CN210952748U - 一种兼容多种棒料产品的全自动检测专机 - Google Patents
一种兼容多种棒料产品的全自动检测专机 Download PDFInfo
- Publication number
- CN210952748U CN210952748U CN201922082840.8U CN201922082840U CN210952748U CN 210952748 U CN210952748 U CN 210952748U CN 201922082840 U CN201922082840 U CN 201922082840U CN 210952748 U CN210952748 U CN 210952748U
- Authority
- CN
- China
- Prior art keywords
- end supporting
- supporting wheel
- driving
- assembly
- positioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Length Measuring Devices By Optical Means (AREA)
Abstract
本实用新型提供一种兼容多种棒料产品的全自动检测专机,属于棒料检测的技术领域,包括固定端支撑轮组件、移动端支撑轮组件、轴向定位组件、轴向压紧组件、千分表组件、扫描组件和计算机系统。该全自动检测专机采用固定端支撑轮组件和移动端支撑轮组件支撑棒料产品,可根据不同长度的棒料产品,调整两组支撑轮组件之间的距离,依靠工业相机沿棒料产品轴线来回扫描,固定端支撑轮带动棒料产品旋转,工业相机依次采集多张图片,计算机系统对比分析,得出棒料产品待测尺寸,可根据数显带数据传输功能的杠杆千分表读取侧面内锥孔跳动值,传输至计算机系统,经过计算机系统数据整合,对棒料产品是否合格做出判断。
Description
技术领域
本实用新型属于棒料检测的技术领域,具体公开了一种兼容多种棒料产品的全自动检测专机。
背景技术
细长棒料的形位公差尺寸检测是否准确直接关系到后续产品的合格率,目前棒料产品主要的检测项目有侧面内锥孔和棒料长短直径变化,现有的检测方法是使用V型铁做支撑,卡尺测量棒料产品直径,杠杆千分表测量内锥孔,需要多套工装配合使用,操作过程繁琐,如棒料产品长短不一致,需改变V型铁的位置,工作量较大且测试过程中对产品可能造成外观损伤,而且整个测量过程采用人工检测,误差较大,难以满足客户需求。
实用新型内容
本实用新型的目的在于提供一种兼容多种棒料产品的全自动检测专机,能够简化棒料产品侧面内锥孔和棒料长短直径的检测过程,提高检测精度和工作效率。
为实现上述目的,本实用新型提供一种兼容多种棒料产品的全自动检测专机,包括固定端支撑轮组件、移动端支撑轮组件、轴向定位组件、轴向压紧组件、千分表组件、扫描组件和计算机系统;固定端支撑轮组件包括固定端支撑轮架、转动设置在固定端支撑轮架上的两个固定端支撑轮以及带动两个所述固定端支撑轮转动的驱动机构;移动端支撑轮组件包括与所述固定端支撑轮架相对设置的移动端支撑轮架、转动设置在移动端支撑轮架上的两个移动端支撑轮以及带动移动端支撑轮架沿着棒料产品轴向移动的第一移动机构;轴向定位组件设置在固定端支撑轮组件的前方,包括定位支架以及设置在定位支架上的定位块;定位块的几何中心上设置有用于与棒料产品内锥孔对准的定位孔;轴向压紧组件设置在移动端支撑轮组件的后方,包括压紧支架、设置在压紧支架上的弹性压紧块以及带动压紧支架靠近或远离棒料产品后端的第二移动机构;千分表组件设置在定位支架的前方,包括千分表支架、安装在千分表支架上的杠杆千分表以及带动千分表支架靠近或远离定位块的第三移动机构;杠杆千分表的指针可穿过定位孔,伸入棒料产品的内锥孔;扫描组件包括设置在棒料产品两侧的光源和镜头、与镜头配合的工业相机以及带动光源和相机沿着棒料产品轴向移动的第四移动机构;驱动机构、第二移动机构、杠杆千分表、第三移动机构、光源、镜头、工业相机和第四移动机构均由计算机系统控制。
进一步地,扫描组件还包括扫描平台和扫描支架;固定端支撑轮组件、移动端支撑轮组件、轴向定位组件、轴向压紧组件和千分表组件均设置在扫描平台上;扫描支架设置在扫描平台的两侧,底端通过底板连接;光源和镜头分别安装在两个扫描支架上;第四移动机构包括通过电机架固定在扫描平台底面的丝杠驱动电机、两端通过丝杠支撑座固定在扫描平台底面的丝杠以及通过丝杠螺母支撑座固定在底板上的丝杠螺母;丝杠驱动电机的输出轴和丝杠的端部均设置有传动轮,两个传动轮通过传动带连接;丝杠螺母穿设在丝杠上。
进一步地,扫描平台的底面设置有导轨;导轨与丝杠平行,设置在丝杠的两侧;底板上设置有与导轨配合的滑块。
进一步地,扫描平台的两侧设置有滑架;扫描支架穿过滑架,扫描支架和滑架的后端通过可伸缩风琴套连接。
进一步地,驱动机构包括驱动轮、驱动轮驱动电机以及穿过固定端支撑轮架的转轴;驱动轮固定在转轴的第一端,与两个所述固定端支撑轮均接触;驱动轮驱动电机的输出轴和转轴的第二端上均固定有传动轮,两个传动轮通过传动带连接。
进一步地,轴向定位组件还包括导向块和高度调节螺栓;定位支架上设置有高度调节孔和条形孔;定位块通过螺栓与条形孔连接;导向块为T形块,横向段固定在定位块上,竖向段插入高度调节孔内;高度调节螺栓穿过定位支架和导向块,位于定位支架上方的杆体上套设有调节螺母。
进一步地,轴向压紧组件还包括调节杆和位于调节杆两侧的导向杆;调节杆穿过压紧支架,前端安装在弹性压紧块上,带动弹性压紧块前后移动;压紧支架上设置有直线轴承;导向杆穿过直线轴承,前端安装在弹性压紧块上。
进一步地,千分表支架包括与第三移动机构连接的底座、用于安装杠杆千分表的安装座、设置在底座上的手动位移台以及用于连接安装座和手动位移台的横板。
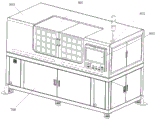
进一步地,上述全自动检测专机,还包括机架和保护罩;扫描平台和滑架安装在机架的顶面上;保护罩安装在机架上,设置有由计算机系统控制的自动门;计算机系统的电器柜设置在机架内,计算机系统的操作按钮箱和显示器设置在保护罩上。
进一步地,保护罩内安装有光幕,光幕由计算机系统控制。
与现有技术相比,本实用新型具有以下有益效果。
本实用新型提供的全自动检测专机,采用固定端支撑轮组件和移动端支撑轮组件支撑棒料产品,可根据不同长度的棒料产品,调整两组支撑轮组件之间的距离,依靠工业相机沿棒料产品轴线来回扫描,固定端支撑轮带动棒料产品旋转,工业相机依次采集多张图片,计算机系统对比分析,得出棒料产品待测尺寸,可根据数显带数据传输功能的杠杆千分表读取侧面内锥孔跳动值,传输至计算机系统,经过计算机系统数据整合,对棒料产品是否合格做出判断。整个测量过程自动化程度高,误差小,速度快。
附图说明
图1为实施例1提供的兼容多种棒料产品的全自动检测专机的外观图;
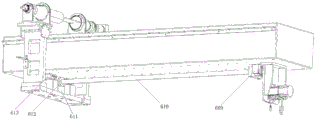
图2为图1所示全自动检测专机未安装保护罩的示意图;
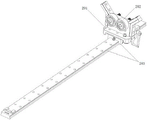
图3为图1所示全自动检测专机中固定端支撑轮组件的结构示意图;
图4为图1所示全自动检测专机中移动端支撑轮组件的结构示意图;
图5为图1所示全自动检测专机中轴向定位组件和千分表组件的配合图;
图6为图1所示全自动检测专机中千分表组件的结构示意图;
图7为图1所示全自动检测专机中轴向压紧组件的结构示意图;
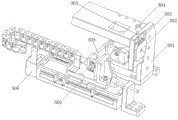
图8为图1所示全自动检测专机中扫描组件的结构示意图;
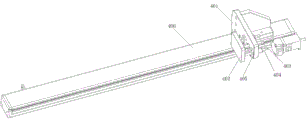
图9为图8所示扫描组件的另一方向视图。
图中:1-棒料产品,
100-固定端支撑轮组件,101-固定端支撑轮架,102-固定端支撑轮,103-驱动轮,104-驱动轮驱动电机,
200-移动端支撑轮组件,201-移动端支撑轮架,202-移动端支撑轮,203-具有自锁功能的导轨滑块机构,
300-轴向定位组件,301-定位支架,302-定位块,303-导向块,304-高度调节螺栓,305-调节螺母,
400-轴向压紧组件;401-压紧支架,402-弹性压紧块,403-调节杆,404-导向杆,405-直线轴承,406-轴向压紧组件中的自带电机的滚珠螺杆式滑台,
500-千分表组件;501-杠杆千分表,502-底座,503-安装座,504-手动位移台,505-横板,506-千分表组件中的自带电机的滚珠螺杆式滑台,
600-扫描组件,601-光源,602-镜头,603-工业相机,604-扫描平台,605-扫描支架,606-底板,607-电机架,608-丝杠驱动电机,609-丝杠支撑座,610-丝杠,611-丝杠螺母支撑座,612-丝杠螺母,613-滑块,614-滑架,615-可伸缩风琴套,
700-机架,
800-保护罩,801-自动门,802-操作按钮箱,803-显示器。
具体实施方式
实施例1
本实施例提供一种兼容多种棒料产品的全自动检测专机,包括固定端支撑轮组件100、移动端支撑轮组件200、轴向定位组件300、轴向压紧组件400、千分表组件500、扫描组件600和计算机系统;固定端支撑轮组件100包括固定端支撑轮架101、转动设置在固定端支撑轮架101上的两个固定端支撑轮102以及带动两个所述固定端支撑轮102转动的驱动机构;移动端支撑轮组件200包括与固定端支撑轮架101相对设置的移动端支撑轮架201、转动设置在移动端支撑轮架201上的两个移动端支撑轮202以及带动移动端支撑轮架201沿着棒料产品1轴向移动的第一移动机构;轴向定位组件300设置在固定端支撑轮组件100的前方,包括定位支架301以及设置在定位支架上301的定位块302;定位块302的几何中心上设置有用于与棒料产品1内锥孔对准的定位孔;轴向压紧组件400设置在移动端支撑轮组件200的后方,包括压紧支架401、设置在压紧支架401上的弹性压紧块402以及带动压紧支架401靠近或远离棒料产品1后端的第二移动机构;千分表组件500设置在定位支架301的前方,包括千分表支架、安装在千分表支架上的杠杆千分表501以及带动千分表支架靠近或远离定位块302的第三移动机构;杠杆千分表501的指针可穿过定位孔,伸入棒料产品1的内锥孔,以测量侧面内锥孔跳动值;扫描组件600包括设置在棒料产品1两侧的光源601和镜头602、与镜头602配合的工业相机603以及带动光源601和相机603沿着棒料产品1轴向移动的第四移动机构;驱动机构、第二移动机构、杠杆千分表501、第三移动机构、光源601、镜头602、工业相机603和第四移动机构均由计算机系统控制。
进一步地,扫描组件600还包括扫描平台604和扫描支架605;固定端支撑轮组件100、移动端支撑轮组件200、轴向定位组件300、轴向压紧组件400和千分表组件500均设置在扫描平台604上;扫描支架605设置在扫描平台604的两侧,底端通过底板606连接;光源601和镜头602分别安装在两个扫描支架605上;第四移动机构包括通过电机架607固定在扫描平台604底面的丝杠驱动电机608、两端通过丝杠支撑座609固定在扫描平台604底面的丝杠610以及通过丝杠螺母支撑座611固定在底板606上的丝杠螺母612;丝杠驱动电机608的输出轴和丝杠610的端部均设置有传动轮,两个传动轮通过传动带连接;丝杠螺母612穿设在丝杠610上。丝杠驱动电机608通过带传动带动丝杠610转动,与丝杠610啮合的丝杠螺母612由于丝杠螺母支撑座611的限制,将沿着丝杠610移动,与丝杠螺母支撑座611连接的底板606带动扫描支架605沿着扫描平台604移动,从而带动光源601和相机603沿着棒料产品1轴向移动。
进一步地,扫描平台604的底面设置有导轨;导轨与丝杠610平行,设置在丝杠610的两侧;底板606上设置有与导轨配合的滑块613。通过导轨和滑块613的配合,对扫描支架605的移动起到限位作用,使扫描支架605的移动更为稳定。
进一步地,扫描平台604的两侧设置有滑架614;扫描支架605穿过滑架613并沿着滑架614移动,扫描支架605和滑架614的后端通过可伸缩风琴套615连接,实现可伸缩连接。
进一步地,驱动机构包括驱动轮103、驱动轮驱动电机104以及穿过固定端支撑轮架101的转轴;驱动轮103固定在转轴的第一端,与两个固定端支撑轮102均接触,通过摩擦带动固定端支撑轮102转动;驱动轮驱动电机104的输出轴和转轴的第二端上均固定有传动轮,两个传动轮通过传动带连接,通过带传动实现驱动轮103的转动。
进一步地,第一移动机构为具有自锁功能的导轨滑块机构203。
进一步地,轴向定位组件300还包括导向块303和高度调节螺栓304;定位支架301上设置有高度调节孔和条形孔;定位块302通过螺栓与条形孔连接;导向块303为T形块,横向段固定在定位块302上,竖向段插入高度调节孔内;高度调节螺栓304穿过定位支架301和导向块303,位于定位支架301上方的杆体上套设有调节螺母305。通过旋转调节螺母305,调节高度调节螺栓304在高度调节孔内的长度,从而调节定位块302的高度,适应不同直径的棒料产品1,杠杆千分表501的指针穿过高度调节孔和定位孔,伸入棒料产品1的内锥孔。
进一步地,轴向压紧组件400还包括调节杆403和位于调节杆403两侧的导向杆404;调节杆403穿过压紧支架401,前端安装在弹性压紧块402上,带动弹性压紧块402前后移动以调节压紧支架401和弹性压紧块402的间距,实现方式可以是调节杆403螺纹安装在压紧支架401上,前端与弹性压紧块402转动连接;压紧支架401上设置有直线轴承405;导向杆404穿过直线轴承405,前端安装在弹性压紧块402上。
进一步地,千分表支架包括与第三移动机构连接的底座502、用于安装杠杆千分表501的安装座503、设置在底座502上的手动位移台504以及用于连接安装座503和手动位移台504的横板505。通过调节手动位移台504可调节安装座503的高度,从而调节杠杆千分表501的高度。
进一步地,第二移动机构和第三移动机构均为自带电机的滚珠螺杆式滑台406(506)。
进一步地,上述全自动检测专机,还包括机架700和保护罩800;扫描平台604和滑架613安装在机架700的顶面上;保护罩800安装在机架上,设置有由计算机系统控制的自动门801;计算机系统的电器柜设置在机架700内,计算机系统的操作按钮箱802和显示器803设置在保护罩800上。自动门801的控制为现有技术,在此不再赘述。
进一步地,保护罩800内安装有光幕,光幕由计算机系统控制。
实施例2
上述兼容多种棒料产品的全自动检测专机的工作过程如下所述。
准备工作:轴向压紧组件400、千分表组件500和扫描组件600处于复位状态;保护罩800的自动门801处于打开状态;
第一步:输入产品编号。
第二步:产品上料
根据棒料产品1的长度和外形特点调节移动端支撑轮组件200,调节至合适位置后锁紧,机械手将棒料产品1放置到固定端支撑轮组件100和移动端支撑轮组件200上,机械手退出,自动门801关闭。
第三步:按动启动按钮,设备开始自动检测
第四步:相机扫描
S1、扫描支架605通过丝杠传动沿棒料产品1轴线往复移动,工业相机603来回扫描产品;
S2、驱动轮驱动电机105通过传动带、驱动轮104驱动棒料产品1以45°度为旋转节拍,重复S1操作,共测量N组截面。
第五步:锥孔跳动检测
检测锥孔跳动需预先准备的工作
1、调节定位块302上的定位孔至与棒料产品1中心高度一致;
2、调节手动位移台504,将杠杆千分表501指针调节至与棒料产品1中心偏差特定值的位置,锁定手动位移台504。
锥孔检测的流程动作流程:
1、轴向压紧组件400沿棒料产品1轴线移动,依靠弹性压紧块402的弹力将棒料产品1推至与轴向定位组件300的定位块302接触;
2、第三移动机构带动杠杆千分表501向棒料产品1移动至特定值;
3、驱动轮驱动电机105通过传动带、驱动轮104驱动固定端支撑轮102旋转,带动棒料产品1匀速旋转;
4、计算机实时读取杠杆千分表501数据并进行分析,得出锥孔跳动值;
5、轴向压紧组件400和千分表组件500复位。
第五步:自动门801打开,机械臂将棒料产品1取走。
第六步:数据传输、读取、存储、分析。
通过计算机系统实时读取数据,并根据算法对图像数据进行分析、比较,显示器803显示尺寸及公差及是否合格,将输出保存在产品编号目录下。
以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
Claims (10)
1.一种兼容多种棒料产品的全自动检测专机,其特征在于,包括固定端支撑轮组件、移动端支撑轮组件、轴向定位组件、轴向压紧组件、千分表组件、扫描组件和计算机系统;
所述固定端支撑轮组件包括固定端支撑轮架、转动设置在固定端支撑轮架上的两个固定端支撑轮以及带动两个所述固定端支撑轮转动的驱动机构;
所述移动端支撑轮组件包括与所述固定端支撑轮架相对设置的移动端支撑轮架、转动设置在移动端支撑轮架上的两个移动端支撑轮以及带动移动端支撑轮架沿着棒料产品轴向移动的第一移动机构;
所述轴向定位组件设置在固定端支撑轮组件的前方,包括定位支架以及设置在定位支架上的定位块;
所述定位块的几何中心上设置有用于与棒料产品内锥孔对准的定位孔;
所述轴向压紧组件设置在移动端支撑轮组件的后方,包括压紧支架、设置在压紧支架上的弹性压紧块以及带动压紧支架靠近或远离棒料产品后端的第二移动机构;
所述千分表组件设置在定位支架的前方,包括千分表支架、安装在千分表支架上的杠杆千分表以及带动千分表支架靠近或远离定位块的第三移动机构;
所述杠杆千分表的指针可穿过定位孔,伸入棒料产品的内锥孔;
所述扫描组件包括设置在棒料产品两侧的光源和镜头、与镜头配合的工业相机以及带动光源和相机沿着棒料产品轴向移动的第四移动机构;
所述驱动机构、第二移动机构、杠杆千分表、第三移动机构、光源、镜头、工业相机和第四移动机构均由计算机系统控制。
2.根据权利要求1所述的全自动检测专机,其特征在于,所述扫描组件还包括扫描平台和扫描支架;
所述固定端支撑轮组件、移动端支撑轮组件、轴向定位组件、轴向压紧组件和千分表组件均设置在扫描平台上;
所述扫描支架设置在扫描平台的两侧,底端通过底板连接;
所述光源和镜头分别安装在两个扫描支架上;
所述第四移动机构包括通过电机架固定在扫描平台底面的丝杠驱动电机、两端通过丝杠支撑座固定在扫描平台底面的丝杠以及通过丝杠螺母支撑座固定在底板上的丝杠螺母;
所述丝杠驱动电机的输出轴和丝杠的端部均设置有传动轮,两个传动轮通过传动带连接;
所述丝杠螺母穿设在丝杠上。
3.根据权利要求2所述的全自动检测专机,其特征在于,所述扫描平台的底面设置有导轨;
所述导轨与丝杠平行,设置在丝杠的两侧;
所述底板上设置有与导轨配合的滑块。
4.根据权利要求3所述的全自动检测专机,其特征在于,所述扫描平台的两侧设置有滑架;
所述扫描支架穿过滑架,扫描支架和滑架的后端通过可伸缩风琴套连接。
5.根据权利要求4所述的全自动检测专机,其特征在于,所述驱动机构包括驱动轮、驱动轮驱动电机以及穿过固定端支撑轮架的转轴;
所述驱动轮固定在转轴的第一端,与两个所述固定端支撑轮均接触;
所述驱动轮驱动电机的输出轴和转轴的第二端上均固定有传动轮,两个传动轮通过传动带连接。
6.根据权利要求5所述的全自动检测专机,其特征在于,所述轴向定位组件还包括导向块和高度调节螺栓;
所述定位支架上设置有高度调节孔和条形孔;
所述定位块通过螺栓与条形孔连接;
所述导向块为T形块,横向段固定在定位块上,竖向段插入高度调节孔内;
所述高度调节螺栓穿过定位支架和导向块,位于定位支架上方的杆体上套设有调节螺母。
7.根据权利要求6所述的全自动检测专机,其特征在于,所述轴向压紧组件还包括调节杆和位于调节杆两侧的导向杆;
所述调节杆穿过压紧支架,前端安装在弹性压紧块上,带动弹性压紧块前后移动;
所述压紧支架上设置有直线轴承;
所述导向杆穿过直线轴承,前端安装在弹性压紧块上。
8.根据权利要求7所述的全自动检测专机,其特征在于,所述千分表支架包括与第三移动机构连接的底座、用于安装杠杆千分表的安装座、设置在底座上的手动位移台以及用于连接安装座和手动位移台的横板。
9.根据权利要求8所述的全自动检测专机,其特征在于,还包括机架和保护罩;
所述扫描平台和滑架安装在机架的顶面上;
所述保护罩安装在机架上,设置有由计算机系统控制的自动门;
所述计算机系统的电器柜设置在机架内,计算机系统的操作按钮箱和显示器设置在保护罩上。
10.根据权利要求9所述的全自动检测专机,其特征在于,所述保护罩内安装有光幕,光幕由计算机系统控制。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922082840.8U CN210952748U (zh) | 2019-11-28 | 2019-11-28 | 一种兼容多种棒料产品的全自动检测专机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201922082840.8U CN210952748U (zh) | 2019-11-28 | 2019-11-28 | 一种兼容多种棒料产品的全自动检测专机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210952748U true CN210952748U (zh) | 2020-07-07 |
Family
ID=71372963
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201922082840.8U Active CN210952748U (zh) | 2019-11-28 | 2019-11-28 | 一种兼容多种棒料产品的全自动检测专机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210952748U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112945095A (zh) * | 2021-02-01 | 2021-06-11 | 湖南大学 | 一种位姿检测系统及方法 |
-
2019
- 2019-11-28 CN CN201922082840.8U patent/CN210952748U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112945095A (zh) * | 2021-02-01 | 2021-06-11 | 湖南大学 | 一种位姿检测系统及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4805314A (en) | Method and apparatus for spatial coordinate measurement | |
| CN109682310B (zh) | 厚度平面度段差检测装置、系统及方法 | |
| CN208476801U (zh) | 一种机器人视觉识别检测装置 | |
| CN210952748U (zh) | 一种兼容多种棒料产品的全自动检测专机 | |
| CN109631775A (zh) | 一种压缩机转子和定子铁芯高度检测设备 | |
| CN111879609B (zh) | 一种自动换料的弹簧劲度系数的测量装置 | |
| CN212255100U (zh) | 一种vr屏幕检测装置 | |
| CN105958745B (zh) | 一种汽车散热风扇电机的转子轴向间隙测量装置 | |
| CN114413818A (zh) | 一种屏幕保护膜厚度测量设备 | |
| CN210741362U (zh) | 一种新型模架的检测机构 | |
| CN209069472U (zh) | 一种高精度多功能直驱电机测试平台 | |
| CN214375808U (zh) | 一种镜头锁紧检测设备 | |
| CN211122038U (zh) | 一种轴承生产用质检快速取样装置 | |
| CN206270188U (zh) | 机头移动式维氏硬度计 | |
| CN112337816B (zh) | 一种pogo pin全自动检测机 | |
| CN211042095U (zh) | 一种万能测长仪 | |
| CN114002059A (zh) | 一种柔性电路板性能测试自动化工装夹具及其使用方法 | |
| CN210348632U (zh) | 一种商品信息采集装置 | |
| CN208350844U (zh) | 一种电机检测机构 | |
| CN111478142A (zh) | 一种提高导电滑环组装精度的方法 | |
| CN220103995U (zh) | 影像测量仪 | |
| CN220489987U (zh) | 一种新能源动力电池托盘三维检测机 | |
| CN112602963A (zh) | 一种烟支褶皱缺陷检测装置 | |
| CN215338418U (zh) | 一种全自动高速摆盘装置的检测装置 | |
| CN221802783U (zh) | 一种连接器轴向尺寸自动检测设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |