CN212008978U - 一种自动攻牙检测设备 - Google Patents
一种自动攻牙检测设备 Download PDFInfo
- Publication number
- CN212008978U CN212008978U CN202020541704.0U CN202020541704U CN212008978U CN 212008978 U CN212008978 U CN 212008978U CN 202020541704 U CN202020541704 U CN 202020541704U CN 212008978 U CN212008978 U CN 212008978U
- Authority
- CN
- China
- Prior art keywords
- block
- detection
- variable
- pitch
- cylinder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000012360 testing method Methods 0.000 title claims abstract description 13
- 238000001514 detection method Methods 0.000 claims abstract description 110
- 238000010079 rubber tapping Methods 0.000 claims abstract description 76
- 230000007246 mechanism Effects 0.000 claims abstract description 66
- 238000011027 product recovery Methods 0.000 claims abstract description 12
- 210000001503 joint Anatomy 0.000 claims abstract description 8
- 238000003825 pressing Methods 0.000 claims description 43
- 238000012546 transfer Methods 0.000 claims description 21
- 239000000872 buffer Substances 0.000 claims description 17
- 239000000463 material Substances 0.000 claims description 17
- 239000000523 sample Substances 0.000 claims description 10
- 230000000712 assembly Effects 0.000 claims description 8
- 238000000429 assembly Methods 0.000 claims description 8
- 239000000969 carrier Substances 0.000 claims description 7
- 230000017105 transposition Effects 0.000 claims description 7
- 239000013307 optical fiber Substances 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 6
- 230000002457 bidirectional effect Effects 0.000 description 5
- 238000002360 preparation method Methods 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 241000252254 Catostomidae Species 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 230000033764 rhythmic process Effects 0.000 description 1
Images













Landscapes
- Specific Conveyance Elements (AREA)
Abstract
本实用新型公开了一种自动攻牙检测设备,该种自动攻牙检测设备包括机架、错位式壳体供料机构、联动式移载机构、盲孔攻牙检测机构、通孔攻牙检测机构、成品回收装置、废料收集盒和护罩,所述机架上安装有联动式移载机构,联动式移载机构左侧对接设置有错位式壳体供料机构,联动式移载机构后侧设置有五工位盲孔攻牙检测机构和四工位通孔攻牙检测机构,联动式移载机构右侧对接设置有成品回收装置,联动式移载机构下端设置有废料收集盒,机架上还安装有护罩。通过上述方式,本实用新型结构紧凑,运行平稳,能够自动对产品相应位置处进行盲孔和通孔的攻丝处理,双工位单工位切换自如,攻丝的同时检测是否有无丝锥,节约劳动力,提高生产效率。
Description
技术领域
本实用新型涉及机械制造技术领域,特别是涉及一种自动攻牙检测设备。
背景技术
传统攻牙设备对工件进行螺纹孔加工时,攻牙设备控制丝攻自上而下垂直移动从而对定位装夹于水平工作平台的工件进行攻牙,由于传统攻牙设备只能控制丝攻竖向移动,当工件的长度较长且需要在长边上加工成排的螺纹孔时,攻牙设备控制丝攻每加工完一个频次后都需要操作人员水平推动工件直至丝攻的位置正对工件下一个待攻牙的位置,然后再重新定位装夹工件后攻牙设备控制丝攻进行下一频次的加工,因此在加工过程中,工件需要多次的装夹定位,从而会大大降低加工效率,同时工件的多次装夹定位也会带来定位累积误差,影响加工精度,并且由于加工的工件就大往往需要至少两位操作人员来完成工件的推移及定位装夹,故其人工成本较高,也不导致整体生产成本较高,此外需要每次丝攻前,需要检测丝攻刀具,影响生产节奏,同一产品上丝攻要求不同,通孔或盲孔,如附图1所示,位置a、b、c、d处攻盲孔,位置e、f、g处攻通孔,需要切换攻丝设备,基于以上缺陷和不足,有必要对现有的技术予以改进,设计出一种自动攻牙检测设备。
实用新型内容
本实用新型主要解决的技术问题是提供一种自动攻牙检测设备,结构紧凑,运行平稳,能够自动对产品相应位置处进行盲孔和通孔的攻丝处理,双工位单工位切换自如,攻丝的同时检测是否有无丝锥,节约劳动力,提高生产效率。
为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种自动攻牙检测设备,该种自动攻牙检测设备包括机架、错位式壳体供料机构、联动式移载机构、盲孔攻牙检测机构、通孔攻牙检测机构、成品回收装置、废料收集盒和护罩,所述机架上安装有联动式移载机构,联动式移载机构左侧对接设置有错位式壳体供料机构,联动式移载机构后侧设置有五工位盲孔攻牙检测机构和四工位通孔攻牙检测机构,联动式移载机构右侧对接设置有成品回收装置,联动式移载机构下端设置有废料收集盒,机架上还安装有护罩。
优选的是,所述错位式壳体供料机构包括壳体振料盘、导向块、供料支架、错位气缸、承载模块、到位传感器、换位机械手和双工位载座组件,所述壳体振料盘的直线送料器对接有导向块,导向块设置于供料支架上,供料支架上安装有错位气缸,错位气缸上安装有承载模块,承载模块与导向块对接,承载模块上安装有到位传感器,承载模块上设有产品安装槽,承载模块后侧设置有换位机械手和双工位载座组件;所述双工位载座组件包括承载支架、直线滑轨、载座块、笔形气缸、缓冲器、滑台气缸、备料块和产品到位光纤,所述承载支架固定于机架上,承载支架的工作台上安装有直线滑轨,直线滑轨上安装有载座块,承载支架上安装有与直线滑轨方向一致的笔形气缸,笔形气缸的伸缩杆与载座块固定,直线滑轨两端安装有与载座块相对的缓冲器,承载支架的工作台上还安装有与直线滑轨互相垂直的滑台气缸,滑台气缸的滑台上安装有备料块,载座块和备料块上均设置有产品放置凹槽,载座块和备料块上还设置有产品到位光纤,笔形气缸和滑台气缸配合调节载座块和备料块间距离,以备双工位供料。
优选的是,所述联动式移载机构包括丝杠搬运模组、随动搬运模组、竖向轴承座和双向鱼眼轴承,所述丝杠搬运模组和随动搬运模组的移载板上安装有竖向轴承座,两竖向轴承座通过双向鱼眼轴承活动连接,所述丝杠搬运模组包括搬运支架、移载直线滑轨、移载板、丝杠、伺服电机、连接块和上下搬运组件,所述搬运支架上安装有两移载直线滑轨,移载直线滑轨的滑块上安装有移载板,搬运支架上安装有丝杠和伺服电机,伺服电机驱动丝杠转动,丝杠的丝杠螺母上安装有连接块,搬运支架上设有避让孔,连接块穿过避让孔与移载板固定,移载板上阵列设置有五组上下搬运组件;所述上下搬运组件包括推拉气缸、推板、上下气缸、移动架和吸盘,所述推拉气缸的伸缩杆上推板,推板上安装有上下气缸,上下气缸的伸缩杆上安装有移动架,移动架的水平板上安装有吸盘。
优选的是,所述随动搬运模组包括随动支架、随动直线滑轨、随动移载板、变距搬运组件和随动上下搬运组件,所述随动支架上安装有随动直线滑轨,随动直线滑轨的滑块上安装有随动移载板,随动移载板上安装有一组变距搬运组件和两组随动上下搬运组件;所述变距搬运组件包括变距伸展气缸、变距连接架、变距升降气缸、升降板、变距笔形气缸、导向滑轨、变距推板、变距吸盘、定位块和限位块,所述变距伸展气缸固定于随动移载板上,变距伸展气缸的伸缩杆上安装有变距连接架,变距连接架竖直板上安装有变距升降气缸,变距升降气缸的伸缩杆上安装有升降板,升降板水平设置,所述升降板上背向安装有两变距笔形气缸,升降板底面设置有两导向滑轨,导向滑轨的滑块上安装有变距推板,两变距笔形气缸的伸缩杆分别与变距推板固定,变距推板的伸出端安装有变距吸盘,升降板后端安装有定位块,变距推板上安装有与定位块相对的限位块;所述随动上下搬运组件的结构与上下搬运组件的结构相同。
优选的是,所述盲孔攻牙检测机构包括流道支架、产品载具、压料组件、攻牙装置和检测探头组件,所述流道支架设置于机架工作台上,流道支架上阵列设置有用于放置产品的产品载具,产品载具后侧流道支架上安装有压料组件,压料组件后侧设置有攻牙装置,攻牙装置的立柱上安装有检测探头组件,所述压料组件包括压料气缸、压料气缸驱动上下移动的压料推板、固定于压料推板上的四个压料板,所述压料板伸出端向下延伸设置有压料凸块;所述攻牙装置包括立柱、攻牙机和电机,所述立柱上端安装有攻牙机和电机,电机驱动攻牙机工作。
优选的是,所述检测探头组件包括固定板夹、检测推拉气缸、检测推板、导向块、检测推块、盖板、检测固定块和缓冲弹簧,所述固定板夹固定于立柱上,固定板夹上安装有检测推拉气缸,检测推拉气缸的的伸缩杆上安装有检测推板,检测推板上安装有两导向块,导向块上设置有导向滑槽,导向滑槽里装有检测推块,导向滑槽处封装有盖板,检测推板上还安装有与检测推块相对的检测固定块,检测推块和检测固定块通过缓冲弹簧连接;所述检测推块由依次连接的连接部、导向部和检测头部组成,导向部位于导向块的导向滑槽里,连接部和检测头部尺寸大于导向滑槽尺寸,连接部与检测固定块通过缓冲弹簧连接,所述检测头部水平向外延伸。
优选的是,所述成品回收装置包括输送支架、皮带输送线、落料滑槽、成品料盒和料盒支架,所述输送支架设置于机架上,输送支架上安装有皮带输送线,皮带输送线的出料口设置有落料滑槽,落料滑槽下方设置有成品料盒,成品料盒通过料盒支架固定于机架上。
与现有技术相比,本实用新型的有益效果是:
错位式壳体供料机构的设置能够错位供料,避免产品积压堆砌;
双工位载座组件的设置用于调节载座块和备料块相对距离,以备后续双工位供料;
丝杠搬运模组能够自动移载产品,丝杠搬运模组通过双向鱼眼轴承带动随动搬运模组移动,设计巧妙,节约动力源;
变距搬运组件的设置调节两产品间距离,设备由双工位切换至单工位模式工作,灵活运用;
盲孔攻牙检测机构的设置能够自动对产品相应位置处进行攻丝处理的同时检测是否有无丝锥节约劳动力,提高生产效率。
附图说明
图1为产品结构示意图。
图2为一种自动攻牙检测设备的结构示意图。
图3为一种自动攻牙检测设备的内部结构示意图。
图4为一种自动攻牙检测设备的错位式壳体供料机构结构示意图。
图5为一种自动攻牙检测设备的错位式壳体供料机构部分结构示意图。
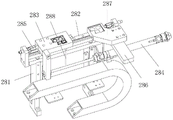
图6为一种自动攻牙检测设备的双工位载座组件结构示意图。
图7为一种自动攻牙检测设备的联动式移载机构结构示意图。
图8为一种自动攻牙检测设备的丝杠搬运模组部分结构示意图。
图9为一种自动攻牙检测设备的变距搬运组件第一结构示意图。
图10为一种自动攻牙检测设备的变距搬运组件第二结构示意图。
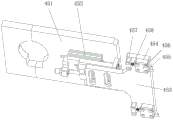
图11为一种自动攻牙检测设备的盲孔攻牙检测机构结构示意图。
图12为一种自动攻牙检测设备的压料组件结构示意图。
图13为一种自动攻牙检测设备的检测探头组件结构示意图。
图14为一种自动攻牙检测设备的检测推块结构示意图。
图15为一种自动攻牙检测设备的成品回收装置结构示意图。
具体实施方式
下面结合附图对本实用新型较佳实施例进行详细阐述,以使实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
请参阅图1至图15,本实用新型实施例包括:
一种自动攻牙检测设备,该种自动攻牙检测设备包括机架1、错位式壳体供料机构2、联动式移载机构3、盲孔攻牙检测机构4、通孔攻牙检测机构5、成品回收装置6、废料收集盒7和护罩8,所述机架1上安装有联动式移载机构3,联动式移载机构3左侧对接设置有错位式壳体供料机构2,联动式移载机构3后侧设置有五工位盲孔攻牙检测机构4和四工位通孔攻牙检测机构5,联动式移载机构3右侧对接设置有成品回收装置6,联动式移载机构3下端设置有废料收集盒7,机架1上还安装有护罩8。
所述错位式壳体供料机构2包括壳体振料盘21、导向块22、供料支架23、错位气缸24、承载模块25、到位传感器26、换位机械手27和双工位载座组件28,所述壳体振料盘21的直线送料器对接有导向块22,导向块22设置于供料支架23上,供料支架23上安装有错位气缸24,错位气缸24上安装有承载模块25,承载模块25与导向块22对接,承载模块25上安装有到位传感器26,承载模块25上设有产品安装槽250,承载模块25后侧设置有换位机械手27和双工位载座组件28;所述双工位载座组件28包括承载支架281、直线滑轨282、载座块283、笔形气缸284、缓冲器285、滑台气缸286、备料块287和产品到位光纤288,所述承载支架281固定于机架1上,承载支架281的工作台上安装有直线滑轨282,直线滑轨282上安装有载座块283,承载支架281上安装有与直线滑轨282方向一致的笔形气缸284,笔形气缸284的伸缩杆与载座块283固定,直线滑轨282两端安装有与载座块283相对的缓冲器285,承载支架281的工作台上还安装有与直线滑轨282互相垂直的滑台气缸286,滑台气缸286的滑台上安装有备料块287,载座块283和备料块287上均设置有产品放置凹槽280,载座块283和备料块287上还设置有产品到位光纤288,笔形气缸284和滑台气缸286配合调节载座块283和备料块287间距离,以备双工位供料。
所述联动式移载机构3包括丝杠搬运模组31、随动搬运模组32、竖向轴承座33和双向鱼眼轴承34,所述丝杠搬运模组31和随动搬运模组32的移载板上安装有竖向轴承座33,两竖向轴承座33通过双向鱼眼轴承34活动连接,所述丝杠搬运模组31包括搬运支架311、移载直线滑轨312、移载板313、丝杠314、伺服电机315、连接块316和上下搬运组件317,所述搬运支架311上安装有两移载直线滑轨312,移载直线滑轨312的滑块上安装有移载板313,搬运支架311上安装有丝杠314和伺服电机315,伺服电机315驱动丝杠314转动,丝杠314的丝杠螺母上安装有连接块316,搬运支架311上设有避让孔,连接块316穿过避让孔与移载板313固定,移载板313上阵列设置有五组上下搬运组件317;所述上下搬运组件317包括推拉气缸3171、推板3172、上下气缸3173、移动架3174和吸盘3175,所述推拉气缸3171的伸缩杆上推板3172,推板3172上安装有上下气缸3173,上下气缸3173的伸缩杆上安装有移动架3174,移动架3174的水平板上安装有吸盘3175。
所述随动搬运模组32包括随动支架321、随动直线滑轨322、随动移载板323、变距搬运组件324和随动上下搬运组件325,所述随动支架321上安装有随动直线滑轨322,随动直线滑轨322的滑块上安装有随动移载板323,随动移载板323上安装有一组变距搬运组件324和两组随动上下搬运组件325;所述变距搬运组件324包括变距伸展气缸3241、变距连接架3242、变距升降气缸3243、升降板3244、变距笔形气缸3245、导向滑轨326、变距推板3247、变距吸盘3248、定位块3249和限位块32410,所述变距伸展气缸3241固定于随动移载板323上,变距伸展气缸3241的伸缩杆上安装有变距连接架3242,变距连接架3242竖直板上安装有变距升降气缸3243,变距升降气缸3243的伸缩杆上安装有升降板3244,升降板3244水平设置,所述升降板3244上背向安装有两变距笔形气缸3245,升降板3244底面设置有两导向滑轨326,导向滑轨326的滑块上安装有变距推板3247,两变距笔形气缸3245的伸缩杆分别与变距推板3247固定,变距推板3247的伸出端安装有变距吸盘3248,升降板3244后端安装有定位块3249,变距推板3247上安装有与定位块3249相对的限位块32410;所述随动上下搬运组件325的结构与上下搬运组件317的结构相同。
所述盲孔攻牙检测机构4包括流道支架41、产品载具42、压料组件43、攻牙装置44和检测探头组件45,所述流道支架41设置于机架1工作台上,流道支架41上阵列设置有用于放置产品的产品载具42,产品载具42后侧流道支架41上安装有压料组件43,压料组件43后侧设置有攻牙装置44,攻牙装置44的立柱上安装有检测探头组件45,所述压料组件43包括压料气缸431、压料气缸431驱动上下移动的压料推板432、固定于压料推板432上的四个压料板433,所述压料板433伸出端向下延伸设置有压料凸块4330;所述攻牙装置44包括立柱441、攻牙机442和电机443,所述立柱441上端安装有攻牙机442和电机443,电机443驱动攻牙机442工作。
所述检测探头组件45包括固定板夹451、检测推拉气缸452、检测推板453、导向块454、检测推块455、盖板456、检测固定块457和缓冲弹簧458,所述固定板夹451固定于立柱441上,固定板夹451上安装有检测推拉气缸452,检测推拉气缸452的的伸缩杆上安装有检测推板453,检测推板453上安装有两导向块454,导向块454上设置有导向滑槽,导向滑槽里装有检测推块455,导向滑槽处封装有盖板456,检测推板453上还安装有与检测推块455相对的检测固定块457,检测推块455和检测固定块457通过缓冲弹簧458连接;所述检测推块455由依次连接的连接部4551、导向部4552和检测头部4553组成,导向部4552位于导向块454的导向滑槽里,连接部4551和检测头部4553尺寸大于导向滑槽尺寸,连接部4551与检测固定块457通过缓冲弹簧458连接,所述检测头部4553水平向外延伸。
所述成品回收装置6包括输送支架61、皮带输送线62、落料滑槽63、成品料盒64和料盒支架65,所述输送支架61设置于机架1上,输送支架61上安装有皮带输送线62,皮带输送线62的出料口设置有落料滑槽63,落料滑槽63下方设置有成品料盒64,成品料盒64通过料盒支架65固定于机架1上。
本实用新型一种自动攻牙检测设备工作时,壳体振料盘21产品经过导向块22输送至承载模块25的产品安装槽250里,待到位传感器26检测到产品时,错位气缸24驱动承载模块25移动,导向块22和承载模块25错位,能够错位供料,避免产品积压堆砌,换位机械手27将产品安装槽250里产品抓取后放置到载座块283和备料块287上,笔形气缸284的伸缩杆伸展带动载座块283移动,滑台气缸286驱动备料块287移至于直线滑轨282上方,笔形气缸284和滑台气缸286配合,用于调节载座块283和备料块287相对距离,以备后续双工位供料,丝杠搬运模组31工作,上下搬运组件317吸取两产品,伺服电机315驱动丝杠314转动从而带动移载板313沿移载直线滑轨312方向移动,待上下搬运组件317吸取的两产品移至盲孔攻牙检测机构4的产品载具42前时,伺服电机315暂停,上下搬运组件317将吸取的两产品放置到产品载具42里,此时压料组件43工作,压料气缸431驱动压料推板432上的四个压料板433,所述压料板433下移,压料板433的压料凸块4330压住产品凹槽处,攻牙装置44下移对产品上位置a处进行攻盲孔,检测推拉气缸452驱动检测推板453前移,若攻牙装置44处正在攻丝,检测推块455接触到丝锥,缓冲弹簧458处于压缩状态,若检测推块455接触不到丝锥,缓冲弹簧458处于伸展状态,此时检测不到丝锥,需要停机维修,待攻丝完成后,丝杠搬运模组31继续工作将产品移至下一工位,重复以上步骤,对产品位置b、c和d位置进行攻丝,盲孔攻丝完成后,丝杠搬运模组31通过双向鱼眼轴承34带动随动搬运模组32移动,随动搬运模组32上的变距搬运组件324吸取两产品载具42里的产品,两变距笔形气缸3245的伸缩杆伸展带动变距推板3247移动,从而调节两变距吸盘3248上产品距离,调节与两通孔攻牙检测机构5间距离一致,变距搬运组件324将两产品移至通孔攻牙检测机构5处,通孔攻牙检测机构5对产品e位置进行通孔攻丝,随动上下搬运组件325依次将产品移至下一工位,分别对产品f和g位置进行通孔攻丝,攻丝完成后,随动上下搬运组件325将产品搬运到成品回收装置6的皮带输送线62上,皮带输送线62上产品经落料滑槽63滑落至成品料盒64。
本实用新型一种自动攻牙检测设备,结构紧凑,运行平稳,能够自动对产品相应位置处进行盲孔和通孔的攻丝处理,双工位单工位切换自如,攻丝的同时检测是否有无丝锥,节约劳动力,提高生产效率。
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
Claims (7)
1.一种自动攻牙检测设备,其特征在于:该种自动攻牙检测设备包括机架、错位式壳体供料机构、联动式移载机构、盲孔攻牙检测机构、通孔攻牙检测机构、成品回收装置、废料收集盒和护罩,所述机架上安装有联动式移载机构,联动式移载机构左侧对接设置有错位式壳体供料机构,联动式移载机构后侧设置有五工位盲孔攻牙检测机构和四工位通孔攻牙检测机构,联动式移载机构右侧对接设置有成品回收装置,联动式移载机构下端设置有废料收集盒,机架上还安装有护罩。
2.根据权利要求1所述的一种自动攻牙检测设备,其特征在于:所述错位式壳体供料机构包括壳体振料盘、导向块、供料支架、错位气缸、承载模块、到位传感器、换位机械手和双工位载座组件,所述壳体振料盘的直线送料器对接有导向块,导向块设置于供料支架上,供料支架上安装有错位气缸,错位气缸上安装有承载模块,承载模块与导向块对接,承载模块上安装有到位传感器,承载模块上设有产品安装槽,承载模块后侧设置有换位机械手和双工位载座组件;所述双工位载座组件包括承载支架、直线滑轨、载座块、笔形气缸、缓冲器、滑台气缸、备料块和产品到位光纤,所述承载支架固定于机架上,承载支架的工作台上安装有直线滑轨,直线滑轨上安装有载座块,承载支架上安装有与直线滑轨方向一致的笔形气缸,笔形气缸的伸缩杆与载座块固定,直线滑轨两端安装有与载座块相对的缓冲器,承载支架的工作台上还安装有与直线滑轨互相垂直的滑台气缸,滑台气缸的滑台上安装有备料块,载座块和备料块上均设置有产品放置凹槽,载座块和备料块上还设置有产品到位光纤。
3.根据权利要求1所述的一种自动攻牙检测设备,其特征在于:所述联动式移载机构包括丝杠搬运模组、随动搬运模组、竖向轴承座和双向鱼眼轴承,所述丝杠搬运模组和随动搬运模组的移载板上安装有竖向轴承座,两竖向轴承座通过双向鱼眼轴承活动连接,所述丝杠搬运模组包括搬运支架、移载直线滑轨、移载板、丝杠、伺服电机、连接块和上下搬运组件,所述搬运支架上安装有两移载直线滑轨,移载直线滑轨的滑块上安装有移载板,搬运支架上安装有丝杠和伺服电机,伺服电机驱动丝杠转动,丝杠的丝杠螺母上安装有连接块,搬运支架上设有避让孔,连接块穿过避让孔与移载板固定,移载板上阵列设置有五组上下搬运组件;所述上下搬运组件包括推拉气缸、推板、上下气缸、移动架和吸盘,所述推拉气缸的伸缩杆上推板,推板上安装有上下气缸,上下气缸的伸缩杆上安装有移动架,移动架的水平板上安装有吸盘。
4.根据权利要求3所述的一种自动攻牙检测设备,其特征在于:所述随动搬运模组包括随动支架、随动直线滑轨、随动移载板、变距搬运组件和随动上下搬运组件,所述随动支架上安装有随动直线滑轨,随动直线滑轨的滑块上安装有随动移载板,随动移载板上安装有一组变距搬运组件和两组随动上下搬运组件;所述变距搬运组件包括变距伸展气缸、变距连接架、变距升降气缸、升降板、变距笔形气缸、导向滑轨、变距推板、变距吸盘、定位块和限位块,所述变距伸展气缸固定于随动移载板上,变距伸展气缸的伸缩杆上安装有变距连接架,变距连接架竖直板上安装有变距升降气缸,变距升降气缸的伸缩杆上安装有升降板,升降板水平设置,所述升降板上背向安装有两变距笔形气缸,升降板底面设置有两导向滑轨,导向滑轨的滑块上安装有变距推板,两变距笔形气缸的伸缩杆分别与变距推板固定,变距推板的伸出端安装有变距吸盘,升降板后端安装有定位块,变距推板上安装有与定位块相对的限位块;所述随动上下搬运组件的结构与上下搬运组件的结构相同。
5.根据权利要求1所述的一种自动攻牙检测设备,其特征在于:所述盲孔攻牙检测机构包括流道支架、产品载具、压料组件、攻牙装置和检测探头组件,所述流道支架设置于机架工作台上,流道支架上阵列设置有用于放置产品的产品载具,产品载具后侧流道支架上安装有压料组件,压料组件后侧设置有攻牙装置,攻牙装置的立柱上安装有检测探头组件,所述压料组件包括压料气缸、压料气缸驱动上下移动的压料推板、固定于压料推板上的四个压料板,所述压料板伸出端向下延伸设置有压料凸块;所述攻牙装置包括立柱、攻牙机和电机,所述立柱上端安装有攻牙机和电机,电机驱动攻牙机工作。
6.根据权利要求5所述的一种自动攻牙检测设备,其特征在于:所述检测探头组件包括固定板夹、检测推拉气缸、检测推板、导向块、检测推块、盖板、检测固定块和缓冲弹簧,所述固定板夹固定于立柱上,固定板夹上安装有检测推拉气缸,检测推拉气缸的伸缩杆上安装有检测推板,检测推板上安装有两导向块,导向块上设置有导向滑槽,导向滑槽里装有检测推块,导向滑槽处封装有盖板,检测推板上还安装有与检测推块相对的检测固定块,检测推块和检测固定块通过缓冲弹簧连接;所述检测推块由依次连接的连接部、导向部和检测头部组成,导向部位于导向块的导向滑槽里,连接部和检测头部尺寸大于导向滑槽尺寸,连接部与检测固定块通过缓冲弹簧连接,所述检测头部水平向外延伸。
7.根据权利要求1所述的一种自动攻牙检测设备,其特征在于:所述成品回收装置包括输送支架、皮带输送线、落料滑槽、成品料盒和料盒支架,所述输送支架设置于机架上,输送支架上安装有皮带输送线,皮带输送线的出料口设置有落料滑槽,落料滑槽下方设置有成品料盒,成品料盒通过料盒支架固定于机架上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020541704.0U CN212008978U (zh) | 2020-04-14 | 2020-04-14 | 一种自动攻牙检测设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020541704.0U CN212008978U (zh) | 2020-04-14 | 2020-04-14 | 一种自动攻牙检测设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212008978U true CN212008978U (zh) | 2020-11-24 |
Family
ID=73414475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020541704.0U Expired - Fee Related CN212008978U (zh) | 2020-04-14 | 2020-04-14 | 一种自动攻牙检测设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212008978U (zh) |
-
2020
- 2020-04-14 CN CN202020541704.0U patent/CN212008978U/zh not_active Expired - Fee Related
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101943708B (zh) | 一种自动测试机 | |
| CN113794083A (zh) | 一种载具自动插针设备 | |
| CN111337999A (zh) | 一种自动攻牙检测设备 | |
| CN110479891B (zh) | 一种冲床加工中心 | |
| CN201780344U (zh) | 一种自动测试机 | |
| CN216085670U (zh) | 一种载具自动插针设备 | |
| CN109712918B (zh) | 芯片检测收集设备及其使用方法 | |
| CN108788614B (zh) | 用于精密零件焊接中心的正面盖板上料机构 | |
| CN113399313A (zh) | 一种电压内阻测试机 | |
| CN108247343B (zh) | 一种拨盘电位器自动组装机 | |
| CN107470899B (zh) | 一种燃油泵自动装配线的右端装配机及其操作方法 | |
| CN213223314U (zh) | 一种打印机给纸滚轮外观检测设备 | |
| CN111452371B (zh) | 基于医用输液线部件组装检测机的检测清洁工站 | |
| CN210679785U (zh) | 一种熔接机 | |
| CN212008978U (zh) | 一种自动攻牙检测设备 | |
| CN217497874U (zh) | 一种具有分料功能的pcb板下料机构 | |
| CN110696067A (zh) | 一种基于眼镜镜片剪切设备的剪切方法 | |
| CN217433624U (zh) | 服务器主板自动组装测试生产线 | |
| CN215542830U (zh) | 柔性屏双面3d检测设备 | |
| CN215799167U (zh) | 一种产品切割生产线 | |
| CN213437905U (zh) | 一种焊接系统 | |
| CN112010009B (zh) | 电池包装机及电池 | |
| CN111452378B (zh) | 一种医用输液线部件组装检测机及其操作方法 | |
| CN212402530U (zh) | 轴用自动分拣搬运装置 | |
| CN111251554A (zh) | 一种眼镜镜片剪切设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20201124 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |