CN218928491U - 一种全自动螺纹脱模的注塑模具 - Google Patents
一种全自动螺纹脱模的注塑模具 Download PDFInfo
- Publication number
- CN218928491U CN218928491U CN202222902077.0U CN202222902077U CN218928491U CN 218928491 U CN218928491 U CN 218928491U CN 202222902077 U CN202222902077 U CN 202222902077U CN 218928491 U CN218928491 U CN 218928491U
- Authority
- CN
- China
- Prior art keywords
- gear
- insert
- injection mold
- full
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
一种全自动螺纹脱模的注塑模具,型腔镶件和上模架的内侧壁之间设有弹性复位件,注塑模具包括用于加工制品的型芯镶件、用于加工制品的螺纹的螺纹镶件、驱动件和传动组件,螺纹镶件套设于型芯镶件上,驱动件与传动组件传动连接,传动组件与螺纹镶件传动连接,第一压板位于螺纹镶件中部,开模时,型腔镶件弹出,脱出唧嘴部分水口,使水口连制品一起留在下模组件,开模后,启动驱动件,驱动件带动传动组件转动,从而带动螺纹镶件转动,螺纹镶件在第一压板作用下防止其在转动过程中向上运动,防止与螺纹镶件擦烧或卡死,解决注塑生产中螺纹口披锋问题并提高自动化程度和制品质量,本实用新型具有结构设计合理、可靠性强、加工以及零件装配简单等特点。
Description
技术领域
本实用新型涉及注塑机技术领域,特别是涉及一种全自动螺纹脱模的注塑模具。
背景技术
在传统注塑模具行业里,脱螺纹部分的结构一般采用液压马达或油缸驱动齿轮、齿条和抽芯结构来实现自动化,其加工和装配精度较高,螺纹镶件容易擦烧甚至卡死,螺纹口易产生披锋。近年来,在日用行业一出多腔模具经常使用来复线结构脱螺纹,提高了生产效率,但模具开发成本较高,其中包括零件加工和装配精度要求高,后续维修成本高。
中国专利文献号CN214239320U于2021年公开了一种外螺纹件注塑模具,具体公开了包括定模和动模,所述动模包括后模板,所述后模板上设有多个抽芯镶件,所述抽芯镶件内设有用于成型外螺纹件的第一型腔,所述抽芯镶件一端连接有从动齿轮,所述从动齿轮通过一主动齿轮驱动,所述抽芯镶件的轴线上还设有一用于顶出外螺纹件的顶针。该注塑模具采用旋转出模配合顶针的方式,但仍存在上述描述缺陷,螺纹镶件容易擦烧甚至卡死,螺纹口易产生披锋。
因此,有待做进一步改进。
实用新型内容
本实用新型的目的旨在提供一种全自动螺纹脱模的注塑模具以克服现有技术中的不足之处,该结构可防止螺纹镶件擦烧或卡死,有效地解决注塑生产中螺纹口披锋问题并有效提高自动化程度和制品质量,其结构设计合理、可靠性强、加工以及零件装配简单。
按此目的设计的一种全自动螺纹脱模的注塑模具,包括上模组件和下模组件,所述上模组件包括上模架以及安装在所述上模架上的型腔,所述下模组件包括下模架以及安装在所述下模架上的型芯,其特征在于:所述型腔上设有型腔镶件,所述型腔镶件和所述上模架的内侧壁之间设有弹性复位件,所述下模组件还包括第一压板,所述注塑模具还包括用于加工制品的型芯镶件、用于加工制品的螺纹的螺纹镶件、驱动件和传动组件,所述螺纹镶件套设于所述型芯镶件上,所述驱动件与所述传动组件传动连接,所述传动组件与所述螺纹镶件传动连接,所述第一压板位于所述螺纹镶件中部,开模时,所述型腔镶件在所述弹性复位件作用下带动所述上模组件脱离所述下模组件,开模后,所述驱动件带动所述传动组件转动,所述传动组件带动所述螺纹镶件转动,所述螺纹镶件在所述第一压板作用下防止其在转动过程中向上运动。
所述下模组件还包括固定板,所述第一压板通过紧固件固定安装在所述固定板上。
所述传动组件包括齿轮A、齿轮B、齿轮C、齿轮D和齿轮E,所述齿轮A与所述齿轮B啮合,所述齿轮B与所述齿轮C啮合,所述齿轮C与所述齿轮D啮合,所述齿轮A在所述驱动件作用下,联动所述齿轮B、所述齿轮C和所述齿轮D和所述齿轮E转动。
所述螺纹镶件周向设置有键,所述齿轮D套设在所述螺纹镶件上且与所述键配合连接,以实现所述齿轮D通过所述键带动所述螺纹镶件转动。
所述齿轮B、所述齿轮C、所述齿轮D和所述齿轮E上下两端分别设有深沟球轴承,所述深沟球轴承套设在所述螺纹镶件上。
所述螺纹镶件底部设有推力轴承,所述推力轴承套设在所述型芯镶件上。
所述推力轴承的外径与所述型芯镶件的外径不配合。
所述下模组件还包括下模板和第二压板,所述型芯镶件通过所述第二压板固定设置在所述下模板上。
所述型芯镶件顶部设有用于加工所述制品上的加强筋的凹槽,所述加强筋的长度尺寸大于或等于所述制品上的螺纹长度。
所述驱动件为液压马达。
本实用新型全自动螺纹脱模的注塑模具,型腔镶件和上模架的内侧壁之间设有弹性复位件,注塑模具包括用于加工制品的型芯镶件、用于加工制品的螺纹的螺纹镶件、驱动件和传动组件,螺纹镶件套设于型芯镶件上,驱动件与传动组件传动连接,传动组件与螺纹镶件传动连接,第一压板位于螺纹镶件中部,开模时,型腔镶件弹出,脱出唧嘴部分水口,使水口连制品一起留在下模组件,开模后,启动驱动件,驱动件带动传动组件转动,从而带动螺纹镶件转动,螺纹镶件在第一压板作用下防止其在转动过程中向上运动,防止与螺纹镶件擦烧或卡死,有效地解决注塑生产中螺纹口披锋问题并有效提高自动化程度和制品质量,其结构设计合理、可靠性强、加工以及零件装配简单等特点。
附图说明
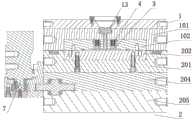
图1为本实用新型一实施例的注塑模具第一方向剖视图。
图2为本实用新型一实施例中型腔镶件、上模架和弹性复位件的结构示意图。
图3为本实用新型一实施例的注塑模具第二方向剖视图。
图4为本实用新型一实施例中制品、型腔镶件、螺纹镶件和传动组件的结构示意图。
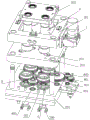
图5为本实用新型一实施例中下模组件、传动组件、型腔镶件、螺纹镶件和驱动件的分解结构示意图。
图6和图7为本实用新型一实施例的制品结构示意图。
其中,图1至图7中附图标记与部件名称之间的对应关系为:
1-上模组件,101-上模架,102-型腔,2-下模组件,201-下模架,202-型芯,203-第一压板,204-固定板,205-下模板,206-第二压板,3-型腔镶件,4-弹性复位件,5-型芯镶件,501-凹槽,6-螺纹镶件,7-驱动件,8-传动组件,801-齿轮A,802-齿轮B,803-齿轮C,804-齿轮D,805-齿轮E,9-键,10-深沟球轴承,11-推力轴承,12-制品,1201-加强筋,1202-螺纹,13-唧嘴。
具体实施方式
下面结合附图及实施例对本实用新型作进一步描述。
参见图1-图7所示,在一个实施例中,提供了一种全自动螺纹脱模的注塑模具,包括上模组件1和下模组件2,上模组件1包括上模架101以及安装在上模架101上的型腔102,下模组件2包括下模架201以及安装在下模架201上的型芯202,型腔102上设有型腔镶件3,型腔镶件3和上模架101的内侧壁之间设有弹性复位件4,下模组件2还包括第一压板203,注塑模具还包括用于加工制品12的型芯镶件5、用于加工制品12的螺纹1202的螺纹镶件6、驱动件7和传动组件8,螺纹镶件6套设于型芯镶件5上,驱动件7与传动组件8传动连接,传动组件8与螺纹镶件6传动连接,第一压板203位于螺纹镶件6中部,开模时,型腔镶件3在弹性复位件4作用下带动上模组件1脱离下模组件2,开模后,驱动件7带动传动组件8转动,传动组件8带动螺纹镶件6转动,螺纹镶件6在第一压板203作用下防止其在转动过程中向上运动。
具体地,注塑模具还包括唧嘴13,开模时,型腔镶件3弹出,脱出唧嘴13部分水口,使水口连制品12一起留在下模组件2,开模后,启动驱动件7,驱动件7带动传动组件8转动,从而带动螺纹镶件6转动,第一压板203位于螺纹镶件6中部,螺纹镶件6在第一压板203作用下防止其在转动过程中向上运动,防止与螺纹镶件6擦烧或卡死,有效地解决注塑生产中螺纹口披锋问题并有效提高自动化程度和制品质量,其结构设计合理、可靠性强、加工以及零件装配简单。
进一步来说,参见图5所示,下模组件2还包括固定板204,第一压板203通过紧固件固定安装在固定板204上。
进一步来说,参见图5所示,传动组件8包括齿轮A801、齿轮B802、齿轮C803、齿轮D804和齿轮E805,齿轮A801与齿轮B802啮合,齿轮B802与齿轮C803啮合,齿轮C803与齿轮D804啮合,齿轮A801在驱动件7作用下,联动齿轮B802、齿轮C803和齿轮D804和齿轮E805转动。
进一步来说,参见图3和图4所示,螺纹镶件6周向设置有键9,齿轮D804套设在螺纹镶件6上且与键9配合连接,以实现齿轮D804通过键9带动螺纹镶件6转动。
进一步来说,参见图4和图5所示,齿轮B802、齿轮C803、齿轮D804和齿轮E805上下两端分别设有深沟球轴承10,深沟球轴承10套设在螺纹镶件6上。
进一步来说,参见图4和图5所示,螺纹镶件6底部设有推力轴承11,推力轴承11套设在型芯镶件5上。
具体地,增加推力轴承11,主要功能是顶住螺纹镶件6,并协助其转动。
参见图4所示,推力轴承11的外径与型芯镶件5的外径不配合。以实现做避空。
参见图5所示,下模组件2还包括下模板205和第二压板206,型芯镶件5通过第二压板206固定设置在下模板205上。
参见图5-图7所示,型芯镶件5顶部设有用于加工制品12上的加强筋1201的凹槽501,加强筋1201的长度尺寸大于或等于制品12上的螺纹1202长度。采取上述设置,以实现制品12全自动脱模。
驱动件7为液压马达。
上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
Claims (10)
1.一种全自动螺纹脱模的注塑模具,包括上模组件(1)和下模组件(2),所述上模组件(1)包括上模架(101)以及安装在所述上模架(101)上的型腔(102),所述下模组件(2)包括下模架(201)以及安装在所述下模架(201)上的型芯(202),其特征在于:所述型腔(102)上设有型腔镶件(3),所述型腔镶件(3)和所述上模架(101)的内侧壁之间设有弹性复位件(4),所述下模组件(2)还包括第一压板(203),所述注塑模具还包括用于加工制品(12)的型芯镶件(5)、用于加工制品(12)的螺纹(1202)的螺纹镶件(6)、驱动件(7)和传动组件(8),所述螺纹镶件(6)套设于所述型芯镶件(5)上,所述驱动件(7)与所述传动组件(8)传动连接,所述传动组件(8)与所述螺纹镶件(6)传动连接,所述第一压板(203)位于所述螺纹镶件(6)中部,开模时,所述型腔镶件(3)在所述弹性复位件(4)作用下带动所述上模组件(1)脱离所述下模组件(2),开模后,所述驱动件(7)带动所述传动组件(8)转动,所述传动组件(8)带动所述螺纹镶件(6)转动,所述螺纹镶件(6)在所述第一压板(203)作用下防止其在转动过程中向上运动。
2.根据权利要求1所述全自动螺纹脱模的注塑模具,其特征在于:所述下模组件(2)还包括固定板(204),所述第一压板(203)通过紧固件固定安装在所述固定板(204)上。
3.根据权利要求1所述全自动螺纹脱模的注塑模具,其特征在于:所述传动组件(8)包括齿轮A(801)、齿轮B(802)、齿轮C(803)、齿轮D(804)和齿轮E(805),所述齿轮A(801)与所述齿轮B(802)啮合,所述齿轮B(802)与所述齿轮C(803)啮合,所述齿轮C(803)与所述齿轮D(804)啮合,所述齿轮A(801)在所述驱动件(7)作用下,联动所述齿轮B(802)、所述齿轮C(803)和所述齿轮D(804)和所述齿轮E(805)转动。
4.根据权利要求3所述全自动螺纹脱模的注塑模具,其特征在于:所述螺纹镶件(6)周向设置有键(9),所述齿轮D(804)套设在所述螺纹镶件(6)上且与所述键(9)配合连接,以实现所述齿轮D(804)通过所述键(9)带动所述螺纹镶件(6)转动。
5.根据权利要求4所述全自动螺纹脱模的注塑模具,其特征在于:所述齿轮B(802)、所述齿轮C(803)、所述齿轮D(804)和所述齿轮E(805)上下两端分别设有深沟球轴承(10),所述深沟球轴承(10)套设在所述螺纹镶件(6)上。
6.根据权利要求5所述全自动螺纹脱模的注塑模具,其特征在于:所述螺纹镶件(6)底部设有推力轴承(11),所述推力轴承(11)套设在所述型芯镶件(5)上。
7.根据权利要求6所述全自动螺纹脱模的注塑模具,其特征在于:所述推力轴承(11)的外径与所述型芯镶件(5)的外径不配合。
8.根据权利要求1所述全自动螺纹脱模的注塑模具,其特征在于:所述下模组件(2)还包括下模板(205)和第二压板(206),所述型芯镶件(5)通过所述第二压板(206)固定设置在所述下模板(205)上。
9.根据权利要求1所述全自动螺纹脱模的注塑模具,其特征在于:所述型芯镶件(5)顶部设有用于加工所述制品(12)上的加强筋(1201)的凹槽(501),所述加强筋(1201)的长度尺寸大于或等于所述制品(12)上的螺纹(1202)长度。
10.根据权利要求3所述全自动螺纹脱模的注塑模具,其特征在于:所述驱动件(7)为液压马达。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222902077.0U CN218928491U (zh) | 2022-10-31 | 2022-10-31 | 一种全自动螺纹脱模的注塑模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222902077.0U CN218928491U (zh) | 2022-10-31 | 2022-10-31 | 一种全自动螺纹脱模的注塑模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218928491U true CN218928491U (zh) | 2023-04-28 |
Family
ID=86067660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222902077.0U Active CN218928491U (zh) | 2022-10-31 | 2022-10-31 | 一种全自动螺纹脱模的注塑模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218928491U (zh) |
-
2022
- 2022-10-31 CN CN202222902077.0U patent/CN218928491U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN208148388U (zh) | 一种内螺纹旋转出模模具 | |
| CN217891733U (zh) | 一种塑胶模具快速脱模装置 | |
| CN215434753U (zh) | 一种多产品同时加工模具 | |
| CN218928491U (zh) | 一种全自动螺纹脱模的注塑模具 | |
| CN210705846U (zh) | 精密蜗杆多腔室联动脱模型注塑模具 | |
| CN210758923U (zh) | 一种用于转动脱模模具的型芯组件 | |
| CN219381407U (zh) | 一种带内螺纹塑料件的注塑模具 | |
| CN210174112U (zh) | 一出四直通内螺纹管件模具脱模机构 | |
| CN209666179U (zh) | 一种用于内螺纹脱模的注塑模具 | |
| CN213733098U (zh) | 一种用于快餐盒的多穴模具注塑设备 | |
| CN112477029B (zh) | 一种螺纹连接盖模具的预顶脱模机构 | |
| CN208745239U (zh) | 一种螺纹件注塑模具 | |
| CN109760278A (zh) | 一种用于内螺纹脱模的注塑模具 | |
| CN111070595A (zh) | 一种塑件脱螺纹用注塑模具 | |
| CN216329808U (zh) | 一种用于生产带内螺纹产品的模具 | |
| CN109228160A (zh) | 一种模具的旋转脱模机构 | |
| CN219325431U (zh) | 一种绞牙模具 | |
| CN220031073U (zh) | 一种模外侧双抽芯模具 | |
| CN220075430U (zh) | 一种试剂瓶注塑模具推板式螺纹脱模机构 | |
| CN216732730U (zh) | 螺纹产品脱模模具 | |
| CN218139587U (zh) | 一种螺纹注塑件脱模装置 | |
| CN216914671U (zh) | 全自动内螺丝模具 | |
| CN217414739U (zh) | 具有二次强脱机构的饮水桶瓶盖内盖模具 | |
| CN221892501U (zh) | 一种双内螺纹旋转脱模 | |
| CN212860281U (zh) | 一种注塑模的内螺纹脱模机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |