CN218016593U - 一种油缸下座焊接定位结构 - Google Patents
一种油缸下座焊接定位结构 Download PDFInfo
- Publication number
- CN218016593U CN218016593U CN202221867723.8U CN202221867723U CN218016593U CN 218016593 U CN218016593 U CN 218016593U CN 202221867723 U CN202221867723 U CN 202221867723U CN 218016593 U CN218016593 U CN 218016593U
- Authority
- CN
- China
- Prior art keywords
- welding
- adjusting
- positioning
- oil cylinder
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本实用新型提供一种油缸下座焊接定位结构,属于焊接夹具技术领域,以解决现有的油缸支座焊接装置不能适用于不同大小的油缸支座,导致不同油缸支座焊接时,需要频繁更换钢架,操作较为繁琐,效率较低的问题;包括焊接台、支撑腿、定位焊接架、油缸支座焊接件和调节焊接架;所述支撑腿共设置有两组,支撑腿分别焊接连接在焊接台的下方左右两端,并且支撑腿下方设置有开口结构;所述定位焊接架焊接连接在焊接台的上方;所述油缸支座焊接件设置在焊接台的中间位置;所述调节焊接架螺纹连接在焊接台的前端,实现了对油缸支座焊接件的定位,保证了焊接的质量,使整个装置可以适应不同大小的油缸支座焊接件,增加了整个装置的适用范围。
Description
技术领域
本实用新型属于焊接夹具技术领域,更具体地说,特别涉及一种油缸下座焊接定位结构。
背景技术
油缸主要用于自卸车前置直顶举升机构,在油缸与自卸车连接时,一般是先将油缸下支座与自卸车连接,然后再将油缸下支座与油缸连接,实现油缸的安装,油缸支座一般需要进行焊接组合。
基于上述,现有的油缸支座焊接装置,一般是使用两组固定钢架对油缸支座进行夹持焊接,由于油缸支座型号不同,钢架不能适用于不同大小的油缸支座,导致不同油缸支座焊接时,需要频繁更换钢架,操作较为繁琐,效率较低。
于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种油缸下座焊接定位结构,以期达到更加实用的目的。
实用新型内容
为了解决上述技术问题,本实用新型提供一种油缸下座焊接定位结构,以解决现有的油缸支座焊接装置,一般是使用两组固定钢架对油缸支座进行夹持焊接,由于油缸支座型号不同,钢架不能适用于不同大小的油缸支座,导致不同油缸支座焊接时,需要频繁更换钢架,操作较为繁琐,效率较低的问题。
本实用新型一种油缸下座焊接定位结构的目的与功效,由以下具体技术手段所达成:
一种油缸下座焊接定位结构,包括焊接台、支撑腿、定位焊接架、油缸支座焊接件和调节焊接架;
所述支撑腿共设置有两组,支撑腿分别焊接连接在焊接台的下方左右两端,并且支撑腿下方设置有开口结构;
所述定位焊接架为C字形结构,定位焊接架焊接连接在焊接台的上方;
所述油缸支座焊接件设置在焊接台的中间位置;
所述调节焊接架螺纹连接在焊接台的前端。
进一步的,所述焊接台包括有:焊接支撑板;
所述焊接支撑板共设置有两组,其中一组焊接连接在焊接台的前端右侧下方阴角处,另一组焊接连接在调节焊接架的后端右侧下方阴角处。
进一步的,所述支撑腿包括有:调节螺纹杆、调节块和支撑底座;
所述调节螺纹杆共设置有两组,调节螺纹杆分别滑动连接在支撑腿的开口内部下方;
所述调节块共设置有两组,调节块的上端分别转动连接在支撑腿的下方,并且调节块分别与调节螺纹杆螺纹连接;
所述支撑底座共设置有两组,支撑底座分别固定连接在调节螺纹杆的下方。
进一步的,所述定位焊接架包括有:焊接限位槽、定位调节螺杆、焊接定位块和定位螺栓;
所述焊接限位槽为十字形开槽结构,焊接限位槽开设在定位焊接架的中间位置;
所述焊接定位块共设置有两组,焊接定位块分别滑动连接在焊接限位槽的内部,并且焊接定位块下端分别设置有螺纹孔结构,焊接定位块的下端设置有开口结构;
所述定位调节螺杆共设置有两组,定位调节螺杆的一端分别与焊接定位块转动连接,并且定位调节螺杆分别螺纹连接在定位焊接架的左右两端;
所述定位螺栓共设置有两组,定位螺栓分别螺纹连接在定位调节螺杆的螺纹孔内部。
进一步的,所述定位焊接架还包括有:定位显示尺;
所述定位显示尺固定连接在定位焊接架的上方,并且定位显示尺表面设置有刻度组件。
进一步的,所述调节焊接架包括有:调节连接螺栓、调节连接件、调节夹持块和锁紧螺栓;
所述调节连接螺栓共设置有两组,调节连接螺栓的后端分别与焊接台滑动连接,调节连接螺栓的前端分别固定连接在调节焊接架的后方左右两侧;
所述调节连接件共设置有两组,调节连接件的后端分别与焊接台转动连接,并且调节连接件分别螺纹连接在调节连接螺栓的外周;
所述调节夹持块共设置有两组,调节夹持块分别为Z字形结构,一组调节夹持块滑动连接在焊接台的上方,另一组调节夹持块滑动连接在调节焊接架的上方,并且调节夹持块分别设置有螺纹孔结构;
所述锁紧螺栓共设置有两组,锁紧螺栓分别螺纹连接在调节夹持块的螺纹孔内部。
与现有技术相比,本实用新型具有如下有益效果:
本实用新型在焊接油缸支座焊接件之前,转动调节块,调节块转动带动调节螺纹杆上下移动,实现对焊接台高度的调节,方便了操作者使用,增加了整个装置的适用范围。
本实用新型当需要对油缸支座焊接件进行焊接时,将油缸支座焊接件的中部零件分别放置到焊接定位块的开口结构内部,然后转动定位螺栓,实现对油缸支座焊接件的锁紧,然后转动定位调节螺杆,定位调节螺杆转动带动焊接定位块分别左右移动,实现对油缸支座焊接件位置的调节,进一步实现了对油缸支座焊接件的定位,保证了焊接的质量,同时可以通过观察定位显示尺来实现对油缸支座焊接件位置的观测,保证了油缸支座焊接件焊接位置的准确性。
本实用新型当需要对油缸支座焊接件进行焊接时,将油缸支座焊接件的一端放置到焊接支撑板的上方,然后分别滑动调节夹持块,直到调节夹持块将油缸支座焊接件夹持后,此时拧紧锁紧螺栓,实现对调节夹持块的固定,最后,转动调节连接件,调节连接件转动带动调节焊接架向后移动,调节焊接架向后移动实现对油缸支座焊接件的夹紧,方便了焊接操作,保证了焊接位置的准确,同时,调节焊接架可以进行调节,保证了整个装置可以适应不同大小的油缸支座焊接件,增加了整个装置的适用范围。
本实用新型实现了对油缸支座焊接件的定位,保证了油缸支座焊接件焊接位置的准确性,保证了焊接的质量,保证了整个装置可以适应不同大小的油缸支座焊接件,增加了整个装置的适用范围。
附图说明
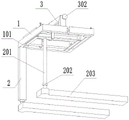
图1是本实用新型的整体结构示意图。
图2是本实用新型的定位显示尺结构示意图。
图3是本实用新型的支撑腿结构示意图。
图4是本实用新型的定位焊接架结构示意图。
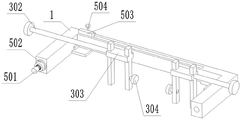
图5是本实用新型的调节焊接架结构示意图。
图6是本实用新型的焊接定位块结构示意图。
图中,部件名称与附图编号的对应关系为:
1、焊接台;101、焊接支撑板;2、支撑腿;201、调节螺纹杆;202、调节块;203、支撑底座;3、定位焊接架;301、焊接限位槽;302、定位调节螺杆;303、焊接定位块;304、定位螺栓;305、定位显示尺;4、油缸支座焊接件;5、调节焊接架;501、调节连接螺栓;502、调节连接件;503、调节夹持块;504、锁紧螺栓。
具体实施方式
下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
实施例:
如附图1至附图6所示:
本实用新型提供一种油缸下座焊接定位结构,包括焊接台1、支撑腿2、定位焊接架3、油缸支座焊接件4和调节焊接架5;
支撑腿2共设置有两组,支撑腿2分别焊接连接在焊接台1的下方左右两端,并且支撑腿2下方设置有开口结构;
定位焊接架3为C字形结构,定位焊接架3焊接连接在焊接台1的上方;
油缸支座焊接件4设置在焊接台1的中间位置;
调节焊接架5螺纹连接在焊接台1的前端。
其中,焊接台1包括有:焊接支撑板101;
焊接支撑板101共设置有两组,其中一组焊接连接在焊接台1的前端右侧下方阴角处,另一组焊接连接在调节焊接架5的后端右侧下方阴角处,在使用中,将油缸支座焊接件4的一端放置到焊接支撑板101的上方,实现对油缸支座焊接件4的支撑作用。
其中,支撑腿2包括有:调节螺纹杆201、调节块202和支撑底座203;
调节螺纹杆201共设置有两组,调节螺纹杆201分别滑动连接在支撑腿2的开口内部下方;
调节块202共设置有两组,调节块202的上端分别转动连接在支撑腿2的下方,并且调节块202分别与调节螺纹杆201螺纹连接;
支撑底座203共设置有两组,支撑底座203分别固定连接在调节螺纹杆201的下方,在使用中,在焊接油缸支座焊接件4之前,转动调节块202,调节块202转动带动调节螺纹杆201上下移动,实现对焊接台1高度的调节,方便了操作者使用,增加了整个装置的适用范围。
其中,定位焊接架3包括有:焊接限位槽301、定位调节螺杆302、焊接定位块303和定位螺栓304;
焊接限位槽301为十字形开槽结构,焊接限位槽301开设在定位焊接架3的中间位置;
焊接定位块303共设置有两组,焊接定位块303分别滑动连接在焊接限位槽301的内部,并且焊接定位块303下端分别设置有螺纹孔结构,焊接定位块303的下端设置有开口结构;
定位调节螺杆302共设置有两组,定位调节螺杆302的一端分别与焊接定位块303转动连接,并且定位调节螺杆302分别螺纹连接在定位焊接架3的左右两端;
定位螺栓304共设置有两组,定位螺栓304分别螺纹连接在定位调节螺杆302的螺纹孔内部,在使用中,当需要对油缸支座焊接件4进行焊接时,此时将油缸支座焊接件4的中部零件分别放置到焊接定位块303的开口结构内部,然后转动定位螺栓304,实现对油缸支座焊接件4的锁紧,然后转动定位调节螺杆302,定位调节螺杆302转动带动焊接定位块303分别左右移动,实现对油缸支座焊接件4位置的调节,进一步实现了对油缸支座焊接件4的定位,保证了焊接的质量。
其中,定位焊接架3还包括有:定位显示尺305;
定位显示尺305固定连接在定位焊接架3的上方,并且定位显示尺305表面设置有刻度组件,在使用中,当对油缸支座焊接件4位置进行调节时,可以通过观察定位显示尺305来实现对油缸支座焊接件4位置的观测,保证了油缸支座焊接件4焊接位置的准确性。
其中,调节焊接架5包括有:调节连接螺栓501、调节连接件502、调节夹持块503和锁紧螺栓504;
调节连接螺栓501共设置有两组,调节连接螺栓501的后端分别与焊接台1滑动连接,调节连接螺栓501的前端分别固定连接在调节焊接架5的后方左右两侧;
调节连接件502共设置有两组,调节连接件502的后端分别与焊接台1转动连接,并且调节连接件502分别螺纹连接在调节连接螺栓501的外周;
调节夹持块503共设置有两组,调节夹持块503分别为Z字形结构,一组调节夹持块503滑动连接在焊接台1的上方,另一组调节夹持块503滑动连接在调节焊接架5的上方,并且调节夹持块503分别设置有螺纹孔结构;
锁紧螺栓504共设置有两组,锁紧螺栓504分别螺纹连接在调节夹持块503的螺纹孔内部,在使用中,当需要对油缸支座焊接件4进行焊接时,将油缸支座焊接件4的一端放置到焊接支撑板101的上方,然后分别滑动调节夹持块503,直到调节夹持块503将油缸支座焊接件4夹持后,此时拧紧锁紧螺栓504,实现对调节夹持块503的固定,最后,转动调节连接件502,调节连接件502转动带动调节焊接架5向后移动,调节焊接架5向后移动实现对油缸支座焊接件4的夹紧,方便了焊接操作,保证了焊接位置的准确,同时,调节焊接架5可以进行调节,保证了整个装置可以适应不同大小的油缸支座焊接件4,增加了整个装置的适用范围。
本实施例的具体使用方式与作用:
首先,在焊接油缸支座焊接件4之前,转动调节块202,调节块202转动带动调节螺纹杆201上下移动,实现对焊接台1高度的调节,方便了操作者使用,增加了整个装置的适用范围。
然后,当需要对油缸支座焊接件4进行焊接时,此时将油缸支座焊接件4的中部零件分别放置到焊接定位块303的开口结构内部,然后转动定位螺栓304,实现对油缸支座焊接件4的锁紧,然后转动定位调节螺杆302,定位调节螺杆302转动带动焊接定位块303分别左右移动,实现对油缸支座焊接件4位置的调节,进一步实现了对油缸支座焊接件4的定位,保证了焊接的质量,同时可以通过观察定位显示尺305来实现对油缸支座焊接件4位置的观测,保证了油缸支座焊接件4焊接位置的准确性。
最后,当需要对油缸支座焊接件4进行焊接时,此时,将油缸支座焊接件4的一端放置到焊接支撑板101的上方,然后分别滑动调节夹持块503,直到调节夹持块503将油缸支座焊接件4夹持后,此时拧紧锁紧螺栓504,实现对调节夹持块503的固定,最后,转动调节连接件502,调节连接件502转动带动调节焊接架5向后移动,调节焊接架5向后移动实现对油缸支座焊接件4的夹紧,方便了焊接操作,保证了焊接位置的准确,同时,调节焊接架5可以进行调节,保证了整个装置可以适应不同大小的油缸支座焊接件4,增加了整个装置的适用范围。
本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
Claims (6)
1.一种油缸下座焊接定位结构,其特征在于:包括焊接台(1)、支撑腿(2)、定位焊接架(3)、油缸支座焊接件(4)和调节焊接架(5);所述支撑腿(2)共设置有两组,支撑腿(2)分别焊接连接在焊接台(1)的下方左右两端,并且支撑腿(2)下方设置有开口结构;所述定位焊接架(3)为C字形结构,定位焊接架(3)焊接连接在焊接台(1)的上方;所述油缸支座焊接件(4)设置在焊接台(1)的中间位置;所述调节焊接架(5)螺纹连接在焊接台(1)的前端。
2.如权利要求1所述一种油缸下座焊接定位结构,其特征在于:所述焊接台(1)包括有:焊接支撑板(101);所述焊接支撑板(101)共设置有两组,其中一组焊接连接在焊接台(1)的前端右侧下方阴角处,另一组焊接连接在调节焊接架(5)的后端右侧下方阴角处。
3.如权利要求1所述一种油缸下座焊接定位结构,其特征在于:所述支撑腿(2)包括有:调节螺纹杆(201)、调节块(202)和支撑底座(203);所述调节螺纹杆(201)共设置有两组,调节螺纹杆(201)分别滑动连接在支撑腿(2)的开口内部下方;所述调节块(202)共设置有两组,调节块(202)的上端分别转动连接在支撑腿(2)的下方,并且调节块(202)分别与调节螺纹杆(201)螺纹连接;所述支撑底座(203)共设置有两组,支撑底座(203)分别固定连接在调节螺纹杆(201)的下方。
4.如权利要求1所述一种油缸下座焊接定位结构,其特征在于:所述定位焊接架(3)包括有:焊接限位槽(301)、定位调节螺杆(302)、焊接定位块(303)和定位螺栓(304);所述焊接限位槽(301)为十字形开槽结构,焊接限位槽(301)开设在定位焊接架(3)的中间位置;所述焊接定位块(303)共设置有两组,焊接定位块(303)分别滑动连接在焊接限位槽(301)的内部,并且焊接定位块(303)下端分别设置有螺纹孔结构,焊接定位块(303)的下端设置有开口结构;所述定位调节螺杆(302)共设置有两组,定位调节螺杆(302)的一端分别与焊接定位块(303)转动连接,并且定位调节螺杆(302)分别螺纹连接在定位焊接架(3)的左右两端;所述定位螺栓(304)共设置有两组,定位螺栓(304)分别螺纹连接在定位调节螺杆(302)的螺纹孔内部。
5.如权利要求1所述一种油缸下座焊接定位结构,其特征在于:所述定位焊接架(3)还包括有:定位显示尺(305);所述定位显示尺(305)固定连接在定位焊接架(3)的上方,并且定位显示尺(305)表面设置有刻度组件。
6.如权利要求1所述一种油缸下座焊接定位结构,其特征在于:所述调节焊接架(5)包括有:调节连接螺栓(501)、调节连接件(502)、调节夹持块(503)和锁紧螺栓(504);所述调节连接螺栓(501)共设置有两组,调节连接螺栓(501)的后端分别与焊接台(1)滑动连接,调节连接螺栓(501)的前端分别固定连接在调节焊接架(5)的后方左右两侧;所述调节连接件(502)共设置有两组,调节连接件(502)的后端分别与焊接台(1)转动连接,并且调节连接件(502)分别螺纹连接在调节连接螺栓(501)的外周;所述调节夹持块(503)共设置有两组,调节夹持块(503)分别为Z字形结构,一组调节夹持块(503)滑动连接在焊接台(1)的上方,另一组调节夹持块(503)滑动连接在调节焊接架(5)的上方,并且调节夹持块(503)分别设置有螺纹孔结构;所述锁紧螺栓(504)共设置有两组,锁紧螺栓(504)分别螺纹连接在调节夹持块(503)的螺纹孔内部。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221867723.8U CN218016593U (zh) | 2022-07-20 | 2022-07-20 | 一种油缸下座焊接定位结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221867723.8U CN218016593U (zh) | 2022-07-20 | 2022-07-20 | 一种油缸下座焊接定位结构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218016593U true CN218016593U (zh) | 2022-12-13 |
Family
ID=84384616
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221867723.8U Active CN218016593U (zh) | 2022-07-20 | 2022-07-20 | 一种油缸下座焊接定位结构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218016593U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117464294A (zh) * | 2023-12-26 | 2024-01-30 | 山西八建集团有限公司 | 一种用于重型钢结构焊接的辅助定位装置 |
-
2022
- 2022-07-20 CN CN202221867723.8U patent/CN218016593U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117464294A (zh) * | 2023-12-26 | 2024-01-30 | 山西八建集团有限公司 | 一种用于重型钢结构焊接的辅助定位装置 |
| CN117464294B (zh) * | 2023-12-26 | 2024-03-08 | 山西八建集团有限公司 | 一种用于重型钢结构焊接的辅助定位装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN218016593U (zh) | 一种油缸下座焊接定位结构 | |
| CN206105206U (zh) | 一种散热器用焊接装置 | |
| CN212095065U (zh) | 一种焊接组对工装 | |
| CN107378343B (zh) | 一种适用于叉车的可翻转式焊装夹具 | |
| CN219254892U (zh) | 一种旋转式夹具 | |
| CN212094970U (zh) | 一种管件加工用焊接设备 | |
| CN210232025U (zh) | 柔性夹具 | |
| CN220240550U (zh) | 支架拼装焊接夹具 | |
| CN220127908U (zh) | 一种凳子骨架焊接装置 | |
| CN111168222A (zh) | 一种真空扩散焊用治具 | |
| CN218363045U (zh) | 一种翻转支架底座总成装配工装 | |
| CN215999255U (zh) | 一种大型工件焊接工装 | |
| CN220698652U (zh) | 一种位移可调节定位平台 | |
| CN219255317U (zh) | 一种偏心轴套夹具 | |
| CN218799177U (zh) | 一种数控车床加工用夹具 | |
| CN218016839U (zh) | 一种越野车管梁焊接工装 | |
| CN219787225U (zh) | 一种钣金焊接治具 | |
| CN219725061U (zh) | 一种侧梁专用焊接工装夹具 | |
| CN216802257U (zh) | 一种长度宽度可调整弧焊夹紧机构 | |
| CN218695491U (zh) | 一种轴承动态寿命试验机加载盖焊接定位工装 | |
| CN215280572U (zh) | 一种可调焊枪支架机构 | |
| CN219881693U (zh) | 一种钢结构焊装夹具 | |
| CN219852851U (zh) | 反变形焊接装夹装置 | |
| CN220297045U (zh) | 发动机缸盖定位夹具 | |
| CN219562817U (zh) | 一种调节式工件加工的定位夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |