CN218131679U - 一种小车配料的引流砂自动化生产系统 - Google Patents
一种小车配料的引流砂自动化生产系统 Download PDFInfo
- Publication number
- CN218131679U CN218131679U CN202222032449.9U CN202222032449U CN218131679U CN 218131679 U CN218131679 U CN 218131679U CN 202222032449 U CN202222032449 U CN 202222032449U CN 218131679 U CN218131679 U CN 218131679U
- Authority
- CN
- China
- Prior art keywords
- trolley
- control mechanism
- feeding
- production system
- bin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Basic Packing Technique (AREA)
Abstract
本实用新型提供了一种小车配料的引流砂自动化生产系统,属于引流砂生产技术领域。包括控制机构,按材料流转方向还依次包括供料装置、搅拌装置、提升装置、筛分装置和包装装置;所述供料装置包括材料仓、碳素仓和供料小车;所述供料小车运行在所述材料仓下方的轨道上;所述供料小车的料仓上设置有所述控制机构电性连接的伸缩阀、卸料阀和称重传感器;所述伸缩阀用于与所述材料仓的卸料口对接;所述搅拌装置、所述提升装置和所述包装装置均与所述控制机构电性连接。本实用新型能够实现引流砂的自动供料和生产,既保证了产品质量的稳定,又减少了作业人员数量,降低了人力成本,同时也大幅降低了人为因素对产品质量的影响。
Description
技术领域
本实用新型属于引流砂生产技术领域,具体涉及一种小车配料的引流砂自动化生产系统。
背景技术
炼钢用引流砂是一种必需的耐火材料,加入钢包上水口内,在连铸钢包开浇过程中能够自动开浇,使生产过程连续且保证全程保护浇铸。引流砂生成时涉及到配料、配水配碳、搅拌、烘干。冷却、包装等工序步骤,现有的引流砂在生产时,虽然采用了部分自动化设备,但整体的自动化程度不高,仍需要大量人工参与,增加了人力成本且人为因素对产品的稳定性也有很大的影响。
如专利文献CN208467254U提出一种引流砂生产系统,包括依次相互连接的搅拌缸、球磨机、提升机、烘干装置、除尘装置,所述搅拌缸、球磨机及提升机的一小部分置于地面以下且用钢板封闭,所述搅拌缸、球磨机、烘干装置通过风管连接着除尘装置。该生成系统的搅拌缸、球磨机及提升机的部分设于地下,上料时将料在平地上直接铲送到搅拌缸内,因此,该生成系统在使用时仍需要人工配料和供料,自动化程度不高。
所以,就需要一种用于引流砂的自动化生成系统。
实用新型内容
本实用新型所要解决的技术问题是,针对现有技术的不足,提供一种小车配料的引流砂自动化生产系统。
为解决上述技术问题,本实用新型所采用的技术方案是:
一种小车配料的引流砂自动化生产系统,包括控制机构,按材料流转方向还依次包括供料装置、搅拌装置、提升装置、筛分装置和包装装置;
所述供料装置包括材料仓、碳素仓和供料小车,所述碳素仓与所述搅拌装置连接,所述材料仓和所述碳素仓均设置有与所述控制机构电性连接的称重传感器;
多组所述材料仓成排设置,所述供料小车运行在所述材料仓下方的轨道上;所述供料小车的料仓上设置有所述控制机构电性连接的伸缩阀、卸料阀和称重传感器;所述伸缩阀用于与所述材料仓的卸料口对接;
所述搅拌装置、所述提升装置和所述包装装置均与所述控制机构电性连接。
进一步的,所述供料小车设置有两组料仓。
进一步的,所述供料小车的料仓上设置有与所述控制机构电性连接的振动器。
进一步的,所述供料小车和所述碳素仓的卸料阀均受所述控制机构控制。
进一步的,所述控制机构包括控制器、数字量模块和模拟量模块。
进一步的,所述搅拌装置为密封的搅拌缸,上方设置有供所述供料小车卸料的投料口。
进一步的,所述包装装置还用于自动制袋,且包括真空包装机。
进一步的,所述控制机构型号为S7-200 PLC。
进一步的,所述控制器型号为CPU224。
进一步的,所述数字量模块型号为EM223,所述模拟量模块型号为EM231或EM235。
与现有技术相比,本实用新型有益效果如下:
本实用新型的材料仓内存储有制备好的砂质材料,生产系统按照配方配比自动下料,自动供料到搅拌装置内,自动定时定量的加碳;当材料完成搅拌混合后,经筛选后输送至包装装置完成自动包装。本实用新型能够实现引流砂的自动供料和生产,既保证了产品质量的稳定,又减少了作业人员数量,降低了人力成本,同时也大幅降低了人为因素对产品质量的影响。
本实用新型的材料仓内存储有经过烘干的砂质材料,水分质量百分含量<0.1%,因此,在附着碳素材料后,不需要再次烘干即可制成成品,因此,采用本实用新型可以预先制备砂质材料,在需要生产时,用极短时间即可完成成品的生产。
本实用新型采用供料小车配料,且供料小车内设置有两组料仓,当前批次材料在搅拌时,供料小车可自动装入下一批次生产所需材料并行驶至卸料处,当前批次材料搅拌完成并卸料后,砂质材料即可快速投入搅拌装置内进行搅拌,因此,本实用新型能够实现不同批次引流砂的连续生产,且不同批次之间间隔时间短,能够提高生产效率,减少时间和资源浪费。
附图说明
下面结合附图对本实用新型做进一步的详细说明。
图1:本实用新型的示意图;
图2:本实用新型控制机构的配置示意图;
图3:本实用新型控制机构的连接示意图之一;
图4:本实用新型控制机构的连接示意图之二;
图5:本实用新型控制机构的连接示意图之三;
其中:1-供料装置,11-材料仓,12-碳素仓,13-供料小车,2-搅拌装置,3-提升装置,4-筛分装置,5-包装装置,6-控制机构,7-控制终端。
具体实施方式
为了更好地理解本实用新型,下面结合实施例和附图进一步清楚阐述本实用新型的内容,但本实用新型的保护内容不仅仅局限于下面的实施例。在下文的描述中,给出了大量具体的细节以便提供对本实用新型更为彻底的理解。然而,对于本领域技术人员来说显而易见的是,本实用新型可以无需一个或多个这些细节而得以实施。
实施例1:
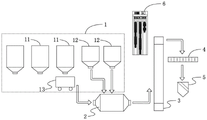
参阅图1,本实施例的目的是提供一种小车配料的引流砂自动化生产系统,包括用于定量供料的供料装置1、用于将材料混合以制备引流砂的搅拌装置2、用于将成品引流砂提升的提升装置3、用于筛分成品引流砂的筛分装置4、用于包装成品引流砂的包装装置5、以及用于控制引流砂自动化生产的控制机构6。图1中箭头所示方向为材料的流转方向。供料装置1、搅拌装置2、提升装置3、包装装置5均与控制机构6电性连接。
供料装置1包括材料仓11、碳素仓12和供料小车13。材料仓11设置有多组,用于存储引流砂生产所需的石英砂、钾长石等砂质材料,这些砂质材料已经过破碎、筛选(粒度符合要求)和烘干(水分质量百分含量<0.1%);碳素仓12内存储有鳞片石墨、炭黑等碳素材料的调节剂,材料仓11和碳素仓12内均设置有与控制机构6电性连接的称重传感器,能够获取仓内剩余材料的重量,材料仓11和碳素仓12的卸料阀(为电磁阀)均与控制机构6电性连接。
供料小车13用于将材料输送至搅拌装置2。材料仓11成排设置,沿材料仓11的正下方设置有轨道,供料小车13在所述轨道上往复运行。供料小车13与控制机构6电性连接,且料仓上设置有与控制机构6电性连接的伸缩阀、卸料阀和称重传感器,能够定量供料。使用供料小车13供料时,供料小车13在控制机构6控制下行驶到对应材料仓11的下方,此时所述伸缩阀与材料仓11的卸料口对接,随后控制机构6打开所述伸缩阀和材料仓11的卸料阀门向供料小车13内卸料,同时监控供料小车13内材料重量,直至达到指定的重量。
搅拌装置2设置在供料小车13运行轨道的下方,且搅拌装置2的上方设置有投料口。当供料小车13装料完毕后,自动行驶到该投料口处,随后打开所述卸料阀,材料从该投料口输入搅拌装置2内。
为确保供料小车13能够完全卸料,避免混入不同的材料,供料小车13的料仓内还设置有与控制机构6电性连接的振动器,当开启振动器后,材料能够在振动作用下完全卸出。同时,供料小车13内设置有两组料仓,供料小车13行驶一趟就能完成两种砂质材料的配料,能够提高配料和供料效率。
搅拌装置2为密封的搅拌缸,由电机驱动,该电机与控制机构6电性连接。搅拌装置2在对砂质材料进行搅拌时,定时的打开碳素仓12的卸料阀,定量的输入碳素材料,最终使碳素材料附着在砂质材料上以制成引流砂。
提升机构3为螺旋提升机,驱动电机与控制机构6电性连接。提升机构3的底端与搅拌装置2的出料口连接,当材料在搅拌装置2内完成混合后,通过提升机构3提升后输送至筛分装置4。筛分装置4位于提升机构3卸料口的下方,用于对成品引流砂进行筛分,包括筛网和振动电机。筛分装置4能够将产成品中颗粒大小不合格的引流砂筛分掉,保证成品质量。筛分掉的不合格品根据颗粒大小输送至不同的废料仓,便于再次回收利用。经筛分后的成品引流砂输送至包装装置5的暂存罐待进行包装。
经冷却后引流砂成品由质检员对水分进行检测,当检测合格后,即可由包装装置5进行包装。包装装置5还包括真空包装机,所述真空包装机与控制机构6电性连接,能够实现自动投料、称重、计量和计数。包装装置5采用卷膜制袋与真空热合包装联动方式运行,自动产出符合要求的包装袋并投放至包装机,包装机完成填料后,自动进行抽取真空和热合封口。
实施例2:
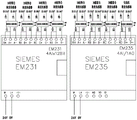
参阅图2-图5,本实施例所提供的小车配料的引流砂自动化生产系统与实施例1相比做了以下改进:控制机构6采用西门子S7-200 PLC。
图2所示为控制机构6的配置图,包括型号为CPU224的控制器、型号为EM223的数字量模块、型号为EM231的模拟量模块和型号为EM235的模拟量模块。控制机构6还与控制终端7连接,控制终端7上运行有控制系统。
图3所示为CPU224和供料小车13的连接示意图,CPU224所连接的KA1-KA12用于接收输入的数字量信号,KA13-KA22用于输出数字量信号。在具体实施时,KA1用于获取供料小车13保护限位开关的状态,KA2-KA3用于获取供料小车13电机的状态信号(运行和故障),KA13-KA18用于向供料小车13的伸缩阀、卸料阀和振动器输出控制信号,KA20-KA21用于向供料小车13的电机输出控制信号(正转或反转)。
图4所示为EM223的连接示意图,EM223所连接的KA23-KA29用于接收输入的数字量信号,KA30-KA37用于输出数字量信号。在具体实施时,KA23-KA28用于获取搅拌罐和提升机的状态信号(备妥、运行和故障),KA30-KA33用于向一些料仓的电磁阀输出控制信号,KA34-KA36用于向搅拌罐、提升机和包装机输出控制信号。
图5所示为EM231和EM235的连接示意图,其中RZG1900S为直流信号输入隔离器,用于接收传感器的模拟信号,以获取传感数据。其中EM231与材料仓11的称重传感器电性连接,EM235与材料仓11、碳素仓12和包装机的称重传感器电性连接,用于获取重量数据。
最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,本领域普通技术人员对本实用新型的技术方案所做的其他修改或者等同替换,只要不脱离本实用新型技术方案的精神和范围,均应涵盖在本实用新型的权利要求范围当中。
Claims (10)
1.一种小车配料的引流砂自动化生产系统,其特征在于:包括控制机构,按材料流转方向还依次包括供料装置、搅拌装置、提升装置、筛分装置和包装装置;
所述供料装置包括材料仓、碳素仓和供料小车,所述碳素仓与所述搅拌装置连接,所述材料仓和所述碳素仓均设置有与所述控制机构电性连接的称重传感器;
多组所述材料仓成排设置,所述供料小车运行在所述材料仓下方的轨道上;所述供料小车的料仓上设置有所述控制机构电性连接的伸缩阀、卸料阀和称重传感器;所述伸缩阀用于与所述材料仓的卸料口对接;
所述搅拌装置、所述提升装置和所述包装装置均与所述控制机构电性连接。
2.根据权利要求1所述的小车配料的引流砂自动化生产系统,其特征在于:所述供料小车设置有两组料仓。
3.根据权利要求1所述的小车配料的引流砂自动化生产系统,其特征在于:所述供料小车的料仓上设置有与所述控制机构电性连接的振动器。
4.根据权利要求1所述的小车配料的引流砂自动化生产系统,其特征在于:所述供料小车和所述碳素仓的卸料阀均受所述控制机构控制。
5.根据权利要求1所述的小车配料的引流砂自动化生产系统,其特征在于:所述控制机构包括控制器、数字量模块和模拟量模块。
6.根据权利要求1所述的小车配料的引流砂自动化生产系统,其特征在于:所述搅拌装置为密封的搅拌缸,上方设置有供所述供料小车卸料的投料口。
7.根据权利要求1所述的小车配料的引流砂自动化生产系统,其特征在于:所述包装装置还用于自动制袋,且包括真空包装机。
8.根据权利要求5所述的小车配料的引流砂自动化生产系统,其特征在于:所述控制机构型号为S7-200PLC。
9.根据权利要求5所述的小车配料的引流砂自动化生产系统,其特征在于:所述控制器型号为CPU224。
10.根据权利要求5所述的小车配料的引流砂自动化生产系统,其特征在于:所述数字量模块型号为EM223,所述模拟量模块型号为EM231或EM235。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222032449.9U CN218131679U (zh) | 2022-08-03 | 2022-08-03 | 一种小车配料的引流砂自动化生产系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222032449.9U CN218131679U (zh) | 2022-08-03 | 2022-08-03 | 一种小车配料的引流砂自动化生产系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218131679U true CN218131679U (zh) | 2022-12-27 |
Family
ID=84597047
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222032449.9U Active CN218131679U (zh) | 2022-08-03 | 2022-08-03 | 一种小车配料的引流砂自动化生产系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218131679U (zh) |
-
2022
- 2022-08-03 CN CN202222032449.9U patent/CN218131679U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210905994U (zh) | 一种粉剂生产用定量混合装置 | |
| CN201596474U (zh) | 一种固体粉料混配装置 | |
| CN100532047C (zh) | 一种建筑用干粉砂浆的生产工艺及自动化生产设备 | |
| CN211418549U (zh) | 一种耐火材料生产用配料系统 | |
| CN205905205U (zh) | 一种混凝土搅拌站原料自动配制系统 | |
| CN209125989U (zh) | 一种用于镁碳砖制品的生产线 | |
| CN210286026U (zh) | 一种耐火材料生产原料进料装置 | |
| CN212309509U (zh) | 一种刚玉尖晶石浇注料配料装置 | |
| CN111941657A (zh) | 一种高性能混凝土预拌料的生产装置及使用方法 | |
| CN218131679U (zh) | 一种小车配料的引流砂自动化生产系统 | |
| CN211389483U (zh) | 一种混凝土搅拌站自动配料系统 | |
| CN217809208U (zh) | 一种引流砂自动化生产系统 | |
| CN207713033U (zh) | 一种定量装车装置 | |
| CN212595534U (zh) | 含铜镍固体废料的烧结料的配料系统 | |
| CN206760737U (zh) | 一种饲料的原料配比混合生产系统 | |
| CN213221702U (zh) | 一种智能化石膏砂浆生产设备 | |
| CN111891765B (zh) | 一种烧结用混匀矿的加料控制系统 | |
| CN210616945U (zh) | 粉料自动投料机 | |
| CN208852997U (zh) | 一种锡精矿打砂下料装置 | |
| CN218475226U (zh) | 全自动配料系统 | |
| CN111893328A (zh) | 电解熔盐渣提取硫酸稀土连续化生产装置 | |
| CN214601024U (zh) | 一种土壤异位修复药剂添加装置 | |
| CN217970180U (zh) | 不定型产品全自动生产包装系统 | |
| CN213292844U (zh) | 一种配料混料包装机 | |
| CN213500076U (zh) | 新型无尘干混砂浆搅拌生产机组 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |