CN215544149U - 落水管卡子冲孔装置 - Google Patents
落水管卡子冲孔装置 Download PDFInfo
- Publication number
- CN215544149U CN215544149U CN202122190071.0U CN202122190071U CN215544149U CN 215544149 U CN215544149 U CN 215544149U CN 202122190071 U CN202122190071 U CN 202122190071U CN 215544149 U CN215544149 U CN 215544149U
- Authority
- CN
- China
- Prior art keywords
- punch
- positioning
- base
- punching
- handle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
本实用新型公开了一种落水管卡子冲孔装置,包括底座;底座的台面上设有左右两组立柱、还安装有位于立柱前侧的定位体;定位体与底座的台面之间设有用于放置工件的定位槽;定位体上设有左右两组与定位槽垂直贯通的导向孔,各导向孔内分别安装有一冲头,冲头上端的弧形冲柄与定位体顶部之间还设有用于相似推动冲头的复位弹簧;底座的台面上设有与冲头相对应的落料孔;冲孔装置还包括门字形的压柄,压柄下端的两个支脚分别与两个立柱转动连接;压柄用于按压冲头的冲柄。本实用新型实现了落水管卡子的机械化冲孔,通过定位槽和两组冲头,可以同步完成两个孔的加工,效率高,开孔质量高。
Description
技术领域
本实用新型涉及一种为落水管卡子冲孔的装置。
背景技术
落水管卡子通常是由0.5mm彩钢板加工制作而成,两头开有6mm小孔。
在传统的制作过程中,两端的小孔采用人工划线、人工使用样冲冲孔的方式完成,一个卡子需要两次冲孔方可完成加工。此方法效率低,需要“划线、两次冲孔”两道工序。而且手工样冲的冲孔精度低,不能保证产品质量。
实用新型内容
本实用新型提出了一种落水管卡子冲孔装置,其目的是:提高冲孔效率,保证尺寸精准。
本实用新型技术方案如下:
一种落水管卡子冲孔装置,包括底座;所述底座的台面上设有左右两组立柱、还安装有位于所述立柱前侧的定位体;
所述定位体与底座的台面之间设有用于放置工件的定位槽;所述定位体上设有左右两组与所述定位槽垂直贯通的导向孔,各导向孔内分别安装有一冲头,所述冲头上端的弧形冲柄与定位体顶部之间还设有用于相似推动所述冲头的复位弹簧;
所述底座的台面上设有与所述冲头相对应的落料孔;
所述冲孔装置还包括门字形的压柄,压柄下端的两个支脚分别与两个立柱转动连接;所述压柄用于按压所述冲头的冲柄。
作为本装置的进一步改进:所述定位体包括上定位块、下定位块和左右两组定位套;所述上定位块和下定位块均包括左右两个竖直的通孔;所述定位套的上下两端的台阶轴分别插入上定位块和下定位块的对应侧的通孔中;所述定位套的内孔即为所述导向孔。
作为本装置的进一步改进:所述定位槽设置在下定位块的底面上。
作为本装置的进一步改进:所述底座的台面的前侧设有第一缺口,下定位块的前侧设有与第一缺口位置相对应第二缺口,所述第一缺口和第二缺口构成上料口。
作为本装置的进一步改进:所述压柄上设有与所述冲头的冲柄相对应的凸起。
作为本装置的进一步改进:所述冲头的下端为阶梯型。
作为本装置的进一步改进:所述底座还包括用于支撑台面的支腿。
相对于现有技术,本实用新型具有以下有益效果:(1)本装置实现了机械化冲孔,通过定位槽和两组冲头,可以同步完成两个孔的加工,效率高,开孔质量高;(2)通过复位弹簧可实现冲头的自动复位;(3)通过落料孔可以自动排出废料;(4)通过上料口,可以方便地实现工件的取放,进一步提高操作效率;(5)冲头下端为阶梯型,可以提高强度。
附图说明
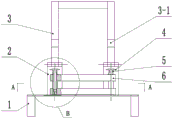
图1为本装置的整体结构示意图;
图2为图1的A-A视图;
图3为图1中B部分的局部放大图;
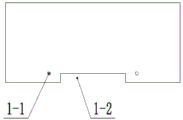
图4为底座的俯视图;
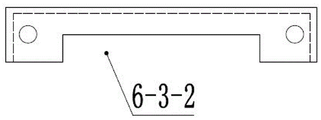
图5为下定位块的俯视图;
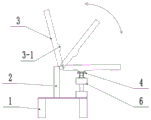
图6为使用本装置冲孔时的示意图。
具体实施方式
下面结合附图详细说明本实用新型的技术方案:
如图1和6,一种落水管卡子冲孔装置,包括底座1,所述底座1包括水平的台面以及用于支撑台面的四只支腿。
如图1、2和6,所述底座1的台面上焊接有左右两组立柱2、还安装有位于所述立柱2前侧的定位体6。
如图3,定位体6与底座1的台面之间设有用于放置片状工件的定位槽6-3-1。所述定位体6上设有左右两组与所述定位槽6-3-1垂直贯通的导向孔,各导向孔内分别安装有一冲头4,所述冲头4上端用于受力的弧形冲柄与定位体6顶部之间还设有用于相似推动所述冲头4的复位弹簧5。优选的,所述定位体6的导向孔的上端面处还设有垫片,所述复位弹簧5的下端面压在所述垫片上。
具体的,如图3,所述定位体6包括上定位块6-1、下定位块6-3和左右两组定位套6-2。所述上定位块6-1和下定位块6-3均包括左右两个竖直的通孔;所述定位套6-2中间具有上下两组肩面,其上下两端较细的台阶轴分别插入上定位块6-1和下定位块6-3的对应侧的通孔中、为过渡配合,三者固定一体。所述下定位块6-3焊接在底座1的台面上。所述定位套6-2的内孔即为所述导向孔。
进一步的,所述冲头4的下端为阶梯型,可以提高强度。
进一步的,如图2、3和5,所述定位槽6-3-1设置在下定位块6-3的底面上。
进一步的,所述复位弹簧5在自由状态下的高度要超过定位套6-2的上端。
如图2、4和5,所述底座1的台面的前侧中部设有第一缺口1-2,下定位块6-3的前侧中部设有与第一缺口1-2位置相对应第二缺口6-3-2,所述第一缺口1-2和第二缺口6-3-2构成上料口。
如图3和4,所述底座1的台面上设有与所述冲头4相对应的落料孔1-1。
如图1和6,所述冲孔装置还包括门字形的压柄3,压柄3下端的两个支脚分别通过转轴与两个立柱2转动连接;所述压柄3用于按压所述冲头4的冲柄。
进一步的,所述压柄3上设有与所述冲头4的冲柄相对应的圆弧状的凸起3-1。
工作时,如图1和6,操作人员先将片状的工件从上料口处插入定位槽6-3-1中,此时冲头4在复位弹簧5的作用下处于高位。然后转动压柄3,压柄3将两组冲头4同时压下、直至冲头4的弧形冲柄触碰到定位套6-2的上端,此过程中冲头4快速穿过工件、复位弹簧5被压缩,两侧的冲头4在工件的两端分别加工出一个6mm直径的圆孔。然后,松开压柄3,在复位弹簧5的作用下,压柄3回弹,冲头4离开定位槽6-3-1区域、端部的废料从落料孔1-1排出,此时可将工件取出,冲孔加工完成。
Claims (7)
1.一种落水管卡子冲孔装置,其特征在于:包括底座(1);所述底座(1)的台面上设有左右两组立柱(2)、还安装有位于所述立柱(2)前侧的定位体(6);
所述定位体(6)与底座(1)的台面之间设有用于放置工件的定位槽(6-3-1);所述定位体(6)上设有左右两组与所述定位槽(6-3-1)垂直贯通的导向孔,各导向孔内分别安装有一冲头(4),所述冲头(4)上端的弧形冲柄与定位体(6)顶部之间还设有用于相似推动所述冲头(4)的复位弹簧(5);
所述底座(1)的台面上设有与所述冲头(4)相对应的落料孔(1-1);
所述冲孔装置还包括门字形的压柄(3),压柄(3)下端的两个支脚分别与两个立柱(2)转动连接;所述压柄(3)用于按压所述冲头(4)的冲柄。
2.如权利要求1所述的落水管卡子冲孔装置,其特征在于:所述定位体(6)包括上定位块(6-1)、下定位块(6-3)和左右两组定位套(6-2);所述上定位块(6-1)和下定位块(6-3)均包括左右两个竖直的通孔;所述定位套(6-2)的上下两端的台阶轴分别插入上定位块(6-1)和下定位块(6-3)的对应侧的通孔中;所述定位套(6-2)的内孔即为所述导向孔。
3.如权利要求2所述的落水管卡子冲孔装置,其特征在于:所述定位槽(6-3-1)设置在下定位块(6-3)的底面上。
4.如权利要求2所述的落水管卡子冲孔装置,其特征在于:所述底座(1)的台面的前侧设有第一缺口(1-2),下定位块(6-3)的前侧设有与第一缺口(1-2)位置相对应第二缺口(6-3-2),所述第一缺口(1-2)和第二缺口(6-3-2)构成上料口。
5.如权利要求1所述的落水管卡子冲孔装置,其特征在于:所述压柄(3)上设有与所述冲头(4)的冲柄相对应的凸起(3-1)。
6.如权利要求1所述的落水管卡子冲孔装置,其特征在于:所述冲头(4)的下端为阶梯型。
7.如权利要求1至6任一所述的落水管卡子冲孔装置,其特征在于:所述底座(1)还包括用于支撑台面的支腿。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122190071.0U CN215544149U (zh) | 2021-09-10 | 2021-09-10 | 落水管卡子冲孔装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202122190071.0U CN215544149U (zh) | 2021-09-10 | 2021-09-10 | 落水管卡子冲孔装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215544149U true CN215544149U (zh) | 2022-01-18 |
Family
ID=79849585
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202122190071.0U Active CN215544149U (zh) | 2021-09-10 | 2021-09-10 | 落水管卡子冲孔装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215544149U (zh) |
-
2021
- 2021-09-10 CN CN202122190071.0U patent/CN215544149U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102371304B (zh) | 非对称深沟方管悬臂手动冲孔机 | |
| CN209792398U (zh) | 一种双向折弯冲压模具 | |
| CN215544149U (zh) | 落水管卡子冲孔装置 | |
| CN216031271U (zh) | 一种橡胶冲孔装置 | |
| CN104959776B (zh) | 一种大尺寸内六方盲孔的加工方法 | |
| CN202638993U (zh) | 弯头成型装置 | |
| CN214391853U (zh) | 一种高精度金属管压凹冲压装置 | |
| CN211758258U (zh) | 一种冲压双头针模具 | |
| CN202555720U (zh) | 一种石墨条托架成型脱模装置 | |
| CN107470444B (zh) | 用于工件冲压的装置 | |
| CN216226520U (zh) | 一种适用于不同尺寸加工的汽车零部件用冲压装置 | |
| CN210208204U (zh) | 管材压弯装置 | |
| CN210547352U (zh) | 一种冲孔夹持装置 | |
| CN216181721U (zh) | 一种陶瓷坯体打孔器 | |
| CN219025621U (zh) | 一种端盖落料拉延冲孔模 | |
| CN219924243U (zh) | 一种冲压结构 | |
| CN215745807U (zh) | 一种多工位液压冲孔机 | |
| CN219944262U (zh) | 一种半圆环冲压设备 | |
| CN210676520U (zh) | 一种电池壳体冲压成型装置 | |
| CN204672811U (zh) | 一种u字圆钢成形模具 | |
| CN211679575U (zh) | 一种新型高效的冲压模具 | |
| CN219724305U (zh) | 便于调节支撑角度的液压设备 | |
| CN221362215U (zh) | 一种不锈钢片开孔设备 | |
| CN219211238U (zh) | 一种加工用冲压模具 | |
| CN219335677U (zh) | 一种冲床钣金加工定位工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |