CN211594590U - 一种适用于拉链卷带机的排线机构 - Google Patents
一种适用于拉链卷带机的排线机构 Download PDFInfo
- Publication number
- CN211594590U CN211594590U CN201922283762.8U CN201922283762U CN211594590U CN 211594590 U CN211594590 U CN 211594590U CN 201922283762 U CN201922283762 U CN 201922283762U CN 211594590 U CN211594590 U CN 211594590U
- Authority
- CN
- China
- Prior art keywords
- winding
- winding displacement
- unwinding
- guide rail
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Abstract
本实用新型公开了一种适用于拉链卷带机的排线机构,包括有排线机构,所述排线机构包括有牵引板、排线基座、排线导轨、排线驱动组件、分别临近设于排线导轨两端的左换向接近开关和右换向接近开关,其中,所述排线导轨平行于收卷辊的轴向长度方向,所述排线基座滑动连接至排线导轨上且所述排线驱动组件用于驱动排线基座沿排线导轨往复滑动,所述牵引板上端铰接于排线基座上;所述左换向接近开关和右换向接近开关中任意一个感应到排线基座的到位时,则反馈控制排线驱动组件进行换向驱动。
Description
技术领域
本实用新型涉及拉链加工设备的技术领域,尤其是指一种适用于拉链卷带机的排线机构。
背景技术
现有的拉链卷带机一般使用光杆排线器,其优点是可以通过调节排线器上的机械式的操纵杆实现无级调速,达到精确调节排线节距的需要。换向是通过换向臂碰撞换向块实现的,换向快捷。但由于光杆排线器是机械式结构,对于要实现程序化控制来说难以匹配,因为更换程序时需要手动调整操纵杆。
部分工艺需要在一个排线行程中调整排线节距,虽然使用光杆排线器通过调整光杆的转速也能实现,但转速的计算需要输入排线器上操纵杆的刻度,同时要为光杆排线器单独配置电机,而一般光杆排线器机构会与拉链管共用一个电机,比较繁琐。
实用新型内容
本实用新型的目的在于克服现有技术的不足,提供一种适用于拉链卷带机的排线机构。
为了实现上述的目的,本实用新型所提供的一种适用于拉链卷带机的排线机构,包括有排线机构,所述排线机构包括有牵引板、排线基座、排线导轨、排线驱动组件、分别临近设于排线导轨两端的左换向接近开关和右换向接近开关,其中,所述排线导轨平行于收卷辊的轴向长度方向,所述排线基座滑动连接至排线导轨上且所述排线驱动组件用于驱动排线基座沿排线导轨往复滑动,所述牵引板上端铰接于排线基座上;所述左换向接近开关和右换向接近开关中任意一个感应到排线基座的到位时,则反馈控制排线驱动组件进行换向驱动。
进一步,所述排线驱动组件包括有两同步轮、卷绕于两同步轮上的同步带以及伺服电机,其中,所述伺服电机与其中一个同步轮相传动连接,所述同步带与排线基座相连接。
本实用新型采用上述的方案,其有益效果在于:通过排线基座沿排线导轨的往复移动以便于拉链在排线机构的导向作用下被收卷排布在收卷辊上,通过配置独立的排线驱动组件来排线基座滑动动作,同时配置有左换向接近开关和右换向接近开关用于对排线基座的位置感应,以便于根据检测信号实现排线基座的往复移动自动化控制。
附图说明
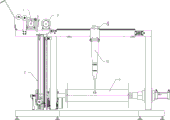
图1为本实施例的卷带机的结构示意图。
图2为本实施例的卷带机的主视图。
图3为本实施例的送料传动机构的示意图。
图4为本实施例的张力反馈机构的示意图。
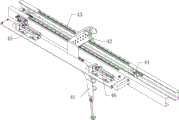
图5为本实施例的排线机构的示意图。
其中,1-送料传动机构,11-送料辊,12-夹送压辊,13-送料驱动单元,14-送料导向辊2-张力反馈机构,21-直线导轨,22-反馈辊,23-传动链,24-主轮链轮,25-惰链轮,26-缓冲器,3-测速轮,4-排线机构,41-牵引板,42-排线基座,43-排线导轨,44-排线驱动组件,45-左换向接近开关,46-右换向接近开关,5-收卷辊。
具体实施方式
为了便于理解本实用新型,下面参照附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。提供这些实施方式的目的是使对本实用新型的公开内容理解得更加透彻全面。
参见附图1至附图5所示,在本实施例中,一种拉链卷带机,沿拉链输送方向依次包括有送料传动机构1、张力反馈机构15、测速轮3、排线机构4和收卷辊5。送料传动机构1包括有送料辊11、夹送压辊12、两个送料导向辊14以及驱动送料辊11旋转的送料驱动单元13,其中,夹送压辊12的辊面紧靠送料辊11以通过上述两辊共同夹送拉链输送前移;两个送料导向辊14设于送料辊11上游,由此,拉链依次穿设过两送料导向辊14的辊面、送料辊11的辊面后,再由送料辊11及夹送压辊12夹送拉链,从而为拉链的输送提供了牵引力。
在本实施例中,测速轮3的径宽与送料辊11的径宽相同,其中,测速轮3在收卷的过程中实时检测获取拉链的输送速度,即,本实施例的测速轮3配置有检测及反馈其角速度的第一测速单元,通过将拉链绕穿测速轮3的辊面以对应带动测速轮3作旋转动作,从而利用第一测速单元所检测的角速度间接计算得出拉链的输送线速度。
在本实施例中,张力反馈机构15包括竖向延伸的直线导轨21和滑动设于直线导轨21上的反馈辊22,其中,反馈辊22上设有与直线导轨21相滑动连接的滑块且反馈辊22铰接至滑块上。另外,本实施例的反馈辊22的重量与额定的收卷张力值相等,由此,通过将拉链穿设过反馈辊22,并且拉链的张力相当于是施加在反馈辊22上的作用力且该作用力与反馈辊22的重力作为平衡力;因此,若拉链的张力变大高于额定的收卷张力值(相当于反馈辊22的重力),则使反馈辊22受到向上的作用力,从而使反馈辊22沿直线导轨21向上移动;反之,若拉链的张力变小低于额定的收卷张力值(相当于反馈辊22的重力),则使反馈辊22受到向下的作用力,从而使反馈辊22沿直线导轨21向下移动,由此,反馈辊22在收卷的过程中随拉链的收卷张力大小变化自主沿直线导轨21相滑动。
进一步,为了实现对收卷张力的实时反馈,本实施例的张力反馈机构15还包括相传动配合的传动链23、主动链轮和惰链轮25,即,传动链23循环绕穿主动链轮和惰链轮25。传动链23与反馈辊22的滑块相连接,随着反馈辊22的滑动动作以带动同步传动链23进行运转,并且传动链23随之带动主动链轮及惰链轮25相传动旋转。另外,主动链轮对应连接有用于实时监测及反馈其转速的第二测速单元。
在本实施例中,收卷辊5和送料辊11两者共同为拉链提供牵引力,其中,收卷辊5是按照预设的程序进行转动,不参与拉链张力的调整,即,通过调整收卷辊5与送料辊11之间的线速度差以改变拉链的张力。由此,根据主动链轮的第二测速单元所反馈的速度电信号来对应调节送料辊11的转速,其中,当第二测速单元检测到主动链轮的正向转动(此处定义反馈辊22为上移),则通过控制送料驱动单元13加快送料辊11的转速,减小速度差,起到减小张力的效果;反之,当第二测速单元检测到主动链轮的反向转动(此处定义反馈辊22为下移),则通过控制送料驱动单元13加快送料辊11的转速,增大速度差,起到增加张力的效果,通过上述的方式,实现对收卷过程中的张力实时动态调节。本实施例的第一测速单元和第二测速单元可采用速度检测传感器,例如参考文献CN203275433U提到的霍尔传感器与发射磁信号的磁体配合为常用检测方式,该传感器结构及原理对于本领域而言属常规技术手段,在此处不再进行赘述。
在本实施例中,主动链轮和惰链轮25呈上下布置且分别临近布置于直线导轨21的两端。另外,还包括临近布置于主轮链轮24和惰链处且用于检测判断及反馈辊22到位情况的保护接近开关,其中,当反馈辊22上移而触发位于上端位置的保护接近开关,则表示此时的拉链张力突变超过额定最大阈值,即:收卷过程中出现了拉链打结的情况;反之,当反馈辊22下移而出发位于下端位置的保护接近开关,则表示此时拉链张力突变低于额定的最小阈值,即拉链收卷完的情况。在出现上述两种情况,均表示拉链张力异常,需要即刻停机制动且进行人工处置。
进一步,在直线导轨21的两端均设有供反馈辊22相抵触配合的缓冲器26,利用两缓冲器26起到对反馈辊22的缓冲效果。
在本实施例中,排线驱动组件44包括有牵引板41、排线基座42、排线导轨43和排线驱动组件44,其中,排线导轨43平行于收卷辊5的轴向方向(本实施例的排线导轨43位于收卷辊5的上方位置)。排线基座42的底部滑动连接至排线导轨43上且排线驱动组件44用于驱动排线基座42沿排线导轨43往复滑动,其中,排线驱动组件44包括有两同步轮、卷绕于两同步轮上的同步带以及排线驱动电机,其中,排线驱动电机与其中一个同步轮相传动连接,从而令该同步轮作为主动轮以带动同步带进行运转,排线基座42底端通过预设有的皮带夹与同步带相连接,从而实现了同步带带动排线基座42作往复滑动动作。本实施例的排线驱动电机为伺服电机。
进一步,牵引板41通过螺栓固定安装排线基座42上,其中,本实施例的牵引板41上端铰接于排线基座42上,即,牵引板41上端与排线基座42之间通过预设有的轴承座及转轴相铰接配合,从而使牵引板41可绕转轴进行摆动。牵引板41下端部成型有两限位板,其中,两限位板与牵引板41构成了“U”型结构且供拉链穿过,两限位板的间距略大于拉链的宽度。随着排线基座42的往复滑动动作,使牵引板41随之同步进行往复滑动,实现对拉链的收卷排线的功能。
进一步,在排线基座42上设有排线导向轮,以便于对测速轮3输送来的拉链经排线导向轮导向牵引至牵引板41下端。
在本实施例中,排线机构4还包括有分别临近设于排线导轨43两端的左换向接近开关45和右换向接近开关46,其中,左换向接近开关45和右换向接近开关46的位置分别对应收卷辊5的两端部相对应;左换向接近开关45和右换向接近开关46中任意一个感应到排线基座42的到位时,则反馈控制排线驱动组件44进行换向驱动。通过这样的方式,使排线基座42保持在左换向接近开关45和右换向接近开关46之间的排线导轨43上进行往复移动,从而令牵引板41牵引拉链收卷辊5上进行收卷操作。
本实施例的收卷辊5由驱动电机直接或间接驱动其进行旋转收卷动作。
为了便于对上述的卷袋机的理解,以下对其工作原理作出进一步解释说明。
如附图5所示,在本实施例中,通过设有PLC作为整个控制系统的处理器,两保护接近开关分别接入预设有的PLC的输入端口;第一测速单元和第二测速单元分别接入预设有的PLC的输入端口,左换向接近开关45和右换向接近开关46分别接入预设有的PLC的输入端口;送料驱动单元13接入PLC的输出端口;排线驱动电机接入PLC的输出端口,收卷辊5的驱动电机接入PLC的输出端口。按照预设定的计算程序,在第一测速单元所检测速度电信号传输至PLC进行处理,可通过外接显示器的方式直观地进行展示;第二测速单元所检测速度电信号传输至PLC以对应控制送料驱动单元13的转速。在任意一个两保护接近开关检测产生到位的电信号传输至至PLC,则对应控制收卷辊5的驱动电机和送料驱动单元13即刻停止运转。在左换向接近开关45或右换向接近开关46检测产生到位的电信号传输至PLC,则对应控制排线驱动电机进行换向运转,从而实现了排线基座42的往复移动。该PLC控制器作为现有技术,具体可参考公告号为CN202258551U的中国专利所公开的PLC控制器,因此在本申请不再对其原理进行赘述。
进一步,本实施例的送料驱动单元13和排线驱动电机为可变速的伺服电机。
以上所述之实施例仅为本实用新型的较佳实施例,并非对本实用新型做任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,利用上述揭示的技术内容对本实用新型技术方案作出更多可能的变动和润饰,或修改均为本实用新型的等效实施例。故凡未脱离本实用新型技术方案的内容,依据本实用新型之思路所做的等同等效变化,均应涵盖于本实用新型的保护范围内。
Claims (2)
1.一种适用于拉链卷带机的排线机构,其特征在于:包括有排线机构(4),所述排线机构(4)包括有牵引板(41)、排线基座(42)、排线导轨(43)、排线驱动组件(44)、分别临近设于排线导轨(43)两端的左换向接近开关(45)和右换向接近开关(46),其中,所述排线导轨(43)平行于收卷辊(5)的轴向长度方向,所述排线基座(42)滑动连接至排线导轨(43)上且所述排线驱动组件(44)用于驱动排线基座(42)沿排线导轨(43)往复滑动,所述牵引板(41)上端铰接于排线基座(42)上;所述左换向接近开关(45)和右换向接近开关(46)中任意一个感应到排线基座(42)的到位时,则反馈控制排线驱动组件(44)进行换向驱动。
2.根据权利要求1所述一种适用于拉链卷带机的排线机构,其特征在于:所述排线驱动组件(44)包括有两同步轮、卷绕于两同步轮上的同步带以及伺服电机,其中,所述伺服电机与其中一个同步轮相传动连接,所述同步带与排线基座(42)相连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922283762.8U CN211594590U (zh) | 2019-12-18 | 2019-12-18 | 一种适用于拉链卷带机的排线机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922283762.8U CN211594590U (zh) | 2019-12-18 | 2019-12-18 | 一种适用于拉链卷带机的排线机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211594590U true CN211594590U (zh) | 2020-09-29 |
Family
ID=72593346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201922283762.8U Expired - Fee Related CN211594590U (zh) | 2019-12-18 | 2019-12-18 | 一种适用于拉链卷带机的排线机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211594590U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114275626A (zh) * | 2021-12-31 | 2022-04-05 | 广东巴斯特科技股份有限公司 | 一种用于收卷机的排线方法及其排线系统 |
-
2019
- 2019-12-18 CN CN201922283762.8U patent/CN211594590U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114275626A (zh) * | 2021-12-31 | 2022-04-05 | 广东巴斯特科技股份有限公司 | 一种用于收卷机的排线方法及其排线系统 |
| CN114275626B (zh) * | 2021-12-31 | 2023-12-12 | 广东巴斯特科技股份有限公司 | 一种用于收卷机的排线方法及其排线系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202508684U (zh) | 一种小型金属窄带盘线机 | |
| CN108861850B (zh) | 扁线自动收线机 | |
| CN102556757A (zh) | 一种小型金属窄带盘线机 | |
| CN211594590U (zh) | 一种适用于拉链卷带机的排线机构 | |
| US3413834A (en) | Strand working and spooling apparatus and method | |
| CN113387229B (zh) | 一种电阻丝连续细拉用收卷装置 | |
| CN211733268U (zh) | 一种拉链卷带机 | |
| JPH05220925A (ja) | 輪転印刷機にウエブを引き込むための装置 | |
| TW201902806A (zh) | 張力閉循環自動調節機構 | |
| CN208619614U (zh) | 皮带张紧力自动调节装置 | |
| CN111170056A (zh) | 收卷张力降低装置及卷绕设备 | |
| CN201808157U (zh) | 一种用于多线切割机的切割线控制装置 | |
| CN103910242B (zh) | 马达拉动式料带张力控制机构 | |
| CN105177831A (zh) | 一种带有张力调节装置的储纬器 | |
| CN214527187U (zh) | 转速可调的卷材重卷装置 | |
| CN208361584U (zh) | 一种用于绕线机的恒张力主动放线机构和绕线机 | |
| CN211545404U (zh) | 不锈钢带退火工序张力控制机构 | |
| CN113636412A (zh) | 可调线材张力的储线、收线系统及线材张力控制方法 | |
| CN113896029A (zh) | 一种螺旋线绕线机 | |
| CN113120686A (zh) | 一种收线机防止乱排线的控制方法及装置 | |
| CN214831020U (zh) | 一种电线电缆快速编织装置 | |
| CN220055736U (zh) | 一种张力自平衡装置 | |
| CN218579232U (zh) | 一种收卷张力调节机构 | |
| CN217102511U (zh) | 一种与圆套机配合使用的拉线装置 | |
| CN216785291U (zh) | 一种针织绕线络筒机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200929 Termination date: 20211218 |