CN216631663U - 一种贴片精度检测机 - Google Patents
一种贴片精度检测机 Download PDFInfo
- Publication number
- CN216631663U CN216631663U CN202122937118.5U CN202122937118U CN216631663U CN 216631663 U CN216631663 U CN 216631663U CN 202122937118 U CN202122937118 U CN 202122937118U CN 216631663 U CN216631663 U CN 216631663U
- Authority
- CN
- China
- Prior art keywords
- detection
- linear module
- mentioned
- transfer
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images




















Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
本实用新型公开了一种贴片精度检测机,包括上料平台、上料搬臂、下检测机构、移载平台、上检测机构及下料机构,上料平台、下检测机构及移载平台沿直线方向间隔设置在机台上;上检测机构架设在移载平台的上方;上料搬臂从上料平台上搬取物料后从下检测机构上方直线移动,经下检测机构检测物料底部,并将物料放置在移载平台上,移载平台带动物料在上检测机构下发直线移动,经上检测机构对物料表面进行检测;下料机构设置在上检测机构的侧部,检测后的物料经下料机构下料。本实用新型以四个CCD镜头可拍摄的圆形检测面为四个检测基点,以检测基点的精度实现偏光片贴合正面贴合精度检测,且有效地覆盖了整个贴附面,且集成有上下两贴附面检测功能。
Description
技术领域
本实用新型涉及自动化设备领域,特别指一种贴片精度检测机。
背景技术
玻璃基材及偏光片是手机屏及电视屏等领域的生产组装过程中,最基础的组装物料,玻璃基材为载体,通过将偏光片贴附在玻璃基材表面以实现各种光学需求。根据玻璃基材的特性不同,又分为柔性屏或硬性屏,在显示器实际生产制造过程中,需要将偏光片贴附至玻璃基材表面。随着显示屏制造技术的不断提升,国外显示屏制造厂商已经逐步将自动化产线引入屏幕制造,国内屏幕制造厂商近几年也在加大投入,不断地进行产业改造升级,将传统的手工组装产线替换为自动化产线。
在偏光片贴合完成后需要对偏光片贴合精度进行检测,以便将贴合过程中因位置或角度出现偏差而出现的不良品筛选出来,再将贴合良品传递至下一工站进行后续的加工工序。在进行贴合精度检测过程中需要解决以下技术问题:1、贴合表面检测一般采用CCD镜头进行表面拍摄后,将拍摄的检测面传递至工控机后,经工控机分析表面质量,从而区别良品及不良品,在针对面状结构的表面检测时,CCD检测镜头的拍摄面无法完全覆盖检测屏幕表面;2、贴合工艺存在上表面或下表面贴附的情况,因此同时解决自动化检测过程中针对上表面或下表面检测问题;3、对于偏光片贴附精度的检测,由于片状结构的偏光片贴附边沿为四条侧边,需要解决贴附边沿的检测问题,通过贴附边沿的精度判断整面的贴附精度。
实用新型内容
本实用新型要解决的技术问题是针对上述现有技术的不足,提供一种以四个CCD镜头可拍摄的圆形检测面为四个检测基点,以检测基点的精度实现偏光片贴合正面贴合精度检测,且有效地覆盖了整个贴附面,且集成有上下两贴附面检测功能的贴片精度检测机。
本实用新型采取的技术方案如下:一种贴片精度检测机,包括上料平台、上料搬臂、下检测机构、移载平台、上检测机构及下料机构,其中,上述上料平台、下检测机构及移载平台沿直线方向间隔设置在机台上;上述上检测机构架设在移载平台的上方;待检测的物料经上料平台上料,上料搬臂从上料平台上搬取物料后从下检测机构上方直线移动,经下检测机构检测物料底部,并将物料放置在移载平台上,移载平台带动物料在上检测机构下发直线移动,经上检测机构对物料表面进行检测;上述下料机构设置在上检测机构的侧部,检测后的物料经下料机构下料。
优选的,所述的上料平台包括第一直线模组、第二直线模组及支台,其中,上述第一直线模组水平设置在机台上;上述第二直线模组沿垂直于第一直线模组方向设置,并与第一直线模组的输出端连接,第一直线模组驱动第二直线模组沿其设置方向直线移动;上述支台包括至少二个,支台间隔设置于第二直线模组上,并与第二直线模组的输出端连接,第二直线模组驱动支台沿垂直于第一直线模组方向直线运动,支台的顶部布设有真空吸孔,以便吸附固定物料。
优选的,所述的上料搬臂包括搬臂直线模组、搬臂滑座及吸座,其中,上述搬臂直线模组架设在上料平台的上方,并沿直线方向延伸至下检测机构上方;上述搬臂滑座连接与搬臂直线模组的输出端上,经搬臂直线模组驱动而直线运动;上述吸座包括至少二个,吸座连接于搬臂直线模组的输出端上,吸座底部布设有真空吸孔,以便从支台上吸附物料后,带动片状物料在下检测机构上方直线移动。
优选的,所述的下检测机构包括第一检测组件和第二检测组件,第一检测组件及第二检测组件沿物料直线移动方向间隔设置,在同一水平平面上两两一组形成四个检测点,检测点处形成圆形检测平面,上料搬臂带动片状物料在检测机构上方由左至右直线移动时,片状物料移动至第一检测组件两检测点圆心处时,包括二次检测位置,其中第一次检测为物料右侧边角移动至第一检测组件的圆形检测平面中心位置处,第二次检测为物料左侧边角移动至第二检测组件的圆形检测平面中心位置。
优选的,所述的第一检测组件及第二检测组件分别包括下检测直线模组、下检测支座、下检测CCD及下检测光源,其中,上述下检测直线模组水平设置在机台上,第一检测组件和第二检测组件的下检测直线模组间隔设置;上述下检测支座竖直连接在下检测直线模组的输出端上;上述下检测CCD竖直设置在下检测支座的侧壁上,且镜头朝上设置;上述下检测光源设置于下检测支座的顶部,且下检测光源的中部开设有拍摄透孔,拍摄透孔对应设置于下检测CCD的上部。
优选的,所述的移载平台包括移载直线模组、移载滑座、移载升降气缸及移载座,其中,上述移载直线模组水平设置于机台上;上述移载滑座设置在移载直线模组的输出端上,并经移载直线模组驱动而直线运动;上述移载升降气缸竖直设置在移载滑座上,且输出端朝上设置,移载升降气缸的输出端上连接有水平支板;上述移载座包括至少二个,移载座水平设置在水平支板上,移载座的表面布设有真空吸孔,以便吸附固定物料。
优选的,所述的上检测机构包括第三检测组件和第四检测组件,第三检测组件及第四检测组件沿物料直线移动方向间隔设置,在同一水平平面上两两一组形成四个检测点,检测点处形成圆形检测平面,移载平台带动片状物料在上检测机下方由左至右直线移动时,包括二次检测位置,其中第一次检测为物料右侧边角移动至第三检测组件的圆形检测平面中心位置处,第二次检测为物料左侧边角移动至第四检测组件的圆形检测平面中心位置。
优选的,所述的第三检测组件和第四检测组件分别包括检测支架、上检测直线模组、上检测支座、上检测CCD及上检测光源,其中,上述检测支架为U型架体结构,检测支架架设在移载平台上方;上述上检测直线模组设置在检测支架上,第三检测组件和第四检测组件的上检测直线模组间隔设置;上述上检测支座竖直连接在上检测直线模组的输出端上;上述上检测CCD竖直设置在上检测支座的侧壁上,且镜头朝下设置;上述上检测光源设置于上检测支座的下部,且上检测光源的中部开设有拍摄透孔,拍摄透孔对应设置于上检测CCD的下部。
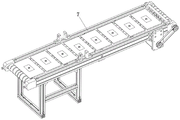
优选的,所述的下料机构包括下料传送带、下料搬臂及不良品传送辊,其中,上述下料传送带设置于移载平台的一侧,并水平延伸至机台外侧,与后续工站对接;上述不良品传送辊设置在下料传送带的侧部,并沿垂直于下料传送带方向水平延伸;上述下料搬臂架设在下料传送带与不良品传送辊上方,下料搬臂从移载平台上取出检测后的物料,将良品物料搬移至下料传送带上,将不良品物料搬移至不良品传送辊上。
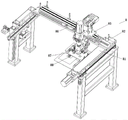
优选的,所述的下料搬臂包括水平驱动组件、竖直驱动组件、旋转驱动组件及取料组件,其中,上述水平驱动组件架设在机台上;上述竖直驱动组件连接于水平驱动组件上,并经水平驱动组件驱动而在水平面内沿X轴方向及Y轴方向直线运动;上述旋转驱动组件连接在竖直驱动组件上,经竖直驱动组件驱动而沿竖直方向直线运动;上述取料组件连接在旋转驱动组件上,旋转驱动组件驱动取料组件在水平面内旋转运动,取料组件通过真空负压吸附物料。
优选的,所述的水平驱动组件包括横向直线模组、纵向直线模组及下料滑座,其中,上述横向直线模组沿横向方向架设在机台上,横向直线模组的一侧平行间隔第设置有下料支架,下料支架的顶部设有直线滑轨;上述纵向直线模组沿纵向方向设置在横向直线模组及下料支架上,经横向直线模组驱动而沿直线滑轨直线运动;上述下料滑座可活动地连接在纵向直线模组上,经纵向直线模组驱动沿纵向方向直线运动;上述竖直驱动组件包括竖向气缸及竖向滑座,其中,上述竖向气缸连接与于下料滑座的外侧壁上,且输出端朝下设置;上述竖向滑座沿竖直方向可滑动地连接在下料滑座上,且与竖向气缸的输出端连接;上述旋转驱动组件包括旋转电机,旋转电机连接在竖向滑座上,且输出端朝下设置;上述取料组件包括取料支座及取料吸嘴,其中,上述取料支座水平连接在旋转电机的输出端下部,旋转电机驱动取料支座在水平面内旋转运动,以便调整角度;取料支座上开设有条槽,条槽包括二个,分别平行间隔地设置在取料支座上;上述取料吸嘴包括至少二个,取料吸嘴可拆卸地安装在条槽内,通过条槽调整安装位置,且竖直延伸至条槽下方,通过底部的真空吸嘴吸附物料。
本实用新型的检测工艺,包括如下工艺步骤:
S1、上料:待检测的物料上料至上料平台上;
S2、物料搬移:步骤S1中上料平台上的物料经上料搬臂吸取搬移;
S3、物料底面检测:步骤S2中上料搬臂从上料平台吸附物料后,带动物料在下检测机构的上方直线移动,经下检测机构拍摄检测物料底面;
S4、物料顶面检测:步骤S3中底面检测完成后的物料经上料搬臂放置于移载平台上,移载平台带动物料在上检测机构下方直线移动,下检测机构对物料顶面进行拍摄检测;
S5、不良品下料:步骤S4中检测完成后的不良品经下料搬臂从移载平台取出后移送至不良品传送辊上,经不良品传送辊下料;
S6、良品下料:步骤S4中检测完成后的良品物料经下料搬臂从移载平台取出后移送至下料传送带上,经下料传送带下料。
本实用新型的有益效果在于:
本实用新型针对现有技术存在的缺陷和不足自主研发设计了一种以四个CCD镜头可拍摄的圆形检测面为四个检测基点,以检测基点的精度实现偏光片贴合正面贴合精度检测,且有效地覆盖了整个贴附面,且集成有上下两贴附面检测功能的贴片精度检测机。
本实用新型针对偏光片贴附至玻璃基材后的检测工艺进行研究创新,独创性地采用四个检测CCD组成整体的检测执行部件,CCD两两一组,分别左右间隔设置,两组CCD之间的间距与待检测的物料的宽度一致,同时两组CCD之间的间距可进行实时调整,以便适应不同尺寸的屏幕贴片精度检测。通过四个布局于同一平面的CCD,将传统单个CCD的检测面扩展为以四个CCD为边角的矩形检测平面,同时位于边角处的单个CCD形成的圆形检测面;从而解决了实际检测过程中传统的CCD检测平面无法覆盖屏幕待检平面的情况。同时,上述CCD边角布局结构,有效地利用偏光片贴合过程中如果出现精度误差,即位置误差或角度误差出现时,会直接在矩形屏幕的四个边角处出现偏光片与屏幕不对齐的情况,因此仅仅通过检测四个边角位置的贴合情况即可推断整片偏光片的贴合精度情况,通过该种工艺创新无需检测平面完全覆盖待检测面;适应所有矩形屏幕的检测工艺。本实用新型的精度检测工艺,整体包括二次检测,以四个CCD形成的圆形检测面为基准,屏幕的右侧两边角分别移动至左侧两CCD圆形检测面的圆心处时进行第一次检测;屏幕的左侧两边角移动至右侧两CCD圆形检测面处时进行第二次检测;通过二次检测实现对屏幕四个边角位置表面完全检测。
另外,本实用新型还集成有上表面检测功能和下表面检测功能,在实际生产过程中可同时适应不同检测面的工艺需求,具有良好的通用性。
另外,本实用新型设计有下料搬臂用于将检测完成后的屏幕自动搬移至不良品传送辊或下料传送带上,本实用新型的下料搬臂包括水平驱动组件、竖直驱动组件及旋转驱动组件,通过水平驱动组件实现水平面内的横向及纵向方向直线驱动;通过竖直驱动组件实现竖直方向直线驱动,通过旋转驱动组件实现水平面内旋转驱动。通过以上各驱动组件使下料搬臂集成有四个方向的自由度调节,在实际取放料过程中可适应不同位置及角度的自动取放料要求,以便精准地对接上下工序之间物料位置差异情况;同时具备位置和角度实时调整校正功能,以便适应在实际工作过程中物料因搬运放置时出现的位置或角度偏差,有效保证取放料精度。另外,本实用新型的下料搬臂通过真空吸嘴底部的真空吸嘴产生的真空负压吸附物料,真空吸嘴可拆卸地安装在条槽内,拆卸后可沿条槽自由滑动,从而实现位置调整,以便适应不同尺寸取放时的真空吸附点位置不同要求。
附图说明
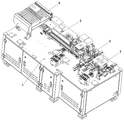
图1为本实用新型的立体结构示意图之一。
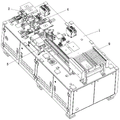
图2为本实用新型的立体结构示意图之二。
图3为本实用新型的立体结构示意图之三。
图4为本实用新型的立体结构示意图之四。
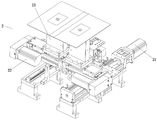
图5为本实用新型隐藏部件后的结构示意图之一。
图6为本实用新型隐藏部件后的结构示意图之二。
图7为本实用新型隐藏部件后的结构示意图之三。
图8为本实用新型隐藏部件后的结构示意图之四。
图9为本实用新型上料平台的立体结构示意图之一。
图10为本实用新型上料平台的立体结构示意图之二。
图11为本实用新型上料平台的立体结构示意图之三。
图12为本实用新型上料搬臂的立体结构示意图之一。
图13为本实用新型上料搬臂的立体结构示意图之二。
图14为本实用新型下检测机构的立体结构示意图之一。
图15为本实用新型下检测机构的立体结构示意图之二。
图16为本实用新型下检测机构的立体结构示意图之三。
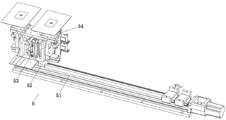
图17为本实用新型移载平台的立体结构示意图之一。
图18为本实用新型移载平台的立体结构示意图之二。
图19为本实用新型上检测机构的立体结构示意图之一。
图20为本实用新型上检测机构的立体结构示意图之二。
图21为本实用新型上检测机构的立体结构示意图之三。
图22为本实用新型下料传送带的立体结构示意图。
图23为本实用新型贴片机构的立体结构示意图之三。
图24为本实用新型下料搬臂的立体结构示意图之一。
图25为本实用新型下料搬臂的立体结构示意图之二。
图26为本实用新型检测工艺流程示意图。
具体实施方式
下面将结合附图对本实用新型作进一步描述:
如图1至图26所示,本实用新型采取的技术方案如下:一种贴片精度检测机,包括上料平台2、上料搬臂3、下检测机构4、移载平台5、上检测机构6及下料机构,其中,上述上料平台2、下检测机构4及移载平台5沿直线方向间隔设置在机台1上;上述上检测机构6架设在移载平台5的上方;待检测的物料经上料平台2上料,上料搬臂3从上料平台2上搬取物料后从下检测机构4上方直线移动,经下检测机构4检测物料底部,并将物料放置在移载平台5上,移载平台5带动物料在上检测机构6下发直线移动,经上检测机构6对物料表面进行检测;上述下料机构设置在上检测机构6的侧部,检测后的物料经下料机构下料。
上料平台2包括第一直线模组21、第二直线模组22及支台23,其中,上述第一直线模组21水平设置在机台1上;上述第二直线模组22沿垂直于第一直线模组21方向设置,并与第一直线模组21的输出端连接,第一直线模组21驱动第二直线模组22沿其设置方向直线移动;上述支台23包括至少二个,支台23间隔设置于第二直线模组22上,并与第二直线模组22的输出端连接,第二直线模组22驱动支台23沿垂直于第一直线模组21方向直线运动,支台23的顶部布设有真空吸孔,以便吸附固定物料。
上料搬臂3包括搬臂直线模组31、搬臂滑座32及吸座33,其中,上述搬臂直线模组31架设在上料平台2的上方,并沿直线方向延伸至下检测机构4上方;上述搬臂滑座32连接与搬臂直线模组31的输出端上,经搬臂直线模组31驱动而直线运动;上述吸座33包括至少二个,吸座33连接于搬臂直线模组31的输出端上,吸座33底部布设有真空吸孔,以便从支台23上吸附物料后,带动片状物料在下检测机构4上方直线移动。
下检测机构4包括第一检测组件和第二检测组件,第一检测组件及第二检测组件沿物料直线移动方向间隔设置,在同一水平平面上两两一组形成四个检测点,检测点处形成圆形检测平面,上料搬臂3带动片状物料在检测机构4上方由左至右直线移动时,片状物料移动至第一检测组件两检测点圆心处时,包括二次检测位置,其中第一次检测为物料右侧边角移动至第一检测组件的圆形检测平面中心位置处;第二次检测为物料左侧边角移动至第二检测组件的圆形检测平面中心位置。
第一检测组件及第二检测组件分别包括下检测直线模组41、下检测支座42、下检测CCD43及下检测光源44,其中,上述下检测直线模组41水平设置在机台1上,第一检测组件和第二检测组件的下检测直线模组41间隔设置;上述下检测支座42竖直连接在下检测直线模组的输出端上;上述下检测CCD43竖直设置在下检测支座42的侧壁上,且镜头朝上设置;上述下检测光源44设置于下检测支座42的顶部,且下检测光源44的中部开设有拍摄透孔,拍摄透孔对应设置于下检测CCD的上部。
移载平台5包括移载直线模组51、移载滑座52、移载升降气缸53及移载座54,其中,上述移载直线模组51水平设置于机台1上;上述移载滑座52设置在移载直线模组51的输出端上,并经移载直线模组51驱动而直线运动;上述移载升降气缸53竖直设置在移载滑座52上,且输出端朝上设置,移载升降气缸53的输出端上连接有水平支板;上述移载座54包括至少二个,移载座54水平设置在水平支板上,移载座54的表面布设有真空吸孔,以便吸附固定物料。
上检测机构6包括第三检测组件和第四检测组件,第三检测组件及第四检测组件沿物料直线移动方向间隔设置,在同一水平平面上两两一组形成四个检测点,检测点处形成圆形检测平面,移载平台5带动片状物料在上检测机构6下方由左至右直线移动时,包括二次检测位置,其中第一次检测为物料右侧边角移动至第三检测组件的圆形检测平面中心位置处,第二次检测为物料左侧边角移动至第四检测组件的圆形检测平面中心位置。
第三检测组件和第四检测组件分别包括检测支架、上检测直线模组61、上检测支座62、上检测CCD63及上检测光源64,其中,上述检测支架为U型架体结构,检测支架架设在移载平台上方;上述上检测直线模组61设置在检测支架上,第三检测组件和第四检测组件的上检测直线模组61间隔设置;上述上检测支座62竖直连接在上检测直线模组的输出端上;上述上检测CCD63竖直设置在上检测支座62的侧壁上,且镜头朝下设置;上述上检测光源64设置于上检测支座62的下部,且上检测光源64的中部开设有拍摄透孔,拍摄透孔对应设置于上检测CCD的下部。
下料机构包括下料传送带7、下料搬臂8及不良品传送辊9,其中,上述下料传送带7设置于移载平台5的一侧,并水平延伸至机台1外侧,与后续工站对接;上述不良品传送辊9设置在下料传送带7的侧部,并沿垂直于下料传送带7方向水平延伸;上述下料搬臂8架设在下料传送带7与不良品传送辊9上方,下料搬臂8从移载平台5上取出检测后的物料,将良品物料搬移至下料传送带7上,将不良品物料搬移至不良品传送辊9上。
