CN211253964U - 一种双组托盘自动上下料装置 - Google Patents
一种双组托盘自动上下料装置 Download PDFInfo
- Publication number
- CN211253964U CN211253964U CN201922026221.7U CN201922026221U CN211253964U CN 211253964 U CN211253964 U CN 211253964U CN 201922026221 U CN201922026221 U CN 201922026221U CN 211253964 U CN211253964 U CN 211253964U
- Authority
- CN
- China
- Prior art keywords
- tray
- cylinder
- connecting plate
- empty
- trays
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Specific Conveyance Elements (AREA)
Abstract
本实用新型涉及一种双组托盘自动上下料装置,包括框架、空托盘仓储投放机构、空托盘移载机构、堆垛机构、满料托盘移载机构和下料小车;空托盘仓储投放机构、空托盘移载机构、堆垛机构和满料托盘移载机构均安装在框架上;空托盘仓储投放机构内设有用于容纳两组空托盘的仓储空间,满料托盘移载机构和下料小车均设有用于容纳满料托盘的缓存空间,从而实现了双组托盘的上下料。与现有技术相比,本实用新型具有待机时间长、布局紧凑、操作便捷、安全可靠等优点。
Description
技术领域
本实用新型涉及自动化设备技术领域,尤其是涉及一种双组托盘自动上下料装置。
背景技术
自动化上下料装置作为一种自动完成将工件向加工或装配机械供给并上料的装置,广泛应用于自动化加工生产线中,统计表明:在工件的加工,装配过程中,工件的供给,上料、下料及搬运等工序所需费用约占全部费用的1/3以上,所占工时约占全部工时的2/3以上。尤其是在成批大量生产的场合,当要求生产率很高且机动工时很短时,上下料是一项重复而繁重的工作。为提高生产率,减轻作业者的劳动强度,保证安全生产,实现自动上下料是很有意义的。
根据产品存放需求,往往以托盘作为载体,进行上下料,托盘上下料的方式主要有以下二种方式,第一种是传统的也是最基本的上下料方式就是一台供料器且一次只能投放一个托盘,每放完一个托盘需拖出下料小车,且前站需停机等待,如此反复放料取料。这种方式存在上料错误、顺序防错、人工劳动强度大,增加生产节拍等诸多弊端;第二种是使用数台供料器来供应托盘,这种方式空间需求极大,成本非常高。
中国实用新型专利公开号CN206358922U中公开了一种托盘自动上下料机,包括自动上料装置和自动下料装置,以及位于两者中间的摆药机;该实用新型能够将叠加成沓的托盘,依次脱离后逐个送入摆药机,摆药机操作完成后,又能够依次将满仓的托盘进行叠加码放,取代人工单盘操作,大大提高批量摆药的效率;医护人员只需要在发出提示时,给自动上料装置填入整沓空仓托盘或从自动下料装置中取下托盘即可,摆药机能够自动对空仓托盘进行识别和记录。但是其存在的问题为托盘数量受空间限制,人工取料放料频率太高且下料不方便,不适合生产节拍要求高的场合。
实用新型内容
本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种待机时间长、布局紧凑、操作便捷、安全可靠的双组托盘自动上下料装置。
本实用新型的目的可以通过以下技术方案来实现:
一种双组托盘自动上下料装置,包括:
框架、用于存储并投放空托盘的空托盘仓储投放机构、用于将空托盘移载至机器人放料位置的空托盘移载机构、用于堆垛满料托盘的堆垛机构、用于将满料托盘移载至下料位置的满料托盘移载机构和位于装置下料位置的下料小车;
所述的空托盘仓储投放机构、空托盘移载机构、堆垛机构和满料托盘移载机构均安装在框架上;
所述的空托盘仓储投放机构内设有用于容纳两组空托盘的仓储空间,满料托盘移载机构和下料小车均设有用于容纳满料托盘的缓存空间,从而实现了双组托盘的上下料。
优选地,所述的自动上下料装置还包括用于处理不合格料的不合格下料机构,该机构安装在机器人放料位置;所述的不合格下料机构为皮带输送线。
优选地,所述的空托盘仓储投放机构包括长边接料结构和短边分料结构;所述的长边接料结构将一组空托盘输送至短边分料结构,短边分料结构将空托盘依次投放到空托盘移载机构,同时长边分料结构夹取另一组空托盘,实现双组托盘上料。
更加优选地,所述的长边接料结构包括长边放料气缸、第一连接板、第一圆柱导轨、第二连接板、长边接料滑台气缸、长边接料角铝和托盘放料导向角铝;所述的长边放料气缸安装在第一连接板上,其活塞与第二连接板相连;所述的第一圆柱导轨与第一连接板滑动连接,其末端与第二连接板相连;所述的长边接料滑台气缸安装在第二连接板上,其活塞与长边接料角铝相连;所述的托盘放料导向角铝与框架相连。
更加优选地,所述的短边分料结构包括第三连接板、短边双行程分料气缸、第二圆柱导轨、第四连接板短边接料滑台气缸和短边接料角铝;所述的第二圆柱导轨与第一连接板固定连接;所述的第三连接板与第二圆柱导轨固定连接;所述的短边双行程分料气缸固定在第三连接板上,其活塞与第四连接板相连;所述的第四连接板与第二圆柱导轨滑动连接;所述的短边接料滑台气缸安装在第四连接板上,其活塞与短边接料角铝相连。
更加优选地,所述的空托盘仓储投放机构设有用于引导空托盘移动至长边接料结构的托盘放料导向角铝。
更加优选地,所述的空托盘仓储投放机构设有用于检测空托盘位置的光电传感器。
优选地,所述的空托盘移载机构包括第一无杆气缸、托盘放料平台、托盘定位气缸和用于固定托盘的四个定位块;所述的第一无杆气缸与框架相连;所述的托盘放料平台与第一无杆气缸的滑台固定连接;所述的托盘定位气缸安装在托盘放料平台上;所述的定位块与托盘定位气缸的滑台相连。
优选地,所述的堆垛机构包括伺服电缸、堆垛机构连接板、托盘堆垛卡爪和卡爪夹紧气缸;所述的伺服电缸安装在框架上;所述的堆垛机构连接板与伺服电缸的滑台相连;所述的托盘堆垛卡爪和卡爪夹紧气缸均安装在堆垛机构连接板上;所述托盘堆垛卡爪还与卡爪夹紧气缸的活塞相连。
优选地,所述的满料托盘移载机构包括第二无杆气缸、放料升降气缸和U形托盘卡盘;所述的第二无杆气缸与框架相连;所述的放料升降气缸安装在第二无杆气缸的滑台上;所述的U形托盘卡盘安装在放料升降气缸的滑台上。
与现有技术相比,本实用新型具有以下优点:
一、待机时间长:本实用新型中的自动上下料装置采用双组托盘上料和双组托盘下料,意味着装置可容纳大量托盘,可在一组托盘消耗周期内,随意时间点进行新一组托盘的换料,设备待机时间大大增加,改变了操作人员高频率,定点换料的生产方式,实现了精益生产。
二、布局紧凑:本实用新型中的自动上下料装置采用垂直布局,结构紧凑,占地面积小,空间利用率高。
三、操作便捷:本实用新型中的自动上下料装置,对于空托盘的上料,布置在设备上方;对于较重的满料托盘,直接通过缓存移栽机构移载至下料小车,免去了不必要的搬运操作。
四、安全可靠:本实用新型中的自动上下料装置模块化程度高,运行可靠,并且在各人机接口处,采用安全光栅,保证了人员的操作安全。
附图说明
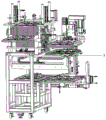
图1为本实用新型的结构示意图;
图2为本实用新型的另一结构示意图;
图3为本实用新型中自动上下料装置主体的结构示意图;
图4为本实用新型中空托盘仓储投放机构的结构示意图;
图5为本实用新型中空托盘移载机构的结构示意图;
图6为本实用新型中堆垛机构的结构示意图;
图7为本实用新型中满料托盘移载和下料小车的结构示意图。
图中标号所示:
1、框架,2、空托盘仓储投放机构,3、空托盘移载机构,4、堆垛机构,5、满料托盘移载机构,6、下料小车,7、不合格下料机构,201、长边放料气缸,202、第一连接板,203、第一圆柱导轨,204、第二连接板,205、长边接料滑台气缸, 206、长边接料角铝,207、第三连接板,208、短边双行程分料气缸,209、第二圆柱导轨,210、第四连接板,211、短边接料滑台气缸,212、短边接料角铝,213、托盘放料导向角铝,214、光电传感器,301、第一无杆气缸,302、托盘放料平台, 303、托盘定位气缸,304、定位块,401、伺服电缸,402、堆垛机构连接板,403、托盘堆垛卡爪,404、卡爪夹紧气缸,501、第二无杆气缸,502、放料升降气缸, 503、U形托盘卡盘。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应属于本实用新型保护的范围。
本实用新型涉及一种双组托盘自动上下料装置,如图1~3所示,该装置包括型材框架1、空托盘仓储投放机构2、空托盘移载机构3、堆垛机构4、满料托盘移载机构5、下料小车6和不合格下料机构7。本实施例中框架1为双层结构,空托盘仓储投放机构2位于框架1上层的一侧,堆垛机构4位于框架1上层的另一侧,空托盘移载机构3则空托盘仓储投放机构2和堆垛机构4所在区域,满料托盘移载机构5位于框架1下层,下料小车6位于下料区域,不合格下料机构7具体为皮带输送线,位于框架1上层的机器人放料位置处。
空托盘仓储投放机构2的结构如图4所示,包括长边接料结构和短边分料结构。长边接料结构包括两个长边放料气缸201、第一连接板202、两对第一圆柱导轨203、两个第二连接板204、两个长边接料滑台气缸205和两个长边接料角铝206,长边放料气缸201安装在第一连接板202上,其活塞与第二连接板204相连,第一圆柱导轨203与第一连接板202滑动连接,其末端与第二连接板204相连,长边接料滑台气缸205安装在第二连接板204上,其活塞与长边接料角铝206相连。装置运行时,通过PLC控制长边放料气缸201和长边接料滑台气缸205实现空托盘夹取和投放。
短边分料结构包括第三连接板207、短边双行程分料气缸208、第二圆柱导轨 209、第四连接板210、短边接料滑台气缸211和短边接料角铝212。第二圆柱导轨 209沿垂直方向固定在第一连接板202上,第三连接板207固定在第二圆柱导轨209 上,短边双行程分料气缸208固定在第三连接板207上,其活塞与第四连接板201 相连。第四连接板210与第二圆柱导轨209滑动连接,短边接料滑台气缸211固定在第四连接板210上,其活塞与短边接料角铝212相连。装置运行时,短边双行程分料气缸208先进行二阶伸出,将一组空托盘放置在空托盘移载机构3上。然后进行二阶缩回,带动第四连接板210上升一定高度,该高度与一个托盘的高度相同,然后短边接料滑台气缸211带动短边接料角铝212伸出,夹取空托盘,然后短边双行程分料气缸208带动空托盘一阶缩回。此时只有一个空托盘留在了空托盘移载机构3上,空托盘移载机构3再对单个空托盘进行移载。
在短边分料结构投放空托盘时,工作人员可以在长边接料结构处再放入一组空托盘,即空托盘仓储投放机构2可以容纳两组空托盘,实现双组托盘上料。
空托盘仓储投放机构2还设有用于引导空托盘移动至长边接料结构的托盘放料导向角铝213,工作人员通过该导向角铝可以轻松地将空托盘放入空托盘仓储投放机构2。
空托盘仓储投放机构2还设有用于检测空托盘位置的光电传感器214,通过支架安装在第一连接板202上,通过检测空托盘仓储投放机构2中的空托盘位置来判断空托盘是否错位和是否需要工作人员放入新的空托盘。
空托盘移载机构3的结构如图5所示,包括第一无杆气缸301、托盘放料平台 302、托盘定位气缸303和用于固定托盘的四个定位块304,第一无杆气缸301与框架1相连,托盘放料平台302与第一无杆气缸301的滑台固定连接,托盘定位气缸303安装在托盘放料平台302上,定位块304与托盘定位气缸303的滑台相连。在检测到托盘放料平台302上有托盘时,托盘定位气缸303伸出,四个定位块304 将对托盘进行定位,将托盘固定在托盘放料平台上,然后滑台移动至机器人放料位置,上料机器人将物料放置在空托盘内。
堆垛机构4的结构如图6所示,包括伺服电缸401、堆垛机构连接板402、托盘堆垛卡爪403和卡爪夹紧气缸404。伺服电缸401安装在框架1上,堆垛机构连接板402与伺服电缸401的滑台相连,托盘堆垛卡爪403和卡爪夹紧气缸404均安装在堆垛机构连接板402上,堆垛卡爪403还与卡爪夹紧气缸404的活塞相连,卡爪夹紧气缸404可以实现堆垛卡爪403的夹紧和张开。
满料托盘移载机构5和下料小车6的结构如图7所示。满料托盘移载机构5 包括第二无杆气缸501、放料升降气缸502和U形托盘卡盘503。第二无杆气缸501 与框架1相连,放料升降气缸502安装在第二无杆气缸501的滑台上,U形托盘卡盘503安装在放料升降气缸502的滑台上。装置运行时,满料托盘由堆垛机构4 放置在U形托盘卡盘503上,然后第二无杆气缸501对满料托盘进行水平方向上的移载,移动到与下料小车6相对应的位置后,放料升降气缸502带动U形托盘卡盘503向下运动,直至满料托盘放置在下料小车6上,然后第二无杆气缸501 先缩回,将U形托盘卡盘503带离下料小车所在区域,然后放料升降气缸502带动U形托盘卡盘503上升至设定位置。
下料小车6包括小车框架、安装在小车框架上的导轮和把手以及托盘定位结构,本实施例中设有8个托盘定位结构,用于对托盘进行定位。
进行下料时,U形托盘卡盘503上可以堆垛一组满料托盘,下料小车6上也可以堆垛一组满料托盘,实现双组托盘下料。
本实施例中的双组托盘自动上下料装置的运行过程如下:
沿托盘放料导向角铝213放入一组,即10个空托盘,两组长边接料滑台气缸 205可推动长边接料角铝206相向伸出,接住最底层空托盘的左右两侧,通过长边放料气缸201带动下降。下降到位后,短边接料滑台气缸211可推动短边接料角铝 212相向伸出,长边接料滑台气缸205缩回,接料方式由长边接料变为短边接料,短边双行程分料气缸208二阶伸出,短边接料滑台气缸211缩回,长边接料滑台气缸205缩回,空托盘落在空托盘移载机构3上,短边双行程分料气缸208二阶缩回,意味着短边接料结构上升一个托盘的高度,然后短边接料滑台气缸211伸出,短边双行程分料208一阶缩回,将9片空托盘提升至一定高度。10片托盘重复10次上述动作,被依次放置到空托盘移载机构3上。
托盘被放置在空托盘移载机构3的托盘放料平台302上,平台底部的托盘定位气缸303带动定位块304将托盘定位,第一无杆气缸301横移到机器人放料位置,在机器人放料时会判断物料的好坏,机器人会自动挑拣不合格物料,将其放置在不合格下料结构7即皮带输送线上。待机器人放料完成后,托盘定位气缸303缩回,伺服电缸401带动托盘堆垛卡爪403下降将满料托盘夹紧并输送到满料托盘移载机构5的U形托盘卡盘503上。
待U形托盘卡盘503上堆垛完一组满料托盘后,第二无杆气缸501横移到下料小车6的托盘定位结构处,然后放料升降气缸502下降,使满料托盘落在下料小车6上,此为一组满料托盘的下料缓存点。
第二无杆气缸501回到初始位置后,堆垛机构4可以将另一组满料托盘对坐在U形托盘卡盘503上,此为另一组满料托盘的下料缓存点。
本实施例中的空托盘仓储投放机构2、空托盘移载机构3、堆垛机构4和满料托盘移载机构5均与PLC相连,通过PLC实现自动上下料。
本实施例中的双组托盘自动上下料装置在人机接口处均设有安全光栅,用于保证操作人员的安全。
以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
Claims (10)
1.一种双组托盘自动上下料装置,其特征在于,所述的自动上下料装置包括:
框架(1)、用于存储并投放空托盘的空托盘仓储投放机构(2)、用于将空托盘移载至机器人放料位置的空托盘移载机构(3)、用于堆垛满料托盘的堆垛机构(4)、用于将满料托盘移载至下料位置的满料托盘移载机构(5)和位于装置下料位置的下料小车(6);
所述的空托盘仓储投放机构(2)、空托盘移载机构(3)、堆垛机构(4)和满料托盘移载机构(5)均安装在框架(1)上;
所述的空托盘仓储投放机构(2)内设有用于容纳两组空托盘的仓储空间,满料托盘移载机构(5)和下料小车(6)均设有用于容纳满料托盘的缓存空间,从而实现了双组托盘的上下料。
2.根据权利要求1所述的一种双组托盘自动上下料装置,其特征在于,所述的自动上下料装置还包括用于处理不合格料的不合格下料机构(7),该机构安装在机器人放料位置;所述的不合格下料机构(7)为皮带输送线。
3.根据权利要求1所述的一种双组托盘自动上下料装置,其特征在于,所述的空托盘仓储投放机构(2)包括长边接料结构和短边分料结构;所述的长边接料结构将一组空托盘输送至短边分料结构,短边分料结构将空托盘依次投放到空托盘移载机构(3),同时长边分料结构夹取另一组空托盘,实现双组托盘上料。
4.根据权利要求3所述的一种双组托盘自动上下料装置,其特征在于,所述的长边接料结构包括长边放料气缸(201)、第一连接板(202)、第一圆柱导轨(203)、第二连接板(204)、长边接料滑台气缸(205)、长边接料角铝(206)和托盘放料导向角铝(213);所述的长边放料气缸(201)安装在第一连接板(202)上,其活塞与第二连接板(204)相连;所述的第一圆柱导轨(203)与第一连接板(202)滑动连接,其末端与第二连接板(204)相连;所述的长边接料滑台气缸(205)安装在第二连接板(204)上,其活塞与长边接料角铝(206)相连;所述的托盘放料导向角铝(213)与框架(1)相连。
5.根据权利要求3所述的一种双组托盘自动上下料装置,其特征在于,所述的短边分料结构包括第三连接板(207)、短边双行程分料气缸(208)、第二圆柱导轨(209)、第四连接板(210)、短边接料滑台气缸(211)和短边接料角铝(212);所述的第二圆柱导轨(209)与第一连接板(202)固定连接;所述的第三连接板(207)与第二圆柱导轨(209)固定连接;所述的短边双行程分料气缸(208)固定在第三连接板(207)上,其活塞与第四连接板(210)相连;所述的第四连接板(210)与第二圆柱导轨(209)滑动连接;所述的短边接料滑台气缸(211)安装在第四连接板(210)上,其活塞与短边接料角铝(212)相连。
6.根据权利要求3所述的一种双组托盘自动上下料装置,其特征在于,所述的空托盘仓储投放机构(2)设有用于引导空托盘移动至长边接料结构的托盘放料导向角铝(213)。
7.根据权利要求3所述的一种双组托盘自动上下料装置,其特征在于,所述的空托盘仓储投放机构(2)设有用于检测空托盘位置的光电传感器(214)。
8.根据权利要求1所述的一种双组托盘自动上下料装置,其特征在于,所述的空托盘移载机构(3)包括第一无杆气缸(301)、托盘放料平台(302)、托盘定位气缸(303)和用于固定托盘的四个定位块(304);所述的第一无杆气缸(301)与框架(1)相连;所述的托盘放料平台(302)与第一无杆气缸(301)的滑台固定连接;所述的托盘定位气缸(303)安装在托盘放料平台(302)上;所述的定位块(304)与托盘定位气缸(303)的滑台相连。
9.根据权利要求1所述的一种双组托盘自动上下料装置,其特征在于,所述的堆垛机构(4)包括伺服电缸(401)、堆垛机构连接板(402)、托盘堆垛卡爪(403)和卡爪夹紧气缸(404);所述的伺服电缸(401)安装在框架(1)上;所述的堆垛机构连接板(402)与伺服电缸(401)的滑台相连;所述的托盘堆垛卡爪(403)和卡爪夹紧气缸(404)均安装在堆垛机构连接板(402)上;所述托盘堆垛卡爪(403)还与卡爪夹紧气缸(404)的活塞相连。
10.根据权利要求1所述的一种双组托盘自动上下料装置,其特征在于,所述的满料托盘移载机构(5)包括第二无杆气缸(501)、放料升降气缸(502)和U形托盘卡盘(503);所述的第二无杆气缸(501)与框架(1)相连;所述的放料升降气缸(502)安装在第二无杆气缸(501)的滑台上;所述的U形托盘卡盘(503)安装在放料升降气缸(502)的滑台上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922026221.7U CN211253964U (zh) | 2019-11-21 | 2019-11-21 | 一种双组托盘自动上下料装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922026221.7U CN211253964U (zh) | 2019-11-21 | 2019-11-21 | 一种双组托盘自动上下料装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211253964U true CN211253964U (zh) | 2020-08-14 |
Family
ID=71966794
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201922026221.7U Active CN211253964U (zh) | 2019-11-21 | 2019-11-21 | 一种双组托盘自动上下料装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211253964U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102645931B1 (ko) * | 2023-02-15 | 2024-03-11 | 일신하이텍 주식회사 | 마스크 증착용 이송장치 |
-
2019
- 2019-11-21 CN CN201922026221.7U patent/CN211253964U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102645931B1 (ko) * | 2023-02-15 | 2024-03-11 | 일신하이텍 주식회사 | 마스크 증착용 이송장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109622421B (zh) | 一种自动检测和分料的设备及具有该设备的生产线 | |
| CN112824261A (zh) | 一种双组托盘自动上下料装置 | |
| CN107244561B (zh) | 一种全自动焊条装盘堆垛设备 | |
| CN110884817A (zh) | 一种铜排自动移栽仓库 | |
| WO2023216439A1 (zh) | 一种芯片自动换盘设备 | |
| CN213922850U (zh) | 一种自动放取料盘装置 | |
| CN108792558B (zh) | 一种采用直连方式的aoi检测运输装置 | |
| CN113320987A (zh) | 一种上料设备 | |
| CN114313788B (zh) | 一种无损转运系统 | |
| CN210361689U (zh) | 一种双工位木板板材快速上料的设备 | |
| CN216889154U (zh) | 空调连接管自动下线设备 | |
| CN211253964U (zh) | 一种双组托盘自动上下料装置 | |
| CN212268849U (zh) | 龙门式移行拆盘机 | |
| CN108928525B (zh) | 用于手电筒的包装设备及包装工艺 | |
| CN109065828B (zh) | 直线式双层循环输送注液机 | |
| CN217832605U (zh) | 热系统上料单元 | |
| CN217147279U (zh) | 一种玻璃加工自动输送仓储线 | |
| CN110980248A (zh) | 移载机构 | |
| KR960004056B1 (ko) | 타이어용 자동 적재장치 | |
| CN110980236B (zh) | 一种自动上卸料盒装置 | |
| CN111301978A (zh) | 自动装料系统 | |
| CN112010052A (zh) | 龙门式移行拆盘机 | |
| CN211970786U (zh) | 自动装料系统 | |
| CN215325137U (zh) | 一种通用型自动收料机 | |
| CN214114132U (zh) | 一种产品检测收料设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |