CN216705598U - 一种轴承外圈翻边冲压工装 - Google Patents
一种轴承外圈翻边冲压工装 Download PDFInfo
- Publication number
- CN216705598U CN216705598U CN202122120696.XU CN202122120696U CN216705598U CN 216705598 U CN216705598 U CN 216705598U CN 202122120696 U CN202122120696 U CN 202122120696U CN 216705598 U CN216705598 U CN 216705598U
- Authority
- CN
- China
- Prior art keywords
- upper die
- die
- spring
- guide hole
- outer ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Punching Or Piercing (AREA)
Abstract
本实用新型涉及轴承制造装备技术领域,尤其是一种轴承外圈翻边冲压工装,包括上模、上模定位芯、弹簧、下模、下模垫块及退料杆,上模固定在冲床滑座上,且设有弹簧腔及上导向孔,弹簧安装在弹簧腔内,其上端抵接上模,其下端抵接上模定位芯,上模定位芯滑动安装在上导向孔内,其下端伸出上模的上导向孔,下模垫块固定在冲床工作台上,该装置结构稳定,可以有效利用自动连续冲床的多余工位,对外圈口部进行45°翻边和90°翻边,自动化生产效率高,去除了后道装配卷边工序,减少了人工,降低了成本,同时冲压工装加工时定位准确,有效保证了外圈两个端面的平行度和高度尺寸一致性,并有效防止卷边后外圈口部尺寸涨大,改善了外圈的加工质量。
Description
技术领域
本实用新型涉及轴承制造装备技术领域,尤其是一种轴承外圈翻边冲压工装。
背景技术
某型号轴承的轴承外圈为冲压件,且两端都设有翻边,通常先冲压出底部翻边,另一端的翻边在装配中的卷边工序进行,但是单独的卷边工序需要单独的设备,同时卷边形成翻边时会造成外圈口部尺寸涨大,外圈厚度尺寸不一致的问题,产品合格率不良。
实用新型内容
为了克服上述现有问题的不足,本实用新型提供了一种轴承外圈翻边冲压工装。
本实用新型解决其技术问题所采用的技术方案是:一种轴承外圈翻边冲压工装,包括上模、上模定位芯、弹簧、下模、下模垫块及退料杆,所述上模固定在冲床滑座上,且设有弹簧腔及上导向孔,所述弹簧安装在弹簧腔内,其上端抵接上模,其下端抵接上模定位芯,所述上模定位芯滑动安装在上导向孔内,其下端伸出上模的上导向孔,所述下模垫块固定在冲床工作台上,且设有下导向孔和限位孔,所述下模固定在下模垫块上方,所述退料杆通过导向部滑动安装在下导向孔中,其上端设置的顶头的端面与下模的上端面齐平,其下端的大端滑动安装在限位孔中,所述退料杆与冲床退料板连接,所述上模、下模及下模垫块的轴线平齐。
一种轴承外圈翻边冲压工装,包括上模、上模定位芯、弹簧、下模、下模垫块及退料杆,所述上模固定在冲床滑座上,且设有弹簧腔及上导向孔,所述弹簧安装在弹簧腔内,其上端抵接上模,其下端抵接上模定位芯,所述上模定位芯滑动安装在上导向孔内,其下端伸出上模的上导向孔,所述下模垫块固定在冲床工作台上,且设有下导向孔和限位孔,所述下模固定在下模垫块上方,所述退料杆通过导向部滑动安装在下导向孔中,其上端设置的顶头的端面与下模的上端面齐平,其下端的大端滑动安装在限位孔中,所述退料杆与冲床退料板连接,所述上模、下模及下模垫块的轴线平齐,所述上导向孔的下端孔口设有45°型腔。
外圈经前道冲压工序完成底部翻边、切边等工序后,先经设有45°型腔的翻边冲压工装在上端面冲压出45°翻边,再通过平底的翻边冲压工装冲压出90°翻边。具体的,冲床退料板连接的退料杆在冲压前,其顶头的端面与下模的上端面齐平,外圈经自动上料装置摆正在顶头的端面后,冲床滑座带动上模下移,上模定位芯先伸入外圈的端面中孔中,对外圈位置进行二次校正,然后上模的45°型腔面或下端面抵接外圈的上端,外圈、上模、退料杆一起继续下移,外圈进入下模内,至退料杆到底后对外圈冲压并形成45°翻边或90°翻边。完成冲压后,冲床滑座带动上模上移,冲床退料板带动退料杆和外圈一同上移,直到上模定位芯离开外圈,自动上料装置将已完成的外圈半成品移动至下一个工位,依此循环。平底的翻边冲压工装和设有45°型腔的翻边冲压工装与前道底部翻边、切边等工序的冲压工装一同使用,在自动连续冲床上形成连续的外圈冲压生产。
根据本实用新型的另一个实施例,进一步包括,所述上模的下端设有定位倒角。通过设置定位倒角,使上模定位芯进入外圈的端面中孔内时,对外圈的位置进行更好的校正。
根据本实用新型的另一个实施例,进一步包括,所述顶头中部设有避让孔,所述避让孔的孔径大于外圈的端面中孔的孔径。由于外圈的端面中孔与顶头的端面距离较近,导致定位倒角的设置受限,通过设置避让孔,可以使定位倒角的尺寸和角度更优化,保证外圈定位准确及稳定的冲压处理。
根据本实用新型的另一个实施例,进一步包括,所述下模为分体结构,其中部装有耐磨材料材质的衬套。通过设置衬套,提高下模的寿命,避免因重复使用磨损导致外圈的外径在冲压时涨大。
本实用新型的有益效果是,该装置结构稳定,可以有效利用自动连续冲床的多余工位,对外圈口部进行45°翻边和90°翻边,自动化生产效率高,去除了后道装配卷边工序,减少了人工,降低了成本,同时冲压工装加工时定位准确,有效保证了外圈两个端面的平行度和高度尺寸一致性,并有效防止卷边后外圈口部尺寸涨大,改善了外圈的加工质量。
附图说明
下面结合附图和实施例对本实用新型进一步说明。
图1是本实用新型的结构示意图;
图2是图1中X处放大图;
图3是设有45°型腔的X处放大图;
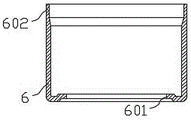
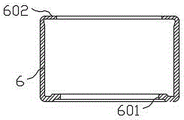
图4是外圈的第一状态示意图;
图5是外圈的第二状态示意图;
图6是外圈的第三状态示意图。
图中,上模1,弹簧腔101,上导向孔102,45°型腔103,上模定位芯2,定位倒角201,下模3,衬套301,下模垫块4,下导向孔401,限位孔402,退料杆5,大端501,导向部503,顶头504,避让孔505,外圈6,端面中孔601,翻边602,弹簧7。
具体实施方式
如图1-3是本实用新型的结构示意图,一种轴承外圈翻边冲压工装,包括上模1、上模定位芯2、弹簧7、下模3、下模垫块4及退料杆5,所述上模1固定在冲床滑座上,且设有弹簧腔101及上导向孔102,所述弹簧7安装在弹簧腔101内,其上端抵接上模1,其下端抵接上模定位芯2,所述上模定位芯2滑动安装在上导向孔102内,其下端伸出上模1的上导向孔102,所述下模垫块4固定在冲床工作台上,且设有下导向孔401和限位孔402,所述下模3固定在下模垫块4上方,所述退料杆5通过导向部503滑动安装在下导向孔401中,其上端设置的顶头504的端面与下模3的上端面齐平,其下端的大端501滑动安装在限位孔402中,所述退料杆5与冲床退料板连接,所述上模1、下模3及下模垫块4的轴线平齐。
一种轴承外圈翻边冲压工装,包括上模1、上模定位芯2、弹簧7、下模3、下模垫块4及退料杆5,所述上模1固定在冲床滑座上,且设有弹簧腔101及上导向孔102,所述弹簧7安装在弹簧腔101内,其上端抵接上模1,其下端抵接上模定位芯2,所述上模定位芯2滑动安装在上导向孔102内,其下端伸出上模1的上导向孔102,所述下模垫块4固定在冲床工作台上,且设有下导向孔401和限位孔402,所述下模3固定在下模垫块4上方,所述退料杆5通过导向部503滑动安装在下导向孔401中,其上端设置的顶头504的端面与下模3的上端面齐平,其下端的大端501滑动安装在限位孔402中,所述退料杆5与冲床退料板连接,所述上模1、下模3及下模垫块4的轴线平齐,所述上导向孔102的下端孔口设有45°型腔103。
待加工工件为图4所示的外圈6的第一状态,上端没有翻边602,通过设有45°型腔的翻边冲压工装冲压成图5中的外圈6的第二状态,上端形成45°的翻边602,然后经平底的翻边冲压工装冲压成图6中外圈6的第三状态,上端形成90°的翻边602。
所述下模3的内径与外圆的外径相匹配;
滑座、工作台、退料板及自动上料装置均为自动连续冲床的已有装置。所述退料板为连接有弹簧的功能板件,对退料杆5形成一定的持续的向上推力。
优选的,所述上模1的下端设有定位倒角201。定位倒角201可以为15°或30°。
优选的,所述顶头504中部设有避让孔505,所述避让孔505的孔径大于外圈6的端面中孔601的孔径。
优选的,所述下模3为分体结构,其中部装有耐磨材料材质的衬套301。所述衬套301可以为硬质合金材质或淬硬钢。
以上说明对本实用新型而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离所附权利要求所限定的精神和范围的情况下,可做出许多修改、变化或等效,但都将落入本实用新型的保护范围内。
Claims (5)
1.一种轴承外圈翻边冲压工装,其特征是,包括上模(1)、上模定位芯(2)、弹簧(7)、下模(3)、下模垫块(4)及退料杆(5),所述上模(1)固定在冲床滑座上,且设有弹簧腔(101)及上导向孔(102),所述弹簧(7)安装在弹簧腔(101)内,其上端抵接上模(1),其下端抵接上模定位芯(2),所述上模定位芯(2)滑动安装在上导向孔(102)内,其下端伸出上模(1)的上导向孔(102),所述下模垫块(4)固定在冲床工作台上,且设有下导向孔(401)和限位孔(402),所述下模(3)固定在下模垫块(4)上方,所述退料杆(5)通过导向部(503)滑动安装在下导向孔(401)中,其上端设置的顶头(504)的端面与下模(3)的上端面齐平,其下端的大端(501)滑动安装在限位孔(402)中,所述退料杆(5)与冲床退料板连接,所述上模(1)、下模(3)及下模垫块(4)的轴线平齐。
2.一种轴承外圈翻边冲压工装,其特征是,包括上模(1)、上模定位芯(2)、弹簧(7)、下模(3)、下模垫块(4)及退料杆(5),所述上模(1)固定在冲床滑座上,且设有弹簧腔(101)及上导向孔(102),所述弹簧(7)安装在弹簧腔(101)内,其上端抵接上模(1),其下端抵接上模定位芯(2),所述上模定位芯(2)滑动安装在上导向孔(102)内,其下端伸出上模(1)的上导向孔(102),所述下模垫块(4)固定在冲床工作台上,且设有下导向孔(401)和限位孔(402),所述下模(3)固定在下模垫块(4)上方,所述退料杆(5)通过导向部(503)滑动安装在下导向孔(401)中,其上端设置的顶头(504)的端面与下模(3)的上端面齐平,其下端的大端(501)滑动安装在限位孔(402)中,所述退料杆(5)与冲床退料板连接,所述上模(1)、下模(3)及下模垫块(4)的轴线平齐,所述上导向孔(102)的下端孔口设有45°型腔(103)。
3.根据权利要求1或2所述的轴承外圈翻边冲压工装,其特征是,所述上模(1)的下端设有定位倒角(201)。
4.根据权利要求3所述的轴承外圈翻边冲压工装,其特征是,所述顶头(504)中部设有避让孔(505),所述避让孔(505)的孔径大于外圈(6)的端面中孔(601)的孔径。
5.根据权利要求1或2所述的轴承外圈翻边冲压工装,其特征是,所述下模(3)为分体结构,其中部装有耐磨材料材质的衬套(301)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122120696.XU CN216705598U (zh) | 2021-09-03 | 2021-09-03 | 一种轴承外圈翻边冲压工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122120696.XU CN216705598U (zh) | 2021-09-03 | 2021-09-03 | 一种轴承外圈翻边冲压工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216705598U true CN216705598U (zh) | 2022-06-10 |
Family
ID=81871258
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122120696.XU Active CN216705598U (zh) | 2021-09-03 | 2021-09-03 | 一种轴承外圈翻边冲压工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216705598U (zh) |
-
2021
- 2021-09-03 CN CN202122120696.XU patent/CN216705598U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108043950B (zh) | 一种用于汽车后盖的生产传递线 | |
| CN201644636U (zh) | 电子秤用弹性件连续模 | |
| CN204035343U (zh) | 一种托架级进模具装置 | |
| CN105728559A (zh) | 一模两件插座精密成型模 | |
| CN202137271U (zh) | 一种双刺破式端子模具 | |
| CN204638911U (zh) | 一种批量生产电机转子的多工位级进模具装置 | |
| CN112207193B (zh) | 一种锥形挡圈连续加工成形模具 | |
| CN216705598U (zh) | 一种轴承外圈翻边冲压工装 | |
| CN109676027A (zh) | 电动汽车启停装置外壳冲压模具及工艺 | |
| CN112207202B (zh) | 一种锥形挡圈镦挤压成形方法 | |
| CN211360323U (zh) | 一种修边冲孔成型模具 | |
| CN211888646U (zh) | 一种多工位直角成型连续加工模具 | |
| CN210450557U (zh) | 一种管件变薄拉伸类级进模 | |
| CN204234579U (zh) | 一种制造智能穿带设备结构件的连续冲压模具 | |
| CN105562515A (zh) | 一种滤清器螺板连续步进装置 | |
| CN109351863B (zh) | 一种汽车驱动后桥制动器防尘罩复合模具及复合工艺 | |
| CN206643211U (zh) | 助听器屏蔽外壳落料拉伸级进模具 | |
| CN211027765U (zh) | 一种翻边孔外侧倒角成型模具 | |
| CN207357914U (zh) | 一种异形工件加工模具 | |
| CN205629100U (zh) | 一模两件插座精密成型模 | |
| CN216175740U (zh) | 一种用于内部滑动天窗面板总成的连续冲压模具 | |
| CN215431112U (zh) | 一种冲压一体式成型模具 | |
| CN220444837U (zh) | 一种连续冲压模具 | |
| CN219093350U (zh) | 汽车座椅地板锁支架级进模冲压生产线 | |
| CN212190848U (zh) | 一种电箱侧板自动模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |