CN211516915U - 一种非标沟槽刀片的磨削工装 - Google Patents
一种非标沟槽刀片的磨削工装 Download PDFInfo
- Publication number
- CN211516915U CN211516915U CN201922158312.6U CN201922158312U CN211516915U CN 211516915 U CN211516915 U CN 211516915U CN 201922158312 U CN201922158312 U CN 201922158312U CN 211516915 U CN211516915 U CN 211516915U
- Authority
- CN
- China
- Prior art keywords
- groove
- blade
- nonstandard
- handle
- positioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Abstract
本实用新型公开一种非标沟槽刀片的磨削工装,包括固定连接的接口柄和夹具体,所述接口柄用于与磨床刀柄固定连接,所述夹具体外侧端面上设置有沟槽刀片的安装空间;所述安装空间上设置有用于沟槽刀片定位的定位块,所述定位块通过第一螺钉固定在所述夹具体上;本实用新型提供一种结构简单、操作方便,并且能够快速、准确的装夹、定位沟槽刀片用的工装夹具,旨在解决上述单头非标沟槽刀片磨削加工时刀片装夹、定位困难的问题。
Description
技术领域
本实用新型属于工装夹具技术领域,尤其涉及一种非标沟槽刀片的磨削工装。
背景技术
汽车涡轮增压器的涡轮端沟槽与法兰端沟槽角度与尺寸精度要求高,表面粗糙度要求高,但由于工件本身与夹具的结构限制,为避免刀具与工件本身和夹具的干涉,其加工刀具一般采用非标机夹式车刀。
目前加工涡轮壳沟槽的车刀均采用机夹硬质合金刀片结构,空间足够的情况下可采用标准切槽刀片。产品自身空间或与夹具间隙较小的情况下,采用非标切槽刀片,有双头沟槽刀片与单头沟槽刀片,双头沟槽刀片的价格贵,加工成本高,一般采用单头沟槽刀片。而单头非标沟槽刀片磨削加工时刀片定位困难,装夹操作时间长。
实用新型内容
本实用新型提供一种结构简单、操作方便,并且能够快速、准确的装夹、定位沟槽刀片用的工装夹具,旨在解决上述单头非标沟槽刀片磨削加工时刀片装夹、定位困难的问题。
本实用新型是这样实现的,一种非标沟槽刀片的磨削工装,包括固定连接的接口柄和夹具体,所述接口柄用于与磨床刀柄固定连接,所述夹具体外侧端面上设置有沟槽刀片的安装空间;所述安装空间上设置有用于沟槽刀片定位的定位块,所述定位块通过第一螺钉固定在所述夹具体上;所述定位块与夹具体之间还包括两个定位销,两个所述定位销分别设置在第一螺钉两侧;所述定位块外端设置有凹槽,所述沟槽刀片通过第二螺钉固定在所述凹槽内。
进一步的,所述夹具体上设置有四个安装空间,四个所述安装空间均布在所述夹具体的周向上。
进一步的,所述沟槽刀片与凹槽的接触面分别设置有适配的梳齿,所述梳齿用于沟槽刀片的径向定位。
进一步的,每个所述沟槽刀片的前刀面与夹具体的中心轴线位于同一平面内。
进一步的,所述夹具体的侧面设置有用于找正的定位柱。
进一步的,所述接口柄与夹具体为同轴设置。
进一步的,所述接口柄为锥度柄直柄,且与磨床装夹工件的主轴结构一致。
与现有技术相比,本实用新型的有益效果是:
1.本实用新型不仅结构简单、操作方便,并且能够快速、准确的定位、装夹沟槽刀片,确保磨削加工的精度和表面质量。
2.通过改变底部接口柄可与其它类型的机床匹配,进一步提高了夹具的使用范围。
3.本实用新型可同时装夹多个刀片,节约装夹时间,提高刀片的加工效率。
附图说明
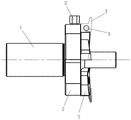
图1为本实用新型主视图;
图2为本实用新型侧视图;
图3为本实用新型夹具体结构示意图;
图4为本实用新型定位块结构示意图;
图中:1-接口柄、2-夹具体、3-沟槽刀片、4-安装空间、5-定位块、6-第一螺钉、7-定位销、8-凹槽、9-第二螺钉、10-梳齿、11-定位柱。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
请参阅图1-4,本实用新型提供一种技术方案:一种非标沟槽刀片的磨削工装,包括固定连接的接口柄1和夹具体2,接口柄1用于与磨床刀柄固定连接,夹具体2外侧端面上设置有沟槽刀片3的安装空间4;安装空间4上设置有用于沟槽刀片3定位的定位块5,定位块5通过第一螺钉6固定在夹具体2上;定位块5与夹具体2之间还包括两个定位销7,两个定位销7分别设置在第一螺钉6两侧;定位块5外端设置有凹槽8,沟槽刀片3通过第二螺钉9固定在凹槽8内;
本实施方式中,夹具体2上设置有四个安装空间4,四个安装空间4均布在夹具体2的周向上;沟槽刀片3与凹槽8的接触面分别设置有适配的梳齿10,梳齿10用于沟槽刀片3的径向定位;每个沟槽刀片3的前刀面与夹具体2的中心轴线位于同一平面内;夹具体2的侧面设置有用于找正的定位柱11;接口柄1与夹具体2为同轴设置;接口柄1为锥度柄直柄,且与磨床装夹工件的主轴结构一致;
具体地,本实用新型公开了一种用于磨削汽车涡轮壳涡轮端与法兰端沟槽的机夹式刀片时用的夹具,夹具包括尾部用于安装到磨床刀柄上的接口柄1、前部安装刀片用的夹具体2,夹具还包括用于刀片定位的定位块5,压紧刀片用的第二螺钉9,找正用的定位柱11,定位块5有用于定位的定位销7,夹紧定位块5的第一螺钉6;安装用的接口柄1可与磨床装夹工件的主轴结构一致的锥度柄,也可采用直柄,用刀柄过渡;安装刀片的夹具体2可同时装夹4个刀片,提前加工效率;夹具体2安装可转位刀片的凹槽8内加工有与刀片对应的梳齿10,用于径向定位,并加工有螺纹孔,用于通过螺钉将可转位刀片固定到夹具上。
其中,该机夹式刀片夹具,不仅结构简单、操作方便,并且能够快速、准确的定位及装夹机夹式刀片,确保磨削时的加工精度和表面质量。定位精度前,可保证磨削刀片外形的一致性。
磨削加工时:首先刀片装到定位块5上,梳齿10对应,轴向定位面定位,用第二螺钉9、夹具体2上的螺纹孔将刀片固定到夹具体2上;然后使用夹具尾部的接口柄1将夹具体2安装到磨床的过渡夹盘上;启动磨床主轴加紧功能后,夹具被夹盘夹紧,加工过程中随磨床主轴的旋转运动而运动,得到加工所需的运动轨迹和速度。
以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
Claims (7)
1.一种非标沟槽刀片的磨削工装,其特征在于:包括固定连接的接口柄和夹具体,所述接口柄用于与磨床刀柄固定连接,所述夹具体外侧端面上设置有沟槽刀片的安装空间;所述安装空间上设置有用于沟槽刀片定位的定位块,所述定位块通过第一螺钉固定在所述夹具体上;所述定位块与夹具体之间还包括两个定位销,两个所述定位销分别设置在第一螺钉两侧;所述定位块外端设置有凹槽,所述沟槽刀片通过第二螺钉固定在所述凹槽内。
2.根据权利要求1所述的一种非标沟槽刀片的磨削工装,其特征在于:所述夹具体上设置有四个安装空间,四个所述安装空间均布在所述夹具体的周向上。
3.根据权利要求1所述的一种非标沟槽刀片的磨削工装,其特征在于:所述沟槽刀片与凹槽的接触面分别设置有适配的梳齿,所述梳齿用于沟槽刀片的径向定位。
4.根据权利要求2所述的一种非标沟槽刀片的磨削工装,其特征在于:每个所述沟槽刀片的前刀面与夹具体的中心轴线位于同一平面内。
5.根据权利要求1所述的一种非标沟槽刀片的磨削工装,其特征在于:所述夹具体的侧面设置有用于找正的定位柱。
6.根据权利要求1所述的一种非标沟槽刀片的磨削工装,其特征在于:所述接口柄与夹具体为同轴设置。
7.根据权利要求6所述的一种非标沟槽刀片的磨削工装,其特征在于:所述接口柄为锥度柄或直柄,且与磨床装夹工件的主轴结构一致。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922158312.6U CN211516915U (zh) | 2019-12-05 | 2019-12-05 | 一种非标沟槽刀片的磨削工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922158312.6U CN211516915U (zh) | 2019-12-05 | 2019-12-05 | 一种非标沟槽刀片的磨削工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211516915U true CN211516915U (zh) | 2020-09-18 |
Family
ID=72444838
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201922158312.6U Active CN211516915U (zh) | 2019-12-05 | 2019-12-05 | 一种非标沟槽刀片的磨削工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211516915U (zh) |
-
2019
- 2019-12-05 CN CN201922158312.6U patent/CN211516915U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112192161A (zh) | 一种轴类凸台壳体零件加工方法 | |
| CN201309004Y (zh) | 镗铣组合刀具 | |
| CN211516915U (zh) | 一种非标沟槽刀片的磨削工装 | |
| CN216126605U (zh) | 一种可多表面加工的双头铣刀 | |
| CN215698029U (zh) | 刀具装夹装置 | |
| CN214815165U (zh) | 台阶铣刀盘 | |
| CN104690581A (zh) | 阀体的车削方法 | |
| CN211840281U (zh) | 一种薄壁套筒零件可回转式多孔钻床夹具 | |
| CN212885051U (zh) | 一种加工薄壁零件的双车刀结构 | |
| CN210099748U (zh) | 一种汽车曲轴连杆轴颈磨削夹具 | |
| CN112676766B (zh) | 一种基于零点编程的钛合金壳体类零件高效加工方法 | |
| CN210523925U (zh) | 一种同轴双刃刀具斜插加工工装 | |
| CN209830279U (zh) | 一种铣床上车削用夹具 | |
| CN210335358U (zh) | 木工刀片装夹工装 | |
| CN219293464U (zh) | 一种非标沟槽刀片磨削工装 | |
| CN216882803U (zh) | 一种机械加工用机械固定夹具 | |
| CN2362628Y (zh) | 高精度长方体车削夹料盘 | |
| CN215090919U (zh) | 套外圆式倒角刀 | |
| CN217071604U (zh) | 一种机加工铣槽定位工装 | |
| CN213002698U (zh) | 一种用于内孔刀具的装夹治具 | |
| CN215280897U (zh) | 一种斜孔加工工装 | |
| CN220660020U (zh) | 用于圆形工件加工的夹持治具 | |
| CN217474874U (zh) | 制动鼓立车复合刀具 | |
| CN210756383U (zh) | 机床床头箱调整结构 | |
| CN216263477U (zh) | 凸缘端盖一次性车加工成型车床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |