CN210818922U - 一种卧式双主轴轴承套圈磨床 - Google Patents
一种卧式双主轴轴承套圈磨床 Download PDFInfo
- Publication number
- CN210818922U CN210818922U CN201921848090.4U CN201921848090U CN210818922U CN 210818922 U CN210818922 U CN 210818922U CN 201921848090 U CN201921848090 U CN 201921848090U CN 210818922 U CN210818922 U CN 210818922U
- Authority
- CN
- China
- Prior art keywords
- main shaft
- grinding wheel
- electric spark
- spindle
- negative electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Abstract
本实用新型涉及一种卧式双主轴轴承套圈磨床,包括床身、安装平台、第一主轴、测量装置、第二主轴、X向移动平台、电磁无心夹具、电火花砂轮整形装置和电火花电极修型装置,所述的床身上部通过螺栓固定设置有水平的安装平台,安装平台上面X轴向一侧设置有X向平行导轨,所述的第一主轴、第二主轴、电火花电极修型装置从左到右依次水平设置在安装平台X轴向的另一侧,上下料装置设置在安装平台左端,所述测量装置设置在第一主轴与第二主轴之间,电火花电极修型装置设置在第二主轴右侧;所述的第一主轴、第二主轴上均设置有在线电解修锐装置。本实用新型可实现轴承套圈的半精磨和精磨在一次装夹的情况下完成。
Description
技术领域
本实用新型涉及轴承套圈滚道加工设备,具体是一种卧式双主轴轴承套圈磨床。
背景技术
轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。在机械设备的运行过程中,尤其是一些重要设备的运行过程中,对轴承进行定期检修和维护更换是保证设备正常运转的必要手段,在某些特殊情况下,出于对设备整机性能的保证,甚至要求定期对设备上的同一型号的轴承全部更换,这就要求对这些轴承的使用寿命有一个较为合理的预测,而对整批轴承的使用寿命进行预测时,整个批次的同型轴承之间,各项指标具有高度的一致性才能保证预测结果的合理有效。
在轴承内圈的磨削加工中,内圈滚道的半精磨和精磨加工对保证内圈滚道的一致性有着决定性作用。现有的内圈滚道磨床,包括数控内圈滚道磨床,基本都采用单一主轴的加工方式,在对轴承套圈批次加工时,一台机床对应某一固定的工序,半精磨和精磨是分开的,这样加工效率高;但反映到轴承内圈滚道的一致性时,由于不同的机床之间存在装夹误差和磨头尺寸外形之间的误差,即使加工出的合格产品之间,也必然存在一些细小的差距,从而影响到整批产品的一致性。
目前,国内对内圈滚道的加工中,较为先进的是采用自动流水线的加工方式,但其半精磨和精磨两个工序也分别在不同的设备上完成,其中也必须经过两次上下料和两次装夹,不论其装夹定位机构有多精密,二次装夹过程中仍必然存在一定的定位误差,这就造成内圈滚道表面外形尺寸的一致性较差,即使经过超精,也无法彻底消除这种不一致的现象,从而影响轴承装配后的整体质量,生产出的轴承整体一致性也不是很好,从而影响对轴承寿命的预判。
发明内容
本实用新型的目的是提出一种卧式双主轴轴承套圈磨床,通过设计双磨头、可二维移动的工件装夹机构、可二维移动的砂轮整形机构,并采用电火花砂轮修整技术和磨头在线电解修锐技术,实现在一次装夹的情况下,完成对轴承内圈滚道的半精磨和精磨的加工,可降低轴承内圈滚道加工过程的装夹误差,同时两个工序的磨头采用同一修整机构,修整出的磨头一致性好,从而得到加工尺寸较为一致的产品。
为实现上述目的,本实用新型采用以下技术方案:
一种卧式双主轴轴承套圈磨床,包括床身、安装平台、第一主轴、测量装置、第二主轴、X向移动平台、电磁无心夹具、电火花砂轮整形装置和电火花电极修型装置,所述的床身上部通过螺栓固定设置有水平的安装平台,安装平台上面X轴向一侧设置有X向平行导轨,平行导轨之间设置有X向丝杠螺母副,所述的X向移动平台设置在平行导轨上并在平行导轨上运行,X向移动平台的下部与X向丝杠螺母副的螺母连接板固连,所述的X向移动平台上分别设置有第一Y向移动机构和第二Y向移动机构,第一Y向移动机构、第二Y向移动机构上分别设置有Y向拖板,电磁无心夹具通过第一Y向移动机构设置在X向移动平台上部左侧,电火花砂轮整形装置通过第二Y向移动机构设置在X向移动平台上部右侧,用以驱动X向丝杠转动的电机设置在X向丝杠右端的安装平台上,所述的第一主轴、第二主轴、电火花电极修型装置从左到右依次水平设置在安装平台X轴向的另一侧,所述测量装置设置在第一主轴与第二主轴之间,电火花电极修型装置设置在第二主轴右侧;所述的第一主轴、第二主轴均由砂轮电主轴、主轴座、砂轮轴、绝缘联轴器、轴箱构成,其中砂轮电主轴通过主轴座固定安装在安装平台上,与砂轮电主轴同轴的砂轮轴穿设在轴箱内,轴箱通过绝缘板设置在安装平台上方,所述砂轮轴的一端通过绝缘联轴器与砂轮电主轴的输出端绝缘且固连,砂轮轴的另一端安装有砂轮,所述砂轮为金属结合剂金刚石砂轮,所述砂轮与高频脉冲电源的正极电连接,所述的第一主轴、第二主轴的砂轮轴轴线平行且等高;
所述的第一主轴、第二主轴上均设置有在线电解修锐装置,所述的在线电解修锐装置包括X轴移动机构、绝缘支架、电解负电极和电解喷头,所述X轴移动机构由安装座、导轨、直线电机和移动板构成,安装座固定设置在轴箱的上端,安装座上面一端设置有直线电机,另一端设置有导轨,所述移动板由直线电机驱动并在导轨上运行,所述绝缘支架上端与移动板固连,下端设置有电解负电极,所述电解负电极整体为紫铜制成的弧形板,电解负电极同轴设置在砂轮轴的一侧并与高频脉冲电源的负极相连,所述用于喷洒电解液的电解喷头穿设在绝缘支架下端,电解喷头的出口位于电解负电极与砂轮之间。
所述的电火花砂轮整形装置包括电火花负电极、电极电主轴、电火花喷头,所述的电极电主轴通过固定支座安装在第二Y向移动机构的拖板上,紫铜制成的电火花负电极安装在电主轴的输出端,电火花电极与高频脉冲电源的负极相连接,用以喷洒电火花电解液的电火花喷头固定设置在电火花负电极上方。
所述的测量装置包括Z向位移机构、Z向托板、光栅尺、测量支架和测量头,所述Z向位移机构由立臂、平行导轨、丝杠螺母副和驱动电机构成,立臂一侧面设置有平行导轨,丝杠螺母副设置在平行导轨之间,驱动电机设置在立臂顶端并通过减速机构与丝杠螺母副的丝杠连接,所述Z向托板与丝杠螺母副的螺母连接板固连并在平行导轨上运行,所述测量头设置在测量支架上,测量支架固连在Z向托板上并位于立臂朝向X向移动平台的一侧,光栅尺的标尺光栅固定设置在立臂另一侧,光栅尺的光栅读数头通过连接板与Z向托板固连。
所述的电磁无心夹具通过可水平调整角度的夹具座设置在第一Y向移动机构的拖板上,用以驱动无心夹具旋转的电机通过电机座设置在夹具座上方。
所述的电火花电极修型装置由底座、刀架座、刀架和车刀构成,所述底座设置在第二主轴的右侧,其下端与安装平台固连,其上端设置有刀架座,刀架座上端面设置有T型槽,刀架通过T型螺栓安装在刀架座的T型槽内,所述的刀架侧面设置用以容纳车刀的开口槽,开口槽位于刀架上部的侧壁设有用以夹紧车刀的紧固螺栓。
本实用新型的原理是:采用双主轴,可实现轴承套圈的半精磨和精磨在一次装夹的情况下完成;设计的在线电解修锐装置用于砂轮的修锐,且同时便于磨屑的排出;电火花整形装置用于砂轮的修型,与在线电解修锐装置以及测量装置配合使用,修型效率高。
本实用新型的有益效果是:本实用新型结构简单合理,可实现轴承套圈的半精磨和精磨在一次装夹的情况下完成,加工效率高,加工出的产品精度高且尺寸一致性好。
附图说明
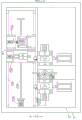
图1为本实用新型的整体结构示意图。
图2为本实用新型的俯视图。
图3为图2中A-A向视图。
图4为图2中B-B向视图。
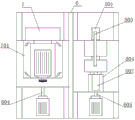
图5为第二主轴及其在线电解修锐装置的示意图。
图6为第二主轴及其在线电解修锐装置的A-A向视图。
图7为在线电解修锐装置中绝缘支架的示意图。
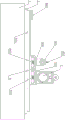
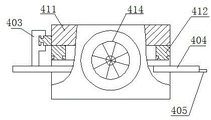
图8为测量装置的示意图。
图9为测量装置的俯视图。
图10为电火花砂轮整形装置的示意图。
图11为电磁无心夹具与电火花的俯视图。
图中,1、床身,2、安装平台,3、第一主轴,4、测量装置,5、第二主轴,6、X向移动平台,601、X向平行导轨,602、X向丝杠螺母副,603、电机,604、第一Y向移动机构,605、第二Y向移动机构,7、电磁无心夹具,8、电火花砂轮整形装置,9、电火花电极修型装置,11、在线电解修锐装置;
402、Z向托板,403、光栅尺,404、测量支架,405、测量头,411、立臂,412、Z向平行导轨,413、丝杠螺母副,414、驱动电机;
501、砂轮电主轴,502、主轴座,503、砂轮轴,504、绝缘联轴器,505、轴箱,506、砂轮;
701、夹具座;
801、电火花负电极,802、电极电主轴,803、电火花喷头,804、固定支座;
901、底座,902、刀架座,903、刀架,904、车刀;
1102、绝缘支架,1103、电解负电极,1104、电解喷头,1111、安装座,1112、导轨,1113、直线电机,1114、移动板。
具体实施方式
下面结合说明书附图对本实用新型作进一步的详细说明。
如图1~5所示,一种卧式双主轴轴承套圈磨床,包括床身1、安装平台2、第一主轴3、测量装置4、第二主轴5、X向移动平台6、电磁无心夹具7、电火花砂轮整形装置8、电火花电极修型装置9和上下料装置10,所述的床身1上部通过螺栓固定设置有水平的安装平台2,安装平台2上面X轴向一侧设置有X向平行导轨601,平行导轨601之间设置有X向丝杠螺母副602,所述的X向移动平台6设置在平行导轨601上并在平行导轨601上运行,X向移动平台6的下部与X向丝杠螺母副602的螺母连接板固连,所述的X向移动平台6上分别设置有第一Y向移动机构604和第二Y向移动机构605,第一Y向移动机构604、第二Y向移动机构605上分别设置有Y向拖板,电磁无心夹具7通过第一Y向移动机构604设置在X向移动平台6上部左侧,电火花砂轮整形装置8通过第二Y向移动机构605设置在X向移动平台6上部右侧,用以驱动X向丝杠转动的电机603设置在X向丝杠一端的安装平台2上,所述的第一主轴3、第二主轴5、电火花电极修型装置9从左到右依次水平设置在安装平台2X轴向的另一侧,所述测量装置4设置在第一主轴3与第二主轴5之间,电火花电极修型装置9设置在第二主轴5右侧;所述的第一主轴3、第二主轴5均由砂轮电主轴501、主轴座502、砂轮轴503、绝缘联轴器504、轴箱505构成,其中砂轮电主轴501通过主轴座502固定安装在安装平台2上,与砂轮电主轴501同轴的砂轮轴503穿设在轴箱505内,轴箱505通过绝缘板设置在安装平台上方,砂轮轴503的一端通过绝缘联轴器504与砂轮电主轴501的输出端绝缘且固连,砂轮轴503的另一端安装有砂轮506,所述砂轮506为金属结合剂金刚石砂轮,所述砂轮506与高频脉冲电源的正极电连接,所述的第一主轴3、第二主轴5的砂轮轴503轴线平行且等高。
如图5、6、7所示,所述的第一主轴3、第二主轴5上均设置有在线电解修锐装置11,所述的在线电解修锐装置11包括X轴移动机构、绝缘支架1102、电解负电极1103和电解喷头1104,所述X轴移动机构由安装座1111、导轨1112、直线电机1113和移动板1114构成,安装座1111固定设置在轴箱505的上端,安装座1111上面一端设置有直线电机1113,另一端设置有导轨1112,所述移动板1114由直线电机1113驱动并在导轨1112上运行,所述绝缘支架1102上端与移动板1114固连,下端设置有电解负电极1103,所述电解负电极1103整体为紫铜制成的弧形板,电解负电极1103同轴设置在砂轮轴503的一侧并与高频脉冲电源的负极相连,所述用于喷洒电解液的电解喷头1104穿设在绝缘支架1102下端,电解喷头1104的出口位于电解负电极1103与砂轮506之间。
如图2、4、10、11所示,所述的电火花砂轮整形装置8包括电火花负电极801、电极电主轴802、电火花喷头803,所述的电极电主轴802通过固定支座804安装在第二Y向移动机构605的拖板上,紫铜制成的电火花负电极801安装在电极电主轴802的输出端,电火花负电极801与高频脉冲电源的负极相连接,用以喷洒电火花电解液的电火花喷头803固定设置在电火花负电极801上方。
如图2、3、8、9所示,所述的测量装置4包括Z向位移机构、Z向托板402、光栅尺403、测量支架404和测量头405,所述Z向位移机构由立臂411、平行导轨412、丝杠螺母副413和驱动电机414构成,立臂411一侧面设置有平行导轨412,丝杠螺母副413设置在平行导轨412之间,驱动电机414设置在立臂411顶端并通过减速机构与丝杠螺母副413的丝杠连接,所述Z向托板402与丝杠螺母副413的螺母连接板固连并在平行导轨412上运行,所述测量头405设置在测量支架404上,测量支架404固连在Z向托板402上并位于立臂411朝向X向移动平台6的一侧,光栅尺403的标尺光栅固定设置在立臂411另一侧,光栅尺403的光栅读数头通过连接板与Z向托板402固连。
如图2、4、11所示,所述的电磁无心夹具7通过可水平调整角度的夹具座701设置在第一Y向移动机构604的拖板上,用以驱动无心夹具旋转的电机通过电机座设置在夹具座701上方。
如图2、5、6、7所示,所述的电火花电极修型装置9由底座901、刀架座902、刀架903和车刀904构成,所述底座901设置在第二主轴5的右侧,其下端与安装平台2固连,其上端设置有刀架座902,刀架座902上端面设置有T型槽,刀架903通过T型螺栓安装在刀架座902的T型槽内,所述的刀架903侧面设置用以容纳车刀904的开口槽,开口槽位于刀架903上部的侧壁设有用以夹紧车刀904的紧固螺栓。
本实用新型未详述部分为现有技术。
Claims (5)
1.一种卧式双主轴轴承套圈磨床,包括床身(1)、安装平台(2)、第一主轴(3)、测量装置(4)、第二主轴(5)、X向移动平台(6)、电磁无心夹具(7)、电火花砂轮整形装置(8)和电火花电极修型装置(9),所述的床身(1)上部通过螺栓固定设置有水平的安装平台(2),安装平台(2)上面X轴向一侧设置有X向平行导轨(601),平行导轨(601)之间设置有X向丝杠螺母副(602),所述的X向移动平台(6)设置在平行导轨(601)上并在平行导轨(601)上运行,X向移动平台(6)的下部与X向丝杠螺母副(602)的螺母连接板固连,其特征是:所述的X向移动平台(6)上分别设置有第一Y向移动机构(604)和第二Y向移动机构(605),第一Y向移动机构(604)、第二Y向移动机构(605)上分别设置有Y向拖板,电磁无心夹具(7)通过第一Y向移动机构(604)设置在X向移动平台(6)上部左侧,电火花砂轮整形装置(8)通过第二Y向移动机构(605)设置在X向移动平台(6)上部右侧,用以驱动X向丝杠转动的电机(603)设置在X向丝杠一端的安装平台(2)上,所述的第一主轴(3)、第二主轴(5)、电火花电极修型装置(9)从左到右依次水平设置在安装平台(2)X轴向的另一侧,所述测量装置(4)设置在第一主轴(3)与第二主轴(5)之间,电火花电极修型装置(9)设置在第二主轴(5)右侧;所述的第一主轴(3)、第二主轴(5)均由砂轮电主轴(501)、主轴座(502)、砂轮轴(503)、绝缘联轴器(504)、轴箱(505)构成,其中砂轮电主轴(501)通过主轴座(502)固定安装在安装平台(2)上,与砂轮电主轴(501)同轴的砂轮轴(503)穿设在轴箱(505)内,轴箱(505)通过绝缘板设置在安装平台(2)上方,所述砂轮轴(503)的一端通过绝缘联轴器(504)与砂轮电主轴(501)的输出端绝缘且固连,砂轮轴(503)的另一端安装有砂轮(506),所述砂轮(506)为金属结合剂金刚石砂轮,所述砂轮(506)与高频脉冲电源的正极电连接,所述的第一主轴(3)、第二主轴(5)的砂轮轴(503)轴线平行且等高;
所述的第一主轴(3)、第二主轴(5)上均设置有在线电解修锐装置(11),所述的在线电解修锐装置(11)包括X轴移动机构、绝缘支架(1102)、电解负电极(1103)和电解喷头(1104),所述X轴移动机构由安装座(1111)、导轨(1112)、直线电机(1113)和移动板(1114)构成,安装座(1111)固定设置在轴箱(505)的上端,安装座(1111)上面一端设置有直线电机(1113),另一端设置有导轨(1112),所述移动板(1114)由直线电机(1113)驱动并在导轨(1112)上运行,所述绝缘支架(1102)上端与移动板(1114)固连,下端设置有电解负电极(1103),所述电解负电极(1103)整体为紫铜制成的弧形板,电解负电极(1103)同轴设置在砂轮轴(503)的一侧并与高频脉冲电源的负极相连,用于喷洒电解液的电解喷头(1104)穿设在绝缘支架(1102)下端,电解喷头(1104)的出口位于电解负电极(1103)与砂轮(506)之间。
2.根据权利要求1所述的一种卧式双主轴轴承套圈磨床,其特征是:所述的电火花砂轮整形装置(8)包括电火花负电极(801)、电极电主轴(802)、电火花喷头(803),所述的电极电主轴(802)通过固定支座(804)安装在第二Y向移动机构(605)的拖板上,紫铜制成的电火花负电极(801)安装在电极电主轴(802)的输出端,电火花负电极(801)与脉冲电源的负极相连接,用以喷洒电火花电解液的电火花喷头(803)固定设置在电火花负电极(801)上方。
3.根据权利要求1所述的一种卧式双主轴轴承套圈磨床,其特征是:所述的测量装置(4)包括Z向位移机构、Z向托板(402)、光栅尺(403)、测量支架(404)和测量头(405),所述Z向位移机构由立臂(411)、平行导轨(412)、丝杠螺母副(413)和驱动电机(414)构成,立臂(411)一侧面设置有平行导轨(412),丝杠螺母副(413)设置在平行导轨(412)之间,驱动电机(414)设置在立臂(411)顶端并通过减速机构与丝杠螺母副(413)的丝杠连接,所述Z向托板(402)与丝杠螺母副(413)的螺母连接板固连并在平行导轨(412)上运行,所述测量头(405)设置在测量支架(404)上,测量支架(404)固连在Z向托板(402)上并位于立臂(411)朝向X向移动平台(6)的一侧,光栅尺(403)的标尺光栅固定设置在立臂(411)另一侧,光栅尺(403)的光栅读数头通过连接板与Z向托板(402)固连。
4.根据权利要求1所述的一种卧式双主轴轴承套圈磨床,其特征是:所述的电磁无心夹具(7)通过可水平调整角度的夹具座(701)设置在第一Y向移动机构(604)的拖板上,用以驱动无心夹具旋转的电机通过电机座设置在夹具座(701)上方。
5.根据权利要求1所述的一种卧式双主轴轴承套圈磨床,其特征是:所述的电火花电极修型装置(9)由底座(901)、刀架座(902)、刀架(903)和车刀(904)构成,所述底座(901)设置在第二主轴(5)的右侧,其下端与安装平台(2)固连,其上端设置有刀架座(902),刀架座(902)上端面设置有T型槽,刀架(903)通过T型螺栓安装在刀架座(902)的T型槽内,所述的刀架(903)侧面设置用以容纳车刀(904)的开口槽,开口槽位于刀架(903)上部的侧壁设有用以夹紧车刀(904)的紧固螺栓。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921848090.4U CN210818922U (zh) | 2019-10-30 | 2019-10-30 | 一种卧式双主轴轴承套圈磨床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921848090.4U CN210818922U (zh) | 2019-10-30 | 2019-10-30 | 一种卧式双主轴轴承套圈磨床 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210818922U true CN210818922U (zh) | 2020-06-23 |
Family
ID=71275471
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921848090.4U Active CN210818922U (zh) | 2019-10-30 | 2019-10-30 | 一种卧式双主轴轴承套圈磨床 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210818922U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112917340A (zh) * | 2021-01-16 | 2021-06-08 | 北京工业大学 | 一种基于elid磨削的轴承滚道精准递进精密成形磨削机床 |
| CN113843689A (zh) * | 2021-09-24 | 2021-12-28 | 中国科学院工程热物理研究所 | 一种高速叶尖磨削设备 |
-
2019
- 2019-10-30 CN CN201921848090.4U patent/CN210818922U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112917340A (zh) * | 2021-01-16 | 2021-06-08 | 北京工业大学 | 一种基于elid磨削的轴承滚道精准递进精密成形磨削机床 |
| CN113843689A (zh) * | 2021-09-24 | 2021-12-28 | 中国科学院工程热物理研究所 | 一种高速叶尖磨削设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108500786B (zh) | 一种用于轴承轨道超精密成形磨削加工装置及方法 | |
| CN110666637A (zh) | 一种卧式双主轴轴承套圈磨床 | |
| EP3584035B1 (en) | Universal automatic composite grinding wheel finisher | |
| CN210818922U (zh) | 一种卧式双主轴轴承套圈磨床 | |
| CN213828500U (zh) | 一种多工位研磨机微调机构 | |
| CN109834554B (zh) | 一种新型航空发动机叶片磨床 | |
| CN201872026U (zh) | 一种导轨成形磨床双磨头热伸长非接触测量机构 | |
| CN110666638A (zh) | 一种新型轴承内圈滚道磨床 | |
| CN102059652B (zh) | 导轨成形磨床双磨头热伸长非接触测量机构 | |
| CN210818923U (zh) | 一种轴承套圈滚道磨床的砂轮修整装置 | |
| CN104308298A (zh) | 加工超薄超硬导电材料的高精度数控电解磨削机床 | |
| CN210790405U (zh) | 一种新型轴承内圈滚道磨床 | |
| CN216422106U (zh) | 一种力控补偿装置及五轴数控打磨机 | |
| CN114750005A (zh) | 一种多维超声elid磨削加工轴承内滚道装置 | |
| CN206065592U (zh) | 一种用于小尺寸轴承内环加工的砂轮在位电解修整电极装置 | |
| CN211439305U (zh) | 一种盘式刹车片内外弧边缘倒角磨床 | |
| CN115255528A (zh) | 一种切入式圆柱滚子电解超精机及加工方法 | |
| CN212794504U (zh) | 一种多工位球面滚子外径超精研机 | |
| CN114871947A (zh) | 一种磨削砂轮的磨损检测与在位修整装置 | |
| CN210307196U (zh) | 轴承滚动体磨削装置 | |
| CN109719592B (zh) | 笔芯自动研磨装置 | |
| CN203141120U (zh) | 刀具棒料加工二维可调支撑器 | |
| CN110625482A (zh) | 一种轴承套圈滚道磨床的砂轮修整装置 | |
| CN111716220A (zh) | 一种托架轴承主轴复合磨削装置 | |
| CN201559102U (zh) | 一种数控单晶硅、多晶硅专用平面磨床 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |