CN112660830B - 一种木板分拣料仓、系统及方法 - Google Patents
一种木板分拣料仓、系统及方法 Download PDFInfo
- Publication number
- CN112660830B CN112660830B CN202011564234.0A CN202011564234A CN112660830B CN 112660830 B CN112660830 B CN 112660830B CN 202011564234 A CN202011564234 A CN 202011564234A CN 112660830 B CN112660830 B CN 112660830B
- Authority
- CN
- China
- Prior art keywords
- bin
- taking
- material taking
- plate
- stacking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Landscapes
- Sorting Of Articles (AREA)
- Specific Conveyance Elements (AREA)
Abstract
本发明属于木工技术领域,具体涉及一种木板分拣料仓、系统及方法,分拣料仓包括料仓底架,料仓底架上并列设置有多个工位,每个工位包括堆料仓和取料仓,堆料仓为两块相对设置的第一隔板形成的空间,料仓底架上安装有第二驱动电机,第二驱动电机的输出轴上连接有丝杠螺母副,丝杠螺母副的螺母上固定有堆料底板,堆料底板伸入到堆料仓内,仓底架上还安装有推料气缸,推料气缸的输出端连接有推料板;每个工位上的第一隔板的后方对应设置有两相对设置的第二隔板,第一隔板的后部与第二隔板共同形成的空间为取料仓。本发明能够自动化完成选色标记后木板的分类和规整环节,分拣效率高,且不容易出错。
Description
技术领域
本发明属于木工技术领域,具体涉及一种木板分拣料仓、系统及方法。
背景技术
木工行业生产齿接板时,为了提高板材的等级品质,需要将短的半成品木块经过选色按颜色等级分类,单一类别颜色的半成品木块再进行梳齿拼接为长的齿接木条,齿接木条再拼成板材,这样就是纯色板,不会形成杂色的花板。
目前行业现状是人工将选色分类后的物料进行整理,将选色时带有标记的面整理朝向一致后再上料给梳齿机进行齿接生产。人工作业效率低,并且人工连续作业会产生视觉疲劳,有时会将木块正反面放混,放混的木块流转后生产出的板材为杂色板,影响板材的品质,降低板材等级,进而板材的价格和利润下降。
发明内容
本发明的目的是克服现有技术中存在的人工分拣效率低、容易将木块正反面放混的缺陷,提供一种分拣效率高、且分拣出错率低的木板分拣料仓、系统及方法。
本发明解决其技术问题所采用的技术方案是:
一种木板分拣料仓,其特征在于:包括料仓底架,所述料仓底架上并列设置有多个工位,每个工位包括堆料仓和取料仓,所述堆料仓为两块相对设置的第一隔板形成的空间,所述料仓底架上安装有第二驱动电机,所述第二驱动电机的输出轴上连接有丝杠螺母副,丝杠螺母副的螺母上固定有堆料底板,所述堆料底板伸入到所述堆料仓内,所述堆料仓外侧的料仓底架上还安装有推料气缸,所述推料气缸的输出端连接有推料板;每个工位上的第一隔板的后方对应设置有两相对设置的第二隔板,所述第一隔板与所述第二隔板之间具有用来使取料卡爪进入的取料空间,所述第一隔板的后部与所述第二隔板共同形成的空间为取料仓。
进一步地,所述堆料底板上还固定连接有第一导向块,所述料仓底架上还设置有与所述丝杠螺母副的丝杠平行设置的第一导轨,所述第一导向块滑动连接在所述第一导轨上。
进一步地,每个堆料仓的上端的第一隔板上还安装有用来检测是否有木板放入堆料仓内的第二光电传感器。
进一步地,料仓底架上并列设置四个工位,中间两个工位的取料仓的高度是两侧工位取料仓高度的2倍及其以上。
进一步地,还包括用来对两侧工位取料的第一取料机构;所述第一取料机构包括设置在所述取料空间前后两侧的第一物料支撑台和第二物料支撑台,所述第一物料支撑台和所述第二物料支撑台的高度与所述堆料底板的下限位置相同,所述第一物料支撑台和第二物料支撑台中间设置有抓手避让机构,所述抓手避让机构包括:安装在所述料仓底架上的避让气缸、安装在所述避让气缸输出端的第三物料支撑台、安装在所述料仓底架上的导向套以及滑动连接在所述导向套内的第二导轨。
进一步地,还包括用来对中间机构取料的第二取料机构,所述第二取料机构包括:固定安装在所述料仓底架上且位于所述第二隔板后侧的提升支架,所述提升支架上安装有提升推杆,所述提升推杆的输出端固定连接有第四物料支撑台,所述取料仓内还设置有第五物料支撑台,当所述第四物料支撑台位于最低位时,所述第四物料支撑台和所述第五物料支撑台等高度对接。
进一步地,所述提升支架上竖向设置有第三导轨,所述第四物料支撑台滑动连接在所述第三导轨上。
进一步地,所述第四物料台中间与所述取料空间对应的位置具有使取料卡爪进入的取料凹槽。
本发明还公开了一种木板分拣系统,其特征在于:包括两个并列设置的机器人抓手、与每个机器人抓手对应的分拣料仓以及用来抓取整叠木板的取料卡爪,每个分拣料仓内具有正面工位和反面工位;所述取料卡爪包括安装在所述六轴机械臂上的取料架以及对称安装在所述取料架上的两个卡爪组件,所述卡爪组件包括安装在所述取料架上的固定取料板、设置在所述取料架上的第四导轨、安装在所述取料架上的取料气缸以及连接在所述取料气缸输出端且沿所述第四导轨滑动的活动取料板。
本发明同时公开了一种木板分拣方法,其特征在于:包括以下步骤:
S1、初始位置,堆料底板位于堆料仓最上端,向堆料底板上放入一块木板后,第二驱动电机转动通过丝杠螺母副带动堆料底板向下运动一个木板厚度的高度,直至将堆料仓装满,此时堆料底板位于下限位置;
S2、推料气缸推动推料板,推料板推动整叠的木板运动到取料仓;整叠的木板被推送到第一物料支撑台、第二物料支撑台和第三物料支撑台上或者把整叠的木板推送到第四物料支撑台和第五物料支撑台上;
S31、当需要对两侧的工位上的木板进行取料时,首先避让气缸带动第三物料支撑台向下运动,整叠的木板搭接在第一物料支撑台和第二物料支撑台上,第一物料支撑台与整叠的木板之间形成一个可以供固定取料板伸入的取料空隙,取料卡爪的固定取料板插入取料空隙内,同时活动取料板位于整叠木板的上方,此时取料气缸带动活动取料板向下运动压紧整叠的木板,进而机械臂带动取料卡爪将整叠的木板取出;
S32、当需要对中间的两工位上的木板进行取料时;推料板将整叠的木板推到第四物料支撑台和第五物料支撑台上,提升推杆带动第四物料支撑台向上运动到两侧工位的取料仓以上,然后机械臂带动取料卡爪的固定取料板插入到第四物料支撑台的取料凹槽内,同时活动取料板位于整叠木板的上方,此时取料气缸带动活动取料板向下运动压紧整叠木板的上方,此时取料气缸带动活动取料板向下运动压紧整叠的木板,进而机械臂带动取料卡爪将整叠的木板取出。
本发明的一种木板分拣料仓、系统及方法的有益效果是:
1、通过第二驱动电机驱动丝杠螺母副带动堆料底板每次下降一个木板厚度的高度,不断将木板堆叠在堆料底板上,直至将堆料仓装满,并通过推料板将整叠的木板推动到取料仓内,方便取料卡爪将整叠的木板取出,结合机器人自动完成木板正反面的分拣和规整。
2、通过设置两个机器人抓手协同工作加快工作效率,分拣料仓同时设置8个工位供机器人抓手存放木板,且通过每个分拣料仓均设置两个正面工位和两个反面工位,实现标记向上木板和标记向下木板的缓存。
3、本发明以自动化的方式完成选色标记后木板的分类、规整环节,省去了部分人工,分拣效率高,且不容易出错。可以兼容应用于多规格尺寸木板的正反面分类、规整等分拣工作,柔性智能化程度高。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明。
图1是本发明实施例整体结构图;
图2是本发明实施例接料机结构图;
图3是本发明实施例接料机部分结构图;
图4是本发明实施例接料机和第一输送线结构图;
图5是本发明实施例部分结构图;
图6是图5中A部放大图;
图7是本发明实施例视觉系统结构图;
图8是本发明实施例分拣料仓整体结构图;
图9是本发明实施例分拣料仓部分结构图;
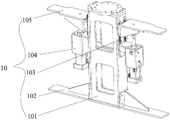
图10是本发明实施例取料卡爪结构图;
图11是本发明实施例装筐辊道系统立体结构图;
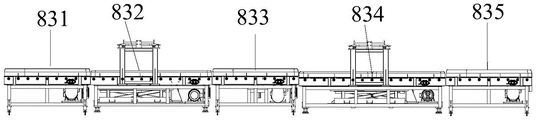
图12是本发明实施例装筐辊道系统主视图;
图13是本发明实施例周转筐结构图;
图14是本发明实施例的叠筐位结构图;
图15是本发明实施例的插筐机构立体图;
图16是本发明实施例的定位机构立体图;
图17是本发明实施例的第四物料支撑台结构图。
图中:1、木板,2、接料机,21、接料机架,22、第一驱动电机,23、接料主动链轮,24、接料从动链轮,25、翻料转轴,26、翻料臂,27、筐导向槽,28、导料斗,29、滑动辊,3、第一输送线,31、输送隔板,32、接料段,33、匀料段,34、出料段,35、挡料板,4、离心机,42、第一光电传感器,5、第二输送线,6、第三输送线,7、分拣料仓,71、料仓底架,72、堆料仓,73、取料仓,74、第一隔板,75、第二驱动电机,76、丝杠螺母副,77、堆料底板,78、推料板,79、第一导向块,710、第一导轨,711、推料气缸,713、第二隔板,714、第二光电传感器,715、第一物料支撑台,716、第二物料支撑台,718、第三物料支撑台,719、第二导轨,720、提升支架,721、提升推杆,722、第四物料支撑台,7221、取料凹槽,723、第三导轨,724、第五物料支撑台,725、取料空间,726、导向套,8、装筐辊道系统,81、定位机构,811、定位安装架,812、定位气缸,813、定位导轨,814、定位块,82、插筐机构,821、插筐支架,822、插筐气缸,823、插筐板,824、插筐导轨,825、触手,830、传动辊,831、空筐上料位,832、拆筐位,833、装筐位,834、叠筐位,835、出料位,84、剪式升降架,9、周转筐,91、第二导向块,92、导向杆,93、顶紧块,94、滑动板,95、工位隔板,96、放料空间,97、支撑脚,98、对接槽,99、插接孔,10、取料卡爪,101、取料架,102、固定取料板,103、第四导轨,104、取料气缸,105、活动取料板,11、物料筐,111、筐导向轨道,12、delta机器人,13、姿态调整机构,131、弧形导向架,132、导向转动体,14、视觉系统,141、暗色灯箱,142、镜头,143、光源,15、机械臂,16、第四输送线。
具体实施方式
现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
本发明实施例为一个木板分拣的生产线,为了方便说明和理解,本实施例中以物料运动的方向为“前”,人看向物料运动的方向对应的“左”“右”为准进行说明。
如图1-图17所示的本发明的一种木工行业柔性智能分拣线的具体实施例,包括依次设置的接料机2、第一输送线3、离心机4、第二输送线5、第三输送线6、第四输送线16、设置在第四输送线16上方的视觉系统14、对第四输送线16上的木板1进行抓取的机器人抓手、用来对抓取的木板1进行叠放的分拣料仓7、用来抓取堆叠好的木板1并放入周转筐9中的取料卡爪10以及装筐辊道系统8。
接料机2用来接收AGV小车运送来的经选色分类标记后的木板1物料,结合图2-图4,接料机2包括:接料机架21、安装在接料机架21上的第一驱动电机22、连接在第一驱动电机22输出轴上的接料主动链轮23、通过链传动与接料主动链轮23连接的接料从动链轮24、与接料从动链轮24的同轴设置的翻料转轴25以及与固定连接在翻料转轴25两端的两条相互平行设置的翻料臂26。
经选色分类标记后的木板1放置在物料筐11内,通过AGV小车运送到接料机2处,物料筐11左右两侧外对称设置有筐导向轨道111,翻料臂26的内侧具有与筐导向轨道111相对应的筐导向槽27,筐导向槽27内成列安装有多个用来减小筐导向轨道111运动阻力的滑动辊29。翻料臂26的上侧还固定安装有导料斗28、导料斗28的下侧与物料筐11对接,且所导料斗28的上端向内收口。
结合图1和图4,接料机2的前方还对接有第一输送线3,第一输送线3为皮带上一体成型有多个均匀设置且与宽度方向平行的输送隔板31,第一输送线3从后向前依次分为接料段32、倾斜向上的匀料段33以及出料段34,接料段32的两侧固定安装有向左右两侧倾斜的挡料板35。
具体地,装有木板1的物料筐11通过筐导向轨道111滑入筐导向槽27,第一驱动电机22通过接料主动链轮23带动接料从动链轮24、翻料转轴25以及翻料臂26转动,对物料筐11进行翻转,物料筐11翻转后的物料通过导料斗28对接到第一输送线3的接料段32,挡料板35挡着木板1不会从两侧掉落。木板1通过第一输送线3上的输送隔板31被向上转运到匀料段33,通过匀料段33使木板1均匀摊开在皮带上,木板1最终进入出料段34实现匀速供料。
参见图5,出料段34的出口处对接有离心机4,在离心机4离心作用下,木板1被甩向离心机4的边缘,离心机4的边缘的切线上具有一木板出口,第二输送线5正对木板出口,木板出口的宽度和高度根据木板1的宽度进行调节,每次只允许一个木板1被甩出,木板1被从木板出口甩出后基本均匀单层排列,木板1沿其长度方向排列在第二输送线5上继续向前输送。离心机4上具有监测离心机4内木板1多少的第一光电传感器42。
参见图5和图6,第二输送线5的端部对接有与其垂直传输的第三输送线6,第三输送线6上设置有姿态调整机构13,姿态调整机构13包括固定在第三输送线6的支架上的弧形导向架131、设置在第三输送线6上方的正对第二输送线5的导向转动体132,弧形导向架131从第二输送线5的右侧开始向第三输送线6的中部和第三输送线6的输送方向延伸,导向转动体132为转动的电机的输出轴上连接的钢丝球刷或者橡胶轮等。
木板1从第二输送线5上向第三输送线6上转移的过程中,木板1的前端碰到导向转动体132后,被旋转的导向转动体132拨动后转动方向,木板1后端被弧形导向架131导向,逐渐向第三输送线6的中间运动,且由于第三输送线6自身的向前输送,木板1的方向逐渐发生改变。
第三输送线6的端部对接第四输送线16,第四输送线16的输送方向与第三输送线6的输送方向垂直,在第四输送线16上,木板1方向基本为宽度方向运输,或者有少许的倾斜并不影响后面的工序。
第四输送线16的起始端具有用来动态监测横向输送的木板1的平面角度、正反面、长度尺寸等信息的视觉系统14,由于选色时对木板1进行的喷墨标记,带有记号的一面为基准面被判定为正面,另一面为背面。参见图7,视觉系统14安装在暗色灯箱141内,暗色灯箱141内安装有镜头142、光源143等组件,镜头142拍摄的照片信息发送给后道工序的机器人抓手。
第四输送线16的侧面并列设置两个机器人抓手,本发明实施例采用delta机器人12,每个delta机器人12对应一个分拣料仓7,每个分拣料仓7具有四个工位,分为两个正面工位(标记面朝上)和两个反面工位(标记面朝下),分别对应放置选色标记向上的木板1和选色标记向下的木板1,正向工位和反向工位各设计两个起到缓存作用。
参见图5,木板1在第二输送线5上为长度方向一个接一个并列输送,木板1被视觉系统14监测数据和delta机器人抓取时需要将木板1分开间隔一段距离,同时也提高了单位时间内的出料产能,所以通过第二输送线5、第三输送线6和第四输送线16的配合将木板由长度方向输送转变为宽度方向输送,自动使木板之间间隔出距离。delta机器人12通过吸盘抓手抓起第四输送线16上的木板1,两个delta机器人12协同抓取木板1,提高工作效率,比如第一个delta机器人12抓取第1、3、5、7、9块木板1到一号分拣料仓7,第二个delta机器人12抓取第2、4、6、8、10块木板1到二号分拣料仓7。
参见图8和图9,每个分拣料仓7包括料仓底架71,料仓底架71上并列设置四个工位,每个工位包括堆料仓72和取料仓73,堆料仓72为两块相对设置的第一隔板74形成的空间,料仓底架71上安装有第二驱动电机75,第二驱动电机75的输出轴上连接有丝杠螺母副76,丝杠螺母副76的螺母上固定有堆料底板77,堆料底板77伸入到堆料仓72内,堆料底板77上还固定连接有第一导向块79,料仓底架71上还设置有与丝杠螺母副76的丝杠平行设置的第一导轨710,第一导向块79滑动连接在第一导轨710上,堆料仓72外侧的料仓底架71上还安装有推料气缸711,推料气缸711的输出端连接有推料板78,在堆料底板77位于下限位置时,推料板78的最下端位于堆料底板77上方,推料板78正好可以紧贴堆料底板的上表面推动整叠的木板1。每个工位上的第一隔板74的后方对应设置有两相对设置的第二隔板713,第一隔板74与第二隔板713之间具有用来使取料卡爪10进入的取料空间725,第一隔板74的后部与第二隔板713共同形成的空间为取料仓73,为了方便取料卡爪10进入取料空间725,中间两个工位的取料仓73的高度是两侧工位取料仓73高度的2倍及其以上。
每个堆料仓72的上端的第一隔板74上还安装有用来检测是否有木板1放入堆料仓72内的第二光电传感器714。
参见图8和图9,取料机构分为用来对两侧工位取料的第一取料机构和用来对中间机构取料的第二取料机构,第一取料机构包括:设置在取料空间725前后两侧的第一物料支撑台715和第二物料支撑台716,第一物料支撑台715和第二物料支撑台716的高度与堆料底板77的下限位置相同,第一物料支撑台715和第二物料支撑台716中间设置有抓手避让机构,抓手避让机构包括:安装在料仓底架71上的避让气缸、安装在避让气缸输出端的第三物料支撑台718、安装在料仓底架71上的导向套726以及滑动连接在导向套726内的第二导轨719。
第二取料机构包括:固定安装在料仓底架71上且位于第二隔板713后侧的提升支架720,提升支架720上安装有提升推杆721,提升推杆721的输出端固定连接有第四物料支撑台722,提升支架720上竖向设置有第三导轨723,第四物料支撑台722滑动连接在第三导轨723上。参见图17,第四物料台中间与取料空间725对应的位置为使取料卡爪10进入的取料凹槽7221。第二取料机构还包括设置在取料仓73内的第五物料支撑台724,当第四物料支撑台722位于最低位时,第四物料支撑台722和第五物料支撑台724等高度对接。
为了满足不同宽度木板1的堆料和取料要求,每块第一隔板74和第二隔板713均通过导轨滑块机构滑动连接在料仓底架71或与料仓底架71固定连接的提升支架720上。
结合图1和图10,堆叠好的木板1通过安装在机械臂15上的取料卡爪10取料,本实施例中的机械臂15为六轴机械臂15,取料卡爪10包括安装在六轴机械臂15上的取料架101以及对称安装在取料架101上的两个卡爪组件,卡爪组件包括安装在取料架101上的固定取料板102、设置在取料架101上的第四导轨103、安装在取料架101上的取料气缸104以及连接在取料气缸104输出端且沿第四导轨103滑动的活动取料板105。
具体地,delta机器人12通过吸盘抓手从第四输送线16上抓取木板1放入堆料仓72,在初始位置,所有的堆料底板77都位于堆料仓72的最上端,每向堆料底板77上放入一块木板1,对应堆料仓72上的第二光电传感器714就会将检测到的结果发送给控制器,控制器会控制对应的第二驱动电机75转动,带动堆料底板77向下运动一个木板1的厚度,直至将堆料仓72装满,堆料底板77位于下限位置,此时推料气缸711推动推料板78,进而推料板78推动整叠的木板1向取料仓73运动,把整叠的木板1推送到第一物料支撑台715、第二物料支撑台716和第三物料支撑台718上或者把整叠的木板1推送到第四物料支撑台722和第五物料支撑台724上;当需要对两侧的工位上的木板1进行取料时,首先避让气缸带动第三物料支撑台718向下运动,整叠的木板1搭接在第一物料支撑台715和第二物料支撑台716上,第一物料支撑台715与整叠的木板1之间形成一个可以供固定取料板102伸入的取料空隙,取料卡爪10的固定取料板102插入取料空隙内,同时活动取料板105位于整叠木板1的上方,此时取料气缸104带动活动取料板105向下运动压紧整叠的木板1,进而六轴机械臂15带动取料卡爪10将整叠的木板1运送到后面工序中的周转筐9中。
当需要对中间的两工位上的木板1进行取料时;推料板78将整叠的木板1推到第四物料支撑台722和第五物料支撑台724上,提升推杆721带动第四物料支撑台722向上运动到两侧工位的取料仓73以上,然后六轴机械臂15带动取料卡爪10的固定取料板102插入到第四物料支撑台722的取料凹槽7221内,同时活动取料板105位于整叠木板1的上方,此时取料气缸104带动活动取料板105向下运动压紧整叠木板1的上方,此时取料气缸104带动活动取料板105向下运动压紧整叠的木板1,进而六轴机械臂15带动取料卡爪10将整叠的木板1运送到后面工序中的周转筐9中。
机器人抓手交替将标记面朝上的木板1放入两个正面工位内,将标记朝下的木板1交替放入两个反面工位内,这样给第一电机驱动堆料底板77向下运动留出时间。
参见图13,每个周转筐9内具有8工位,对应分拣料仓7的8个工位,六轴机械臂15抓取到整叠木板1后,将木板1旋转90°,由竖向叠加变成横向排列,将整叠的木板1横向排列放置在周转筐9的每个工位内,且每个工位内能够放置多层整叠的木板1。
周转筐9内有2*4排列的8个盛放木板1的工位,每排的两个工位之间通过工位隔板95隔开,工位隔板95上具有供活动取料板105或者固定取料板102插入的放料空间96,周转筐9的下端具有与四个边分别对应的滑动板94,周转筐9的底端的四个角具有支撑脚97,周转筐9顶端的四个角具有与四个支撑脚97分别对应的对接槽98,对接槽98为由两块向外倾斜的斜板形成的空间,滑动板94与周转筐9之间还具有插接孔99。
调宽机构包括固定在周转筐9侧壁上的第二导向块91、滑动连接在第二导向块91内的导向杆92、连接在导向杆92端部的顶紧块93以及套设在导向杆92上的调节弹簧,调节弹簧的两端分别顶紧在顶紧块93和第二导向块91之间。通过调宽机构能够适应不同厚度的整叠木板1,防止木板1在周转筐9内晃动或者倾倒。
参见图11-图16,本发明实施例还包括装筐辊道系统8,装筐辊道系统8共分为五个工位,分别为将多个周转筐9叠在一起的空筐上料位831、将其中一个周转筐9拆下的拆筐位832、将木板1装入周转筐9内的装筐位833、将装满木板1的周转筐9叠起来的叠筐位834以及出料位835。装筐轨道系统的装筐输送线为通过链条传动的多个传动辊830,通过传动辊830的转动带动周转筐9的滑动板94移动,进而带动周转筐9向前运动。
装筐辊道线上通过定位机构81实现对各工位的定位,参见图16,定位机构81包括:安装在装筐轨道系统的定位安装架811、安装在定位安装架811上的定位气缸812、连接在定位气缸812输出端的定位块814以及设置在定位安装架811上的定位导轨813,定位块814与定位导轨813滑动连接。通过定位气缸812推动定位块814升起阻挡住周转筐9的运动,实现对周转筐9在不同工位的定位。
参见图14和图15,拆筐位832和叠筐位834都通过插筐机构82和筐起升机构的配合实现拆筐和叠筐,筐起升机构为设置在装筐辊道输送线中间的剪式升降架84,在拆筐位832和叠筐位834的左右两侧对称设插筐机构82,插筐机构82包括:安装在装筐轨道系统的机架的左右两侧的插筐支架821、安装在插筐支架821上的插筐气缸822、连接在插筐气缸822输出端的插筐板823以及固定在插筐支架821上的插筐导轨824,插筐板823与插筐导轨824滑动连接。插筐板823的前端具有两个触手825,通过触手825伸入到插接孔99内实现对周转筐9托起。
具体地,在空筐上料工位,人工将多个空筐叠在一起放到装筐输送线上,然后通过传动辊830带动叠放的空筐运动到拆筐位832,以叠放三个周转筐9为例,在拆筐位832将最下层的一个周转筐9脱离出去,首先剪式升降架84推动三个周转筐9一起向上运动,使中间的周转筐9的插接孔99运动到插筐板823的触手825位置,插筐气缸822推动插筐板823向周转筐9伸出,使触手825伸入到插接孔99中,保持最上面的周转筐9和中间的周转筐9的悬空状态,然后剪式升降架84带动最下层的周转筐9向下运动至传动辊830上,在传动辊830的输送作用下,最下层的周转筐9运动到装筐位833,同时剪式升降架84再次向上运动接住上方的周转筐9后,插筐机构82将周转筐9释放,然后剪式升降架84再次下降直至中间的周转筐9底部与传动辊830接触。
叠筐位834的叠筐过程为:在叠筐位834,通过筐起升机构将传送辊830上的周转筐9升起,通过插筐板823将此周转筐9悬空插住,然后剪式升降架84缩回到传动辊830以下,此时定位机构81的定位块814下降以使另一个装满木板1的周转筐9可以通过传动辊830输送到叠筐位834,再次使剪式升降架84起顶住将传动辊上的周转筐9顶起与悬空的周转筐9对接,然后插筐板823收回,剪式升降架84再次降下,将叠放的周转筐9放到传动辊830上。叠筐位834叠放好的周转筐9继续被输送到出料位835。
叠筐位834叠放好的周转筐9继续被输送到出料位835。
本发明实施例的分拣和装筐过程为:首先通过两个delta机器人12将木板1分别装入对应的分拣料仓7的2个正面工位和2个反面工位,当某个工位的木板1被装满后,六轴机械臂15带动取料卡爪10去分拣料仓7取整叠的木板1,为了加快取料卡爪10的取料速度,取料卡爪10上设置两个卡爪组件,两个卡爪组件都取料整叠木板1后,再将整叠木板1翻转90°分别放入周转筐9内的工位。
本发明实施例的木工行业柔性智能分拣方法,包括以下步骤:
S1、将选色分类标记后的木板1放入接料机2内,接料机2翻转木板1至第一输送线3上;
S2、第一输送线3将木板1运送到离心机4内,通过离心机4的离心作用将木板1单块从木板出口甩出至第二输送线5上,木板1在第二输送线5上被沿木板1的长度方向输送;
S3、木板1经过第二输送线5被输送到第三输送线6上,然后被输送到第四输送线16上,木板1在第三输送线6和第四输送线16上被沿木板1的宽度方向输送;在第四输送线16上通过视觉系统14对木板1的平面角度、正反面和长度尺寸进行动态监测,并将监测的数据传输给机器人抓手;
S4、机器人抓手根据接收到的监测数据抓取第四输送线16上的木板1,并调整角度后放入分拣料仓7的正面工位或反面工位;两个机器人抓手交替对第四输送线16上的木板1抓取放入对应的分拣料仓7,每个分拣料仓7内均设置两个正面工位和两个反面工位;
S5、取料卡爪10将分拣料仓7工位内整叠的木板1取出放入周转筐9内的对应工位内。
本发明实施例的柔性智能分拣线每小时可以完成分拣规整7200件物料,每天就8小时可完成57600件物料的分拣规整作业,相对人工分拣,大大提高了分拣效率,节省了人力成本。
产线的视觉系统14采用高清视觉检测系统,运用专门的检测算法,误检出错率极低。
产线中各子设备的运行状态及数据实时反馈,便于集中管理及与智能车间管理系统的整体调度。
应当理解,以上所描述的具体实施例仅用于解释本发明,并不用于限定本发明。由本发明的精神所引伸出的显而易见的变化或变动仍处于本发明的保护范围之中。
Claims (6)
1.一种木板分拣系统,其特征在于:包括两个并列设置的机器人抓手、与每个机器人抓手对应的分拣料仓(7)以及用来抓取整叠木板(1)的取料卡爪(10),所述取料卡爪(10)包括安装在机械臂(15)上的取料架(101)以及对称安装在所述取料架(101)上的两个卡爪组件,所述卡爪组件包括安装在所述取料架(101)上的固定取料板(102)、设置在所述取料架(101)上的第四导轨(103)、安装在所述取料架(101)上的取料气缸(104)以及连接在所述取料气缸(104)输出端且沿所述第四导轨(103)滑动的活动取料板(105);
所述分拣料仓(7)包括料仓底架(71),所述料仓底架(71)上并列设置有四个工位,包括两个正面工位和两个反面工位,分别对应放置选色标记向上的木板和选色标记向下的木板,每个工位包括堆料仓(72)和取料仓(73),所述堆料仓(72)为两块相对设置的第一隔板(74)形成的空间,所述料仓底架(71)上安装有第二驱动电机(75),所述第二驱动电机(75)的输出轴上连接有丝杠螺母副(76),丝杠螺母副(76)的螺母上固定有堆料底板(77),所述堆料底板(77)伸入到所述堆料仓(72)内,所述堆料仓(72)外侧的料仓底架(71)上还安装有推料气缸(711),所述推料气缸(711)的输出端连接有推料板(78);每个工位上的第一隔板(74)的后方对应设置有两相对设置的第二隔板(713),所述第一隔板(74)与所述第二隔板(713)之间具有用来使取料卡爪(10)进入的取料空间(725),所述第一隔板(74)的后部与所述第二隔板(713)共同形成的空间为取料仓(73),中间两个工位的取料仓(73)的高度是两侧工位取料仓(73)高度的2倍及其以上;每个堆料仓(72)的上端的第一隔板(74)上还安装有用来检测是否有木板(1)放入堆料仓(72)内的第二光电传感器(714);所述第一隔板(74)和所述第二隔板(713)均通过导轨滑块机构滑动连接在料仓底架(71)或与料仓底架(71)固定连接的提升支架(720)上;
还包括用来对两侧工位取料的第一取料机构;所述第一取料机构包括设置在所述取料空间(725)前后两侧的第一物料支撑台(715)和第二物料支撑台(716),所述第一物料支撑台(715)和所述第二物料支撑台(716)的高度与所述堆料底板(77)的下限位置相同,所述第一物料支撑台(715)和第二物料支撑台(716)中间设置有抓手避让机构,所述抓手避让机构包括:安装在所述料仓底架(71)上的避让气缸、安装在所述避让气缸输出端的第三物料支撑台(718)、安装在所述料仓底架(71)上的导向套(726)以及滑动连接在所述导向套(726)内的第二导轨(719)。
2.根据权利要求1所述的木板分拣系统,其特征在于:所述堆料底板(77)上还固定连接有第一导向块(79),所述料仓底架(71)上还设置有与所述丝杠螺母副(76)的丝杠平行设置的第一导轨(710),所述第一导向块(79)滑动连接在所述第一导轨(710)上。
3.根据权利要求1所述的木板分拣系统,其特征在于:还包括用来对中间机构取料的第二取料机构,所述第二取料机构包括:固定安装在所述料仓底架(71)上且位于所述第二隔板(713)后侧的提升支架(720),所述提升支架(720)上安装有提升推杆(721),所述提升推杆(721)的输出端固定连接有第四物料支撑台(722),所述取料仓(73)内还设置有第五物料支撑台(724),当所述第四物料支撑台(722)位于最低位时,所述第四物料支撑台(722)和所述第五物料支撑台(724)等高度对接。
4.根据权利要求3所述的木板分拣系统,其特征在于:所述提升支架(720)上竖向设置有第三导轨(723),所述第四物料支撑台(722)滑动连接在所述第三导轨(723)上。
5.根据权利要求3所述的木板分拣系统,其特征在于:所述第四物料台中间与所述取料空间(725)对应的位置具有使取料卡爪(10)进入的取料凹槽(7221)。
6.一种根据权利要求1所述的木板分拣系统的木板分拣方法,其特征在于:包括以下步骤:
S1、初始位置,堆料底板(77)位于堆料仓(72)最上端,向堆料底板(77)上放入一块木板(1)后,第二驱动电机(75)转动通过丝杠螺母副(76)驱动堆料底板(77)向下运动一个木板厚度的高度,直至将堆料仓(72)装满,此时堆料底板(77)位于下限位置;
S2、推料气缸(711)推动推料板(78),推料板(78)推动整叠的木板(1)运动到取料仓(73);整叠的木板(1)被推送到第一物料支撑台(715)、第二物料支撑台(716)和第三物料支撑台(718)上或者把整叠的木板(1)被推送到第四物料支撑台(722)和第五物料支撑台(724)上;
S31、当需要对两侧的工位上的木板(1)进行取料时,首先避让气缸带动第三物料支撑台(718)向下运动,整叠的木板(1)搭接在第一物料支撑台(715)和第二物料支撑台(716)上,第一物料支撑台(715)与整叠的木板(1)之间形成一个可以供固定取料板(102)伸入的取料空隙,取料卡爪(10)的固定取料板(102)插入取料空隙内,同时活动取料板(105)位于整叠木板(1)的上方,此时取料气缸(104)带动活动取料板(105)向下运动压紧整叠的木板(1),进而机械臂(15)带动取料卡爪(10)将整叠的木板(1)取出;
S32、当需要对中间的两工位上的木板(1)进行取料时;推料板(78)将整叠的木板(1)推到第四物料支撑台(722)和第五物料支撑台(724)上,提升推杆(721)带动第四物料支撑台(722)向上运动到两侧工位的取料仓(73)以上,然后机械臂(15)带动取料卡爪(10)的固定取料板(102)插入到第四物料支撑台(722)的取料凹槽(7221)内,同时活动取料板(105)位于整叠木板(1)的上方,此时取料气缸(104)带动活动取料板(105)向下运动压紧整叠木板(1)的上方,此时取料气缸(104)带动活动取料板(105)向下运动压紧整叠的木板(1),进而机械臂(15)带动取料卡爪(10)将整叠的木板(1)取出;
所述木板分拣方法还包括两个机器人抓手交替抓取木板(1)分别装入对应的分拣料仓(7)的2个正面工位和2个反面工位中。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011564234.0A CN112660830B (zh) | 2020-12-25 | 2020-12-25 | 一种木板分拣料仓、系统及方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011564234.0A CN112660830B (zh) | 2020-12-25 | 2020-12-25 | 一种木板分拣料仓、系统及方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112660830A CN112660830A (zh) | 2021-04-16 |
| CN112660830B true CN112660830B (zh) | 2022-07-12 |
Family
ID=75409357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011564234.0A Active CN112660830B (zh) | 2020-12-25 | 2020-12-25 | 一种木板分拣料仓、系统及方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112660830B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113843180A (zh) * | 2021-09-16 | 2021-12-28 | 大连华信计算机技术股份有限公司 | 一种基于深度学习方法的木皮颜色分拣系统及装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104439793B (zh) * | 2014-12-02 | 2016-04-27 | 东莞市斯宇自动化设备有限公司 | 一种自动焊接线的堆叠上料工位 |
| CN106966167B (zh) * | 2017-05-08 | 2023-03-31 | 深圳市宇瀚智慧装备科技有限公司 | 自动上下料系统 |
| CN107934035B (zh) * | 2017-12-26 | 2023-12-08 | 上海星派自动化股份有限公司 | 一种卧式装袋机 |
| CN109502352B (zh) * | 2018-12-11 | 2024-03-29 | 武汉逸飞激光股份有限公司 | 堆叠装置 |
-
2020
- 2020-12-25 CN CN202011564234.0A patent/CN112660830B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN112660830A (zh) | 2021-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112871698B (zh) | 一种木工行业柔性智能分拣线及分拣方法 | |
| CN101369523B (zh) | 一种ic料条激光打标机及其工作方法 | |
| CN110683314A (zh) | 一种用于自动化加工设备的自动上下料机器人单元及方法 | |
| CN111215695A (zh) | 一种铝棒切割码垛解垛自动生产线 | |
| CN112623777A (zh) | 一种周转筐输送系统、木板装筐系统及装筐方法 | |
| CN111891692B (zh) | Led框架产品测试系统上料装置 | |
| CN112660830B (zh) | 一种木板分拣料仓、系统及方法 | |
| CN210361689U (zh) | 一种双工位木板板材快速上料的设备 | |
| CN214059068U (zh) | 一种木板输送系统 | |
| CN209935297U (zh) | 基于delta机器人的分拣码垛装置 | |
| CN112033966B (zh) | Led框架产品测试系统 | |
| CN113697339A (zh) | 一种钢筋加工方法及钢筋加工自动化控制柔性生产线 | |
| CN209922141U (zh) | 集成化激光自动上下料机构 | |
| CN219278719U (zh) | 高效板材单机封边回转线 | |
| CN214526840U (zh) | 一种周转筐输送系统 | |
| CN112645024A (zh) | 一种木板输送系统 | |
| CN215159357U (zh) | 自动装车装置 | |
| JPS605503B2 (ja) | 積重ね板紙の積上げ装置 | |
| CN210593780U (zh) | 一种移载机构 | |
| CN212051874U (zh) | 缝纫设备的进料机构 | |
| CN220998233U (zh) | 一种端板输送中转机构 | |
| CN116873575B (zh) | 一种电动双梁桥式堆料装置 | |
| CN210762503U (zh) | 用于激光自动上下料设备的链式提升机构 | |
| CN221439684U (zh) | 一种锌皮转运上料生产线 | |
| CN219532216U (zh) | 一种基于大数据物流管理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CB02 | Change of applicant information | ||
| CB02 | Change of applicant information |
Address after: 315400 Zhejiang Yuyao Ningbo Economic Development Zone East New District Applicant after: Zhichang Technology Group Co.,Ltd. Address before: 315400 NO.175 Anshan Road, Yuyao City, Ningbo City, Zhejiang Province Applicant before: ZHEJIANG EMERGEN ROBOT TECHNOLOGY Co.,Ltd. |
|
| GR01 | Patent grant | ||
| GR01 | Patent grant |