CN213905300U - 一种制程终端检测设备 - Google Patents
一种制程终端检测设备 Download PDFInfo
- Publication number
- CN213905300U CN213905300U CN202022737592.9U CN202022737592U CN213905300U CN 213905300 U CN213905300 U CN 213905300U CN 202022737592 U CN202022737592 U CN 202022737592U CN 213905300 U CN213905300 U CN 213905300U
- Authority
- CN
- China
- Prior art keywords
- tray
- assembly
- plate
- detection
- product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Specific Conveyance Elements (AREA)
Abstract
本实用新型公开了一种制程终端检测设备,包括:外框整体机架、报警灯、按钮面板、显示器、料盘进料口、料盘出料口、上下料机构、机械手治具、CCD检测机构、NG下料机构,报警灯、按钮面板、显示器设置于外框整体机架上,料盘进料口、料盘出料口设置于外框整体机架的同一个侧壁上,上下料机构、机械手治具、CCD检测机构、NG下料机构设置于外框整体机架内。通过上述方式,本实用新型一种制程终端检测设备,实现全自动的检测分拣操作,速度快、效率高、工作稳定,而且大大的降低了危险系数,方便使用,降低生产成本。
Description
技术领域
本实用新型涉及制程终端加工检测领域,特别是涉及一种制程终端检测设备。
背景技术
制程终端检测是制程终端生产加工过程中必不可少的工作步骤。但是,现有制程终端检测多为人工检测,速度慢、效率低、工作不稳定,而且危险系数高,所以需要更加满足需求的检测设备。
实用新型内容
本实用新型主要解决的技术问题是提供一种制程终端检测设备,具有可靠性能高、定位精确、结构紧凑等优点,同时在制程终端加工检测的应用及普及上有着广泛的市场前景。
为解决上述技术问题,本实用新型采用的一个技术方案是:
提供一种制程终端检测设备,其包括:外框整体机架、上下料机构、机械手治具、CCD检测机构、NG下料机构,
对料盘进行升降和移栽的上下料机构、用于夹取和搬运产品的机械手治具、对产品进行定位检测的CCD检测机构、用于接收和输送NG产品的NG下料机构设置于外框整体机架内,上下料机构和NG下料机构分别设置于CCD检测机构的两侧,机械手治具位于上下料机构的上方。
在本实用新型一个较佳实施例中,所述上下料机构包括大板、上料口、下料口、提升组件、移栽组件,所述上料口和下料口设置于所述大板上,所述移栽组件位于所述上料口和所述下料口的上方,以将料盘从上料口送至下料口,上料口和下料口的下方各设置有一所述提升组件,以升降料盘。
在本实用新型一个较佳实施例中,所述提升组件包括升降驱动装置、导向轴、直线轴承、直线轴承连接块、导向轴固定座、托料组件、导向组件、用于检测料盘位置的位置检测装置,所述托料组件与所述直线轴承连接块相连接,所述直线轴承连接块内装有所述直线轴承,导向轴穿过所述直线轴承并通过导向轴固定座进行固定,升降驱动装置带动直线轴承连接块沿导向轴方向滑动,从而通过托料组件带动料盘在导向组件内升降运动,其中,所述托料组件包括二层板、托板、支撑板,所述二层板固定在所述托板上,所述支撑板的一端与直线轴承连接块相连接,另一端与所述托板相连接。
在本实用新型一个较佳实施例中,所述移栽组件包括横移板、横移驱动装置、夹盘组件、托盘组件、料盘检测组件,所述横移驱动装置带动所述横移板在所述上料口和所述下料口之间来回运动,用于夹紧固定料盘的所述夹盘组件设置于横移板的四个角上,所述托盘组件相对设置于横移板的两侧,用于检测料盘正反的所述料盘检测组件设置于所述横移板上。
在本实用新型一个较佳实施例中,所述夹盘组件包括夹盘气缸、夹盘气缸垫板、料盘上夹板、料盘下夹板,所述夹盘气缸通过所述夹盘气缸垫板设置于所述横移板上,所述夹盘气缸与料盘上夹板和料盘下夹板相连接,并带动料盘上夹板和料盘下夹板前后运动,以夹紧或者松开料盘,其中,料盘上夹板设置于料盘下夹板的上方,且料盘上夹板和料盘下夹板上设置有与料盘相配合的夹紧口。
在本实用新型一个较佳实施例中,所述托盘组件包括料盘托架、托盘气缸、托盘气缸垫板,托盘气缸通过托盘气缸垫板设置于所述横移板上,托盘气缸与料盘托架相连接,并带动料盘托架前后运动,以承托料盘。
在本实用新型一个较佳实施例中,所述料盘检测组件包括检测气缸、轴承安装座、检测直线轴承、传感器安装导杆、夹紧块、接触开关,所述检测气缸和所述轴承安装座设置于所述横移板上,所述检测直线轴承设置于所述轴承安装座上,所述传感器安装导杆的一端与所述检测直线轴承活动连接,另一端上设置有接触开关,所述夹紧块的一端与所述检测气缸的输出端相连接,另一端与传感器安装导杆相连接,检测气缸通过传感器安装导杆带动接触开关前后运动。
在本实用新型一个较佳实施例中,所述CCD检测机构包括:产品定位组件、产品检测组件、产品检测驱动装置,所述产品定位组件与大板相连接,产品检测驱动装置带动产品检测组件来回运动,以对产品定位组件上的产品进行逐个检测。
在本实用新型一个较佳实施例中,所述产品定位组件包括治具安装板、治具安装条、产品定位治具、治具安装块、传感器支架、传感器,所述治具安装板的一侧与所述大板相连接,另一侧上设置有所述治具安装条,所述治具安装块的一端与治具安装条相连接,另一端上设置有所述产品定位治具,2个对应的治具安装块之间设置有所述传感器支架,用于检测产品正反的传感器设置于所述传感器支架上;所述产品检测组件包括模组安装板、用于检测混模混号的第一CCD检测组件、用于检测产品刻字内容有无且是否正确的第二CCD检测组件、用于检测产品有无且产品是否完整的第三CCD检测组件,第一CCD检测组件、第二CCD检测组件和第三CCD检测组件设置于所述模组安装板上。
在本实用新型一个较佳实施例中,所述NG下料机构包括输送皮带组件、皮带驱动组件、用于检测有无产品的对射传感器,所述对射传感器设置于所述输送皮带组件的放料端和取料端,皮带驱动组件带动输送皮带组件运转。
本实用新型的有益效果是:实现全自动的检测分拣操作,速度快、效率高、工作稳定,而且大大的降低了危险系数,方便使用,降低生产成本。
附图说明
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
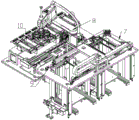
图1是本实用新型的一种制程终端检测设备一较佳实施例的外部结构示意图;
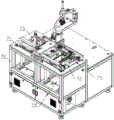
图2是本实用新型的一种制程终端检测设备一较佳实施例的立体结构示意图;
图3是本实用新型的一种制程终端检测设备一较佳实施例的俯视结构示意图;
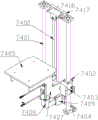
图4是本实用新型的一种制程终端检测设备一较佳实施例中上下料机构的结构示意图;
图5是本实用新型的一种制程终端检测设备一较佳实施例中提升组件的左侧结构示意图;
图6是本实用新型的一种制程终端检测设备一较佳实施例中提升组件的右侧结构示意图;
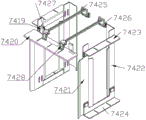
图7是本实用新型的一种制程终端检测设备一较佳实施例中导向组件的结构示意图;
图8是本实用新型的一种制程终端检测设备一较佳实施例中移栽组件的结构示意图;
图9是本实用新型的一种制程终端检测设备一较佳实施例中机械手治具的结构示意图;
图10是本实用新型的一种制程终端检测设备一较佳实施例中产品治具的结构示意图;
图11是本实用新型的一种制程终端检测设备一较佳实施例中CCD检测机构的结构示意图;
图12是本实用新型的一种制程终端检测设备一较佳实施例中CCD检测机构的分布结构示意图;
图13是本实用新型的一种制程终端检测设备一较佳实施例中NG下料机构的结构示意图;
图14是本实用新型的一种制程终端检测设备一较佳实施例中NG下料机构的局部结构示意图。
具体实施方式
下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
请参阅图1-14,本实用新型实施例包括:
一种制程终端检测设备,其结构包括:外框整体机架1、报警灯2、按钮面板3、显示器4、料盘进料口5、料盘出料口6、上下料机构7、机械手治具8、CCD检测机构9、NG下料机构10,报警灯、按钮面板、显示器设置于外框整体机架上,料盘进料口、料盘出料口设置于外框整体机架的同一个侧壁上,上下料机构、机械手治具、CCD检测机构、NG下料机构设置于外框整体机架内。
(1)上下料机构7
上下料机构,用于获取从料盘进料口输入的整叠料盘,然后将整叠料盘逐个进行提升移栽,最后将料盘从料盘出料口输出,实现料盘的上下料。
所述上下料机构包括工作台70、大板71、上料口72、下料口73、提升组件74、移栽组件75、用于检测料盘位置的位置检测装置。
所述大板设置于所述工作台的顶面,所述上料口和下料口设置于所述大板上,所述移栽组件位于所述上料口和所述下料口的上方,以将料盘从上料口送至下料口,所述提升组件设置于所述工作台内,且上料口和下料口的下方各设置有一所述提升组件,其中,位于上料口的提升组件每次提升一个料盘的高度,以便机械手治具上料,位于下料口的提升组件每次下降一个料盘的高度,方便收集整理完成检测的料盘。
(1.1)提升组件74
所述提升组件包括同步轮组件、同步带7400、导向轴7401、直线轴承7402、直线轴承连接块7403、导向轴固定座7404、二层板7405、托板、支撑板7407、伺服电机7408、电机连接固定板7409、提升块7410、同步带固定板7411、齿型连接件7412、同步带连接板7413、导向组件。
所述二层板固定在所述托板上,所述支撑板的一端与直线轴承连接块相连接,另一端与所述托板相连接,所述直线轴承连接块内装有所述直线轴承,导向轴穿过所述直线轴承并通过导向轴固定座进行固定,其中,导向轴可以设置两个,以进一步提高升降运动的稳定性。
同步轮组件和电机连接固定板设置于工作台的内侧壁上,所述同步带与所述同步轮组件相连接,所述同步带固定板通过所述齿形连接件夹紧固定同步带,且所述同步带固定板通过所述提升块连接固定在所述同步带连接板上,所述同步带连接板固定在所述直线轴承连接块/支撑板/托板等结构上。
导向组件设置于工作台内,1组或者多组位置检测装置设置于导向组件的顶面,以确保分盘后,移栽组件中的夹盘组件上只有一层料盘,伺服电机输出端穿过电机连接固定板与同步轮组件相连接,以带动同步带和同步轮组件运转,同步带连接板带动直线轴承连接块延导向轴方向滑动,从而通过二层板和托板带动料盘在导向组件内升降运动。
其中,同步轮组件包括第一同步轮7415、第二同步轮、基准板7417、同步轮安装块7418、隔套、卡簧、转轴,第二同步轮的两侧设置有所述隔套,且所述第二同步轮通过转轴和设置于转轴上的卡簧与所述同步轮安装块相连接,所述同步轮安装块通过所述基准板与所述工作台的内侧壁相连接,所述第一同步轮设置于所述第二同步轮的下方,且所述伺服电机的输出端与所述第一同步轮相连接。
所述上料口和所述下料口的下方的两侧均设置有所述导向组件,所述导向组件包括上料导向板7419、长边调节板7420、左右导向件7421、前后导向件7422、上导向固定板7423、下导向固定板7424,所述长边调节板设置于所述大板的底面,且长边调节板的一端向上料口/下料口的下方延伸,所述左右导向件和所述前后导向件的上部穿过料口/下料口,且所述左右导向件和所述前后导向件的上部通过上导向固定板与大板进行连接固定,所述左右导向件和所述前后导向件的底部通过下导向固定板进行连接固定,所述上料导向板设置于所述长边调节板上。
(1.2)移栽组件75
所述移栽组件包括横移板7500、横移驱动装置、夹盘组件、托盘组件、料盘检测组件,所述横移驱动装置带动所述横移板在所述上料口和所述下料口之间来回运动,以输送料盘,所述夹盘组件设置于横移板的四个角上,所述托盘组件相对设置于横移板的两侧,所述料盘检测组件设置于所述横移板的顶面,用于对横移板进行位置限定的所述限位组件设置于所述大板上。
其中,所述横移板由夹持横移板和横移连接板组成。
所述夹盘组件包括夹盘气缸7501、夹盘气缸垫板7502、料盘上夹板7503、料盘下夹板7504,所述夹盘气缸通过所述夹盘气缸垫板设置于所述横移板上,所述夹盘气缸与料盘上夹板和料盘下夹板相连接,并带动料盘上夹板和料盘下夹板前后运动,以夹紧或者松开料盘,其中,料盘上夹板设置于料盘下夹板的上方,且料盘上夹板和料盘下夹板上设置有与料盘相配合的夹紧口。
所述托盘组件包括料盘托架7505、托盘气缸7506、托盘气缸垫板7507,托盘气缸通过托盘气缸垫板设置于所述横移板(具体为夹持横移板)上,托盘气缸与料盘托架相连接,并带动料盘托架前后运动,以承托料盘。
所述料盘检测组件采用接触式的检测方法检测料盘的正反,其具体结构包括检测气缸7508、轴承安装座7509、检测直线轴承、传感器安装导杆7511、夹紧块7512、接触开关7513,所述检测气缸和所述轴承安装座设置于所述横移板(具体为横移连接板)上,所述检测直线轴承设置于所述轴承安装座上,所述传感器安装导杆的一端与所述检测直线轴承活动连接,另一端上设置有接触开关,所述夹紧块的一端与所述检测气缸的输出端相连接,另一端与传感器安装导杆相连接,检测气缸通过传感器安装导杆带动接触开关前后运动。
所述横移驱动装置包括横移气缸7514、直线滑轨7515、滑轨滑块、滑轨垫块7516、气缸滑块、气缸连接块,所述直线滑轨通过滑轨垫块设置于所述大板上,横移气缸设置于所述大板上,所述直线滑轨通过滑轨滑块与横移板相连接,横移气缸的输出端通过气缸连接块与所述横移板相连接,并带动横移板在直线滑轨上来回运动。
移栽组件的两端均设有限位缓冲组件,在横移过程中起到限位缓冲作用,所述限位缓冲组件包括阻挡块7517、缓冲器7518、限位块7519、限位螺丝7520,所述阻挡块设置于所述大板上,所述缓冲器和所述限位螺丝设置于所述阻挡块上,与所述缓冲器和所述限位螺丝相配合的所述限位块设置于所述横移板的底面。
所述位置检测装置设置于提升组件和移栽组件上,其中,所述位置检测装置包括反光板7425、反光板安装块7426、光电检测仪7427、光电支架7428。所述长边调节板和横移板上设置有所述光电支架,光电检测仪设置于所述光电支架上,所述大板和所述横移板上设置有与光电支架相对的所述反光板安装块,所述反光板设置于反光板安装块上,横移板上的位置检测装置用于检测料盘是否到位,导向组件上的位置检测装置进行配合检测,保证夹盘位上只有一组料盘。
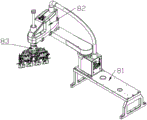
(2)机械手治具8
所述机械手治具用于抓取和搬运产品99,其具体结构包括:机械手底座81、四轴机械手82、产品治具83,所述机械手底座设置于所述工作台上,所述四轴机械手设置于所述机械手底座上,所述产品治具与所述四轴机械手相连接。
所述产品治具83包括机械手连接件8300、连接板8301、加强筋8302、安装大板8303、一组或多组抓取组件,每一组抓取组件均单独进行控制,所述机械手连接件的上部与所述四轴机械手相连接,所述其下部设置有所述连接板,所述安装大板的顶部与所述连接板相连接,为了提高整个治具的稳定性和牢固性,可以在所述连接板上设置加强筋。
所述抓取组件包括气缸安装板8304、升降气缸8305、夹爪气缸安装板8306、夹爪气缸8307、夹爪8308、感应器安装块8309、感应器8310。
所述气缸安装板设置于所述安装大板上,所述升降气缸与所述气缸安装板相连接,升降气缸的输出端与所述夹爪气缸安装板相连接,并带动夹爪气缸安装板升降运动,所述夹爪气缸设置于所述夹爪气缸安装板上,用于带动夹爪开合的所述夹爪气缸的输出端装有一组夹爪,所述夹爪或者夹爪的内侧壁上设置有所述感应器安装块,用于检测产品有无的感应器设置于所述感应器安装块上。
为了提高抓取效率、防止损伤产品,可以在夹爪的内壁贴设pu层,与产品接触的所述感应器安装块上设置泡棉。
(3)CCD检测机构9
所述CCD检测机构包括:产品定位组件、产品检测组件、产品检测驱动装置,所述产品定位组件与大板相连接,产品检测驱动装置带动产品检测组件来回运动,以对产品定位组件上的产品进行检测。
所述产品定位组件包括治具安装板900、治具安装条901、产品定位治具902、治具安装块903、传感器支架904、传感器905,所述治具安装板的一侧与所述大板相连接,另一侧上设置有所述治具安装条,所述治具安装块的一端与治具安装条相连接,另一端上设置有所述产品定位治具,2个对应的治具安装块之间设置有所述传感器支架,用于检测产品正反的传感器设置于所述传感器支架上。
所述产品检测组件包括模组安装板906、用于检测混模混号的第一CCD检测组件、用于检测产品刻字内容有无且是否正确的第二CCD检测组件、用于检测产品有无且产品是否完整的第三CCD检测组件,第一CCD检测组件、第二CCD检测组件和第三CCD检测组件设置于所述模组安装板上。
所述第一CCD检测组件包括第一光源907、第一CCD相机908、第一安装板909、第一安装块910,所述第一光源通过第一安装钣金设置于模组安装板上,第一CCD相机设置于第一安装块上,第一安装块通过第一安装板与模组安装板相连接。
所述第二CCD检测组件包括第二光源911、第二CCD相机912、第二安装板913、第二安装块914,所述第二光源通过第二安装钣金设置于模组安装板上,第二CCD相机设置于第二安装块上,第二安装块通过第二安装板与模组安装板相连接。
所述第三CCD检测组件包括环形光源915、第三CCD相机916、第三安装板917,第三CCD相机通过第三安装板与模组安装板相连接,所述环形光源通过环形光源安装钣金设置于模组安装板上,且环形光源位于第三CCD相机的上方或者上部。
其中,第一CCD相机和第二CCD相机的倾斜角度为30-45°,三个CCD相机均采用了5M的相机本体和16mm的镜头。
所述产品检测驱动装置包括第二直线滑轨918、第二滑轨垫块919、直线模组920、第二同步轮组件921、第二伺服电机922、模组滑块923、第二滑轨滑块924,第二滑轨垫块、直线模组、第二伺服电机设置于大板上,第二直线滑轨设置于第二滑轨垫块上,模组安装板通过第二滑轨滑块与第二直线滑轨滑动连接,模组安装板通过模组滑块与直线模组相连接,第二伺服电机通过第二同步轮组件驱动直线模组运动,以带动模组安装板沿第二直线滑轨来回运动。
(4)NG下料机构10
所述NG下料机构包括输送皮带组件、皮带驱动组件、对射传感器100,所述对射传感器设置于所述输送皮带组件的放料端和取料端,皮带驱动组件带动输送皮带组件运转,其中,放料端设置有两组对射传感器,当对射传感器检测有料时流水线运转,当两组对射传感器同时检测无料则停止运转;取料端设置有一组对射传感器,当取料端对射传感器检测到有料时停止运转并提醒取料。
所述输送皮带组件包括流水线安装架1001、皮带支撑板1002、皮带1003、皮带线安全护罩1004、NG铭牌1005、皮带托板1023、皮带线连接横梁1006、皮带线挡边1007、主动辊轴、主动辊筒1008、阻挡块1009、辊筒护罩1010、从动辊轴、从动辊筒1011、线性导向轴1012、皮带主动轮1013。
流水线安装架设置于所述大板上,皮带支撑板设置于所述流水线安装架的顶部,皮带线连接横梁设置于所述皮带支撑板上,主动辊筒和从动辊筒设置于皮带线连接横梁的两端,辊筒护罩外罩在从动辊筒上,皮带设置于主动辊筒和从动辊筒上,其中,从动辊轴穿过两端均装有轴承及垫环的从动辊筒,并通过调节螺丝固定在皮带连接横梁上,主动辊轴的一端穿过主动辊筒与皮带线连接横梁相连接,另一端与皮带主动轮相连接,皮带主动轮运转带动主动辊筒、辊筒上的皮带以及另一端的从动辊筒转动,实现流水线运转。
对射传感器设置于皮带线连接横梁上,皮带托板与皮带线连接横梁相连接,且位于上下两层皮带之间,所述线性导向轴设置于主动辊筒和从动辊筒之间,所述皮带线挡边设置于皮带线连接横梁的顶面,位于取料端的阻挡块与所述皮带线连接横梁相连接,皮带线安全护罩外罩在皮带的末端,NG铭牌设置于皮带线安全护罩的顶面。
所述皮带驱动组件包括驱动电机1014、动力组件、驱动主动轮1016、传动轴1017、带座轴承1018、涨紧轮1019、涨紧轮支架1020、顶升气缸1021、动力组件护罩,其中,动力组件包括同步轮1022、传动皮带1015。
驱动电机通过电机安装板与流水线安装架相连接,所述带座轴承设置于所述流水线安装架的顶面,与带座轴承相连接的所述转动轴的一端和驱动电机的输出端上设置有同步轮,所述传动皮带设置于两个同步轮上,所述转动轴的另一端上设置有驱动主动轮,所述动力组件护罩外罩在动力组件上。
顶升气缸通过气缸安装板和气缸支撑板固定在流水线安装架上,顶升气缸的输出端与涨紧轮支架相连接并带动其升降运动,所述涨紧轮可旋转设置于涨紧轮支架上,当对射传感器检测到流水线皮带上有料时,伺服电机带动动力组件转动,从而带动传动轴上的驱动主动轮转动,顶升气缸同时向上顶升涨紧轮,涨紧轮同时连接驱动主动轮和皮带主动轮,使得驱动主动轮和皮带主动轮同时转动,从而带动NG流水线运转。
一种制程终端检测设备的工作步骤包括:
1.将一叠满料(待检测)料盘从料盘进料口放至上下料机构中;
2.位于上料口的提升组件将料盘依次提升一盘的高度,使得最上面料盘升至的上料口的取料位;
3.机械手取完上层料盘中最后一组料后,移载模组带动上层料盘移至下料位;
4.当位置检测装置检测到料盘到位时,位于上料口的提升组件停止提升,夹盘组件向内夹紧定位上层料盘,托盘组件伸出并托住上层料盘,同时,气缸带动夹紧块中的传感器安装导杆顶出接触开关以检测料的正反;
5.机械手治具进行取料,并将产品逐个放置在产品定位组件上的待检测位(8个待检测位),其中,取料机械手治具一次抓取一组产品(4个);
6. 当产品放至待检测位后,直线模组带动CCD检测组件沿第二直线滑轨方向依次检测八个待检位的产品,同时,机械手治具取另一组产品放在待检测位(一组4个产品);
7.机械手将检测OK产品放回上料口的料盘,NG产品放至NG下料流水线;
8.当机械手取完上料口的上层料盘中最后一组料后,横移气缸带动移栽组件沿直线滑轨移至下料口的下料位;
9.当下料口的上层料盘满料时,位于下料口的提升组件将料盘依次下降一盘的高度,方便下一个料盘到位;
10.当下料口的提升组件上存有整叠料盘时,从料盘出料口取走整叠料盘。
本实用新型一种制程终端检测设备的有益效果是:实现全自动的检测分拣操作,速度快、效率高、工作稳定,而且大大的降低了危险系数,方便使用,降低生产成本。
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
Claims (10)
1.一种制程终端检测设备,其特征在于,包括:外框整体机架、上下料机构、机械手治具、CCD检测机构、NG下料机构,
对料盘进行升降和移栽的上下料机构、用于夹取和搬运产品的机械手治具、对产品进行定位检测的CCD检测机构、用于接收和输送NG产品的NG下料机构设置于外框整体机架内,上下料机构和NG下料机构分别设置于CCD检测机构的两侧,机械手治具位于上下料机构的上方。
2.根据权利要求1所述的一种制程终端检测设备,其特征在于,所述上下料机构包括大板、上料口、下料口、提升组件、移栽组件,所述上料口和下料口设置于所述大板上,所述移栽组件位于所述上料口和所述下料口的上方,以将料盘从上料口送至下料口,上料口和下料口的下方各设置有一所述提升组件,以升降料盘。
3.根据权利要求2所述的一种制程终端检测设备,其特征在于,所述提升组件包括升降驱动装置、导向轴、直线轴承、直线轴承连接块、导向轴固定座、托料组件、导向组件、用于检测料盘位置的位置检测装置,所述托料组件与所述直线轴承连接块相连接,所述直线轴承连接块内装有所述直线轴承,导向轴穿过所述直线轴承并通过导向轴固定座进行固定,升降驱动装置带动直线轴承连接块沿导向轴方向滑动,从而通过托料组件带动料盘在导向组件内升降运动,其中,所述托料组件包括二层板、托板、支撑板,所述二层板固定在所述托板上,所述支撑板的一端与直线轴承连接块相连接,另一端与所述托板相连接。
4.根据权利要求2所述的一种制程终端检测设备,其特征在于,所述移栽组件包括横移板、横移驱动装置、夹盘组件、托盘组件、料盘检测组件,所述横移驱动装置带动所述横移板在所述上料口和所述下料口之间来回运动,用于夹紧固定料盘的所述夹盘组件设置于横移板的四个角上,所述托盘组件相对设置于横移板的两侧,用于检测料盘正反的所述料盘检测组件设置于所述横移板上。
5.根据权利要求4所述的一种制程终端检测设备,其特征在于,所述夹盘组件包括夹盘气缸、夹盘气缸垫板、料盘上夹板、料盘下夹板,所述夹盘气缸通过所述夹盘气缸垫板设置于所述横移板上,所述夹盘气缸与料盘上夹板和料盘下夹板相连接,并带动料盘上夹板和料盘下夹板前后运动,以夹紧或者松开料盘,其中,料盘上夹板设置于料盘下夹板的上方,且料盘上夹板和料盘下夹板上设置有与料盘相配合的夹紧口。
6.根据权利要求4所述的一种制程终端检测设备,其特征在于,所述托盘组件包括料盘托架、托盘气缸、托盘气缸垫板,托盘气缸通过托盘气缸垫板设置于所述横移板上,托盘气缸与料盘托架相连接,并带动料盘托架前后运动,以承托料盘。
7.根据权利要求4所述的一种制程终端检测设备,其特征在于,所述料盘检测组件包括检测气缸、轴承安装座、检测直线轴承、传感器安装导杆、夹紧块、接触开关,所述检测气缸和所述轴承安装座设置于所述横移板上,所述检测直线轴承设置于所述轴承安装座上,所述传感器安装导杆的一端与所述检测直线轴承活动连接,另一端上设置有接触开关,所述夹紧块的一端与所述检测气缸的输出端相连接,另一端与传感器安装导杆相连接,检测气缸通过传感器安装导杆带动接触开关前后运动。
8.根据权利要求2所述的一种制程终端检测设备,其特征在于,所述CCD检测机构包括:产品定位组件、产品检测组件、产品检测驱动装置,所述产品定位组件与大板相连接,产品检测驱动装置带动产品检测组件来回运动,以对产品定位组件上的产品进行逐个检测。
9.根据权利要求8所述的一种制程终端检测设备,其特征在于,所述产品定位组件包括治具安装板、治具安装条、产品定位治具、治具安装块、传感器支架、传感器,所述治具安装板的一侧与所述大板相连接,另一侧上设置有所述治具安装条,所述治具安装块的一端与治具安装条相连接,另一端上设置有所述产品定位治具,2个对应的治具安装块之间设置有所述传感器支架,用于检测产品正反的传感器设置于所述传感器支架上;所述产品检测组件包括模组安装板、用于检测混模混号的第一CCD检测组件、用于检测产品刻字内容有无且是否正确的第二CCD检测组件、用于检测产品有无且产品是否完整的第三CCD检测组件,第一CCD检测组件、第二CCD检测组件和第三CCD检测组件设置于所述模组安装板上。
10.根据权利要求1所述的一种制程终端检测设备,其特征在于,所述NG下料机构包括输送皮带组件、皮带驱动组件、用于检测有无产品的对射传感器,所述对射传感器设置于所述输送皮带组件的放料端和取料端,皮带驱动组件带动输送皮带组件运转。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022737592.9U CN213905300U (zh) | 2020-11-24 | 2020-11-24 | 一种制程终端检测设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022737592.9U CN213905300U (zh) | 2020-11-24 | 2020-11-24 | 一种制程终端检测设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213905300U true CN213905300U (zh) | 2021-08-06 |
Family
ID=77122483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022737592.9U Active CN213905300U (zh) | 2020-11-24 | 2020-11-24 | 一种制程终端检测设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213905300U (zh) |
-
2020
- 2020-11-24 CN CN202022737592.9U patent/CN213905300U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112830243B (zh) | 工件上料贴装及保压装置 | |
| CN112249674A (zh) | 一种工件移载装置 | |
| CN111482374B (zh) | 硅片检测分选机及其分选方法 | |
| CN212531447U (zh) | 一种自动化板材码垛装置 | |
| CN109894739A (zh) | 用于发动机气缸圈的全自动激光刻印装置 | |
| CN213678805U (zh) | 一种工件移载装置 | |
| CN114346453B (zh) | 一种用于z轴承柱面的全自动激光打标装置 | |
| CN112027681A (zh) | 一种自动化板材码垛装置 | |
| CN110687046A (zh) | 一种视觉芯片面板工业机器人摆放成套装置 | |
| CN113320946B (zh) | 一种连续式FPC单pcs外观缺陷检查机 | |
| CN114670406A (zh) | 一种风扇叶轮智能检测设备 | |
| CN214569054U (zh) | 一种自动上下料装置 | |
| CN112509944A (zh) | 一种制程终端检测设备 | |
| CN113911750A (zh) | 一种载盘分盘运料机 | |
| CN111776571B (zh) | 一种用于托盘更换的托盘回收方法及其设备 | |
| CN212863031U (zh) | 一种用于托盘更换的托盘回收设备 | |
| CN213905300U (zh) | 一种制程终端检测设备 | |
| CN218156081U (zh) | 电池片栅线检测装置 | |
| CN218288269U (zh) | 一种高效的正反面自动贴膜设备 | |
| CN115780918A (zh) | 一种齿条全自动加工设备 | |
| CN213443502U (zh) | 一种图书姿态调整系统 | |
| CN212263894U (zh) | 自动检测线 | |
| CN110950072B (zh) | 收料装置 | |
| CN211768864U (zh) | 一种新型dbc陶瓷基板的铜片和陶瓷片自动上料至烧结炉的设备 | |
| CN210548821U (zh) | 用于发动机气缸圈的全自动激光刻印装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |