CN217437087U - 一种产品下料摆盘机 - Google Patents
一种产品下料摆盘机 Download PDFInfo
- Publication number
- CN217437087U CN217437087U CN202122698031.7U CN202122698031U CN217437087U CN 217437087 U CN217437087 U CN 217437087U CN 202122698031 U CN202122698031 U CN 202122698031U CN 217437087 U CN217437087 U CN 217437087U
- Authority
- CN
- China
- Prior art keywords
- module
- cylinder
- tray
- lifting
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Specific Conveyance Elements (AREA)
Abstract
本实用新型旨在提供一种工作效率高,在摆盘过程中能够对料盘进行定位的产品下料摆盘机。本实用新型包括机械手、输送模组、分盘模组、定位模组以及收盘模组,所述分盘模组、所述定位模组以及所述收盘模组均设置在所述输送模组上,所述定位模组位于所述分盘模组和所述收盘模组之间,所述分盘模组将空托盘放置在所述输送模组上,所述输送模组将空托盘运送到所述定位模组上,所述机械手将物料放置在空托盘上,所述输送模组将满料托盘运送到所述收盘模组上。本实用新型应用于产品下料技术领域。
Description
技术领域
本实用新型应用于产品下料技术领域,特别涉及一种产品下料摆盘机。
背景技术
目前,在电子产品完成性能测试后,工作人员先把空托盘放置在下料工位上,然后再通过机械手吸盘模组对测试工位的电子产品进行搬运,将电子产品摆放在托盘中,最后工作人员再把满料托盘取走,将另一空托盘放置在下料工位上,继续进行摆料操作。但是,由于需要工人频繁地取放托盘,工作比较繁琐,导致产品的生产效率低。
现有一公开号为CN111674922A的中国专利文献提出了一种替代人工摆盘的自动摆盘设备,其通过上空盘机构顶起空盘,取料机构将空盘吸住并放入轨道传动机构上传送到料盘接料位,由龙门上料机构抓取上料流水线上的产品放入空盘内进行摆盘,摆盘完成后由轨道传动机构将料盘传送至下料盘机构进行下料。但是,当空盘传动到料盘接料位进行产品摆盘时,由于缺少定位机构对空盘的位置进行固定,因此在产品摆盘的过程中料盘容易出现晃动或者偏位的问题,导致产品无法精准地摆放在料盘上,可靠性比较低。如能设计出一种工作效率高,在摆盘过程中能够对料盘进行定位的产品下料摆盘机,则能够很好地解决上述问题。
实用新型内容
本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种工作效率高,在摆盘过程中能够对料盘进行定位的产品下料摆盘机。
本实用新型所采用的技术方案是:本实用新型包括机械手、输送模组、分盘模组、定位模组以及收盘模组,所述分盘模组、所述定位模组以及所述收盘模组均设置在所述输送模组上,所述定位模组位于所述分盘模组和所述收盘模组之间,所述分盘模组将空托盘放置在所述输送模组上,所述输送模组将空托盘运送到所述定位模组上,所述机械手将物料放置在空托盘上,所述输送模组将满料托盘运送到所述收盘模组上。
由上述方案可见,先将多个空托盘堆垛在所述分盘模组上,所述分盘模组将其中一个空托盘放置在所述输送模组上,所述输送模组将空托盘运送到定位工位上,所述定位模组对空托盘进行固定,然后所述机械手将完成测试的电子产品逐个摆放在空托盘上,避免料盘出现晃动或者偏位的问题,确保电子产品精准地放置在托盘的载物槽中,最后所述输送模组将满料托盘运送到收盘工位上,所述收盘模组将满料托盘堆垛起来,当达到一定数量后再一次性集中搬走,从而避免了频繁取放料盘,大大地提高了工作效率。
进一步地,所述机械手包括支撑架、XYZ轴直线模组、旋转模组以及吸盘模组,所述XYZ轴直线模组设置在所述支撑架上,所述旋转模组设置在所述XYZ轴直线模组的活动端,所述吸盘模组包括安装座和若干个吸盘组件,所述安装座设置在所述旋转模组的活动端,若干个所述吸盘组件均设置在所述安装座上,所述吸盘组件包括下推气缸和若干个吸嘴,所述下推气缸设置在所述安装座上,若干个所述吸嘴均设置在所述下推气缸的输出端。
由上述方案可见,通过所述XYZ轴直线模组的驱动,所述吸盘模组可以进行X轴方向、Y轴方向以及Z轴方向的移动,使所述吸嘴位于电子产品的上方,通过所述旋转模组的驱动,可以调节若干个所述吸盘组件的角度,使若干个所述吸盘组件的吸附端分别与若干个电子产品精准对位,通过所述下推气缸的驱动,使若干个所述吸嘴向下移动,所述吸嘴的吸附端与电子产品相接触后,再接通气源,使若干个所述吸嘴吸紧电子产品,后续再次通过所述XYZ轴直线模组的驱动,所述吸盘模组将若干个电子产品放置到空托盘上,实现了电子产品的自动取放料,自动化程度高,大大地提高了生产效率。
进一步地,所述输送模组包括底板和输送线,所述输送线包括动力装置、两个线体支撑座以及两个带传动机构,所述动力装置和两个所述线体支撑座均设置在所述底板上,两个所述带传动机构分别设置在两个所述线体支撑座的内侧,两个所述带传动机构的主动轮均与所述动力装置的输出轴相连。由此可见,托盘的两侧分别放置在两个所述带传动机构的皮带上,通过所述动力装置的驱动,两个所述带传动机构可以将托盘输送到相应的工位上。
进一步地,所述分盘模组包括第一升降组件和两个承托组件,所述第一升降组件包括第一升降板和第一升降气缸,所述第一升降气缸设置在所述底板上,所述第一升降板设置在所述第一升降气缸的输出端,所述第一升降板上设有第一通孔,所述第一升降板的下端面设置有第一光电开关,所述第一光电开关的发射端与所述第一通孔相对设置,两个所述承托组件分别设置在两个所述线体支撑座上,所述承托组件包括固定座、侧推气缸以及承托板,所述固定座设置在所述线体支撑座上,所述侧推气缸设置在所述固定座上,所述承托板设置在所述侧推气缸的输出端。
由上述方案可见,将多个空托盘堆垛在两个所述承托板上,通过所述第一升降气缸的驱动,所述第一升降板向上移动,直至与位于最底层的空托盘相接触,通过两个所述侧推气缸的驱动,两个所述承托板缩回,此时所述第一升降板承托住堆垛的空托盘,通过所述第一升降气缸的驱动,所述第一升降板带动堆垛的空托盘以一个与托盘高度相等的距离向下移动,随后通过两个所述侧推气缸的驱动,两个所述承托板伸出,插入最下层两个空托盘的裙边之间,通过所述第一升降气缸的驱动,所述第一升降板再带动最底层空托盘向下移动,直至最底层空托盘放置在两个所述带传动机构的皮带上,通过所述动力装置的驱动,两个所述带传动机构将空托盘输送到定位工位上。因此,所述分盘模组实现了空托盘的自动摆放,避免工人频繁放盘,更加方便,当空托盘都被运送完后,所述第一光电开关感应不到空托盘,便会发出信号,提示工人将另一堆垛的空托盘放置在所述第一升降板上。
进一步地,所述定位模组包括挡盘组件和两个压盘组件,所述挡盘组件包括挡盘气缸、挡板、固定板以及第二光电开关,所述固定板设置在所述线体支撑座上,所述第二光电开关设置在所述固定板上,所述挡盘气缸设置在所述底板上,所述挡板设置在所述挡盘气缸的输出端,两个所述压盘组件分别设置在两个所述线体支撑座上,所述压盘组件包括下压气缸和压板,所述下压气缸设置在所述线体支撑座上,所述压板设置在所述下压气缸的输出端。
由上述方案可见,当空托盘输送到相应的位置后,空托盘会遮挡住所述第二光电开关发出的红外线,所述第二光电开关传输感应信号到外部的控制系统中,由控制系统控制所述挡盘气缸开始驱动,所述挡板向上移动后挡停被输送的空托盘,然后控制系统再控制所述动力装置停止驱动,通过两个所述下压气缸的同时驱动,两个所述压板同时下压在空托盘上,从而对空托盘进行定位,避免在摆盘过程中料盘出现晃动或者偏位的问题。当完成电子产品的摆盘后,通过所述挡盘气缸和两个所述下压气缸的同时驱动,所述挡板下移复位,两个所述压板上移复位,再通过所述动力装置的驱动,所述输送线将满料托盘运送到收盘工位上。
进一步地,所述收盘模组包括第二升降组件,所述第二升降组件包括第二升降气缸和第二升降板,所述第二升降气缸设置在所述底板上,所述第二升降板设置在所述第二升降气缸的输出端,两个所述线体支撑座上均设置有若干个合页,所述合页包括相铰接的第一叶片和第二叶片,所述第一叶片固定在所述线体支撑座的上端面,所述第二叶片的一部分露出于所述带传动机构的上方。
由上述方案可见,当满料托盘被运送到收盘工位后,满料托盘的侧部位于所述第二叶片的下方,通过所述第二升降气缸的驱动,所述第二升降板向上移动顶升满料托盘,直至满料托盘位于所述第二叶片的上方,然后再次通过所述第二升降气缸的驱动,所述第二升降板向下移动复位,此时两个所述线体支撑座上的第二叶片会承托住满料托盘,以此方式不断地将运送过来的满料托盘堆垛起来,最后再一次性集中搬走,避免工人频繁取盘,更加方便。
进一步地,所述一种产品下料摆盘机还包括第一回收模组和第二回收模组,所述第一回收模组位于所述分盘模组和所述定位模组之间,所述第二回收模组位于所述定位模组和所述收盘模组之间,所述第一回收模组和所述第二回收模组均包括底座和不良品回收盘,所述底座设置在所述底板上,所述不良品回收盘设置在所述底座上。由此可见,在电子产品的摆盘过程中,所述机械手将NG品放置在所述不良品回收盘上,实现集中回收。
附图说明
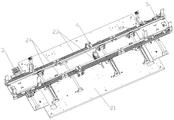
图1是本实用新型的立体图;
图2是所述机械手的立体图;
图3是所述吸盘模组的立体图;
图4是所述输送模组的第一立体图;
图5是所述输送模组的第二立体图;
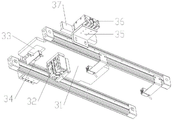
图6是所述分盘模组的第一立体图;
图7是所述分盘模组的第二立体图;
图8是所述定位模组的立体图;
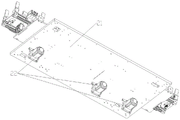
图9是所述收盘模组的第一立体图;
图10是所述收盘模组的第二立体图;
图11是所述第一回收模组的立体图。
具体实施方式
如图1至图10所示,在本实施例中,本实用新型包括机械手1、输送模组2、分盘模组3、定位模组4以及收盘模组5,所述分盘模组3、所述定位模组4以及所述收盘模组5均设置在所述输送模组2上,所述定位模组4位于所述分盘模组3和所述收盘模组5之间,所述分盘模组3将空托盘放置在所述输送模组2上,所述输送模组2将空托盘运送到所述定位模组4上,所述机械手1将物料放置在空托盘上,所述输送模组2将满料托盘运送到所述收盘模组5上。
在本实施例中,所述机械手1包括支撑架11、XYZ轴直线模组12、旋转模组13以及吸盘模组14,所述XYZ轴直线模组12设置在所述支撑架11上,所述旋转模组13设置在所述XYZ轴直线模组12的活动端,所述吸盘模组14包括安装座141和若干个吸盘组件,所述安装座141设置在所述旋转模组13的活动端,若干个所述吸盘组件均设置在所述安装座141上,所述吸盘组件包括下推气缸142和若干个吸嘴143,所述下推气缸142设置在所述安装座141上,若干个所述吸嘴143均设置在所述下推气缸142的输出端。
在本实施例中,所述输送模组2包括底板21和输送线,所述输送线包括动力装置22、两个线体支撑座23以及两个带传动机构24,所述动力装置22和两个所述线体支撑座23均设置在所述底板21上,两个所述带传动机构24分别设置在两个所述线体支撑座23的内侧,两个所述带传动机构24的主动轮均与所述动力装置22的输出轴相连,所述动力装置22为伺服电机。
在本实施例中,所述分盘模组3包括第一升降组件和两个承托组件,所述第一升降组件包括第一升降板31和第一升降气缸32,所述第一升降气缸32设置在所述底板21上,所述第一升降板31设置在所述第一升降气缸32的输出端,所述第一升降板31上设有第一通孔33,所述第一升降板31的下端面设置有第一光电开关34,所述第一光电开关34的发射端与所述第一通孔33相对设置,两个所述承托组件分别设置在两个所述线体支撑座23上,所述承托组件包括固定座35、侧推气缸36以及承托板37,所述固定座35设置在所述线体支撑座23上,所述侧推气缸36设置在所述固定座35上,所述承托板37设置在所述侧推气缸36的输出端。
在本实施例中,所述定位模组4包括挡盘组件和两个压盘组件,所述挡盘组件包括挡盘气缸41、挡板42、固定板43以及第二光电开关44,所述固定板43设置在所述线体支撑座23上,所述第二光电开关44设置在所述固定板43上,所述挡盘气缸41设置在所述底板21上,所述挡板42设置在所述挡盘气缸41的输出端,两个所述压盘组件分别设置在两个所述线体支撑座23上,所述压盘组件包括下压气缸45和压板46,所述下压气缸45设置在所述线体支撑座23上,所述压板46设置在所述下压气缸45的输出端。
在本实施例中,所述收盘模组5包括第二升降组件,所述第二升降组件包括第二升降气缸51和第二升降板52,所述第二升降气缸51设置在所述底板21上,所述第二升降板52设置在所述第二升降气缸51的输出端,两个所述线体支撑座23上均设置有若干个合页,所述合页包括相铰接的第一叶片53和第二叶片54,所述第一叶片53固定在所述线体支撑座23的上端面,所述第二叶片54的一部分露出于所述带传动机构24的上方。
在本实施例中,所述一种产品下料摆盘机还包括第一回收模组6和第二回收模组7,所述第一回收模组6位于所述分盘模组3和所述定位模组4之间,所述第二回收模组7位于所述定位模组4和所述收盘模组5之间,所述第一回收模组6和所述第二回收模组7均包括底座61和不良品回收盘62,所述底座61设置在所述底板21上,所述不良品回收盘62设置在所述底座61上。
在本实施例中,本实用新型的工作原理如下:
首先,将多个空托盘堆垛在两个所述承托板37上,通过所述第一升降气缸32的驱动,所述第一升降板31向上移动,直至与位于最底层的空托盘相接触,通过两个所述侧推气缸36的驱动,两个所述承托板37缩回,此时所述第一升降板31承托住堆垛的空托盘,通过所述第一升降气缸32的驱动,所述第一升降板31带动堆垛的空托盘以一个与托盘高度相等的距离向下移动,随后通过两个所述侧推气缸36的驱动,两个所述承托板37伸出,插入最下层两个空托盘的裙边之间,通过所述第一升降气缸32的驱动,所述第一升降板31再带动最底层空托盘向下移动,直至最底层空托盘放置在两个所述带传动机构24的皮带上,通过所述动力装置22的驱动,两个所述带传动机构24将空托盘输送到相应的工位上。
其次,两个所述带传动机构24将空托盘输送到相应的位置后,空托盘会遮挡住所述第二光电开关44发出的红外线,所述第二光电开关44传输感应信号到外部的控制系统中,由控制系统控制所述挡盘气缸41开始驱动,所述挡板42向上移动后挡停被输送的空托盘,然后控制系统再控制所述动力装置22停止驱动,通过两个所述下压气缸45的同时驱动,两个所述压板46同时下压在空托盘上,从而对空托盘进行定位,避免在摆盘过程中料盘出现晃动或者偏位的问题。
再次,通过所述XYZ轴直线模组12的驱动,所述吸盘模组14可以进行X轴方向、Y轴方向以及Z轴方向的移动,使所述吸嘴143位于电子产品的上方,通过所述旋转模组13的驱动,可以调节若干个所述吸盘组件的角度,使若干个所述吸盘组件的吸附端分别与若干个电子产品精准对位,通过所述下推气缸142的驱动,使若干个所述吸嘴143向下移动,所述吸嘴143的吸附端与电子产品相接触后,再接通气源,使若干个所述吸嘴143吸紧电子产品,后续再次通过所述XYZ轴直线模组12的驱动,所述吸盘模组14将若干个电子产品放置到空托盘上,实现了电子产品的自动取放料。当完成电子产品的摆盘后,通过所述挡盘气缸41和两个所述下压气缸45的同时驱动,所述挡板42下移复位,两个所述压板46上移复位,再通过所述动力装置22的驱动,所述输送线将满料托盘运送到收盘工位上。
最后,当满料托盘被运送到收盘工位时,满料托盘的侧部位于所述第二叶片54的下方,通过所述第二升降气缸51的驱动,所述第二升降板52向上移动顶升满料托盘,直至满料托盘位于所述第二叶片54的上方,然后再次通过所述第二升降气缸51的驱动,所述第二升降板52向下移动复位,此时两个所述线体支撑座23上的第二叶片54会承托住满料托盘,以此方式不断地将运送过来的满料托盘堆垛起来,最后再一次性集中搬走,避免工人频繁取盘,更加方便。
Claims (7)
1.一种产品下料摆盘机,其特征在于:它包括机械手(1)、输送模组(2)、分盘模组(3)、定位模组(4)以及收盘模组(5),所述分盘模组(3)、所述定位模组(4)以及所述收盘模组(5)均设置在所述输送模组(2)上,所述定位模组(4)位于所述分盘模组(3)和所述收盘模组(5)之间,所述分盘模组(3)将空托盘放置在所述输送模组(2)上,所述输送模组(2)将空托盘运送到所述定位模组(4)上,所述机械手(1)将物料放置在空托盘上,所述输送模组(2)将满料托盘运送到所述收盘模组(5)上。
2.根据权利要求1所述的一种产品下料摆盘机,其特征在于:所述机械手(1)包括支撑架(11)、XYZ轴直线模组(12)、旋转模组(13)以及吸盘模组(14),所述XYZ轴直线模组(12)设置在所述支撑架(11)上,所述旋转模组(13)设置在所述XYZ轴直线模组(12)的活动端,所述吸盘模组(14)包括安装座(141)和若干个吸盘组件,所述安装座(141)设置在所述旋转模组(13)的活动端,若干个所述吸盘组件均设置在所述安装座(141)上,所述吸盘组件包括下推气缸(142)和若干个吸嘴(143),所述下推气缸(142)设置在所述安装座(141)上,若干个所述吸嘴(143)均设置在所述下推气缸(142)的输出端。
3.根据权利要求1所述的一种产品下料摆盘机,其特征在于:所述输送模组(2)包括底板(21)和输送线,所述输送线包括动力装置(22)、两个线体支撑座(23)以及两个带传动机构(24),所述动力装置(22)和两个所述线体支撑座(23)均设置在所述底板(21)上,两个所述带传动机构(24)分别设置在两个所述线体支撑座(23)的内侧,两个所述带传动机构(24)的主动轮均与所述动力装置(22)的输出轴相连。
4.根据权利要求3所述的一种产品下料摆盘机,其特征在于:所述分盘模组(3)包括第一升降组件和两个承托组件,所述第一升降组件包括第一升降板(31)和第一升降气缸(32),所述第一升降气缸(32)设置在所述底板(21)上,所述第一升降板(31)设置在所述第一升降气缸(32)的输出端,所述第一升降板(31)上设有第一通孔(33),所述第一升降板(31)的下端面设置有第一光电开关(34),所述第一光电开关(34)的发射端与所述第一通孔(33)相对设置,两个所述承托组件分别设置在两个所述线体支撑座(23)上,所述承托组件包括固定座(35)、侧推气缸(36)以及承托板(37),所述固定座(35)设置在所述线体支撑座(23)上,所述侧推气缸(36)设置在所述固定座(35)上,所述承托板(37)设置在所述侧推气缸(36)的输出端。
5.根据权利要求3所述的一种产品下料摆盘机,其特征在于:所述定位模组(4)包括挡盘组件和两个压盘组件,所述挡盘组件包括挡盘气缸(41)、挡板(42)、固定板(43)以及第二光电开关(44),所述固定板(43)设置在所述线体支撑座(23)上,所述第二光电开关(44)设置在所述固定板(43)上,所述挡盘气缸(41)设置在所述底板(21)上,所述挡板(42)设置在所述挡盘气缸(41)的输出端,两个所述压盘组件分别设置在两个所述线体支撑座(23)上,所述压盘组件包括下压气缸(45)和压板(46),所述下压气缸(45)设置在所述线体支撑座(23)上,所述压板(46)设置在所述下压气缸(45)的输出端。
6.根据权利要求3所述的一种产品下料摆盘机,其特征在于:所述收盘模组(5)包括第二升降组件,所述第二升降组件包括第二升降气缸(51)和第二升降板(52),所述第二升降气缸(51)设置在所述底板(21)上,所述第二升降板(52)设置在所述第二升降气缸(51)的输出端,两个所述线体支撑座(23)上均设置有若干个合页,所述合页包括相铰接的第一叶片(53)和第二叶片(54),所述第一叶片(53)固定在所述线体支撑座(23)的上端面,所述第二叶片(54)的一部分露出于所述带传动机构(24)的上方。
7.根据权利要求3所述的一种产品下料摆盘机,其特征在于:所述一种产品下料摆盘机还包括第一回收模组(6)和第二回收模组(7),所述第一回收模组(6)位于所述分盘模组(3)和所述定位模组(4)之间,所述第二回收模组(7)位于所述定位模组(4)和所述收盘模组(5)之间,所述第一回收模组(6)和所述第二回收模组(7)均包括底座(61)和不良品回收盘(62),所述底座(61)设置在所述底板(21)上,所述不良品回收盘(62)设置在所述底座(61)上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122698031.7U CN217437087U (zh) | 2021-11-05 | 2021-11-05 | 一种产品下料摆盘机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122698031.7U CN217437087U (zh) | 2021-11-05 | 2021-11-05 | 一种产品下料摆盘机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217437087U true CN217437087U (zh) | 2022-09-16 |
Family
ID=83209538
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122698031.7U Active CN217437087U (zh) | 2021-11-05 | 2021-11-05 | 一种产品下料摆盘机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217437087U (zh) |
-
2021
- 2021-11-05 CN CN202122698031.7U patent/CN217437087U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109511258B (zh) | 自动贴装设备 | |
| CN112222820B (zh) | 一种撕膜装配一体式流水线 | |
| CN108500585B (zh) | 带有电机自动配送装置的变速箱全自动智能组装线 | |
| CN110834931A (zh) | 一种网络终端的自动装配线 | |
| CN219484584U (zh) | 一种双头芯片打标检测设备 | |
| CN219340609U (zh) | 一种生产线自动化上下料机构 | |
| CN115106601B (zh) | 一种基于模块化积木式产线的医疗产品组装设备 | |
| CN114313766A (zh) | 一种生产线自动化上下料机构 | |
| CN111653919A (zh) | Usb胶芯组装设备 | |
| CN109664488B (zh) | 多功能模内贴标的标签中转传送装置 | |
| CN112010009B (zh) | 电池包装机及电池 | |
| CN217437087U (zh) | 一种产品下料摆盘机 | |
| CN217857404U (zh) | 一种转子换向器组装机 | |
| CN108637672B (zh) | 变速箱全自动智能组装工艺 | |
| CN216178126U (zh) | 一种绝缘组件装配机 | |
| CN113453532B (zh) | 用于cob自动组装的传输装置 | |
| CN214444447U (zh) | 一种撕膜装配一体式流水线 | |
| CN115256835A (zh) | 一种多工位除胶柱设备 | |
| CN112793168B (zh) | 自动超声焊接机 | |
| CN212380712U (zh) | Usb胶芯组装设备 | |
| CN114002586A (zh) | 一种自动化测试设备 | |
| CN211365091U (zh) | 一种电源适配器自动上下料设备 | |
| CN211310114U (zh) | 一种电源适配器的机械手 | |
| CN115872135A (zh) | 充电器底盖自动上料装置 | |
| CN114762924A (zh) | 装配机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |