/右侧围前加强板前端定位单元、下车体定位单元、侧围下端定位单元、侧围后端定位单元、定位抓手下部定位单元;
所述左/右侧围前加强板前端定位单元用于对左/右侧围前加强板前端进行定位夹紧;
所述下车体定位单元用于对所述下车体进行定位;
所述侧围下端定位单元用于对侧围下端和地板门槛梁下端的搭接边进行Y向定位和夹紧;
所述侧围后端定位单元用于对侧围后端进行X向的夹紧;
所述定位抓手下部定位单元用于对定位抓手的前/后下部定位装置进行定位夹紧,并向定位抓手提供气源。
3.根据权利要求2所述的柔性车身总拼系统,其特征在于,所述左/右侧围前加强板前端定位单元包括第一Z向支撑部装、第一安装底座、第一气缸平移部装、第一前限位部装、第一后限位部装、第一安装座及XYZ定位夹紧部装,所述第一Z向支撑部装为固定结构,用于对左/右侧围前加强板前端与车架连接的端悬置安装面进行支撑;所述第一气缸平移部装为第一安装座及XYZ定位夹紧部装提供Y向平移,所述第一气缸平移部装包括第一平移气缸和第一平移导轨;所述第一前限位部装在第一安装座及XYZ定位夹紧部装前进到位后翻起进行限位锁紧;所述第一后限位部装在第一安装座及XYZ定位夹紧部装退回原位后翻起进行限位锁紧;所述第一安装座底部形成有第一滑块,第一滑块能够在第一平移导轨上移动,所述第一平移气缸用于驱动所述第一滑块移动,所述第一平移导轨的前后端有定位块,与第一前限位部装、第一后限位部装配合,第一安装座的顶部为XYZ定位夹紧部装提供安装支撑;XYZ定位夹紧部装用于对左/右侧围前加强板前端进行Z向定位、XY向夹紧。
4.根据权利要求2所述的柔性车身总拼系统,其特征在于,所述下车体定位单元包括左/右前纵梁定位部装、下车体Z向支撑部装、第二气缸平移部装、第二后限位部装、第二前限位部装及后横梁定位部装,所述左/右前纵梁定位部装用于对左/右前纵梁上悬置安装孔进行定位;所述下车体Z向支撑部装用于对下车体进行Z向支撑;所述第二气缸平移部装包括第二平移气缸、第二平移导轨及第二滑块,所述第二平移气缸用于驱动第二滑块移动,以使安装在所述第二滑块上的所述后横梁定位部装能够在其上进行前后X向移动,起车型切换作用;所述第二前限位部装用于对后横梁定位部装位置进行限位,所述后横梁定位部装用于对后横梁上悬置安装孔进行定位。
5.根据权利要求2所述的柔性车身总拼系统,其特征在于,所述侧围下端定位单元包括第二安装底座、第一滑台Y向前进限位部装、第三气缸平移部装、第二Z向支撑部装和Y向定位夹紧部装,所述第二安装底座安装在底座上;所述第一滑台Y向前进限位部装用于对所述Y向定位夹紧部装在所述第三气缸平移部装上的Y向平移进行限位;所述第二Z向支撑部装用于对侧围进行Z向支撑;所述Y向定位夹紧部装沿侧围底部X向均布,用于对侧围下端和地板门槛梁下端的搭接边进行Y向定位和夹紧。
6.根据权利要求2所述的柔性车身总拼系统,其特征在于,所述侧围后端定位单元包括第三安装底座、第四气缸平移部装、第二滑台Y向前进限位部装、第二安装座、X向定位夹紧部装和定位抓手后上定位夹紧部装,所述第三安装底座上安装有第四气缸平移部装,所述第四气缸平移部装上安装有第二安装座,所述第二安装座上布置了若干组所述X向定位夹紧部装,所述X向定位夹紧部装用于对侧围后端进行X向定位夹紧,所述定位抓手后上定位夹紧部装包括第一定位板,所述第一定位板上开有X向的第一腰型定位孔,用于定位抓手的前/后上部定位装置的Z向定位,定位抓手后上定位夹紧部装还包括第一Y向夹紧气缸,所述第一Y向夹紧气缸用于将所述前/后上部定位装置夹紧在第一定位板的Y向定位面上。
7.根据权利要求2所述的柔性车身总拼系统,其特征在于,所述定位抓手下部定位单元包括供气接口、第四安装底座、支撑座、防护罩、下部定位夹紧部装、第一连接板、X向前限位块、Y向限位块、Z向支撑块、X向后限位块及过渡支撑块,所述供气接口连接压缩空气源;所述支撑座的下端与所述第四安装底座连接,上端与所述第一连接板连接,中间有旋转轴,下部定位夹紧部装由驱动气缸带动绕所述旋转轴进行旋转,实现下部定位夹紧部装的打开和夹紧;下部定位夹紧部装上安装有两组第一钢轮,所述第一钢轮用于将定位抓手的前/后下部定位装置夹紧在Y向限位块、Z向支撑块上。
8.根据权利要求1所述的柔性车身总拼系统,其特征在于,所述定位抓手包括定位抓手框架、定位夹紧部装及快换装置,所述定位抓手框架包括框架本体、前/后下部定位装置、前/后上部定位装置,所述定位夹紧部装包括侧围前主定位销部装、侧围后主定位销部装、后围横梁定位销部装、侧围X向夹紧部装、侧围Y向夹紧部装、侧围Z向夹紧部装,定位销部装为双导柱结构平移气缸带动部装前进后退,夹紧部装由翻转气缸带动部装旋转夹紧打开,所述快换装置包括公盘和母盘,公盘安装在机械手上,母盘安装在定位抓手的框架本体上。
9.根据权利要求1所述的柔性车身总拼系统,其特征在于,还包括升降输送滚床,所述升降输送滚床包括竖直升降功能部及水平输送功能部。
10.根据权利要求9所述的柔性车身总拼系统,其特征在于,还包括滑橇、抓手存放架及焊枪存放架,所述滑橇设置于所述升降输送滚床上,所述抓手存放架用于存放定位抓手,所述焊枪存放架用于存放焊枪。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223267107.1U CN219026551U (zh) | 2022-12-01 | 2022-12-01 | 一种柔性车身总拼系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223267107.1U CN219026551U (zh) | 2022-12-01 | 2022-12-01 | 一种柔性车身总拼系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN219026551U true CN219026551U (zh) | 2023-05-16 |
Family
ID=86287968
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202223267107.1U Active CN219026551U (zh) | 2022-12-01 | 2022-12-01 | 一种柔性车身总拼系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN219026551U (zh) |
-
2022
- 2022-12-01 CN CN202223267107.1U patent/CN219026551U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108098196B (zh) | 一种断路器机器人装配焊接自动生产线 | |
| CN111906531B (zh) | 电力机车轮驱单元装配线 | |
| CN111590226B (zh) | 一种汽车车身侧围外板总成的焊接产线 | |
| CN112041112B (zh) | 汽车白车身组件的组焊或拼接生产线 | |
| CN114013536B (zh) | 车辆装配线及车辆装配工艺 | |
| CN116511835A (zh) | 筒体自动加工系统、筒体加工方法以及筒体自动加工工艺 | |
| CN114799605A (zh) | 车厢自动焊接生产线 | |
| CN219026551U (zh) | 一种柔性车身总拼系统 | |
| CN209814889U (zh) | 移动存储库及移动存储系统 | |
| CN114918585B (zh) | 一种搬运车货叉工装焊接系统 | |
| CN114212169B (zh) | 汽车合装柔性装配生产线 | |
| CN115816006A (zh) | 一种柔性车身总拼系统 | |
| JPH10277742A (ja) | 金属製箱状構造体の自動溶接ライン | |
| CN208005611U (zh) | 端梁拼装设备 | |
| CN110562688A (zh) | 一种定位夹具的快速切换系统 | |
| JPH0466753B2 (zh) | ||
| JP3486040B2 (ja) | 車体組立装置 | |
| CN117163652B (zh) | 翻曲机器人及翻曲系统 | |
| CN216912875U (zh) | 一种用于侧板组装的工站 | |
| CN218907457U (zh) | 汽车顶盖上料库 | |
| JP2658670B2 (ja) | 車体パネルの組立装置 | |
| CN211056032U (zh) | 一种定位夹具的快速切换系统 | |
| CN112975288B (zh) | 汽车地板生产线 | |
| CN115106708A (zh) | 叉腿自动焊接流水线 | |
| JP3228125B2 (ja) | 物品搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |