CN211248902U - 一种桥板焊接反变形装置 - Google Patents
一种桥板焊接反变形装置 Download PDFInfo
- Publication number
- CN211248902U CN211248902U CN201922447519.5U CN201922447519U CN211248902U CN 211248902 U CN211248902 U CN 211248902U CN 201922447519 U CN201922447519 U CN 201922447519U CN 211248902 U CN211248902 U CN 211248902U
- Authority
- CN
- China
- Prior art keywords
- hydraulic cylinder
- roll
- over stand
- over
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本实用新型涉及一种反变形装置,尤其涉及一种桥板焊接反变形装置。所述翻转架下端设置有用于支撑固定翻转架的支腿,所述支腿左侧设置有用于翻转架左右翻转的翻转组件,所述翻转组件包括底座、设置在底座上且另一端与翻转架铰接的液压缸一和液压缸二;所述翻转架上设置有用于减少桥板焊接后变形的反变形机构,所述反变形机构包括均匀间隔设置在翻转架上的若干箱体、设置在箱体两侧且用于对桥板进行限位的弧形板、活动设置在箱体内且用于固定压紧桥板的压紧件一和压紧件二、水平设置在翻转件下端且用于调节压紧件一与压紧件二之间间距的液压缸三,所述液压缸一、液压缸二、液压缸三与液压总台管道连接。本实用新型操作便捷、反变形效果佳。
Description
技术领域
本实用新型涉及一种反变形装置,尤其涉及一种桥板焊接反变形装置。
背景技术
焊接就是运用各种可熔的合金(焊锡)联接金属部件的进程。焊锡的熔点比被焊材料的低,这样部件就会在不被熔化的情况下,通过其表面发生分子间的联络结束焊接。在焊接过程中,熔化的焊料在两个金属部件之间流动,在有利的条件下,在焊料和金属之间得到坚固、紧密、耐腐蚀并导电、导热的连接部。
焊接过程的不均匀温度场以及由它引起的局部塑性变形和比容不同的组织是产生焊接应力和变形的根本原因。当焊接引起的不均匀温度场尚未消失时,焊件中的这种应力和变形称为瞬态焊接应力和变形;焊接温度场消失后的应力和变形称为残余焊接应力和变形。在没有外力作用的条件下,焊接应力在焊件内部是平衡的。焊接应力和变形在一定条件下会影响焊件的功能和外观,因此是设计和制造中必须考虑的问题。焊接变形的大小与焊缝的尺寸、数量和布置有关。首先从设计上合理地确定焊缝的数量、坡口的形状和尺寸,并恰当地安排焊缝的位置,对于减少变形十分重要。为减少焊接变形,需要合理的装配、反变形和刚性固定。
实用新型内容
本实用新型的目的在于克服现有技术中的不足,而提供一种桥板焊接反变形装置,本实用新型操作便捷、反变形效果佳。
为了实现以上目的,本实用新型采用的技术方案是:一种桥板焊接反变形装置,包括翻转架和液压总台,所述翻转架下端设置有用于支撑固定翻转架的支腿,所述支腿左侧设置有用于翻转架左右翻转的翻转组件,所述翻转组件包括底座、设置在底座上且另一端与翻转架铰接的液压缸一和液压缸二;
所述翻转架上设置有用于减少桥板焊接后变形的反变形机构,所述反变形机构包括均匀间隔设置在翻转架上的若干箱体、设置在箱体两侧且用于对桥板进行限位的弧形板、活动设置在箱体内且用于固定压紧桥板的压紧件一和压紧件二、水平设置在翻转件下端且用于调节压紧件一与压紧件二之间间距的液压缸三,所述液压缸一、液压缸二、液压缸三与液压总台管道连接。
为了进一步实现本实用新型,可优先选用以下技术方案:
优选的,所述翻转架下端铰接在支腿上,所述支腿上与翻转架铰接处设置有行程限位板,所述翻转架在行程限位板的作用下翻转角度为0°-35°。
优选的,所述压紧件一与压紧件二均包括与箱体相匹配的支架、设置在支架左右两侧且用于导向的滚轮、设置在支架内且上部延伸至箱体外侧的长轴、设置在长轴上端且用于压紧桥板的压紧块、设置在长轴下端且用于长轴上下移动的液压缸四,所述液压缸四与液压总台管道连接。
优选的,所述箱体靠近压紧件一端的两侧壁上均匀设置有定位孔,所述压紧件一的支架上设置有位置调节板,所述位置调节板两侧均设置有与定位孔相匹配的定位销,所述压紧件一通过位置调节板调节在箱体上的位置。
优选的,所述压紧件二的支架与液压缸三驱动端连接,所述压紧件二通过液压缸三调节在箱体上的位置。
优选的,所述翻转架上部设置有用于支撑桥板的支撑架,所述支撑架与弧形板垂直。
本实用新型的有益效果是:本实用新型中设置有支腿,支腿上铰接有翻转架,翻转架上设置有反变形机构,反变形机构包括均匀间隔设置在翻转架上的若干箱体、设置在箱体左右两侧且用于对桥板进行限位的弧形板、活动设置在箱体内且用于固定压紧桥板的压紧件一和压紧件二、水平设置在翻转件下端且用于调节压紧件一与压紧件二之间间距的液压缸三,压紧件一与压紧件二对桥板进行夹紧,使桥板与弧形板贴合形成拱形,形成反变形力,能够有效的减少桥板在焊接过程中产生变形;翻转架在液压缸一和液压缸二的作用下,能够有效达到桥板焊接技术要求的角度,此结构操作便捷、反变形效果佳。
附图说明
图1为本实用新型实施例1的结构示意图;
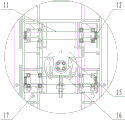
图2为本实用新型实施例1的俯视图;
图3为本实用新型实施例1的左视图;
图4为本实用新型A部放大图;
图5为本实用新型B部放大图;
其中:1-支腿, 2-翻转架,3-箱体,4-压紧件一,5-压紧件二,6-弧形板,7-底座,8-液压缸一,9-液压缸二,10-行程限位板,11-支架,12-滚轮,13-液压缸四,14-长轴,15-压紧块,16-位置调节板,17-定位孔,18-支撑架,19-液压缸三,20-液压总台。
具体实施方式
在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
实施例1:
如图1-5所示一种桥板焊接反变形装置,包括支腿1,支腿上端铰接有翻转架2,翻转架下端安装有用于翻转架左右翻转的翻转组件,翻转组件包括底座7、铰接在底座左右两侧的液压缸一8和液压缸二9,液压缸一8左端与翻转架左侧下部铰接,右端与底座铰接;液压缸二9右端与翻转架右侧下部铰接,左端与底座铰接;支腿1上与翻转架铰接处安装有用于对翻转架翻转角度进行限位的行程限位板10,桥板固定在翻转架上时,桥板与翻转架在液压缸一和液压缸二带动下实现左右翻转,最大翻转的角度为30°,能够有效达到桥板焊接技术要求的角度,配合桥板后续焊接,使用便捷;
翻转架2上安装有用于减少桥板焊接后变形的反变形机构,反变形机构包括均匀间隔安装在翻转架上的若干箱体3、安装在箱体两侧且与箱体等长的弧形板6、活动安装在箱体内且用于固定桥板的压紧件一4和压紧件二5、水平安装在翻转件下部且用于调节压紧件一与压紧件二之间间距的液压缸三19,液压缸一8、液压缸二9、液压缸三19与液压总台20管道连接;压紧件一与压紧件二均包括与箱体内相匹配的支架11、安装在支架左右两侧且用于导向的滚轮12、安装在支架内且上部延伸至箱体外侧的长轴14、安装在长轴上端且用于压紧桥板的压紧块15、安装在长轴下端且用于带动长轴上下移动的液压缸四13,液压缸四13与液压总台20管道连接;箱体靠近压紧件一端的两侧壁上均匀开设有定位孔17,压紧件一的支架上安装有位置调节板16,位置调节板开设有通孔,通孔内穿装有定位销,定位销穿过通孔插装在定位孔17内,压紧件一通过手动调节位置调节板来调节压紧件一在箱体上的位置,压紧件二的支架与液压缸三19的驱动端连接,压紧件二通过液压缸三调节在箱体上的位置;
翻转架上部与弧形板垂直安装有支撑架18,压紧件一的压紧块在压紧件一液压缸四的作用下向下移动对桥板进行夹紧,压紧件二的压紧块在压紧件二液压缸四的作用下向下移动对桥板进行夹紧,夹紧后的桥板与弧形板贴合,桥板形成拱形,形成反变形力,能够有效的减少桥板在焊接过程中产生变形,此结构设计合理,反变形效果佳。
本实施例工作过程:
翻转架水平放置时,手动调整压紧件一的位置,调整后将压紧件一的定位销插装在定位孔内,用外部吊装设备将桥板放置在翻转架上,压紧件二在液压缸三的作用下移动到合适的位置,压紧件一的长轴在压紧件一液压缸四的作用下向下移动,进而带动组件一压紧块压向下压紧板桥,压紧件二的长轴在压紧件二液压缸四的作用下向下移动,进而带动压紧件二的压紧块向下压紧板桥另一端,在下压过程中,压紧件一在液压缸三的作用下位置随时进行调整,直到桥板与弧形板贴合;固定好之后的桥板在弧形板的作用下形成拱形,形成反变形力,减少板桥焊接变形,翻转架在液压缸一和液压缸二下翻转0°-30°,以达到板桥焊接技术的角度要求。
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (6)
1.一种桥板焊接反变形装置,包括翻转架和液压总台,其特征在于:所述翻转架下端设置有用于支撑固定翻转架的支腿,所述支腿左侧设置有用于翻转架左右翻转的翻转组件,所述翻转组件包括底座、设置在底座上且另一端与翻转架铰接的液压缸一和液压缸二;
所述翻转架上设置有用于减少桥板焊接后变形的反变形机构,所述反变形机构包括均匀间隔设置在翻转架上的若干箱体、设置在箱体两侧且用于对桥板进行限位的弧形板、活动设置在箱体内且用于固定压紧桥板的压紧件一和压紧件二、水平设置在翻转件下端且用于调节压紧件一与压紧件二之间间距的液压缸三,所述液压缸一、液压缸二、液压缸三与液压总台管道连接。
2.根据权利要求1所述一种桥板焊接反变形装置,其特征在于:所述翻转架下端铰接在支腿上,所述支腿上与翻转架铰接处设置有行程限位板,所述翻转架在行程限位板的作用下翻转角度为0°-35°。
3.根据权利要求1所述一种桥板焊接反变形装置,其特征在于:所述压紧件一与压紧件二均包括与箱体相匹配的支架、设置在支架左右两侧且用于导向的滚轮、设置在支架内且上部延伸至箱体外侧的长轴、设置在长轴上端且用于压紧桥板的压紧块、设置在长轴下端且用于长轴上下移动的液压缸四,所述液压缸四与液压总台管道连接。
4.根据权利要求3所述一种桥板焊接反变形装置,其特征在于:所述箱体靠近压紧件一端的两侧壁上均匀设置有定位孔,所述压紧件一的支架上设置有位置调节板,所述位置调节板两侧均设置有与定位孔相匹配的定位销,所述压紧件一通过位置调节板调节在箱体上的位置。
5.根据权利要求3所述一种桥板焊接反变形装置,其特征在于:所述压紧件二的支架与液压缸三驱动端连接,所述压紧件二通过液压缸三调节在箱体上的位置。
6.根据权利要求1所述一种桥板焊接反变形装置,其特征在于:所述翻转架上部设置有用于支撑桥板的支撑架,所述支撑架与弧形板垂直。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922447519.5U CN211248902U (zh) | 2019-12-30 | 2019-12-30 | 一种桥板焊接反变形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922447519.5U CN211248902U (zh) | 2019-12-30 | 2019-12-30 | 一种桥板焊接反变形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211248902U true CN211248902U (zh) | 2020-08-14 |
Family
ID=71981159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201922447519.5U Active CN211248902U (zh) | 2019-12-30 | 2019-12-30 | 一种桥板焊接反变形装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211248902U (zh) |
-
2019
- 2019-12-30 CN CN201922447519.5U patent/CN211248902U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100581702C (zh) | 大尺寸对接连接型材的焊接工艺 | |
| CN202240312U (zh) | 一种歧管焊接胎具 | |
| CN104526224B (zh) | 客车前围总成装焊夹具及使用其进行前围总成装焊的工艺 | |
| CN105935843B (zh) | 一种结构件焊接方法 | |
| CN207824302U (zh) | 一种电路板的焊接辅助装置 | |
| CN211248902U (zh) | 一种桥板焊接反变形装置 | |
| CN101468430B (zh) | 一种新型gis控制柜激光焊接拼装夹具 | |
| CN208374584U (zh) | 法兰焊接变形控制设备 | |
| CN203282100U (zh) | 一种用于钢板对接合缝加工的压块排式压紧装置 | |
| CN205147572U (zh) | 一种动力电池模组极耳焊接工装装置 | |
| CN210147214U (zh) | 一种t型工件用直缝焊机 | |
| CN205021069U (zh) | 一种定位装置 | |
| CN217394007U (zh) | 一种用于金属工艺品焊接的新型氩弧焊机 | |
| CN113878280B (zh) | 一种大兆瓦转子房锥体的防焊接变形装置 | |
| CN107790940A (zh) | 一种不锈钢钢板焊接用拼接机构 | |
| CN213497442U (zh) | 铁路敞车侧开门自动焊夹具 | |
| CN107999984A (zh) | 一种释放热能减小变形的焊接方法 | |
| CN208961197U (zh) | 防止蒸汽头板焊接变形的焊接装置 | |
| CN207942125U (zh) | 一种死锁防变形弧焊夹具 | |
| CN210997190U (zh) | 焊接前横梁中心臂防护结构 | |
| CN211991485U (zh) | 用于斜支撑件焊接的装置 | |
| CN217493156U (zh) | 一种塔架标准节焊接工装平台 | |
| CN212599894U (zh) | 一种机箱部件快速焊接治具结构 | |
| CN210840264U (zh) | 电路板电子元器件组装架 | |
| CN212384918U (zh) | 一种燃气灶炉架生产的冲炉耳焊接工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |