CN211759650U - 一种手机屏幕组装压合设备 - Google Patents
一种手机屏幕组装压合设备 Download PDFInfo
- Publication number
- CN211759650U CN211759650U CN201921081586.3U CN201921081586U CN211759650U CN 211759650 U CN211759650 U CN 211759650U CN 201921081586 U CN201921081586 U CN 201921081586U CN 211759650 U CN211759650 U CN 211759650U
- Authority
- CN
- China
- Prior art keywords
- traverse
- block
- translation
- pressing
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Abstract
本实用新型公开了一种手机屏幕组装压合设备,包括工作台,所述工作台上分别设置移栽装置、压合装置、检测装置和平移装置,所述移栽装置设置于所述工作台中部,所述移栽装置右端设置压合装置,所述压合装置对移栽装置上的产品进行压合,所述移栽装置前侧设置平移装置,所述移栽装置上方设置检测装置,所述检测装置将移栽装置上压合完成的产品抓取放置到平移装置上且检测;所述压合装置包括横移组件、升降组件和上压合模组,所述横移组件垂直安装于所述工作台上,所述升降组件固定端安装于所述横移组件前侧面,所述升降组件输出端上安装所述上压合模组,提高了工作效率,不良率低,成本低,组装出来的屏幕效果佳,具有良好的市场应用价值。
Description
技术领域
本实用新型涉及手机屏幕加工领域,尤其涉及一种手机屏幕组装压合设备。
背景技术
近年来,随着智能手机的快速推广普及,带动全球手机屏幕市场增长与技术创新加快,产业规模不断提升。从产品构成来看,当前手机屏幕以触摸屏为主,主要由盖板玻璃、触控模组、显示模组等零部件组成,但随着手机整机轻薄化、高清晰显示等要求不断提高,以及嵌入式触控技术的日益成熟,手机屏幕产业正逐步从传统单组件供应向一体化模组生产方向发展,产业链纵向整合趋势明显,手机屏幕也称显示屏,用于显示图像及色彩,现有生活中很多工厂加工手机屏幕都是通过半自动化设备或人工手动来完成的,这样加工员工劳动强度大,工作效率低下,不良率高,成本也高,组装出来的屏幕效果差。
现有技术存在缺陷,需要改进。
实用新型内容
为了解决现在技术存在的缺陷,本实用新型提供了一种手机屏幕组装压合设备。
本实用新型提供的技术方案,一种手机屏幕组装压合设备,包括工作台,所述工作台上分别设置移栽装置、压合装置、检测装置和平移装置,所述移栽装置设置于所述工作台中部,所述移栽装置右端设置压合装置,所述压合装置对移栽装置上的产品进行压合,所述移栽装置前侧设置平移装置,所述移栽装置上方设置检测装置,所述检测装置将移栽装置上压合完成的产品抓取放置到平移装置上且检测;所述压合装置包括横移组件、升降组件和上压合模组,所述横移组件垂直安装于所述工作台上,所述升降组件固定端安装于所述横移组件前侧面,所述升降组件输出端上安装所述上压合模组。
优选的,所述横移组件包括横移架、横移电机、横移滑轨、横移滑杆、第一横移块和第二横移块,所述横移架垂直安装于所述工作台上,所述第一横移块和第二横移块相对设置且均垂直安装于所述横移架前侧面上,所述横移电机固定端安装于所述横移架前侧面上且处于所述第一横移块左侧,所述横移电机输出端连接所述横移滑杆一端,所述横移滑杆另一端依次穿过第一横移块和移动滑块安装到第二横移块内的轴承内,所述第一横移块和第二横移块下方设置横移滑轨,所述横移滑轨安装于所述横移架前侧面,所述横移滑轨上安装横移滑块,所述移动滑块和横移滑块外表面均连接所述升降组件内表面。
优选的,所述上压合模组包括压合承载板、压合滑动板、压合电机、多个压合柱、真空安装板、上真空罩和压合板,所述压合滑动板右表面安装于所述升降组件输出端上,所述压合滑动板左表面上分别垂直安装所述压合承载板和真空安装板右端,所述压合承载板和真空安装板平行设置,且所述压合承载板设置于所述真空安装板上方,所述压合承载板下表面安装所述压合电机固定端,所述多个压合柱一端垂直安装于所述真空安装板内,所述多个压合柱另一端垂直安装于所述上真空罩上,所述多个压合柱内安装多个压合弹簧,所述压合电机输出端依次穿过真空安装板和上真空罩连接所述压合板,所述压合板设置于所述上真空罩内。
优选的,所述移栽装置包括第一移栽块、第二移栽块、横移电机、横移丝杆、横移滑动板、多个压合支柱、真空气缸、下真空罩、压合底板和真空载块,第一移栽块和第二移栽块平行设置且均安装于所述工作台上,第一移栽块和第二移栽块上分别安装第一滑轨和第二滑轨,所述横移滑动板内别通过第一滑块和第二滑块安装于所述第一滑轨和第二滑轨上,所述第二移栽块右侧分别安装第一支撑块和第二支撑块,所述横移电机固定端安装于所述第一支撑块上,所述横移电机输出端连接所述横移丝杆一端,所述横移丝杆另外一端穿过横移滑块安装于所述第二支撑块内,所述横移滑块顶端连接所述横移滑动板下表面,所述横移滑动块上分别垂直安装所述多个压合支柱和真空气缸的固定端,所述真空气缸固定端设置于所述多个压合支柱中部,所述真空气缸输出端垂直朝上连接所述真空载块,所述真空载块上表面安装所述压合底板,所述多个压合支柱垂直穿过真空载块连接所述压合底板下表面,所述下真空罩设置于所述横移滑动板上且包裹所述压合底板和真空载块。
优选的,所述检测装置包括检测架、检测电机、抓取气缸、检测轨道、检测挡板、检测滑杆、检测安装板、检测光源和检测器,所述检测架垂直安装于所述工作台上,所述检测轨道设置于所述检测架前侧面,所述检测轨道右端设置所述检测气缸固定端,所述检测轨道左端垂直安装所述检测挡板,所述检测电机输出端连接所述检测滑杆一端,所述检测滑杆另一端穿过检测滑块垂直安装所述检测挡板内的检测轴承内,所述检测滑块外表面上安装所述检测安装板内表面,所述检测安装板外表面安装所述检测器固定端,所述检测光源固定端安装于所述检测安装板下端,所述检测器输出端设置于所述检测光源上方,所述检测架内安装所述抓取气缸固定端,所述抓取气缸输出端安装抓取夹爪。
优选的,所述平移装置包括平移支架、平移电机、平移轨道、平移挡板、平移丝杆、第一平移板和第二平移板,所述平移支架安装于所述工作台上,所述平移支架右端安装所述平移电机固定端,所述平移支架左端垂直安装所述平移挡板,所述平移电机输出端连接所述平移丝杆一端,所述平移丝杆另一端穿过平移滑块垂直安装于所述平移挡板内的平移轴承内,所述平移滑块外侧面安装所述第一平移板内表面,所述第二平移板一端垂直安装于所述第一平移板外表面上,所述第二平移板上安装载料板。
相对于现有技术的有益效果,本实用新型设置了移栽装置、压合装置、检测装置和平移装置,加工设备一体化,加工过程自动化完成,这种加工方式降低了员工的劳动力,提高了工作效率,不良率低,成本低,组装出来的屏幕效果佳,具有良好的市场应用价值。
附图说明
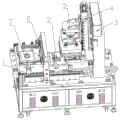
图1为本实用新型整体结构示意图;
图2为本实用新型移栽装置结构示意图;
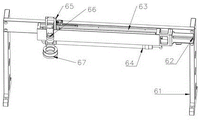
图3为本实用新型检测装置结构示意图;
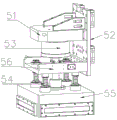
图4为本实用新型上压合模组结构示意图。
具体实施方式
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本实用新型说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
为了便于理解本实用新型,下面结合附图和具体实施例,对本实用新型进行更详细的说明。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
除非另有定义,本说明书所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本说明书中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本实用新型。
下面结合附图对本实用新型作详细说明。
如图1至图4所示的一种实施方式:一种手机屏幕组装压合设备,包括工作台1,所述工作台1上分别设置移栽装置2、压合装置、检测装置6和平移装置7,所述移栽装置2设置于所述工作台1中部,所述移栽装置2右端设置压合装置,所述压合装置对移栽装置2上的产品进行压合,所述移栽装置2前侧设置平移装置7,所述移栽装置2上方设置检测装置6,所述检测装置6将移栽装置2上压合完成的产品抓取放置到平移装置7上且检测;所述压合装置包括横移组件3、升降组件4和上压合模组5,所述横移组件3垂直安装于所述工作台1上,所述升降组件4固定端安装于所述横移组件3前侧面,所述升降组件4输出端上安装所述上压合模组5,首先抓取机器人或人工将产品放入到移栽装置2上,移栽装置2移动到压合装置下方,然后横移组件3带动升降组件4进行对位移动,升降组件4带动上压合模组5进行移动工作,上压合模组5经过升降组件4的带动缓缓下降,上真空罩55与下真空罩28扣合,然后真空气缸27将罩内的空气全部抽出,压合电机53带动压合板对产品进行压合加工,加工完成后上压合模组5经过升降组件4的带动上升,检测装置6上的抓取气缸64工作,抓取气缸64带动抓取夹爪将压合完成的产品放入到平移装置7上的载料板上,平移装置7带动加工好的产品在检测装置6下方移动,然后检测装置6对载料板上的产品进行检测,检测完成后的产品在经过抓取机器人收取。
所述横移组件3包括横移架、横移电机23、横移滑轨、横移滑杆、第一横移块和第二横移块,所述横移架垂直安装于所述工作台1上,所述第一横移块和第二横移块相对设置且均垂直安装于所述横移架前侧面上,所述横移电机23固定端安装于所述横移架前侧面上且处于所述第一横移块左侧,所述横移电机23输出端连接所述横移滑杆一端,所述横移滑杆另一端依次穿过第一横移块和移动滑块安装到第二横移块内的轴承内,所述第一横移块和第二横移块下方设置横移滑轨,所述横移滑轨安装于所述横移架前侧面,所述横移滑轨上安装横移滑块,所述移动滑块和横移滑块外表面均连接所述升降组件4内表面,横移电机23带动横移滑杆转动,横移滑杆带动横移移动滑块进行移动,移动滑块带动升降组件4进行移动工作,升降组件4同时通过横移滑块在横移滑轨上移动。
所述上压合模组5包括压合承载板51、压合滑动板52、压合电机53、多个压合柱54、真空安装板56、上真空罩55和压合板,所述压合滑动板52右表面安装于所述升降组件4输出端上,所述压合滑动板52左表面上分别垂直安装所述压合承载板51和真空安装板56右端,所述压合承载板51和真空安装板56平行设置,且所述压合承载板51设置于所述真空安装板56上方,所述压合承载板51下表面安装所述压合电机53固定端,所述多个压合柱54一端垂直安装于所述真空安装板56内,所述多个压合柱54另一端垂直安装于所述上真空罩55上,所述多个压合柱54内安装多个压合弹簧,所述压合电机53输出端依次穿过真空安装板56和上真空罩55连接所述压合板,所述压合板设置于所述上真空罩55内,升降组件4带动压合滑动板52进行升降移动,升降移动分别带动压合承载板51和真空安装板56,压合承载板51带动压合电机53工作,压合电机53带动压合板进行对移栽装置2上的产品进行压合,上真空罩55和下真空罩28相合是方便抽取空气,已达到真空效果,多个压合柱54是为了支撑上真空罩55。
所述移栽装置2包括第一移栽块21、第二移栽块22、横移电机23、横移丝杆24、横移滑动板25、多个压合支柱26、真空气缸27、下真空罩28、压合底板29和真空载块,所述第一移栽块和第二移栽块平行设置且均安装于所述工作台1上,所述第一移栽块和第二移栽块上分别安装所述第一滑轨和第二滑轨,所述横移滑动板25内别通过第一滑块和第二滑块安装于所述第一滑轨和第二滑轨上,所述第二移栽块22右侧分别安装第一支撑块和第二支撑块,所述横移电机23固定端安装于所述第一支撑块上,所述横移电机23输出端连接所述横移丝杆24一端,所述横移丝杆24另外一端穿过横移滑块安装于所述第二支撑块内,所述横移滑块顶端连接所述横移滑动板25下表面,所述横移滑动块上分别垂直安装所述多个压合支柱26和真空气缸27的固定端,所述真空气缸27固定端设置于所述多个压合支柱26中部,所述真空气缸27输出端垂直朝上连接所述真空载块,所述真空载块上表面安装所述压合底板29,所述多个压合支柱26垂直穿过真空载块连接所述压合底板29下表面,所述下真空罩28设置于所述横移滑动板25上且包裹所述压合底板29和真空载块,横移电机23带动横移丝杆24进行转动工作,横移丝杆24带动横移滑块进行移动工作,横移滑块带动横移滑动板25分别第一滑轨和第二滑轨上进行移动,所述横移滑动板25分别带动横移电机23、上真空罩55和多个压合支柱26进行工作,多个压合支柱26支撑压合底板29和真空载块,真空气缸27带动真空载板将罩内的空气全部抽取。
所述检测装置6包括检测架61、检测电机62、抓取气缸64、检测轨道63、检测挡板、检测滑杆、检测安装板65、检测光源66和检测器67,所述检测架61垂直安装于所述工作台1上,所述检测轨道63设置于所述检测架61前侧面,所述检测轨道63右端设置所述检测气缸固定端,所述检测轨道63左端垂直安装所述检测挡板,所述检测电机62输出端连接所述检测滑杆一端,所述检测滑杆另一端穿过检测滑块垂直安装所述检测挡板内的检测轴承内,所述检测滑块外表面上安装所述检测安装板65内表面,所述检测安装板65外表面安装所述检测器67固定端,所述检测光源66固定端安装于所述检测安装板65下端,所述检测器67输出端设置于所述检测光源66上方,所述检测架61内安装所述抓取气缸64固定端,所述抓取气缸64输出端安装抓取夹爪,检测电机62带动检测滑杆进行移动,检测滑杆带动检测滑块进行移动,检测滑块带动检测安装板65进行移动,检测安装板65分别带动检测器67和检测光源66进行移动工作,检测器67通过检测光源66对平移装置7上的产品进行检测,检测架61内设置的抓取气缸64带动抓取夹爪将压合完成的产品抓取放置到平移装置7上。
所述平移装置7包括平移支架、平移电机、平移轨道、平移挡板、平移丝杆、第一平移板和第二平移板,所述平移支架安装于所述工作台1上,所述平移支架右端安装所述平移电机固定端,所述平移支架左端垂直安装所述平移挡板,所述平移电机输出端连接所述平移丝杆一端,所述平移丝杆另一端穿过平移滑块垂直安装于所述平移挡板内的平移轴承内,所述平移滑块外侧面安装所述第一平移板内表面,所述第二平移板一端垂直安装于所述第一平移板外表面上,所述第二平移板上安装载料板,平移电机带动平移丝杆进行工作,平移丝杆带动平移滑块在平移滑轨上进行移动,平移滑块同时带动第一平移板进行移动,第一平移板带动第二平移板进行移动,第二平移板带动载料板进行移动。
实施例二与以上不同之处在于,所述升降组件4包括升降固定板、第一升降板、第二升降板、升降电机、升降挡板和升降滑杆,所述升降固定板内表面分别安装于所述移动滑块和横移滑块上,所述升降固定板外表面上分别安装所述第一升降板和第二升降板,所述第一升降板和第二升降板平行设置,所述第一升降板和第二升降板上分别安装第一升降滑轨和第二升降滑轨,所述第一升降板和第二升降板顶端安装所述升降电机的固定端,所述升降电机输出端连接所述升降滑杆一端吗,所述升降滑杆另一端穿过升降滑块安装到升降挡板内的升降轴承内,所述升降挡板垂直安装于所述第一升降板和第二升降安内,所述升降滑块带动压合滑动板52进行升降。
实施例三与以上不同之处在于,所述工作台1内设置散热器。
实施例四与以上不同之处在于,所述多个压合支柱26和多个压合柱54均设置至少两个以上。
本事新型的工作原理:首先抓取机器人或人工将产品放入到移栽装置2上,移栽装置2移动到压合装置下方,然后横移组件3带动升降组件4进行对位移动,升降组件4带动上压合模组5进行移动工作,上压合模组5经过升降组件4的带动缓缓下降,上真空罩55与下真空罩28扣合,然后真空气缸27将罩内的空气全部抽出,压合电机53带动压合板对产品进行压合加工,加工完成后上压合模组5经过升降组件4的带动上升,检测装置6上的抓取气缸64工作,抓取气缸64带动抓取夹爪将压合完成的产品放入到平移装置7上的载料板上,平移装置7带动加工好的产品在检测装置6下方移动,然后检测装置6对载料板上的产品进行检测,检测完成后的产品在经过抓取机器人收取,横移电机23带动横移滑杆转动,横移滑杆带动横移移动滑块进行移动,移动滑块带动升降组件4进行移动工作,升降组件4同时通过横移滑块在横移滑轨上移动,然后升降组件4带动上压合模组5进行工作,升降组件4带动压合滑动板52进行升降移动,升降移动分别带动压合承载板51和真空安装板56,压合承载板51带动压合电机53工作,压合电机53带动压合板进行对移栽装置2上的产品进行压合,上真空罩55和下真空罩28相合是方便抽取空气,已达到真空效果,多个压合柱54是为了支撑上真空罩55,横移电机23带动横移丝杆24进行转动工作,横移丝杆24带动横移滑块进行移动工作,横移滑块带动横移滑动板25分别第一滑轨和第二滑轨上进行移动,所述横移滑动板25分别带动横移电机23、上真空罩55和多个压合支柱26进行工作,多个压合支柱26支撑压合底板29和真空载块,真空气缸27带动真空载板将罩内的空气全部抽取,检测电机62带动检测滑杆进行移动,检测滑杆带动检测滑块进行移动,检测滑块带动检测安装板65进行移动,检测安装板65分别带动检测器67和检测光源66进行移动工作,检测器67通过检测光源66对平移装置7上的产品进行检测,检测架61内设置的抓取气缸64带动抓取夹爪将压合完成的产品抓取放置到平移装置7上,平移电机带动平移丝杆进行工作,平移丝杆带动平移滑块在平移滑轨上进行移动,平移滑块同时带动第一平移板进行移动,第一平移板带动第二平移板进行移动,第二平移板带动载料板进行移动,检测完成的产品由抓取机器人收取,工作依次进行加工。
需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本实用新型说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
Claims (6)
1.一种手机屏幕组装压合设备,其特征在于,包括工作台,所述工作台上分别设置移栽装置、压合装置、检测装置和平移装置,所述移栽装置设置于所述工作台中部,所述移栽装置右端设置压合装置,所述压合装置对移栽装置上的产品进行压合,所述移栽装置前侧设置平移装置,所述移栽装置上方设置检测装置,所述检测装置将移栽装置上压合完成的产品抓取放置到平移装置上且检测;所述压合装置包括横移组件、升降组件和上压合模组,所述横移组件垂直安装于所述工作台上,所述升降组件固定端安装于所述横移组件前侧面,所述升降组件输出端上安装所述上压合模组。
2.根据权利要求1所述的一种手机屏幕组装压合设备,其特征在于,所述横移组件包括横移架、横移电机、横移滑轨、横移滑杆、第一横移块和第二横移块,所述横移架垂直安装于所述工作台上,所述第一横移块和第二横移块相对设置且均垂直安装于所述横移架前侧面上,所述横移电机固定端安装于所述横移架前侧面上且处于所述第一横移块左侧,所述横移电机输出端连接所述横移滑杆一端,所述横移滑杆另一端依次穿过第一横移块和移动滑块安装到第二横移块内的轴承内,所述第一横移块和第二横移块下方设置横移滑轨,所述横移滑轨安装于所述横移架前侧面,所述横移滑轨上安装横移滑块,所述移动滑块和横移滑块外表面均连接所述升降组件内表面。
3.根据权利要求1所述的一种手机屏幕组装压合设备,其特征在于,所述上压合模组包括压合承载板、压合滑动板、压合电机、多个压合柱、真空安装板、上真空罩和压合板,所述压合滑动板右表面安装于所述升降组件输出端上,所述压合滑动板左表面上分别垂直安装所述压合承载板和真空安装板右端,所述压合承载板和真空安装板平行设置,且所述压合承载板设置于所述真空安装板上方,所述压合承载板下表面安装所述压合电机固定端,所述多个压合柱一端垂直安装于所述真空安装板内,所述多个压合柱另一端垂直安装于所述上真空罩上,所述多个压合柱内安装多个压合弹簧,所述压合电机输出端依次穿过真空安装板和上真空罩连接所述压合板,所述压合板设置于所述上真空罩内。
4.根据权利要求1所述的一种手机屏幕组装压合设备,其特征在于,所述移栽装置包括第一移栽块、第二移栽块、横移电机、横移丝杆、横移滑动板、多个压合支柱、真空气缸、下真空罩、压合底板和真空载块,第一移栽块和第二移栽块平行设置且均安装于所述工作台上,所述第一移栽块和第二移栽块上分别安装第一滑轨和第二滑轨,所述横移滑动板内别通过第一滑块和第二滑块安装于所述第一滑轨和第二滑轨上,所述第二移栽块右侧分别安装第一支撑块和第二支撑块,所述横移电机固定端安装于所述第一支撑块上,所述横移电机输出端连接所述横移丝杆一端,所述横移丝杆另外一端穿过横移滑块安装于所述第二支撑块内,所述横移滑块顶端连接所述横移滑动板下表面,所述横移滑动块上分别垂直安装所述多个压合支柱和真空气缸的固定端,所述真空气缸固定端设置于所述多个压合支柱中部,所述真空气缸输出端垂直朝上连接所述真空载块,所述真空载块上表面安装所述压合底板,所述多个压合支柱垂直穿过真空载块连接所述压合底板下表面,所述下真空罩设置于所述横移滑动板上且包裹所述压合底板和真空载块。
5.根据权利要求1所述的一种手机屏幕组装压合设备,其特征在于,所述检测装置包括检测架、检测电机、抓取气缸、检测轨道、检测挡板、检测滑杆、检测安装板、检测光源和检测器,所述检测架垂直安装于所述工作台上,所述检测轨道设置于所述检测架前侧面,所述检测轨道右端设置所述检测气缸固定端,所述检测轨道左端垂直安装所述检测挡板,所述检测电机输出端连接所述检测滑杆一端,所述检测滑杆另一端穿过检测滑块垂直安装所述检测挡板内的检测轴承内,所述检测滑块外表面上安装所述检测安装板内表面,所述检测安装板外表面安装所述检测器固定端,所述检测光源固定端安装于所述检测安装板下端,所述检测器输出端设置于所述检测光源上方,所述检测架内安装所述抓取气缸固定端,所述抓取气缸输出端安装抓取夹爪。
6.根据权利要求1所述的一种手机屏幕组装压合设备,其特征在于,所述平移装置包括平移支架、平移电机、平移轨道、平移挡板、平移丝杆、第一平移板和第二平移板,所述平移支架安装于所述工作台上,所述平移支架右端安装所述平移电机固定端,所述平移支架左端垂直安装所述平移挡板,所述平移电机输出端连接所述平移丝杆一端,所述平移丝杆另一端穿过平移滑块垂直安装于所述平移挡板内的平移轴承内,所述平移滑块外侧面安装所述第一平移板内表面,所述第二平移板一端垂直安装于所述第一平移板外表面上,所述第二平移板上安装载料板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921081586.3U CN211759650U (zh) | 2019-07-11 | 2019-07-11 | 一种手机屏幕组装压合设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921081586.3U CN211759650U (zh) | 2019-07-11 | 2019-07-11 | 一种手机屏幕组装压合设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211759650U true CN211759650U (zh) | 2020-10-27 |
Family
ID=72906987
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921081586.3U Active CN211759650U (zh) | 2019-07-11 | 2019-07-11 | 一种手机屏幕组装压合设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211759650U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114476553A (zh) * | 2022-03-07 | 2022-05-13 | 东莞市钰成精密机械有限公司 | 一种全自动在线组装测试通用设备 |
| CN114932395A (zh) * | 2022-05-25 | 2022-08-23 | 合肥科贝尔机电设备有限公司 | 一种电子设备显示屏组装压合设备及加工方法 |
| CN115319683A (zh) * | 2022-08-13 | 2022-11-11 | 歌尔股份有限公司 | 一种主板组装设备 |
| CN115383416A (zh) * | 2021-05-25 | 2022-11-25 | 广东以诺通讯有限公司 | 一种手机屏幕对位压合设备 |
-
2019
- 2019-07-11 CN CN201921081586.3U patent/CN211759650U/zh active Active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115383416A (zh) * | 2021-05-25 | 2022-11-25 | 广东以诺通讯有限公司 | 一种手机屏幕对位压合设备 |
| CN114476553A (zh) * | 2022-03-07 | 2022-05-13 | 东莞市钰成精密机械有限公司 | 一种全自动在线组装测试通用设备 |
| CN114932395A (zh) * | 2022-05-25 | 2022-08-23 | 合肥科贝尔机电设备有限公司 | 一种电子设备显示屏组装压合设备及加工方法 |
| CN114932395B (zh) * | 2022-05-25 | 2023-08-22 | 合肥科贝尔机电设备有限公司 | 一种电子设备显示屏组装压合设备及加工方法 |
| CN115319683A (zh) * | 2022-08-13 | 2022-11-11 | 歌尔股份有限公司 | 一种主板组装设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN211759650U (zh) | 一种手机屏幕组装压合设备 | |
| CN205945430U (zh) | 一种电机转子整流子智能装配设备 | |
| CN205301189U (zh) | 一种液晶屏的外观检测机构 | |
| CN105880974A (zh) | 限位开关部分组装机的隔水垫上料机构 | |
| CN212622282U (zh) | 一种建筑外墙质量缺陷检测装置 | |
| CN105417155B (zh) | 带自动装卸料装置的手机显示屏抗磨检测装置 | |
| CN108772826B (zh) | 一种电镍板检查机及其检查方法 | |
| CN105466944A (zh) | 一种导光板面检治具装置 | |
| CN115629085A (zh) | 一种半导体芯片萃盘全自动智能瑕疵检测设备 | |
| CN207610991U (zh) | 一种白玻璃检测装置 | |
| CN212125811U (zh) | 一种用于led显示屏的组装检测一体机 | |
| CN213560211U (zh) | 一种金属制品切割装置 | |
| CN211602968U (zh) | 一种表面缺陷检测装置 | |
| CN211333005U (zh) | 一种密封圈压合装置 | |
| CN212255132U (zh) | 一种手机玻璃侧面缺陷检测装置 | |
| CN106197948A (zh) | 一种信号灯综合性能检测装置 | |
| CN107561090B (zh) | 一种自动光学检测装置 | |
| CN207816838U (zh) | 一种用于工件焊后的检测机构 | |
| CN206725415U (zh) | 一种采集器通用检测台 | |
| CN213261159U (zh) | 一种橡胶内盖与外盖压合装置 | |
| CN213600054U (zh) | 一种手机支架生产用平整度检测装置 | |
| CN205328209U (zh) | 带自动装卸料装置的手机显示屏抗磨检测装置 | |
| CN104555380A (zh) | 一种大型螺栓整理装框转运装置 | |
| CN215767540U (zh) | 一种气密性旋转检测设备 | |
| CN211249082U (zh) | 一种风扇控制器自动安装检测设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| TR01 | Transfer of patent right | ||
| TR01 | Transfer of patent right |
Effective date of registration: 20210926 Address after: 530000 standard workshop 5, Zhongguancun Electronic Information Industrial Park, high tech Zone, No. 67, lianchou Road, Nanning, Guangxi Zhuang Autonomous Region Patentee after: Guangxi Pintian Intelligent Technology Co.,Ltd. Address before: 210009 maker space, No. 171, Jiangsu Road, Nanjing, Jiangsu Province Patentee before: Chen Kaipeng |