下料搬臂8包括水平驱动组件、竖直驱动组件、旋转驱动组件及取料组件,其中,上述水平驱动组件架设在机台1上;上述竖直驱动组件连接于水平驱动组件上,并经水平驱动组件驱动而在水平面内沿X轴方向及Y轴方向直线运动;上述旋转驱动组件连接在竖直驱动组件上,经竖直驱动组件驱动而沿竖直方向直线运动;上述取料组件连接在旋转驱动组件上,旋转驱动组件驱动取料组件在水平面内旋转运动,取料组件通过真空负压吸附物料。
水平驱动组件包括横向直线模组81、纵向直线模组82及下料滑座83,其中,上述横向直线模组81沿横向方向架设在机台1上,横向直线模组81的一侧平行间隔第设置有下料支架,下料支架的顶部设有直线滑轨;上述纵向直线模组82沿纵向方向设置在横向直线模组81及下料支架上,经横向直线模组81驱动而沿直线滑轨直线运动;上述下料滑座83可活动地连接在纵向直线模组82上,经纵向直线模组82驱动沿纵向方向直线运动;上述竖直驱动组件包括竖向气缸84及竖向滑座85,其中,上述竖向气缸84连接与于下料滑座83的外侧壁上,且输出端朝下设置;上述竖向滑座85沿竖直方向可滑动地连接在下料滑座83上,且与竖向气缸84的输出端连接;上述旋转驱动组件包括旋转电机86,旋转电机86连接在竖向滑座85上,且输出端朝下设置;上述取料组件包括取料支座87及取料吸嘴88,其中,上述取料支座87水平连接在旋转电机86的输出端下部,旋转电机86驱动取料支座87在水平面内旋转运动,以便调整角度;取料支座87上开设有条槽,条槽包括二个,分别平行间隔地设置在取料支座87上;上述取料吸嘴88包括至少二个,取料吸嘴88可拆卸地安装在条槽内,通过条槽调整安装位置,且竖直延伸至条槽下方,通过底部的真空吸嘴吸附物料。
本实用新型的检测工艺,包括如下工艺步骤:
S1、上料:待检测的物料上料至上料平台上;
S2、物料搬移:步骤S1中上料平台上的物料经上料搬臂吸取搬移;
S3、物料底面检测:步骤S2中上料搬臂从上料平台吸附物料后,带动物料在下检测机构的上方直线移动,经下检测机构拍摄检测物料底面;
S4、物料顶面检测:步骤S3中底面检测完成后的物料经上料搬臂放置于移载平台上,移载平台带动物料在上检测机构下方直线移动,下检测机构对物料顶面进行拍摄检测;
S5、不良品下料:步骤S4中检测完成后的不良品经下料搬臂从移载平台取出后移送至不良品传送辊上,经不良品传送辊下料;
S6、良品下料:步骤S4中检测完成后的良品物料经下料搬臂从移载平台取出后移送至下料传送带上,经下料传送带下料。
如图19至图21所示,为本发明上检测机构的示意图,上述图纸显示,本发明的上检测机构6中的上检测光源64为矩形体结构,该矩形体结构的上检测光源64向下发射光线至待检测位置后,由上检测CCD63拍摄检测位置实时照片后,传输至工控机进行分析处理判定表面状态。
作为一种替代的实施方案,上述上检测光源64还可以采用圆形体结构,其作用与上述矩形体结构的上检测光源64相同,也用于提供CCD检测时提供光线加强,区别在于光线照射区域或强度存在差异;同样可以满足CCD检测辅助光照的作用。
进一步,本实用新型设计了一种以四个CCD镜头可拍摄的圆形检测面为四个检测基点,以检测基点的精度实现偏光片贴合正面贴合精度检测,且有效地覆盖了整个贴附面,且集成有上下两贴附面检测功能的贴片精度检测机。
本实用新型针对偏光片贴附至玻璃基材后的检测工艺进行研究创新,独创性地采用四个检测CCD组成整体的检测执行部件,CCD两两一组,分别左右间隔设置,两组CCD之间的间距与待检测的物料的宽度一致,同时两组CCD之间的间距可进行实时调整,以便适应不同尺寸的屏幕贴片精度检测。通过四个布局于同一平面的CCD,将传统单个CCD的检测面扩展为以四个CCD为边角的矩形检测平面,同时位于边角处的单个CCD形成的圆形检测面;从而解决了实际检测过程中传统的CCD检测平面无法覆盖屏幕待检平面的情况。同时,上述CCD边角布局结构,有效地利用偏光片贴合过程中如果出现精度误差,即位置误差或角度误差出现时,会直接在矩形屏幕的四个边角处出现偏光片与屏幕不对齐的情况,因此仅仅通过检测四个边角位置的贴合情况即可推断整片偏光片的贴合精度情况,通过该种工艺创新无需检测平面完全覆盖待检测面;适应所有矩形屏幕的检测工艺。本实用新型的精度检测工艺,整体包括二次检测,以四个CCD形成的圆形检测面为基准,屏幕的右侧两边角分别移动至左侧两CCD圆形检测面的圆心处时进行第一次检测;屏幕的左侧两边角移动至右侧两CCD圆形检测面处时进行第二次检测;通过二次检测实现对屏幕四个边角位置表面完全检测。
另外,本实用新型还集成有上表面检测功能和下表面检测功能,在实际生产过程中可同时适应不同检测面的工艺需求,具有良好的通用性。
另外,本实用新型设计有下料搬臂用于将检测完成后的屏幕自动搬移至不良品传送辊或下料传送带上,本实用新型的下料搬臂包括水平驱动组件、竖直驱动组件及旋转驱动组件,通过水平驱动组件实现水平面内的横向及纵向方向直线驱动;通过竖直驱动组件实现竖直方向直线驱动,通过旋转驱动组件实现水平面内旋转驱动。通过以上各驱动组件使下料搬臂集成有四个方向的自由度调节,在实际取放料过程中可适应不同位置及角度的自动取放料要求,以便精准地对接上下工序之间物料位置差异情况;同时具备位置和角度实时调整校正功能,以便适应在实际工作过程中物料因搬运放置时出现的位置或角度偏差,有效保证取放料精度。另外,本实用新型的下料搬臂通过真空吸嘴底部的真空吸嘴产生的真空负压吸附物料,真空吸嘴可拆卸地安装在条槽内,拆卸后可沿条槽自由滑动,从而实现位置调整,以便适应不同尺寸取放时的真空吸附点位置不同要求。
本实用新型的实施例只是介绍其具体实施方式,不在于限制其保护范围。本行业的技术人员在本实施例的启发下可以作出某些修改,故凡依照本实用新型专利范围所做的等效变化或修饰,均属于本实用新型专利权利要求范围内。
Claims (11)
1.一种贴片精度检测机,其特征在于:包括上料平台(2)、上料搬臂(3)、下检测机构(4)、移载平台(5)、上检测机构(6)及下料机构,其中,上述上料平台(2)、下检测机构(4)及移载平台(5)沿直线方向间隔设置在机台(1)上;上述上检测机构(6)架设在移载平台(5)的上方;待检测的物料经上料平台(2)上料,上料搬臂(3)从上料平台(2)上搬取物料后从下检测机构(4)上方直线移动,经下检测机构(4)检测物料底部,并将物料放置在移载平台(5)上,移载平台(5)带动物料在上检测机构(6)下发直线移动,经上检测机构(6)对物料表面进行检测;上述下料机构设置在上检测机构(6)的侧部,检测后的物料经下料机构下料。
2.根据权利要求1所述的一种贴片精度检测机,其特征在于:所述的上料平台(2)包括第一直线模组(21)、第二直线模组(22)及支台(23),其中,上述第一直线模组(21)水平设置在机台(1)上;上述第二直线模组(22)沿垂直于第一直线模组(21)方向设置,并与第一直线模组(21)的输出端连接,第一直线模组(21)驱动第二直线模组(22)沿其设置方向直线移动;上述支台(23)包括至少二个,支台(23)间隔设置于第二直线模组(22)上,并与第二直线模组(22)的输出端连接,第二直线模组(22)驱动支台(23)沿垂直于第一直线模组(21)方向直线运动,支台(23)的顶部布设有真空吸孔,以便吸附固定物料。
3.根据权利要求2所述的一种贴片精度检测机,其特征在于:所述的上料搬臂(3)包括搬臂直线模组(31)、搬臂滑座(32)及吸座(33),其中,上述搬臂直线模组(31)架设在上料平台(2)的上方,并沿直线方向延伸至下检测机构(4)上方;上述搬臂滑座(32)连接与搬臂直线模组(31)的输出端上,经搬臂直线模组(31)驱动而直线运动;上述吸座(33)包括至少二个,吸座(33)连接于搬臂直线模组(31)的输出端上,吸座(33)底部布设有真空吸孔,以便从支台(23)上吸附物料后,带动片状物料在下检测机构(4)上方直线移动。
4.根据权利要求3所述的一种贴片精度检测机,其特征在于:所述的下检测机构(4)包括第一检测组件和第二检测组件,第一检测组件及第二检测组件沿物料直线移动方向间隔设置,在同一水平平面上两两一组形成四个检测点,检测点处形成圆形检测平面,上料搬臂(3)带动片状物料在检测机构(4)上方由左至右直线移动时,包括二次检测位置,其中第一次检测为物料右侧边角移动至第一检测组件的圆形检测平面中心位置处,第二次检测为物料左侧边角移动至第二检测组件的圆形检测平面中心位置。
5.根据权利要求4所述的一种贴片精度检测机,其特征在于:所述的第一检测组件及第二检测组件分别包括下检测直线模组(41)、下检测支座(42)、下检测CCD(43)及下检测光源(44),其中,上述下检测直线模组(41)水平设置在机台(1)上,第一检测组件和第二检测组件的下检测直线模组(41)间隔设置;上述下检测支座(42)竖直连接在下检测直线模组的输出端上;上述下检测CCD(43)竖直设置在下检测支座(42)的侧壁上,且镜头朝上设置;上述下检测光源(44)设置于下检测支座(42)的顶部,且下检测光源(44)的中部开设有拍摄透孔,拍摄透孔对应设置于下检测CCD的上部。
6.根据权利要求5所述的一种贴片精度检测机,其特征在于:所述的移载平台(5)包括移载直线模组(51)、移载滑座(52)、移载升降气缸(53)及移载座(54),其中,上述移载直线模组(51)水平设置于机台(1)上;上述移载滑座(52)设置在移载直线模组(51)的输出端上,并经移载直线模组(51)驱动而直线运动;上述移载升降气缸(53)竖直设置在移载滑座(52)上,且输出端朝上设置,移载升降气缸(53)的输出端上连接有水平支板;上述移载座(54)包括至少二个,移载座(54)水平设置在水平支板上,移载座(54)的表面布设有真空吸孔,以便吸附固定物料。
7.根据权利要求6所述的一种贴片精度检测机,其特征在于:所述的上检测机构(6)包括第三检测组件和第四检测组件,第三检测组件及第四检测组件沿物料直线移动方向间隔设置,在同一水平平面上两两一组形成四个检测点,检测点处形成圆形检测平面,移载平台(5)带动片状物料在上检测机构(6)下方由左至右直线移动时,包括二次检测位置,其中第一次检测为物料右侧边角移动至第三检测组件的圆形检测平面中心位置处,第二次检测为物料左侧边角移动至第四检测组件的圆形检测平面中心位置。
8.根据权利要求7所述的一种贴片精度检测机,其特征在于:所述的第三检测组件和第四检测组件分别包括检测支架、上检测直线模组(61)、上检测支座(62)、上检测CCD(63)及上检测光源(64),其中,上述检测支架为U型架体结构,检测支架架设在移载平台上方;上述上检测直线模组(61)设置在检测支架上,第三检测组件和第四检测组件的上检测直线模组(61)间隔设置;上述上检测支座(62)竖直连接在上检测直线模组的输出端上;上述上检测CCD(63)竖直设置在上检测支座(62)的侧壁上,且镜头朝下设置;上述上检测光源(64)设置于上检测支座(62)的下部,且上检测光源(64)的中部开设有拍摄透孔,拍摄透孔对应设置于上检测CCD的下部。
9.根据权利要求8所述的一种贴片精度检测机,其特征在于:所述的下料机构包括下料传送带(7)、下料搬臂(8)及不良品传送辊(9),其中,上述下料传送带(7)设置于移载平台(5)的一侧,并水平延伸至机台(1)外侧,与后续工站对接;上述不良品传送辊(9)设置在下料传送带(7)的侧部,并沿垂直于下料传送带(7)方向水平延伸;上述下料搬臂(8)架设在下料传送带(7)与不良品传送辊(9)上方,下料搬臂(8)从移载平台(5)上取出检测后的物料,将良品物料搬移至下料传送带(7)上,将不良品物料搬移至不良品传送辊(9)上。
10.根据权利要求9所述的一种贴片精度检测机,其特征在于:所述的下料搬臂(8)包括水平驱动组件、竖直驱动组件、旋转驱动组件及取料组件,其中,上述水平驱动组件架设在机台(1)上;上述竖直驱动组件连接于水平驱动组件上,并经水平驱动组件驱动而在水平面内沿X轴方向及Y轴方向直线运动;上述旋转驱动组件连接在竖直驱动组件上,经竖直驱动组件驱动而沿竖直方向直线运动;上述取料组件连接在旋转驱动组件上,旋转驱动组件驱动取料组件在水平面内旋转运动,取料组件通过真空负压吸附物料。
11.根据权利要求10所述的一种贴片精度检测机,其特征在于:所述的水平驱动组件包括横向直线模组(81)、纵向直线模组(82)及下料滑座(83),其中,上述横向直线模组(81)沿横向方向架设在机台(1)上,横向直线模组(81)的一侧平行间隔第设置有下料支架,下料支架的顶部设有直线滑轨;上述纵向直线模组(82)沿纵向方向设置在横向直线模组(81)及下料支架上,经横向直线模组(81)驱动而沿直线滑轨直线运动;上述下料滑座(83)可活动地连接在纵向直线模组(82)上,经纵向直线模组(82)驱动沿纵向方向直线运动;上述竖直驱动组件包括竖向气缸(84)及竖向滑座(85),其中,上述竖向气缸(84)连接与于下料滑座(83)的外侧壁上,且输出端朝下设置;上述竖向滑座(85)沿竖直方向可滑动地连接在下料滑座(83)上,且与竖向气缸(84)的输出端连接;上述旋转驱动组件包括旋转电机(86),旋转电机(86)连接在竖向滑座(85)上,且输出端朝下设置;上述取料组件包括取料支座(87)及取料吸嘴(88),其中,上述取料支座(87)水平连接在旋转电机(86)的输出端下部,旋转电机(86)驱动取料支座(87)在水平面内旋转运动,以便调整角度;取料支座(87)上开设有条槽,条槽包括二个,分别平行间隔地设置在取料支座(87)上;上述取料吸嘴(88)包括至少二个,取料吸嘴(88)可拆卸地安装在条槽内,通过条槽调整安装位置,且竖直延伸至条槽下方,通过底部的真空吸嘴吸附物料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122937118.5U CN216631663U (zh) | 2021-11-27 | 2021-11-27 | 一种贴片精度检测机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122937118.5U CN216631663U (zh) | 2021-11-27 | 2021-11-27 | 一种贴片精度检测机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216631663U true CN216631663U (zh) | 2022-05-31 |
Family
ID=81737745
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122937118.5U Withdrawn - After Issue CN216631663U (zh) | 2021-11-27 | 2021-11-27 | 一种贴片精度检测机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216631663U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114345735A (zh) * | 2021-11-27 | 2022-04-15 | 深圳市易天自动化设备股份有限公司 | 一种贴片精度检测机及其检测工艺 |
| CN115007501A (zh) * | 2022-07-22 | 2022-09-06 | 深圳宝创电子设备有限公司 | 一种高精度芯片及滤光片分选方法、分选机 |
| CN116643107A (zh) * | 2023-06-13 | 2023-08-25 | 和创联合科技(北京)有限公司 | 一种贴片器件精准定位测试夹具 |
| CN118529490A (zh) * | 2024-07-26 | 2024-08-23 | 厦门普诚半导体科技有限公司 | 一种上下料检测设备 |
-
2021
- 2021-11-27 CN CN202122937118.5U patent/CN216631663U/zh not_active Withdrawn - After Issue
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114345735A (zh) * | 2021-11-27 | 2022-04-15 | 深圳市易天自动化设备股份有限公司 | 一种贴片精度检测机及其检测工艺 |
| CN114345735B (zh) * | 2021-11-27 | 2025-09-12 | 深圳市易天自动化设备股份有限公司 | 一种贴片精度检测机及其检测工艺 |
| CN115007501A (zh) * | 2022-07-22 | 2022-09-06 | 深圳宝创电子设备有限公司 | 一种高精度芯片及滤光片分选方法、分选机 |
| CN116643107A (zh) * | 2023-06-13 | 2023-08-25 | 和创联合科技(北京)有限公司 | 一种贴片器件精准定位测试夹具 |
| CN118529490A (zh) * | 2024-07-26 | 2024-08-23 | 厦门普诚半导体科技有限公司 | 一种上下料检测设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN216631663U (zh) | 一种贴片精度检测机 | |
| CN114345735A (zh) | 一种贴片精度检测机及其检测工艺 | |
| CN209460275U (zh) | 手机屏幕模组检测设备 | |
| WO2022126878A1 (zh) | 曲面屏幕裂纹检测设备 | |
| KR101264849B1 (ko) | 액정표시장치의 백라이트 유닛 제조장치 | |
| CN210108988U (zh) | Aoi全自动屏幕缺陷检测生产线 | |
| CN113001166A (zh) | 一种笔记本电脑触摸板对位锁螺丝设备 | |
| CN116553174A (zh) | 板件吸附机构及应用其的柔性电路板预压系统 | |
| CN118712112B (zh) | 一种晶圆notch定位及边缘检测设备 | |
| CN111085464B (zh) | 一种用于玻璃盖板外观在线检测的装置 | |
| TWI623738B (zh) | 真空吸平裝置及含其的料片檢測設備及料片移載設備 | |
| CN113414122B (zh) | 柔性屏双面3d检测设备 | |
| CN106057697A (zh) | 一种电池片检测定位装置 | |
| CN209911252U (zh) | 外观检测设备 | |
| CN216638116U (zh) | 一种自动搬移及校正机构 | |
| CN217237794U (zh) | 一种多方位外观检测装置 | |
| TWI574002B (zh) | 可調整吸附面積的真空吸平裝置及其料片檢測設備及料片移載設備 | |
| CN212600118U (zh) | 一种笔记本电脑触摸板对位锁螺丝设备 | |
| CN217361027U (zh) | 一种全自动高速贴合机 | |
| CN215986793U (zh) | 一种检测装置 | |
| CN212069569U (zh) | 玻璃盖板外观在线检测装置 | |
| CN114093269A (zh) | 一种全自动高速贴合机及其贴合工艺 | |
| CN223065130U (zh) | 一种软包电池外观检测装置 | |
| CN216646308U (zh) | 一种分段独立式精度检测机构 | |
| CN220568667U (zh) | 一种产品自动化检测的设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20220531 Effective date of abandoning: 20250912 |
|
| AV01 | Patent right actively abandoned |
Granted publication date: 20220531 Effective date of abandoning: 20250912 |