CN216540582U - 一种弹条坯料输送系统 - Google Patents
一种弹条坯料输送系统 Download PDFInfo
- Publication number
- CN216540582U CN216540582U CN202123235995.4U CN202123235995U CN216540582U CN 216540582 U CN216540582 U CN 216540582U CN 202123235995 U CN202123235995 U CN 202123235995U CN 216540582 U CN216540582 U CN 216540582U
- Authority
- CN
- China
- Prior art keywords
- conveying belt
- guide plate
- elastic strip
- strip blank
- conveyer belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Abstract
本实用新型提供了一种弹条坯料输送系统,包括依次对接的第一输送带、第二输送带和第三输送带,所述第一输送带与切割设备对接,所述第一输送带通过第一对接单元将弹条坯料转运到第二输送带上,所述第二输送带配合对接有至少一个所述第三输送带,所述第三输送带通过第二对接单元与第二输送带连接,所述第二输送带与加热成型设备对接。本实用新型的优点在于:通过多个输送带与对接单元的配合将切割设备中切割的弹条坯料输送给热成型设备,能够保证生产节拍的连续,而且第二输送带可同时对接多个第三输送带,从而使用一个切割设备对接多个热成型设备,使切割设备能够高效率的工作,提高生产效率。
Description
技术领域
本实用新型涉及弹条加工技术领域,尤其涉及一种弹条坯料输送系统。
背景技术
弹条是钢轨铺设中广泛使用的固定钢轨的零件,弹条在工厂加工时,一般是将来料的长杆切割成预设长度后送入后端设备进行加热并弯曲成弹条的结构,由于切断设备与加热设备无法直接对接,因此现有技术中主要通过人工方式进行原料的转运,需要耗费较高的人力成本,而且工作效率较低。
公开号为CN111071803A的实用新型专利申请公开的自动码料装置及公告号为CN209939846U的实用新型专利公开的弹条棒料收集及抓取装置等方案均能够用来将切断设备切断后的原料转运到加热成型设备中,然而这些设备均需要间断的进行物料转运的操作,会影响正常的生产节奏,影响生产效率,转运后的物料无法确保能够规则排列依次进入到加热成型设备中,依然需要人工进行操作或辅助;而且一般切割所需时间远小于加热和弯折成型所需的时间,如果直接将切割设备输出的弹条坯料输送给加热成型设备,将严重影响切割设备的工作效率。
实用新型内容
本实用新型所要解决的技术问题在于提供一种能够自动将切割后的弹条坯料输送到加热成型设备中的弹条坯料输送系统。
本实用新型是通过以下技术方案解决上述技术问题的:一种弹条坯料输送系统,包括依次对接的第一输送带、第二输送带和第三输送带,所述第一输送带与切割设备对接,所述第一输送带通过第一对接单元将弹条坯料转运到第二输送带上,所述第二输送带配合对接有至少一个所述第三输送带,所述第三输送带通过第二对接单元与第二输送带连接,所述第二输送带与加热成型设备对接。
本实用新型通过多个输送带与对接单元的配合将切割设备中切割的弹条坯料输送给热成型设备,能够保证生产节拍的连续,而且第二输送带可同时对接多个第三输送带,从而使用一个切割设备对接多个热成型设备,使切割设备能够高效率的工作,提高生产效率。
优选的,所述第一输送带、第二输送带和第三输送带平行设置,所述弹条坯料沿长度方向在第一输送带、第二输送带和第三输送带上移动。
优选的,所述第二输送带设置于地面之下。
优选的,所述第一对接单元包括伸缩气缸、第一导料板和第一刮板提升机,所述伸缩气缸和第一导料板分别设置于第一输送带的两侧,第一导料板远离第一输送带的一端倾斜向下,第一刮板提升机行程的上端与第一导料板的下料端对接,所述伸缩气缸的输出端固定连接有第一推板。
优选的,所述第一刮板提升机包括两个平行的链条,所述链条通过链轮驱动大致沿竖直方向转动,两侧的所述链条上分别均匀的设置有多个刮板,所述弹条坯料放置于所述刮板上跟随链条向下运动。
优选的,所述第一导料板的下端设置有两个第一缺口槽,两侧链条上的所述刮板能够转动经过所述第一缺口槽;
所述第二输送带的进料端在输送方向的两侧分别设置有一个上端向外侧倾斜的夹板,靠近第一刮板提升机一侧的夹板上设置有两个供刮板通过的第二缺口槽。
优选的,所述第二输送带输出端的上方设置有第一夹爪,所述第二对接单元包括第二导料板和第二刮板提升机,所述第一夹爪能够夹持处于第二输送带输出端的弹条坯料并移动到第二导料板上方;所述第二导料板固定于第二输送带输出端的侧面,第二导料板相对第二输送带向下倾斜且端部上翘,第二导料板远离第二输送带的一端设置为梳齿状结构;所述第二刮板提升机具有梳齿状的提升板,所述提升板能够从第二导料板的梳齿状结构中通过。
优选的,所述第二输送带输出端的两侧分别设置有一个所述第二对接单元,所述第一夹爪固定于与第二输送带的输送方向垂直的滑轨上,所述第一夹爪包括两个相互平行的夹持板,所述夹持板相对的侧面上分别设置有一个内凹的卡槽,两个所述夹持板能够同步相互靠近或远离。
优选的,所述第二对接单元还包括与第二刮板提升机的上端对接的进料坡,所述弹条坯料跟随第二刮板提升机运动到第二刮板提升机的上端,并自动进入到进料坡上,所述进料坡倾斜向下设置,进料坡的下端连接有竖直向下的导向槽,所述导向槽的下端具有允许弹条坯料离开的槽口,所述槽口外侧具有与弹条坯料两端配合的倒角机;所述倒角机上端设置有第二夹爪,第三输送带的进料端的侧面倾斜设置有第三导料板,所述第二夹爪将弹条坯料从倒角机移动到第三导料板上,所述弹条坯料沿第三导料板滚动能够进入所述第三输送带。
优选的,所述导向槽下端的槽口处设置有突出的弹片,所述槽口远离倒角机的一侧设置有将弹条坯料推出到倒角机上的第二推板。
本实用新型提供的弹条坯料输送系统的优点在于:通过多个输送带与对接单元的配合将切割设备中切割的弹条坯料输送给热成型设备,能够保证生产节拍的连续,而且第二输送带可同时对接多个第三输送带,从而使用一个切割设备对接多个热成型设备,使切割设备能够高效率的工作,提高生产效率。通过提升机的刮板与各导料板的交换配合实现弹条坯料的传送。
附图说明
图1为本实用新型的实施例提供的弹条坯料输送系统的示意图;
图2为本实用新型的实施例提供的弹条坯料输送系统的第一输送带与第一对接单元的配合状态示意图;
图3为本实用新型的实施例提供的弹条坯料输送系统的第二输送带与第一对接单元的配合状态示意图;
图4为本实用新型的实施例提供的弹条坯料输送系统的第二输送带与第二对接单元的配合状态示意图;
图5为本实用新型的实施例提供的弹条坯料输送系统的第一夹爪的示意图;
图6为本实用新型的实施例提供的弹条坯料输送系统的第二刮板提升机与进料坡的配合状态示意图;
图7为本实用新型的实施例提供的弹条坯料输送系统的进料坡的导向槽示意图;
图8为本实用新型的实施例提供的弹条坯料输送系统的第三输送带与第二对接单元的配合状态示意图。
具体实施方式
为使本实用新型的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
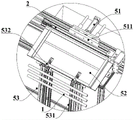
如图1所示,本实施例提供了一种弹条坯料输送系统,包括弹条坯料1依次经过第一输送带2、第二输送带3和第三输送带4,所述第一输送带2与切割设备对接,所述第一输送带2通过第一对接单元5将弹条坯料1转移到第二输送带3上,所述第二输送带对接有至少一个所述第三输送带4,第二输送带通过第二对接单元6与第三输送带4连接,所述第二输送带3与加热成型设备对接。
本实施通过多个输送带与对接单元的配合将切割设备中切割的弹条坯料1输送给热成型设备,能够保证生产节拍的连续,而且第二输送带3可同时对接多个第三输送带4,从而使用一个切割设备对接多个热成型设备,使切割设备能够高效率的工作,提高生产效率。
结合图2,所述第一输送带2、第二输送带3和第三输送带4分别平行设置,所述弹条坯料1能够沿长度方向在第一输送带2、第二输送带3和第三输送带4上移动,本实施例中在车间中向地下施工形成一半地下空间,所述第二输送带3设置于该半地下空间内,由于第二输送带3仅进行物料的传输,因此可在第二输送带3的上方覆盖支撑结构时第二输送带3处于地面之下,其上可供通行或放置其他设备,由此在增加生产设备的情况下,不需要增大占地面积。
参考图2,所述第一对接单元5包括伸缩气缸51、第一导料板52和第一刮板提升机53,所述伸缩气缸51和第一导料板52分别设置于第一输送带2的两侧,第一导料板52远离第一输送带2的一侧倾斜向下,第一刮板提升机53行程的上端与第一导料板52的下料端对接,所述伸缩气缸51的输出端固定连接有第一推板511。
所述弹条坯料1在第一输送带2上被传送到出料端,然后伸缩气缸51通过第一推板511将弹条坯料1推送到第一导料板52上,在运动惯性以及重力作用下,弹条坯料1在第一导料板52上滚动进入到第一刮板提升机53上,通过第一刮板提升机53的转动向下运动。
所述第一刮板提升机53包括两个平行链条531,所述链条531通过链轮驱动大致沿竖直方向转动,两侧的所述链条531上分别均匀的设置有多个刮板532,所述刮板532与链条531大致垂直或与链条531运动的反方向的夹角小于90°,弹条坯料1放置于倾斜的刮板532上,以防止滚落,刮板532越过链条531的最上端后,所述弹条坯料1滚动进入到刮板532上,然后跟随刮板532转动向下运动。所述第一导料板52的两侧设置有导向挡板531,对导料板52的轴向位置进行适当的限位,确保其能够进入第一刮板提升机53上。进一步的,所述导向挡板531的上端向第一导料板52内侧形成第一翻边522以防止弹条坯料1在第一导料板52上因碰撞等导致跳起。
为了方便与第一刮板提升机53进行配合,所述第一导料板52的下端还设置有两个第一缺口槽523,两侧链条531上的刮板532能够转动穿过所述第一缺口槽531,从而使链条531能够紧贴第一导料板52的下端,方便弹条坯料1滚入刮板532上。
参考图3,所述第二输送带3的进料端在输送方向的两侧分别设置有一个上端向外侧倾斜的夹板31,靠近第一刮板提升机53一侧的夹板31上设置有两个供刮板532通过的第二缺口槽32,在刮板532携带弹条坯料1通过第二缺口槽32时,弹条坯料1进入到夹板31内,刮板532从第二缺口槽32处离开,由此完成弹条坯料1从第一输送带2转移到第二输送带3的过程,在实际使用时,所述刮板532的结构可进行适应性的调整,只需要能够支撑至少两个点或部分区域使弹条坯料1保持平稳即可,在此情况下,所述第一缺口槽531和第二缺口槽32则跟随刮板532的结构进行适应设计。
所述第二输送带3驱动弹条坯料1沿轴向行进,在第二输送带3的输送路径上可根据需要设置多组夹板31以防止弹条坯料1滚落。
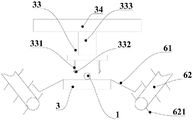
参考图4,所述第二输送带3的输出端的上方设置有第一夹爪33,所述第二对接单元包括第二导料板61和第二刮板提升机62,所述第一夹爪33能够夹持处于第二输送带3上的弹条坯料1并移动到第二导料板61的上方,所述第二导料板61固定于第二输送带3的侧面,第二导料板61相对第二输送带3向下倾斜且端部上翘,第二导料板61远离第二输送带3的一端设置为梳齿状结构,所述第二刮板提升机62具有梳齿状的提升板621,所述提升板621能够从第二导料板61的梳齿状结构中穿过;所述第一夹爪33夹持所述弹条坯料1横向移动到所述第二导料板61上放,然后释放弹条坯料1,弹条坯料1自动滚落到第二导料板61的外侧,第二刮板提升机62的提升板621穿过第二导料板61的梳齿状结构将弹条坯料1托起,驱动弹条坯料1跟随提升板621向上运动。
本实施例中,在所述第二输送带3的两侧分别设置有一个所述第二对接单元6,所述第一夹爪33固定于与第二输送带3的输送方向垂直的滑轨34上,所述第一夹爪33交替的将弹条坯料1输送给两侧的第二对接单元6,以兼顾不同设备生产节拍的搭配。所述第一夹爪33包括两个相互平行的夹持板331,所述夹持板331相对的侧面上分别设置有一个内凹的卡槽332,两个所述夹持板331能够同步相互靠近或远离,两个夹持板331通过升降气缸333驱动沿竖直方向升降。
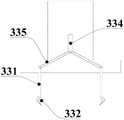
具体的,两个所述夹持板331可分别螺接于同一个丝杆的两端,且丝杆两端的螺纹方向相反,通过电机驱动丝杆转动使两个夹持板331同步运动,或者参考图5,所述第一夹爪33上还设置有夹持气缸驱动两个夹持板331同步运动,具体的,夹持气缸的伸缩端334铰接连接有两个连杆335,两个连杆335分别与连个夹持板331的铰接,所述夹持板331沿水平方向滑动设置,从而在连杆335的拉动下,能够沿水平方向同步靠近或远离。
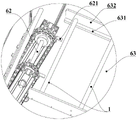
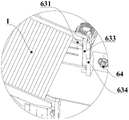
结合图6,所述第二对接单元6还包括与第二刮板提升机62的上端对接的进料坡63,所述弹条坯料1跟随第二刮板提升机62运动到第二刮板提升机62的上端,并自动进入到进料坡63上,具体的,所述进料坡63包括两个平行设置的托板631,所述托板631的侧面还设置有挡板632,所述进料坡63的托板631倾斜向下设置,所述弹条坯料1被第二刮板提升机62携带向上运动到顶端后,弹条坯料1的两端进入到两侧托板631的范围内,弹条坯料1的两端被两侧挡板632限制,在托板631的支撑下自动滑动离开提升板632。
结合图7,两侧托板631的下端连接有竖直向下的导向槽633,所述导向槽633下端沿水平方向开设有允许弹条坯料1离开的槽口634,所述槽口634外侧具有与弹条坯料1两端配合的倒角机64,托板631下方沿水平方向设置有第二推板(图未示),所述第二推板沿水平方向推出将最下端的弹条坯料1从槽口634处推出,倒角机64对弹条坯料1的两端进行倒角处理,此时上方的弹条坯料1下降落到槽口634所在位置,为了防止弹条坯料1从槽口634脱离,在所述槽口634处设置有突出的弹片(图未示),通过两侧的弹片控制两侧槽口634之间的距离,防止弹条坯料1脱落,同时能够在第二推板推出时,被弹条坯料1的两端挤压下变形离开槽口634,使弹条坯料1能够正常离开,弹条坯料1经过后弹片自动复位防止后面的弹条坯料1自动脱落。
参考图8,倒角机64上方还设置有第二夹爪(图未示),所述第二夹爪的结构与第一夹爪相同,所述第三输送带4的进料端的侧面还设置有第三导料板65,所述第二夹爪能够将弹条坯料从倒角机64上转移到第三导料板65上,所述第三输送带4的两侧同样设置有夹板以方便弹条坯料1进入并进行限位,所述第三导料板65的下端导向所述夹板,弹条坯料1从第三导料板65内直接滚动落入两侧夹板的范围内,从而能够跟随第三输送带4行进。
以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
Claims (10)
1.一种弹条坯料输送系统,其特征在于:包括依次对接的第一输送带、第二输送带和第三输送带,所述第一输送带与切割设备对接,所述第一输送带通过第一对接单元将弹条坯料转运到第二输送带上,所述第二输送带配合对接有至少一个所述第三输送带,所述第三输送带通过第二对接单元与第二输送带连接,所述第二输送带与加热成型设备对接。
2.根据权利要求1所述的一种弹条坯料输送系统,其特征在于:所述第一输送带、第二输送带和第三输送带平行设置,所述弹条坯料沿长度方向在第一输送带、第二输送带和第三输送带上移动。
3.根据权利要求2所述的一种弹条坯料输送系统,其特征在于:所述第二输送带设置于地面之下。
4.根据权利要求3所述的一种弹条坯料输送系统,其特征在于:所述第一对接单元包括伸缩气缸、第一导料板和第一刮板提升机,所述伸缩气缸和第一导料板分别设置于第一输送带的两侧,第一导料板远离第一输送带的一端倾斜向下,第一刮板提升机行程的上端与第一导料板的下料端对接,所述伸缩气缸的输出端固定连接有第一推板。
5.根据权利要求4所述的一种弹条坯料输送系统,其特征在于:所述第一刮板提升机包括两个平行的链条,所述链条通过链轮驱动大致沿竖直方向转动,两侧的所述链条上分别均匀的设置有多个刮板,所述弹条坯料放置于所述刮板上跟随链条向下运动。
6.根据权利要求5所述的一种弹条坯料输送系统,其特征在于:所述第一导料板的下端设置有两个第一缺口槽,两侧链条上的所述刮板能够转动经过所述第一缺口槽;
所述第二输送带的进料端在输送方向的两侧分别设置有一个上端向外侧倾斜的夹板,靠近第一刮板提升机一侧的夹板上设置有两个供刮板通过的第二缺口槽。
7.根据权利要求1所述的一种弹条坯料输送系统,其特征在于:所述第二输送带输出端的上方设置有第一夹爪,所述第二对接单元包括第二导料板和第二刮板提升机,所述第一夹爪能够夹持处于第二输送带输出端的弹条坯料并移动到第二导料板上方;所述第二导料板固定于第二输送带输出端的侧面,第二导料板相对第二输送带向下倾斜且端部上翘,第二导料板远离第二输送带的一端设置为梳齿状结构;所述第二刮板提升机具有梳齿状的提升板,所述提升板能够从第二导料板的梳齿状结构中通过。
8.根据权利要求7所述的一种弹条坯料输送系统,其特征在于:所述第二输送带输出端的两侧分别设置有一个所述第二对接单元,所述第一夹爪固定于与第二输送带的输送方向垂直的滑轨上,所述第一夹爪包括两个相互平行的夹持板,所述夹持板相对的侧面上分别设置有一个内凹的卡槽,两个所述夹持板能够同步相互靠近或远离。
9.根据权利要求7所述的一种弹条坯料输送系统,其特征在于:所述第二对接单元还包括与第二刮板提升机的上端对接的进料坡,所述弹条坯料跟随第二刮板提升机运动到第二刮板提升机的上端,并自动进入到进料坡上,所述进料坡倾斜向下设置,进料坡的下端连接有竖直向下的导向槽,所述导向槽的下端具有允许弹条坯料离开的槽口,所述槽口外侧具有与弹条坯料两端配合的倒角机;所述倒角机上端设置有第二夹爪,第三输送带的进料端的侧面倾斜设置有第三导料板,所述第二夹爪将弹条坯料从倒角机移动到第三导料板上,所述弹条坯料沿第三导料板滚动能够进入所述第三输送带。
10.根据权利要求9所述的一种弹条坯料输送系统,其特征在于:所述导向槽下端的槽口处设置有突出的弹片,所述槽口远离倒角机的一侧设置有将弹条坯料推出到倒角机上的第二推板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123235995.4U CN216540582U (zh) | 2021-12-20 | 2021-12-20 | 一种弹条坯料输送系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123235995.4U CN216540582U (zh) | 2021-12-20 | 2021-12-20 | 一种弹条坯料输送系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216540582U true CN216540582U (zh) | 2022-05-17 |
Family
ID=81545631
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202123235995.4U Active CN216540582U (zh) | 2021-12-20 | 2021-12-20 | 一种弹条坯料输送系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216540582U (zh) |
-
2021
- 2021-12-20 CN CN202123235995.4U patent/CN216540582U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204354239U (zh) | 全自动高频拼板机 | |
| CN107877006A (zh) | 一种全自动数控激光切管机 | |
| CN213356014U (zh) | 一种用于瓦楞纸箱的纠偏对齐设备 | |
| GB2061893A (en) | Pipe feeding apparatus | |
| CN105108357B (zh) | 一种用于切管机自动上料装置 | |
| KR101569802B1 (ko) | 파이프 이송장치 | |
| CN112871698B (zh) | 一种木工行业柔性智能分拣线及分拣方法 | |
| CN109351525B (zh) | 自动喷漆机 | |
| EP2106377B1 (de) | Vorrichtung zum vereinzeln plattenförmiger gegenstände | |
| CN105819232A (zh) | 一种自动堆叠装置及其堆叠方法 | |
| CN216540582U (zh) | 一种弹条坯料输送系统 | |
| CN214526570U (zh) | 切割倒角生产线中的钢管转运装置 | |
| CN204893227U (zh) | 一种用于切管机自动上料装置 | |
| CN113977241A (zh) | 一种固定节组件的自动组装系统 | |
| CN110326653B (zh) | 肉制品加工系统 | |
| CN114178422A (zh) | 一种弹条坯料输送系统 | |
| CN107900539A (zh) | 一种全自动数控激光切管机用输料系统 | |
| CN112623777A (zh) | 一种周转筐输送系统、木板装筐系统及装筐方法 | |
| CN112660830B (zh) | 一种木板分拣料仓、系统及方法 | |
| CN115744225A (zh) | 一种管材自动打塞机 | |
| CN205634205U (zh) | 一种自动堆叠装置 | |
| CN212449944U (zh) | 一种铝基板分层储存系统 | |
| CN214059068U (zh) | 一种木板输送系统 | |
| CN114314001A (zh) | 一种玻璃插片设备 | |
| CN209870902U (zh) | 型材套袋设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |