CN218592284U - 长管件钻孔锯断压型生产线 - Google Patents
长管件钻孔锯断压型生产线 Download PDFInfo
- Publication number
- CN218592284U CN218592284U CN202222344397.9U CN202222344397U CN218592284U CN 218592284 U CN218592284 U CN 218592284U CN 202222344397 U CN202222344397 U CN 202222344397U CN 218592284 U CN218592284 U CN 218592284U
- Authority
- CN
- China
- Prior art keywords
- sawing
- clamping jaw
- clamping
- drilling
- long pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Sawing (AREA)
Abstract
本实用新型公开了长管件钻孔锯断压型生产线,主要涉及机电一体化领域。包括长管件钻孔锯断压型生产线包括加工机床、设置在加工机床一侧的夹持推送装置、长管件设置在夹持推送装置对侧的下料装置;所述夹持推送装置包括上料架体、设置在上料架体上的x轴位移平台、设置x轴位移平台上的夹爪、与夹爪连接的夹爪驱动组件。本实用新型的有益效果在于:本装置主要是对于生产线加工长管件的整个流程进行叙述,通过生产线中的各个装置长管件进行加工,极大的减少了人力,装置整体通过plc系统控制自动化程度高,能够自动进行上、下料的同时还能够自动装夹上料加工,根据长管件的加工需求来进行加工,装置加工时稳定性高。
Description
技术领域
本实用新型涉及机电一体化领域,具体是长管件钻孔锯断压型生产线。
背景技术
长管件包含长圆管,长圆管是指两端开口并具有中空同心圆断面,其长度与周边之比较大的钢材。常用于管道、热工设备、机械工业、大棚支架、围栏、护栏等。例如对于焊接护栏用的圆管定制加工,对圆管进行定制加工流程而言一般都是首先由客户定制下单图纸,再根据图纸中的尺寸要求对圆管来进行加工制作,制作完成后再根据图纸对护栏进行焊接加工。对于根据图纸对圆管加工制作而言,大多是通过长圆管的胚料来进行加工,一般是追加工护栏焊接时的连接孔,然后在合适的长度位置进行锯断。
对于整个加工流程而言难点在于,需要保证对于长圆管加工时,长圆管的加工精度以及长圆管加工的稳定性,传统的加工生产线大多是通过几人协作进行上料,再通过锯床对管料进行锯断,锯断后在通过钻孔机对圆管进行钻铣连接孔,需要辗转多个加工设备,而且整个过程中大多都是人工进行操作,费事费力,需要人工来回搬运,导致加工效率低下。
而且现有的圆管加工装置自动化程度不高,仍然需要人工装夹管料来进行加工,而且在进行加工不同直径的圆管时需要调节加工装置的多个加工模块以及加工参数,需要调节上料、装夹、多个加工模块的高度精度等参数,使整个设备的高度保持一致,所以整个调节过程十分繁琐,导致设备影响加工效率。
现有的加工装置而言大多是只能够加工圆管的一个位置的连接孔,例如在护栏进行焊接时需要连接多根圆管,所以需要多个连接孔来进行安装,现有的加工设备无法精准的转换角度,来适应圆管圆周上多个连接孔的加工,需要对管料进行二次加工,导致加工流程繁杂。
在对于护栏焊接时,需要将带有安装孔圆管横置与竖向的圆管插入安装孔进行焊接,由于圆管表面带有弧度,加工安装孔的圆周呈现弧度,竖向的圆管插入后与横向圆管间隙不吻合,导致护栏焊接结构不稳定还不美观,而且在焊接时也难以焊接,所以需要对圆管管口进行改进加工。
由于圆管胚料较长,所以现有的加工生产线联系不紧密,导致结构与结构之间的联系性差,不能适用于对圆管进行多种功能的加工,使其形成一个完整的产线,所以说需要一种长管件钻孔锯断压型生产线。
实用新型内容
本实用新型的目的在于提供长管件钻孔锯断压型生产线,它本装置主要是对于生产线加工长管件的整个流程进行叙述,通过生产线中的各个装置长管件进行加工,极大的减少了人力,装置整体通过plc系统控制自动化程度高,能够自动进行上、下料的同时还能够自动装夹上料加工,根据长管件的加工需求来进行加工,装置加工时稳定性高。生产线中的各个装置适应性高,可调节参数能够适应不同直径大小的长管件。
本实用新型为实现上述目的,通过以下技术方案实现:长管件钻孔锯断压型生产线包括加工机床、设置在加工机床一侧的夹持推送装置、长管件设置在夹持推送装置对侧的下料装置;所述夹持推送装置包括上料架体、设置在上料架体上的x轴位移平台、设置x轴位移平台上的夹爪、与夹爪连接的夹爪驱动组件;所述加工机床包括架台、设置在架台顶面的立柱、设置在立柱一侧的钻孔加工模块、设置在立柱另一侧的锯断加工模块、设置在架体顶面的压型加工模块;所述下料装置包括设置在地面的下料传送机构、设置在下料传送机构上的挡料件、设置在下料传送机构底面的翻料组件;所述夹爪驱动组件控制夹爪夹持圆管,所述x轴位移平台带动夹爪推送上料,所述加工机床对圆管物料进行加工,所述加工机床加工完成后,所述翻料组件控制下料传送机构下料。
所述x轴位移平台包括安装板,所述安装板上设有固定腔,所述固定腔一侧设有夹爪旋转驱动组件,所述固定腔设有安装轴,所述安装轴上设有夹爪;所述夹爪旋转驱动组件与安装轴连接,所述夹爪旋转驱动组件带动安装轴在驱动腔内转动。
还包括有上料装置,所述上料装置包括多个设置在上料架体上的托料组件,所述托料组件包上料括驱动组件、与上料驱动组件连接的托料座、与托料座底部连接的导向杆组件;所述托料座上设有V型槽。
还包括存储取料装置,所述存储取料装置包括多个位于地面的置料架、多个设置在置料架上的取料驱动组件;所述置料架靠近上料架体一侧的高度低于另一侧,所述置料架顶部设有挡料块;所述取料驱动组件的活塞杆连接设有导料杆,所述导料杆铰接设置在上料架体上,多个所述导料杆设有连接杆连接;所述取料驱动组件驱动多个导料杆抬升取料后,物料沿导料杆滚入所述托料座的V型槽内。
所述加工机床还包括多个夹持机构和多个设置在立柱上的z轴位移平台;多个所述夹持机构分别设置在钻孔加工模块和锯断加工模块下方,所述多个所述夹持机构包括铰接设置在架台上的夹持驱动组件、铰接设置在架台上的压紧板、设置在架台上的托料组件;所述夹持驱动组件与压紧板铰接。
所述多个z轴位移平台上分别设有钻孔加工模块和锯断加工模块;所述钻孔加工模块设置在立柱上靠近夹持推送装置一侧,所述钻孔加工模块包括与z轴位移平台连接的钻孔驱动电机、与钻孔驱动电机连接的变速箱、与变速箱连接的夹具;所述锯断加工模块设置在钻孔加工模块的对侧,所述锯断加工模块包括锯断驱动电机、与锯断驱动电机连接的减速器、与减速器连接的锯片。
所述压型加工模块包括多个y轴驱动组件、设置在y轴驱动组件活塞杆上的连接块;所述连接块上设有刀头,所述连接块下方设有滑轨。
所述翻料组件包括多个下料架体、铰接设置在多个下料架体上的下料驱动组件、一端与下料驱动组件铰接的下料块、设置在下料块上的下料传送机构;所述下料块另一端与下料架体铰接。
所述x轴位移平台上设有滑动调节组件,所述滑动调节组件包括竖向设置在 x轴位移平台上的滑轨、设置在x轴位移平台调节板、与调节板螺纹连接的调节杆;所述滑轨上设有固定腔,所述固定腔与调节杆通过螺纹连接配合。
所述夹爪驱动组件铰接设置在固定腔上,所述夹爪驱动组件活塞杆铰接设有推料板,所述推料板另一端与固定腔铰接,所述推料板上设有限位螺栓,所述限位螺栓末端设有限位台;所述安装轴上滑动配合设有限位套,所述限位套上设置有限位凸起,所述限位套前端设有限位筒,所述限位筒与夹爪相配合,所述夹爪为楔形,所述夹爪上设有多个槽体;所述限位螺栓的限位台与限位凸起配合,所述夹爪驱动组件活塞杆活塞杆伸长时,所述推料板转动使得所述限位螺栓位移,带动所述限位套滑动,所述夹爪收缩至限位套内部。
对比现有技术,本实用新型的有益效果在于:
本装置主要是对于生产线加工长管件的整个流程进行叙述,通过生产线中的各个装置长管件进行加工,极大的减少了人力,装置整体通过plc系统控制自动化程度高,能够自动进行上、下料的同时还能够自动装夹上料加工,根据长管件的加工需求来进行加工,装置加工时稳定性高。生产线中的各个装置适应性高,可调节参数能够适应不同直径大小的长管件。钻孔加工模块可以对长管件圆周各个角度方向进行钻孔加工;锯断加工模块锯断长管件的切口光滑,能够保证长管件的焊接质量;切断加工模块对长管件切断后的切口,更适合长管件焊接接口的形状,使得在焊接管料时能够填充缝隙,使得后续焊接更加美观。
附图说明
附图1是本实用新型整体视图。
附图2是本实用新型中存储取料装置和上料装置视图。
附图3是本实用新型中夹持推送装置视图。
附图4是本实用新型中夹持推送装置视图。
附图5是本实用新型中夹持推送装置和加工机床视图。
附图6是本实用新型中加工机床视图。
附图7是本实用新型中加工机床和下料装置视图。
附图8是本实用新型下料装置视图。
附图9是本实用新型中管路焊接和加工后视图。
附图中所示标号:
1、上料架体;2、夹爪;3、架台;4、立柱;5、安装板;6、固定腔;7、安装轴;8、上料驱动组件;9、托料座;10、导向杆组件;11、置料架;12、取料驱动组件;13、挡料块;14、导料杆;15、连接杆;16、V型槽;17、夹持驱动组件;18、压紧板;19、托料组件;20、钻孔驱动电机;21、变速箱;22、夹具;23、刀头;24、锯断驱动电机;25、减速器;26、锯片;27、y轴驱动组件;28、连接块;29、下料架体;30、下料驱动组件;31、下料块;32、调节板;33、调节杆;34、推料板;35、光电开关;36、挡料板;37、限位螺栓; 38、限位台;39、限位套;40、限位凸起;41、限位筒;42、槽体;43、楔形凸起;44、夹爪驱动组件;45、旋转驱动电机;46、立板;47、z轴驱动电机; 48、x轴驱动组件;49、固定板;50、相贯线;51、鸭嘴型;52、连接板。
具体实施方式
下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本申请所限定的范围。
本实用新型所述是长管件钻孔锯断压型生产线,按照对于生产线加工长管件的整个流程,本文中出现的管料、长圆管物料均属于长管件。对加工流程进行分步详述:对于加工流程而言,首先通过存储取料装置进行放置长圆管物料,再通过存储取料装置向托料装置进行上料,上料装置对长圆管物料进行举升至夹持推送装置的高度,再由夹持推送装置夹持长圆管物料进行推送至加工机床对其进行钻孔、锯断、断压的加工工序,而后再通过下料装置对其进行自动下料,按照加工的顺序进行依次叙述:
由于长圆管胚料较长通过人工对管料进行挨个上料的话不仅需要多人协作而且每次加工完成后都需要人工看守来进行上料,所以为了进一步减少人工操作以及减少上料的等待时间所以设置存储取料装置来解决上述问题:
存储取料装置:
如说明书附图图1和图2所示,存储取料装置包括多个位于地面的置料架11、多个设置在置料架11上的取料驱动组件12;
所述置料架11靠近上料装置一侧的高度低于另一侧,所述置料架11顶部设有挡料块13,置料架11上可以提前放置有圆管胚料,挡料块13用于对圆管胚料起到止挡的作用,置料架11倾斜设置还能够使得圆管胚料自动靠近于止挡块,通过取料驱动组件12进行上料。
如说明书附图图2所示,所述取料驱动组件12为取料气缸,取料气缸的活塞杆铰接设有导料杆14,所述导料杆14铰接设置在上料架体1上,多个所述导料杆 14设有连接杆15连接,使得多个取料气缸同步伸长时通过连接杆15带动多个导料杆14能够同步的进行抬升,所述导料杆14前端设有楔形凸起43,导料杆14抬升后通过楔形凸起43勾起物料的同时与其他物料隔绝,使得物料沿导料杆14滚入下文所述上料装置托料座9的V型槽16内,从而实现对圆管物料的存贮以及自动上料,以下为上料装置的具体结构:
上料装置:
接上文所述:上料装置主要用于对存储取料装置自动取出的物料进一步的上料给夹持推送装置,如说明书附图图2所示,上料装置包括多个设置在上料架体1上的托料组件19,托料组件19通过直角板设置在上料架体1上,所述托料组件19包括上料驱动组件8、与上料驱动组件8连接的托料座9、与托料座9底部连接的导向杆组件10;
如说明书附图图2所示,上料驱动组件8设置在直角板上,上料驱动组件8为上料气缸,上料气缸活塞杆连接设有托料座9,所述托料座9上设有V型槽16,V 型槽16用于对圆管物料进行限位,防止圆管物料滚动。托料座9底部设有导向杆组件10,导向杆组件10为多个导向杆、多个直线轴承,导向杆与直线轴承滑动配合,所述直线轴承安装在直角板上。导向杆组件10为上料气缸提供导向和支持的作用,上料气缸托举物料的过程中更加稳定,提高装置上料时的精度,便于下文夹持推送装置的装夹物料,下文是夹持推送装置的具体结构:
夹持推送装置:
夹持推送装置主要用于对上料装置托举的物料进行装夹,再对夹取的物料向加工机床内进行输送,如说明书附图图3所示,所述夹持推送装置包括上料架体1、设置在上料架体1上的x轴位移平台、设置x轴位移平台上的夹爪2、与夹爪 2连接的夹爪驱动组件44;
如说明书附图图3所示,X轴位移平台:所述x轴位移平台包括x轴驱动组件 48和安装板5;x轴驱动组件48为:设置在上料架体1上的齿条和滑轨,滑轨上设有安装板5,安装板5上设有x轴驱动电机、与x轴驱动电机连接的主动齿轮、与齿条啮合的从动齿轮,从动齿轮与x轴驱动电机通过同步带进行连接,使得x轴驱动电机带动主动齿轮转动时,通过同步带带动从动齿轮与齿条进行啮合传动,带动安装板5沿x轴方向位移。X轴位移平台叙述完成,夹爪2与夹爪驱动组件44 均设置在x轴位移平台上,通过x轴位移平台进行推送上料,以下为夹爪2和夹爪驱动组件44的具体结构:
如说明书附图图3和图4所示,所述安装板5上设有固定腔6,所述固定腔6内设有夹爪2安装轴7,所述安装轴7上设有夹爪2,所述夹爪2前端为楔形,所述夹爪2上设有多个槽体42,使得夹爪2具有活动伸缩性,所述安装轴7上滑动配合设有限位套39,所述限位套39前端设有限位筒41,所述限位筒41与夹爪2相配合。安装轴7与限位筒41相对滑动时,夹爪2收入限位筒41内,限位筒41的筒壁对夹爪2进行限位,使得夹爪2对夹取管料的一端进行夹紧,为了使得夹爪2能够自动的进行抓取物料,通过以下机构来进行进一步改进:
如说明书附图图4所示,所述夹爪驱动组件44铰接设置在固定腔上,所述夹爪驱动组件44为夹爪2驱动气缸,夹爪2驱动气缸活塞杆铰接设有推料板34,所述推料板34另一端与固定腔6铰接,所述推料板34上设有多个限位螺栓37,多个所述限位螺栓37末端设有限位台38,所述限位套39上设置有多个限位凸起40,所述限位螺栓37的限位台38与限位凸起40配合。所述夹爪驱动组件44活塞杆活塞杆伸长时,所述推料板34带动所述限位螺栓37位移,带动所述限位套39与安装轴7相对滑动,所述夹爪2收缩至限位套39内部,使得通过夹爪2驱动气缸来进行控制夹爪2的夹取物料。
进一步改进:
上文已经讲述夹爪2自动夹取物料的原理,但是在实际生产加工中,对夹爪 2夹取物料后,通过钻孔加工模块来进行加工时,根据生产加工的需求,在圆管物料的圆周上不仅仅只需要一个孔,还可能在圆管物料的圆周上需要多个孔,所以需要对圆管物料转动角度,所以说为了进一步改进:
如说明书附图图4所示,所述固定腔6内设有与安装轴7直径适配的多个轴承,所述固定腔6一侧设有夹爪旋转驱动组件,所述夹爪旋转驱动组件与安装轴 7连接,所述夹爪旋转驱动组件带动安装轴7在驱动腔内转动。夹爪旋转驱动组件为同步带驱动机构,结构与前文所述的相同,旋转驱动电机45上设有主动轮,从动轮设置在安装轴7上,通过同步带进行连接,使得旋转驱动电机45控制夹爪 2的转动角度。
加工机床:
如说明书附图图5和图6所示,所述加工机床主体的结构包括架台3、设置在架台3顶面的立柱4、设置在立柱4一侧的钻孔加工模块、设置在立柱4另一侧的锯断加工模块、设置在架体顶面的压型加工模块;
钻孔加工模块和锯断加工模块都需要沿z轴位移,从而对管料进行钻孔和锯断,所以说需要多个设置z轴位移平台,来带动钻孔加工模块和锯断加工模块沿 z轴位移,如说明书附图图5所示,z轴位移平台结构为:设置在立柱4上的立板46、设置在立板46上的z轴驱动电机47、与z轴驱动电机47连接的同步带机构、与同步带机构连接的滚珠丝杠传动机构;
Z轴驱动电机47设有主动轮,滚珠丝杠的丝杆上连接设有从动轮,从动轮与主动轮通过同步带连接,滚珠丝杠的滑动块上设有固定板49,所述固定板49底面设有滑轨,所述滑轨的滑动块固定安装在立板46上。z轴驱动电机47通过同步带机构带动滚珠丝杠转动,使得滚珠丝杠的滑动块带动固定板49沿z轴位移,从而带动钻孔加工模块和锯断加工模块沿z轴位移,下文将叙述钻孔加工模块和锯断加工模块的具体结构:
钻孔加工模块:
钻孔加工模块对圆管进行钻孔后,便于连接和安装其他长度的圆管来进行焊接护栏。如说明书附图图6所示,所述钻孔加工模块设置在立柱4上靠近夹持推送装置一侧,所述钻孔加工模块包括与z轴位移平台连接的钻孔驱动电机20、与钻孔驱动电机20连接的变速箱21、与变速箱21连接的夹具22、与夹具22连接的刀头;
钻孔驱动电机20主轴转动经过齿轮箱的传动带动输出轴夹具22上的刀头23 转动。所述钻孔驱动电机20为三相异步电机,与电机主轴连接有变速箱21,变速箱21的输出轴连接设有夹具22,变速箱21通过改变钻孔驱动电机20主轴与变速箱21的输出轴的传动比,从而改变与夹具22连接的刀头的转速和转矩,来适应不同直径大小的刀头所需要的转速,能够更好的保护刀头的寿命。
锯断加工模块:
如说明书附图图5所示,所述锯断加工模块设置在钻孔加工模块的对侧,所述锯断加工模块包括设置在固定板49上的壳体、设置壳体上的在锯断驱动电机 24、与锯断驱动电机24连接的减速器25、与减速器25连接的锯片26。
锯断驱动电机24为三相异步电动机,锯断驱动电机24的主轴连接设有减速器25,减速器25设置在壳体上,减速器25的输出轴与连接同步带传动机构的主动轮,同步带传动机构的从动轮与锯片26连接。锯断驱动电机24转动通过同步带带动锯片26进行同步转动。
因为钻孔加工模块和锯断加工模块对圆管物料加工时,会产生剧烈振动,为了避免加工时造成误差,所以必须要保证圆管物料的稳定性,来提高对圆管物料加工时的稳定性,所以进一步设置夹持机构:
夹持机构:
如说明书附图图6所示,所述加工机床还包括多个夹持机构:多个所述夹持机构分别设置在钻孔加工模块和锯断加工模块下方,所述多个所述夹持机构包括铰接设置在架台3上的夹持驱动组件17、铰接设置在架台3上的压紧板18、设置在架台3上的托料组件19;
架台3上设置的托料组件19与上文所述的托料组件19结构相同,所述夹持驱动组件17为夹持驱动气缸,所述夹持驱动气缸铰接设置在架体顶面,夹持驱动气缸与压紧板18的一端铰接,压紧板18另一端铰接设置在架台3上,压紧板18前端设有V型槽16。
夹持推送装置的夹爪2夹持圆管物料一端后,沿x轴向钻孔加工模块进行推送,将圆管物料推送进入架台3内,上料气缸活塞杆伸长使得托料座9的V型槽16 与管料贴合,而后夹持驱动气缸活塞杆伸长,带动压紧板18沿架台3上的铰接点转动,使得压紧板18上的V型槽16压紧于架台3上托料组件19V型槽16内的管料,通过夹持驱动气缸带动压紧板18转动压紧管料后,通过压紧板18和托料座9上的两个V型槽16,对长管件进行限位,能够防止加工时管料的跳动以及振动,避免加工时长管件不固定,造成钻孔加工模块的刀头和锯断加工模块的锯片26崩坏。
需要特别注意的是:夹持机构是通过夹持驱动气缸带动压紧板18转动压紧管料后,通过压紧板18和托料座9上的两个V型槽16,对长管件进行限位,避免管料晃动和跳动。前文中所述夹持推送机构通过夹爪旋转驱动组件带动夹爪2转动,所以说在夹持机构对管料进行限位时,如果长圆管沿圆周方向的转动,夹持机构的对长圆管的限位是通过长圆管外壁与两个V型槽16之间的摩擦力,只要夹爪旋转驱动组件带动夹爪2转动时克服摩擦力后,使得锯断加工模块在对管料进行加工时,管料能够沿圆周方向转动,因为在锯断加工模块对管料锯断时,如果直接竖直锯断管料,在切口的圆周会出现毛刺和毛边,而且如果托料座9与下文所述的下料装置出现高度差,会导致管料要锯断时,由于管料重力的作用下会直接断裂而不是锯断,所以极大地影响了管料切口的平整度,在焊接时会导致管料歪斜。如果直接竖直锯断管料,在锯长圆管件的中段时,锯片26同时切割圆管圆周上两个点,不仅加大了对锯片26的磨损而且影响管路切面的切割效果。在锯断加工模块对管料锯断时,在锯片26对管料的某点切割完成后,通过夹爪旋转驱动组件带动夹爪2转动,使得锯片26作用于管料的切割点沿圆周转动,转动一周后对管料切割完成,使得管料切割面的平整且光滑,大大提高了锯片26的加工效果。
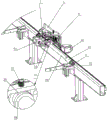
如说明书附图图9所示,经过钻孔加工模块对大管径管料钻取焊接孔后,再将与焊接孔直径匹配的小管径管料插入焊接孔内焊接,焊接时发现小管径管料插入焊接孔后,会出现缝隙,既不美观也不实用,由于焊接孔的圆周的相贯线 50不是完整的圆,有一个大圆弧的直径和刀头的直径,导致选用刀头直径大小的管料焊接会有缝隙,选用大圆弧直径的管料塞不进去,所以说通过压型加工模块来解决上述问题:
压型加工模块:
如说明书附图图7所示,所述压型加工模块包括多个y轴驱动组件27、设置在y轴驱动组件27活塞杆上的连接块28;y轴驱动组件27为液压缸,对称设置在架台3顶面,液压缸的活塞杆上设有连接块28,所述连接块28下方设有滑轨,所述连接块28上设有刀头23,两个y轴液压缸上的刀头23呈交错设置。
两个液压缸活塞杆同步的顶出,带动连接块28沿滑轨滑动,同时交错设置刀头23的尖端作用于管料,通过液压缸带动交错设置的刀头23不断挤压,两个刀头23的尖端作用于管料一个剪切应力,使得管料被压断同时管料的断口处呈鸭嘴型51。如说明书附图图9所示,使得管料的断口处受到挤压变形的管路直径增大,管口被压断后使得管料在原有直径的基础上,增大了管路部分的直径,更适合焊接孔的形状,使得焊接护栏时更加美观和实用,从而避免了由于焊接孔的相贯线50导致两根圆管焊接出现缝隙的问题。
由于压型加工模块距离锯断加工模块很近,所以在压型加工模块对管料进行切断时,通过锯断加工模块的夹持机构对管料进行夹紧后,再对管料进行切断,既可以保证管料切断时的稳定性,又节省了一个夹持结构,使得加工机床的空间安排更加合理,同时节约了经济的成本。
在经过加工机床对管料锯断或压断加工完成后,需要对加工完成后的管料进行下料,以下为下料装置的具体结构:
下料装置:
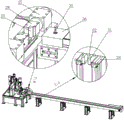
如说明书附图图7所示,所述下料装置包括多个下料架体29、铰接设置在多个下料架体29上的下料驱动组件30、一端与下料驱动组件30铰接的下料块31、设置在下料块31上的下料传送机构、设置在下料传送机构上的挡料件;
如说明书附图图8所示,下料驱动组件30为下料气缸,下料气缸底端通过短轴铰接在下料架体29上,下料气缸活塞杆通过短轴铰接设有下料块31,下料块31另一端通过短轴与下料架体29铰接,所述下料块31设有凹槽,凹槽内配合设有连接板52,连接板52焊接在下料传送机构框架的底面。下料传送机构为传送带传送机构,传送带传送机构的下料驱动电机(带减速器25),带动传送辊转动带动传送带进行输送加工完成后的管料,传送带传送机构的框架上设有挡料板 36和光电开关35,挡料板36设置在传送带传送机构的末端,防止管料从传送带直接滚落。光电开关35设置在传送带传送机构的前端,光电开关35控制下料气缸驱动,当管料被锯断/切断后,管料在传送带表面由传送带输送,直到位于传送带传输机构的光电开关35检测不到传送带输送的管料后,控制下料气缸驱动带动下料块31在下料架体29上的沿铰接点转动,使得传送带传送机构倾斜,传送带上的管料从传送带表面滚落。
需要特别注意的是:夹爪2夹取管料之后,管料的圆周下缘和下料架体29上的传送带之间高度需要保持水平,否则会影响管料被锯断后断面的平整度,以及导致下料传送机构上的管料出现跑偏的情况。在加工不同直径大小管料时,管料的直径发生变化,导致管料的圆周下缘和下料架体29上的传送带之间高度无法保持水平,而且下料传送机构无法调节高度位置,所以说为了进一步提高夹持推送装置的适应性,微调夹持推送装置来适应不同管径物料的大小,所以说进一步改进设有:
如说明书附图图3所示,所述x轴位移平台上设有滑动调节组件,所述滑动调节组件包括竖向设置在x轴位移平台上的滑轨、设置在x轴位移平台调节板、与调节板螺纹连接的调节杆33;所述滑轨上设有固定腔6,所述固定腔6与调节杆33通过螺纹连接配合。在加工不同直径大小管料时,旋拧调节杆33使得调节杆33与调节板之间发生螺纹传动,从而带动固定腔6在x轴位移平台上的滑轨上位移,从而调整夹爪2夹取管料的位置距离,进一步提高装置的适应性,使得加工锯断后的截面更加平整的同时,下料装置的传输过程更加平稳,避免管料歪斜影响下料。
其他组件:
装置对夹持推送机构和各个加工模块的控制,采用plc控制系统进行编程控制。加工机床上还设有防护罩、排屑口和排屑装置,保护加工机床操作者的安全以及使得加工中的废屑能够及时排出,但是不作为主要发明点,所以对此不再进行赘述。
使用方法详解:
S1,提前将待加工的管料放置于上料架体1上,取料气缸同步伸长时通过连接杆15带动多个导料杆14同步的进行抬升,导料杆14抬升后通过楔形凸起43勾起物料,使得物料沿导料杆14滚入上料装置托料座9的V型槽16内;x轴驱动组件 48带动夹持推送装置沿x轴平台位移,位移至待加工管料最外端,多个上料气缸活塞杆同步伸长带动托料座9上升,x轴驱动组件48带动夹爪2与代加工的管料接触,夹爪驱动组件44活塞杆活塞杆伸长,所述推料板34转动使得所述限位螺栓 37位移,带动所述限位套39滑动,所述夹爪2收缩至限位套39筒内部,使得夹爪 2的夹取物料。夹爪2夹取管料完成后,上料气缸活塞杆同步收缩带动托料座9回收,x轴驱动组件48带动夹爪2向加工机床的钻孔加工模块位移。
S2,圆管物料推送进入架台3内,上料气缸活塞杆伸长使得托料座9的V型槽 16与管料贴合,而后夹持驱动气缸活塞杆伸长,带动压紧板18沿架台3上的铰接点转动,使得压紧板18上的V型槽16压紧于架台3上托料组件19V型槽16内的管料,通过夹持驱动气缸带动压紧板18转动压紧管料;z轴驱动电机47通过同步带机构带动滚珠丝杠转动,使得滚珠丝杠的滑动块带动固定板49沿z轴位移,从而带动钻孔加工模块沿z轴位移,同时钻孔驱动电机20主轴转动带动输出轴夹具22 上的刀头23转动作用于管料;若需要在管料圆周上不同角度加工多个焊接孔,旋转驱动电机45带动控制夹爪2的安装轴7转动角度。钻孔加工模块加工完成后, x轴驱动组件48继续带动向架台3内推送,推送至锯断加工模块的夹持机构处,钻孔加工模块的夹持驱动气缸活塞杆收缩,带动托料座9的V型槽16回收至架台3 表面。
S3,钻孔加工模块对圆管进行钻孔后,需要锯断或切断至合适的长度,以下为锯断的情形:锯断加工模块的夹持机构对管料夹持,同时z轴驱动电机47通过同步带机构带动滚珠丝杠转动,使得滚珠丝杠的滑动块带动固定板49沿z轴位移,从而带动锯断加工模块沿z轴位移,锯断驱动电机24转动通过同步带带动锯片26进行高速转动,对圆管进行切割锯断。
需要对管料进行切断时,锯断加工模块的夹持机构对管料夹持,两个液压缸活塞杆同步的顶出,带动连接块28沿滑轨滑动,同时交错设置刀头23的尖端作用于管料,通过液压缸带动交错设置的刀头23不断挤压,两个刀头23的尖端作用于管料一个剪切应力,使得管料被压断同时管料的断口处呈鸭嘴型51。
S4,管料被压断/切断后,加工完成的管料由传送带进行匀速传动,光电开关35检测到传送带输送的管料后,控制下料气缸驱动带动下料块31在下料架体29上的沿铰接点转动,使得传送带传送机构倾斜,传送带上的管料从传送带表面滚落。
综上所述,本装置主要是对于生产线加工长管件的整个流程进行叙述,通过生产线中的各个装置长管件进行加工,极大的减少了人力,装置整体通过plc 系统控制自动化程度高,能够自动进行上、下料的同时还能够自动装夹上料加工,根据长管件的加工需求来进行加工,装置加工时稳定性高。生产线中的各个装置适应性高,可调节参数能够适应不同直径大小的长管件。钻孔加工模块可以对长管件圆周各个角度方向进行钻孔加工;锯断加工模块锯断长管件的切口光滑,能够保证长管件的焊接质量;切断加工模块对长管件切断后的切口,更适合长管件焊接接口的形状,使得在焊接管料时能够填充缝隙,使得后续焊接更加美观。
Claims (10)
1.长管件钻孔锯断压型生产线,其特征在于:包括加工机床、设置在加工机床一侧的夹持推送装置、长管件设置在夹持推送装置对侧的下料装置;
所述夹持推送装置包括上料架体(1)、设置在上料架体(1)上的x轴位移平台、设置x轴位移平台上的夹爪(2)、与夹爪(2)连接的夹爪驱动组件(44);
所述加工机床包括架台(3)、设置在架台(3)顶面的立柱(4)、设置在立柱(4)一侧的钻孔加工模块、设置在立柱(4)另一侧的锯断加工模块、设置在架体顶面的压型加工模块;
所述下料装置包括设置在地面的下料传送机构、设置在下料传送机构上的挡料件、设置在下料传送机构底面的翻料组件;
所述夹爪驱动组件(44)控制夹爪(2)夹持圆管,所述x轴位移平台带动夹爪(2)推送上料,所述加工机床对圆管物料进行加工,所述加工机床加工完成后,所述翻料组件带动下料传送机构下料。
2.根据权利要求1所述长管件钻孔锯断压型生产线,其特征在于:所述x轴位移平台包括安装板(5),所述安装板(5)上设有固定腔(6),所述固定腔(6)一侧设有夹爪旋转驱动组件,所述固定腔(6)内设有安装轴(7),所述安装轴(7)上设有夹爪(2);
所述夹爪旋转驱动组件与安装轴(7)连接,所述夹爪旋转驱动组件带动安装轴(7)在驱动腔内转动。
3.根据权利要求1或2所述长管件钻孔锯断压型生产线,其特征在于:还包括有上料装置,所述上料装置包括多个设置在上料架体(1)上的托料组件(19),所述托料组件(19)包括上料驱动组件(8)、与上料驱动组件(8)连接的托料座(9)、与托料座(9)底部连接的导向杆组件(10);所述托料座(9)上设有V型槽(16)。
4.根据权利要求3所述长管件钻孔锯断压型生产线,其特征在于:还包括存储取料装置,所述存储取料装置包括多个位于地面的置料架(11)、多个设置在置料架(11)上的取料驱动组件(12);
所述置料架(11)靠近上料架体(1)一侧的高度低于另一侧,所述置料架(11)顶部设有挡料块(13);
所述取料驱动组件(12)的活塞杆连接设有导料杆(14),所述导料杆(14)铰接设置在上料架体(1)上,多个所述导料杆(14)设有连接杆(15)连接;
所述取料驱动组件(12)驱动多个导料杆(14)抬升取料后,物料沿导料杆(14)滚入所述托料座(9)的V型槽(16)内。
5.根据权利要求3所述长管件钻孔锯断压型生产线,其特征在于:所述加工机床还包括多个夹持机构和多个设置在立柱(4)上的z轴位移平台;
多个所述夹持机构分别设置在钻孔加工模块和锯断加工模块下方,所述多个所述夹持机构包括铰接设置在架台(3)上的夹持驱动组件(17)、铰接设置在架台(3)上的压紧板(18)、设置在架台(3)上的托料组件(19);所述夹持驱动组件(17)与压紧板(18)铰接。
6.根据权利要求5所述长管件钻孔锯断压型生产线,其特征在于:所述多个z轴位移平台上分别设有钻孔加工模块和锯断加工模块;
所述钻孔加工模块设置在立柱(4)上靠近夹持推送装置一侧,所述钻孔加工模块包括与z轴位移平台连接的钻孔驱动电机(20)、与钻孔驱动电机(20)连接的变速箱(21)、与变速箱(21)连接的夹具(22);
所述锯断加工模块设置在钻孔加工模块的对侧,所述锯断加工模块包括锯断驱动电机(24)、与锯断驱动电机(24)连接的减速器(25)、与减速器(25)连接的锯片(26)。
7.根据权利要求3所述长管件钻孔锯断压型生产线,其特征在于:所述压型加工模块包括多个y轴驱动组件(27)、设置在y轴驱动组件(27)活塞杆上的连接块(28);所述连接块(28)上设有刀头(23),所述连接块(28)下方设有滑轨。
8.根据权利要求3所述长管件钻孔锯断压型生产线,其特征在于:所述翻料组件包括多个下料架体(29)、铰接设置在多个下料架体(29)上的下料驱动组件(30)、一端与下料驱动组件(30)铰接的下料块(31);
所述下料块(31)另一端与下料架体(29)铰接,所述下料块(31)与下料传送机构连接。
9.根据权利要求2所述长管件钻孔锯断压型生产线,其特征在于:所述x轴位移平台上设有滑动调节组件,所述滑动调节组件包括竖向设置在x轴位移平台上的滑轨、设置在x轴位移平台上的调节板、与调节板螺纹连接的调节杆(33);
所述滑轨上设有固定腔(6),所述固定腔(6)与调节杆(33)通过螺纹连接配合。
10.根据权利要求2或9所述长管件钻孔锯断压型生产线,其特征在于:
所述夹爪驱动组件(44)铰接设置在固定腔(6)上,所述夹爪驱动组件(44)活塞杆铰接设有推料板(34),所述推料板(34)另一端与固定腔(6)铰接,所述推料板(34)上设有限位螺栓(37),所述限位螺栓(37)末端设有限位台(38);
所述安装轴(7)上滑动配合设有限位套(39),所述限位套(39)上设置有限位凸起(40),所述限位套(39)前端设有限位筒(41),所述限位筒(41)与夹爪(2)相配合,所述夹爪(2)为楔形,所述夹爪(2)上设有多个槽体(42);
所述限位螺栓(37)的限位台(38)与限位凸起(40)配合,所述夹爪驱动组件(44)活塞杆活塞杆伸长时,所述推料板(34)带动所述限位螺栓(37)位移,使得所述限位套(39)与所述安装轴(7)相对滑动,所述夹爪(2)收缩至限位套(39)内部。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222344397.9U CN218592284U (zh) | 2022-09-02 | 2022-09-02 | 长管件钻孔锯断压型生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222344397.9U CN218592284U (zh) | 2022-09-02 | 2022-09-02 | 长管件钻孔锯断压型生产线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218592284U true CN218592284U (zh) | 2023-03-10 |
Family
ID=85399747
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222344397.9U Active CN218592284U (zh) | 2022-09-02 | 2022-09-02 | 长管件钻孔锯断压型生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218592284U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117600680A (zh) * | 2024-01-23 | 2024-02-27 | 广东隆信激光智能装备有限公司 | 一种切割设备及尾推送料工艺 |
-
2022
- 2022-09-02 CN CN202222344397.9U patent/CN218592284U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117600680A (zh) * | 2024-01-23 | 2024-02-27 | 广东隆信激光智能装备有限公司 | 一种切割设备及尾推送料工艺 |
| CN117600680B (zh) * | 2024-01-23 | 2024-03-26 | 广东隆信激光智能装备有限公司 | 一种切割设备及尾推送料工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106271632B (zh) | 一种生产锥套的系统及其生产工艺 | |
| CN110052659B (zh) | 一种可定角度切割的圆锯机 | |
| CN109623384B (zh) | 一种自动锁芯车削拉槽机 | |
| CN108907736B (zh) | 连杆加工系统 | |
| CN218592284U (zh) | 长管件钻孔锯断压型生产线 | |
| CN209886797U (zh) | 数控圆锯机转角结构 | |
| CN114654107A (zh) | 一种在线管材激光切割机 | |
| CN116713753B (zh) | 一种建材加工用棒材切槽处理装置及其使用方法 | |
| CN213225272U (zh) | 一种机械加工进给料装置 | |
| CN219805319U (zh) | 一种丝锥滚牙自动上料装置 | |
| CN112894388B (zh) | 一种全自动弹子加工机床 | |
| CN208866755U (zh) | 连杆加工系统 | |
| CN110576319A (zh) | 一种锚具夹片生产线 | |
| CN212823158U (zh) | 闭门器活塞铣齿自定心加工设备 | |
| CN114101778B (zh) | 一种盘扣脚手架立杆自动生产线 | |
| CN215035262U (zh) | 一种全自动弹子加工机床 | |
| CN109352027A (zh) | 一种带尾座支撑的双联长锥孔加工装置与加工方法 | |
| CN115383495A (zh) | 一种自动掏孔机及其掏孔方法 | |
| KR100506133B1 (ko) | 스티어링 타이 로드단의 탭 전용 가공기 | |
| CN218396883U (zh) | 长管件钻孔锯断压型机床 | |
| CN111790951A (zh) | 闭门器活塞铣齿自定心加工设备及其加工工艺 | |
| CN111113129B (zh) | 一种棒料切削设备 | |
| CN114310405A (zh) | 一种异型材铣削锯切设备 | |
| CN112496769A (zh) | 一种圆锚板生产线及生产工艺 | |
| CN113245850A (zh) | 一种吊杆生产系统及加工工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |