CN114750005A - 一种多维超声elid磨削加工轴承内滚道装置 - Google Patents
一种多维超声elid磨削加工轴承内滚道装置 Download PDFInfo
- Publication number
- CN114750005A CN114750005A CN202210365473.6A CN202210365473A CN114750005A CN 114750005 A CN114750005 A CN 114750005A CN 202210365473 A CN202210365473 A CN 202210365473A CN 114750005 A CN114750005 A CN 114750005A
- Authority
- CN
- China
- Prior art keywords
- axis
- horizontal
- ultrasonic
- wireless transmission
- bearing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
- B24B1/04—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes subjecting the grinding or polishing tools, the abrading or polishing medium or work to vibration, e.g. grinding with ultrasonic frequency
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B53/00—Devices or means for dressing or conditioning abrasive surfaces
- B24B53/06—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels
- B24B53/07—Devices or means for dressing or conditioning abrasive surfaces of profiled abrasive wheels by means of forming tools having a shape complementary to that to be produced, e.g. blocks, profile rolls
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25F—PROCESSES FOR THE ELECTROLYTIC REMOVAL OF MATERIALS FROM OBJECTS; APPARATUS THEREFOR
- C25F3/00—Electrolytic etching or polishing
- C25F3/02—Etching
Abstract
一种多维超声ELID磨削加工轴承内滚道装置,包括刀具超声部分、ELID修整部分、工件超声部分、工件夹持部分和成型砂轮;刀具超声部分通过刀柄与机床主轴相连接,机床主轴垂直向下设置,成型砂轮固定设在刀具超声部分下端,实现在成型砂轮上附加超声振动;ELID修整部分的两个电极分别与成型砂轮的中心和圆周边缘连接,实现对成型砂轮的在线电解修整;工件超声部分固定在机床工作台上,工件夹持部分设置在工件超声部分上,实现对工件超声振动的附加。本发明可完成对轴承内滚道的精密磨削,同时通过刀具和工件多维超声作用的附加,可使工件的加工效率和加工质量得到较大的提高,从而实现精密轴承内滚道的超磨削加工。
Description
技术领域
本发明属于轴承强化加工技术领域,具体涉及一种多维超声ELID磨削加工轴承内滚道装置。
背景技术
高精密轴承在航空航天发动机、高精密机床、高速铁路、高精密仪器仪表等的正常运行中起着重要的作用。轴承套圈沟道是轴承的工作面,其形状精度和表面质量影响轴承的精度、使用寿命、振动等性能。目前轴承套圈沟道的加工工序主要是成形磨削,轴承套圈沟道成形磨削加工成为高精密轴承加工的有效途径,但成形磨削表面质量低,且在加工过程中产生的磨削热不易降低,磨屑易刮花砂轮和工件表面,造成砂轮堵塞、磨削质量下降。同时,加工工况恶劣,受到高应力、高速、高温等多因素共同作用,轴承内外圈滚道与滚动体的相对运动发生磨损、接触疲劳失效的风险较高。因此,提高轴承沟道成形磨削的表面质量、加工效率,解决砂轮在线修整,并对轴承内外圈滚道进行强化提高其疲劳寿命成为髙精密轴承加工中亟待解决的问题。
ELID磨削加工表面质量髙,利用ELID成形磨削可以有效应对多品种、小批量的高精密轴承套圈沟道成形磨削表面,实现了砂轮的在线修整,降低高精度轴承的制造成本,但加工效率较低,也不能实现轴承内外圈滚道的强化以提高其疲劳寿命。
现有的表面强化技术,如喷丸、喷砂或者超声喷丸等,强化层的深度有限并且使轴承滚道工作表面粗糙度较高,为了保证轴承工作表面粗糙度,需要对喷丸、喷砂表面进行磨削或研磨加工,这使得强化层被去除而失去了强化作用。研究发现,超声辅助磨削能够提高加工效率和加工质量,且附加的空化效应能够实现细微处的超声清洗。
因此,如何将多维超声振动作用与ELID电解作用相结合,取长补短,从而实现优势互补,这是一个亟需解决的技术问题。
发明内容
本发明为了解决现有技术中的不足之处,提供一种加工效率高、在磨削同时对砂轮进行ELID电解修整、加工精度高的多维超声ELID磨削加工轴承内滚道装置。
为解决上述技术问题,本发明采用如下技术方案:一种多维超声ELID磨削加工轴承内滚道装置,包括刀具超声部分、ELID修整部分、工件超声部分、工件夹持部分和成型砂轮;刀具超声部分通过刀柄与机床主轴相连接,机床主轴垂直向下设置,成型砂轮固定设在刀具超声部分下端,实现在成型砂轮上附加超声振动;ELID修整部分的两个电极分别与成型砂轮的中心和圆周边缘电连接,实现对成型砂轮的在线电解修整;工件超声部分固定在机床工作台上,工件夹持部分设置在工件超声部分上,实现对工件超声振动的附加。
刀具超声部分包括固定筒、Z轴超声波发生器、Z轴无线传输上盘组件、Z轴无线传输下盘组件、Z轴换能器和Z轴变幅杆,固定筒下端开口,固定筒上端与刀柄下端同轴线固定连接,Z轴无线传输上盘组件和Z轴无线传输下盘组件均套设在固定筒外部,Z轴无线传输上盘组件下侧面与Z轴无线传输下盘组件上侧面之间具有平面间隙,Z轴无线传输上盘组件上端与机床主轴的固定部连接,Z轴无线传输下盘组件内圆与固定筒外圆固定连接,Z轴变幅杆与机床主轴同轴线设置,Z轴变幅杆上端一体设有法兰盘,法兰盘通过螺钉与固定筒下端连接,Z轴换能器设置在法兰盘上表面并位于固定筒内,换能器通过上连接螺栓与法兰盘、Z轴变幅杆连接,Z轴超声波发生器通过第一导线与Z轴无线传输上盘组件连接,Z轴无线传输下盘组件通过径向穿过固定筒的第二导线与Z轴换能器连接,Z轴变幅杆下端通过下连接螺栓与成型砂轮固定连接。
工件超声部分包括固定架、驱动电机、下轴承座、上轴承座、驱动轴、水平超声波发生器、水平无线传输上盘组件、水平无线传输下盘组件、水平托盘、X轴换能器、X轴法兰支架、X轴变幅杆、Y轴换能器、Y轴法兰支架和Y轴变幅杆;
固定架、驱动电机和下轴承座设置在机床工作台上,上轴承座设置在固定架上,上轴承座和下轴承座上下对应设置,驱动轴下端转动连接在下轴承座内,驱动轴上端穿过上轴承座与水平托盘底面中心固定连接,驱动电机通过传动带与驱动轴传动连接,水平无线传输下盘组件固定设在固定架顶部,水平无线传输上盘组件固定设在水平托盘底面,水平无线传输下盘组件和水平无线传输上盘组件之间具有水平间隙,X轴法兰支架和Y轴法兰支架均固定设在水平托盘上表面,X轴换能器和X轴变幅杆均安装在X轴法兰支架上,Y轴换能器和Y轴变幅杆均安装在Y轴法兰支架上,X轴变幅杆和Y轴变幅杆的中心线垂直,工件夹持部分设在在水平托盘上方,工件夹持部分通过双头螺栓分别与X轴变幅杆和Y轴变幅杆的较细端连接;
水平超声波发生器通过第三导线与水平无线传输下盘组件连接,水平无线传输上盘组件通过第四导线与X轴换能器连接,水平无线传输上盘组件通过第五导线与Y轴换能器连接。
工件夹持部分包括圆形的水平托板,水平托板上设有轴承圈夹具,轴承工件的外圈夹持在轴承圈夹具内。
固定架顶部中心设有安装槽,水平无线传输下盘组件设置在安装槽内,水平无线传输下盘组件上表面与固定架顶部齐平。
ELID修整部分包括ELID电源、电极连接吊架、阳极碳刷和阴极铜极,阳极碳刷和阴极铜极分别固定设在电极连接吊架上,阳极碳刷与Z轴变幅杆外圆滑动接触,阴极铜极伸入到轴承工件内部并与成型砂轮外圆具有一定间隙,ELID电源通过第六导线与阳极碳刷连接,ELID电源通过第七导线与阴极铜极连接。
电极连接吊架包括上水平杆、竖向固定管、竖向伸缩管、阳极水平连接管、阴极水平连接管和阴极竖向连接管,上水平杆一端固定连接在机床主轴的固定部,上水平杆底部沿长度方向设有导轨,竖向固定管上端设有沿导轨滑动的滑块,竖向伸缩管上部插设在竖向固定管内并通过顶丝定位,阳极水平连接管位于阴极水平连接管上方,阳极水平连接管一端通过上连接管夹与竖向伸缩管连接,阳极碳刷固定设在阳极水平连接管另一端,竖向伸缩管下端与阴极水平连接管一端垂直连接,阴极水平连接管另一端通过下连接管夹及调节螺母与阴极竖向连接管上端连接,阴极铜极固定设在阴极竖向连接管下端。
竖向固定杆上设有用于驱动竖向固定杆上端的滑块沿上水平杆底部导轨移动的手柄。
第六导线穿过阳极水平连接管与阳极碳刷连接,第七导线依次穿过阴极水平连接管、阴极竖向连接管与阴极铜极连接。
采用上述技术方案,本发明在对轴承内滚道(圆环形)进行磨削加工作业的具体过程为:将轴承工件的外圈放置到水平托板上的轴承圈夹具内,轴承圈夹具可采用气动夹紧机构,轴承圈夹具将轴承工件夹紧后,启动机床、驱动电机、水平超声波发生器、Z轴超声波发生器和ELID电源,机床主轴依次带动刀柄、固定筒、Z轴无线传输下盘组件、Z轴变幅杆和成型砂轮高速旋转,Z轴无线传输上盘组件固定不动,Z轴无线传输下盘组件将超声高频电能通过电磁感应原理,转换到高速旋转运动的刀柄内的Z轴换能器上,Z轴换能器将接收到的超声高频电能转化成超声高频机械振动,再通过上连接螺栓螺纹连接的Z轴变幅杆,将超声振动扩大和传递到安装在Z轴变幅杆下端的成型砂轮。成型砂轮伸入到轴承工件内对轴承工件内滚道进行超声磨削加工。与此同时,驱动电机带动驱动轴旋转,驱动轴带动水平托盘和水平无线传输上盘组件旋转,设在在水平托盘上X轴换能器、X轴法兰支架、X轴变幅杆、Y轴换能器、Y轴法兰支架和Y轴变幅杆也随着旋转,水平设在X轴变幅杆和Y轴变幅杆上的水平托板、轴承圈夹具和轴承工件也随着旋转,水平无线传输上盘组件在旋转时将超声高频电能通过电磁感应原理,转换到高速旋转运动的X轴换能器和Y轴换能器上,X轴换能器和Y轴换能器将接收到的超声高频电能转化成超声高频机械振动,再通过X轴变幅杆和Y轴变幅杆,将超声振动扩大和传递到安装在水平托板和轴承工件上,从而使工件旋转时也产生辅助二维超声振动,与成型砂轮的Z轴超声振动形成三维超声,从而提高了磨削精度。
在磨削作业的同时,控制手柄可移动竖向固定管沿上水平杆底部的导轨水平移动,以达到阳极碳刷与Z轴变幅杆外圆滑动接触,阴极铜极伸入到轴承工件内部并与成型砂轮外圆具有一定间隙。通过调节,竖向伸缩管在竖向固定管内的尺寸,并通过顶丝将竖向伸缩管固定,以调节阴极铜极的高度与成型砂轮高度保持一致。调节螺母可用于微调阴极竖向连接管(阴极铜极)的径向位置以更好使阴极铜极与成型砂轮具有一定的间隙。Z轴变幅杆与成型砂轮基体均为导电材料,且成型砂轮为铸铁结合剂金刚石砂轮,因此成型砂轮连接ELID电源正极,阴极铜极连接ELID电源为负极,当ELID电源通电时,成型砂轮与阴极铜极发生电解反应,保证成型砂轮的在线电解修整。
本发明考虑到轴承内外圈滚道的加工要求,提出了一种多维超声ELID磨削加工轴承内滚道装置,将多维超声振动作用与ELID电解作用相结合,取长补短,从而实现优势互补。一方面,ELID电解作用实现了砂轮的在线修整,保证了加工过程中砂轮上磨粒的锋利和等高性;一方面,多维超声作用的附加,不仅实现了对工件表面的超声强化提高其疲劳寿命,而且超声空化效应,可以对磨削过程中狭小缝隙处的磨屑、电解质等粘结物实现清晰作用,保证加工过程的稳定、高质、高效进行。本发明不仅可以实现成型砂轮的在线电解修整,而且可以组合多种方式下的超声ELID复合磨削系统。
综上所述,本发明具有结构设计合理、使用方便等优点,通过一次装夹、磨削,便可实现对精密轴承内滚道的多维超声磨削和ELID电解修整,节约了加工换刀时间、提高了加工精度和加工质量,确保了精密轴承内滚道的加工效率、加工精度和加工质量。本发明可完成对轴承内滚道的精密磨削,同时通过刀具和工件多维超声作用的附加,可使工件的加工效率和加工质量得到较大的提高,从而实现精密轴承内滚道的超磨削加工。本发明结构除了在机床上立式放置外,还可以卧式放置,均在保护范围内。
附图说明
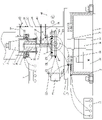
图1是本发明装置的结构示意图;
图2是图1中工件超声部分的俯视图。
具体实施方式
如图1和图2所示,本发明的一种多维超声ELID磨削加工轴承内滚道装置,包括刀具超声部分、ELID修整部分、工件超声部分、工件夹持部分和成型砂轮1;刀具超声部分通过刀柄3与机床主轴4相连接,机床主轴4垂直向下设置,成型砂轮1固定设在刀具超声部分下端,实现在成型砂轮1上附加超声振动;ELID修整部分的两个电极分别与成型砂轮1的中心和圆周边缘电连接,实现对成型砂轮1的在线电解修整;工件超声部分固定在机床工作台5上,工件夹持部分设置在工件超声部分上,实现对工件超声振动的附加。
刀具超声部分包括固定筒6、Z轴超声波发生器7、Z轴无线传输上盘组件8、Z轴无线传输下盘组件9、Z轴换能器10和Z轴变幅杆11,固定筒6下端开口,固定筒6上端与刀柄3下端同轴线固定连接,Z轴无线传输上盘组件8和Z轴无线传输下盘组件9均套设在固定筒6外部,Z轴无线传输上盘组件8下侧面与Z轴无线传输下盘组件9上侧面之间具有平面间隙,Z轴无线传输上盘组件8上端与机床主轴4的固定部连接,Z轴无线传输下盘组件9内圆与固定筒6外圆固定连接,Z轴变幅杆11与机床主轴4同轴线设置,Z轴变幅杆11上端一体设有法兰盘12,法兰盘12通过螺钉与固定筒6下端连接,Z轴换能器10设置在法兰盘12上表面并位于固定筒6内,换能器通过上连接螺栓与法兰盘12、Z轴变幅杆11连接,Z轴超声波发生器7通过第一导线与Z轴无线传输上盘组件8连接,Z轴无线传输下盘组件9通过径向穿过固定筒6的第二导线与Z轴换能器10连接,Z轴变幅杆11下端通过下连接螺栓与成型砂轮1固定连接。
工件超声部分包括固定架2、驱动电机13、下轴承座14、上轴承座15、驱动轴16、水平超声波发生器17、水平无线传输上盘组件18、水平无线传输下盘组件19、水平托盘20、X轴换能器21、X轴法兰支架22、X轴变幅杆23、Y轴换能器24、Y轴法兰支架25和Y轴变幅杆26;
固定架2、驱动电机13和下轴承座14设置在机床工作台5上,上轴承座15设置在固定架2上,上轴承座15和下轴承座14上下对应设置,驱动轴16下端转动连接在下轴承座14内,驱动轴16上端穿过上轴承座15与水平托盘20底面中心固定连接,驱动电机13通过传动带与驱动轴16传动连接,水平无线传输下盘组件19固定设在固定架2顶部,水平无线传输上盘组件18固定设在水平托盘20底面,水平无线传输下盘组件19和水平无线传输上盘组件18之间具有水平间隙,X轴法兰支架22和Y轴法兰支架25均固定设在水平托盘20上表面,X轴换能器21和X轴变幅杆23均安装在X轴法兰支架22上,Y轴换能器24和Y轴变幅杆26均安装在Y轴法兰支架25上,X轴变幅杆23和Y轴变幅杆26的中心线垂直,工件夹持部分设在在水平托盘20上方,工件夹持部分通过双头螺栓分别与X轴变幅杆23和Y轴变幅杆26的较细端连接;
水平超声波发生器17通过第三导线与水平无线传输下盘组件19连接,水平无线传输上盘组件18通过第四导线与X轴换能器21连接,水平无线传输上盘组件18通过第五导线与Y轴换能器24连接。
工件夹持部分包括圆形的水平托板27,水平托板27上设有轴承圈夹具28,轴承工件29的外圈夹持在轴承圈夹具28内。
固定架2顶部中心设有安装槽,水平无线传输下盘组件19设置在安装槽内,水平无线传输下盘组件19上表面与固定架2顶部齐平。
ELID修整部分包括ELID电源44、电极连接吊架、阳极碳刷30和阴极铜极31,阳极碳刷30和阴极铜极31分别固定设在电极连接吊架上,阳极碳刷30与Z轴变幅杆11外圆滑动接触,阴极铜极31伸入到轴承工件29内部并与成型砂轮1外圆具有一定间隙,ELID电源44通过第六导线与阳极碳刷30连接,ELID电源44通过第七导线与阴极铜极31连接。
电极连接吊架包括上水平杆32、竖向固定管33、竖向伸缩管34、阳极水平连接管35、阴极水平连接管36和阴极竖向连接管37,上水平杆32一端固定连接在机床主轴4的固定部,上水平杆32底部沿长度方向设有导轨,竖向固定管33上端设有沿导轨滑动的滑块38,竖向伸缩管34上部插设在竖向固定管33内并通过顶丝39定位,阳极水平连接管35位于阴极水平连接管36上方,阳极水平连接管35一端通过上连接管夹40与竖向伸缩管34连接,阳极碳刷30固定设在阳极水平连接管35另一端,竖向伸缩管34下端与阴极水平连接管36一端垂直连接,阴极水平连接管36另一端通过下连接管夹41及调节螺母42与阴极竖向连接管37上端连接,阴极铜极31固定设在阴极竖向连接管37下端。
竖向固定杆上设有用于驱动竖向固定杆上端的滑块38沿上水平杆32底部导轨移动的手柄43。
第六导线穿过阳极水平连接管35与阳极碳刷30连接,第七导线依次穿过阴极水平连接管36、阴极竖向连接管37与阴极铜极31连接。
本发明在对轴承内滚道(圆环形)进行磨削加工作业的具体过程为:将轴承工件29的外圈放置到水平托板27上的轴承圈夹具28内,轴承圈夹具28可采用气动夹紧机构,轴承圈夹具28将轴承工件29夹紧后,启动机床、驱动电机13、水平超声波发生器17、Z轴超声波发生器7和ELID电源44,机床主轴4依次带动刀柄3、固定筒6、Z轴无线传输下盘组件、Z轴变幅杆11和成型砂轮1高速旋转,Z轴无线传输上盘组件8固定不动,Z轴无线传输下盘组件9将超声高频电能通过电磁感应原理,转换到高速旋转运动的刀柄3内的Z轴换能器10上,Z轴换能器10将接收到的超声高频电能转化成超声高频机械振动,再通过上连接螺栓螺纹连接的Z轴变幅杆11,将超声振动扩大和传递到安装在Z轴变幅杆11下端的成型砂轮1。成型砂轮1伸入到轴承工件29内对轴承工件29内滚道进行超声磨削加工。与此同时,驱动电机13带动驱动轴16旋转,驱动轴16带动水平托盘20和水平无线传输上盘组件18旋转,设在在水平托盘20上X轴换能器21、X轴法兰支架22、X轴变幅杆23、Y轴换能器24、Y轴法兰支架25和Y轴变幅杆26也随着旋转,水平设在X轴变幅杆23和Y轴变幅杆26上的水平托板27、轴承圈夹具28和轴承工件29也随着旋转,水平无线传输上盘组件18在旋转时将超声高频电能通过电磁感应原理,转换到高速旋转运动的X轴换能器21和Y轴换能器24上,X轴换能器21和Y轴换能器24将接收到的超声高频电能转化成超声高频机械振动,再通过X轴变幅杆23和Y轴变幅杆26,将超声振动扩大和传递到安装在水平托板27和轴承工件29上,从而使工件旋转时也产生辅助二维超声振动,与成型砂轮1的Z轴超声振动形成三维超声,从而提高了磨削精度。
在磨削作业的同时,控制手柄43可移动竖向固定管33沿上水平杆32底部的导轨水平移动,以达到阳极碳刷30与Z轴变幅杆11外圆滑动接触,阴极铜极31伸入到轴承工件29内部并与成型砂轮1外圆具有一定间隙。通过调节,竖向伸缩管34在竖向固定管33内的尺寸,并通过顶丝39将竖向伸缩管34固定,以调节阴极铜极31的高度与成型砂轮1高度保持一致。调节螺母42可用于微调阴极竖向连接管37(阴极铜极31)的径向位置以更好使阴极铜极31与成型砂轮1具有一定的间隙。Z轴变幅杆11与成型砂轮1基体均为导电材料,且成型砂轮1为铸铁结合剂金刚石砂轮,因此成型砂轮1连接ELID电源44正极,阴极铜极31连接ELID电源44为负极,当ELID电源44通电时,成型砂轮1与阴极铜极31发生电解反应,保证成型砂轮1的在线电解修整。
本发明不仅可以实现成型砂轮1的在线电解修整,而且可以组合多种方式下的超声ELID复合磨削系统,具体工作方式如下表所示:
表 1 不同超声ELID复合磨削系统

本实施例并非对本发明的形状、材料、结构等作任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本发明技术方案的保护范围。
Claims (9)
1.一种多维超声ELID磨削加工轴承内滚道装置,其特征在于:包括刀具超声部分、ELID修整部分、工件超声部分、工件夹持部分和成型砂轮;刀具超声部分通过刀柄与机床主轴相连接,机床主轴垂直向下设置,成型砂轮固定设在刀具超声部分下端,实现在成型砂轮上附加超声振动;ELID修整部分的两个电极分别与成型砂轮的中心和圆周边缘电连接,实现对成型砂轮的在线电解修整;工件超声部分固定在机床工作台上,工件夹持部分设置在工件超声部分上,实现对工件超声振动的附加。
2.根据权利要求1所述的一种多维超声ELID磨削加工轴承内滚道装置,其特征在于:刀具超声部分包括固定筒、Z轴超声波发生器、Z轴无线传输上盘组件、Z轴无线传输下盘组件、Z轴换能器和Z轴变幅杆,固定筒下端开口,固定筒上端与刀柄下端同轴线固定连接,Z轴无线传输上盘组件和Z轴无线传输下盘组件均套设在固定筒外部,Z轴无线传输上盘组件下侧面与Z轴无线传输下盘组件上侧面之间具有平面间隙,Z轴无线传输上盘组件上端与机床主轴的固定部连接,Z轴无线传输下盘组件内圆与固定筒外圆固定连接,Z轴变幅杆与机床主轴同轴线设置,Z轴变幅杆上端一体设有法兰盘,法兰盘通过螺钉与固定筒下端连接,Z轴换能器设置在法兰盘上表面并位于固定筒内,换能器通过上连接螺栓与法兰盘、Z轴变幅杆连接,Z轴超声波发生器通过第一导线与Z轴无线传输上盘组件连接,Z轴无线传输下盘组件通过径向穿过固定筒的第二导线与Z轴换能器连接,Z轴变幅杆下端通过下连接螺栓与成型砂轮固定连接。
3.根据权利要求1或2所述的一种多维超声ELID磨削加工轴承内滚道装置,其特征在于:工件超声部分包括固定架、驱动电机、下轴承座、上轴承座、驱动轴、水平超声波发生器、水平无线传输上盘组件、水平无线传输下盘组件、水平托盘、X轴换能器、X轴法兰支架、X轴变幅杆、Y轴换能器、Y轴法兰支架和Y轴变幅杆;
固定架、驱动电机和下轴承座设置在机床工作台上,上轴承座设置在固定架上,上轴承座和下轴承座上下对应设置,驱动轴下端转动连接在下轴承座内,驱动轴上端穿过上轴承座与水平托盘底面中心固定连接,驱动电机通过传动带与驱动轴传动连接,水平无线传输下盘组件固定设在固定架顶部,水平无线传输上盘组件固定设在水平托盘底面,水平无线传输下盘组件和水平无线传输上盘组件之间具有水平间隙,X轴法兰支架和Y轴法兰支架均固定设在水平托盘上表面,X轴换能器和X轴变幅杆均安装在X轴法兰支架上,Y轴换能器和Y轴变幅杆均安装在Y轴法兰支架上,X轴变幅杆和Y轴变幅杆的中心线垂直,工件夹持部分设在在水平托盘上方,工件夹持部分通过双头螺栓分别与X轴变幅杆和Y轴变幅杆的较细端连接;
水平超声波发生器通过第三导线与水平无线传输下盘组件连接,水平无线传输上盘组件通过第四导线与X轴换能器连接,水平无线传输上盘组件通过第五导线与Y轴换能器连接。
4.根据权利要求3所述的一种多维超声ELID磨削加工轴承内滚道装置,其特征在于:工件夹持部分包括圆形的水平托板,水平托板上设有轴承圈夹具,轴承工件的外圈夹持在轴承圈夹具内。
5.根据权利要求3所述的一种多维超声ELID磨削加工轴承内滚道装置,其特征在于:固定架顶部中心设有安装槽,水平无线传输下盘组件设置在安装槽内,水平无线传输下盘组件上表面与固定架顶部齐平。
6.根据权利要求4所述的一种多维超声ELID磨削加工轴承内滚道装置,其特征在于:ELID修整部分包括ELID电源、电极连接吊架、阳极碳刷和阴极铜极,阳极碳刷和阴极铜极分别固定设在电极连接吊架上,阳极碳刷与Z轴变幅杆外圆滑动接触,阴极铜极伸入到轴承工件内部并与成型砂轮外圆具有一定间隙,ELID电源通过第六导线与阳极碳刷连接,ELID电源通过第七导线与阴极铜极连接。
7.根据权利要求6所述的一种多维超声ELID磨削加工轴承内滚道装置,其特征在于:电极连接吊架包括上水平杆、竖向固定管、竖向伸缩管、阳极水平连接管、阴极水平连接管和阴极竖向连接管,上水平杆一端固定连接在机床主轴的固定部,上水平杆底部沿长度方向设有导轨,竖向固定管上端设有沿导轨滑动的滑块,竖向伸缩管上部插设在竖向固定管内并通过顶丝定位,阳极水平连接管位于阴极水平连接管上方,阳极水平连接管一端通过上连接管夹与竖向伸缩管连接,阳极碳刷固定设在阳极水平连接管另一端,竖向伸缩管下端与阴极水平连接管一端垂直连接,阴极水平连接管另一端通过下连接管夹与阴极竖向连接管上端连接,阴极铜极固定设在阴极竖向连接管下端。
8.根据权利要求7所述的一种多维超声ELID磨削加工轴承内滚道装置,其特征在于:竖向固定杆上设有用于驱动竖向固定杆上端的滑块沿上水平杆底部导轨移动的手柄。
9.根据权利要求7所述的一种多维超声ELID磨削加工轴承内滚道装置,其特征在于:第六导线穿过阳极水平连接管与阳极碳刷连接,第七导线依次穿过阴极水平连接管、阴极竖向连接管与阴极铜极连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210365473.6A CN114750005A (zh) | 2022-04-08 | 2022-04-08 | 一种多维超声elid磨削加工轴承内滚道装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210365473.6A CN114750005A (zh) | 2022-04-08 | 2022-04-08 | 一种多维超声elid磨削加工轴承内滚道装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114750005A true CN114750005A (zh) | 2022-07-15 |
Family
ID=82329499
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210365473.6A Pending CN114750005A (zh) | 2022-04-08 | 2022-04-08 | 一种多维超声elid磨削加工轴承内滚道装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114750005A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115365995A (zh) * | 2022-07-29 | 2022-11-22 | 大连理工大学 | 一种大尺寸石英坩埚非圆曲面化学机械磨抛一体化装备 |
-
2022
- 2022-04-08 CN CN202210365473.6A patent/CN114750005A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115365995A (zh) * | 2022-07-29 | 2022-11-22 | 大连理工大学 | 一种大尺寸石英坩埚非圆曲面化学机械磨抛一体化装备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN205363430U (zh) | 一种适用于合金管光整加工的电化学磁力研磨机 | |
| CN107363691B (zh) | 一种利用自制磨床实现调心滚子两端面同时磨削的方法 | |
| CN110465711B (zh) | 一种超声波增强电化学磨削装置 | |
| CN105643029A (zh) | 一种电化学磁力研磨光整加工合金管的方法及装置 | |
| CN107953203B (zh) | 一种用于精磨螺旋槽的装置及工艺 | |
| CN110695775A (zh) | 一种超声研磨双面板类零件的装置及工艺 | |
| CN203460062U (zh) | 数控内圆磨床金刚石砂轮在线修整装置 | |
| CN114750005A (zh) | 一种多维超声elid磨削加工轴承内滚道装置 | |
| CN212192376U (zh) | 一种基于cbn砂轮的丝锥外圆磨床 | |
| CN109202706B (zh) | 一种具有在线电解修整功能的磨头 | |
| CN110666637A (zh) | 一种卧式双主轴轴承套圈磨床 | |
| CN109129038B (zh) | 复合砂轮粗加工与超声辅助精加工的成形机床及控制方法 | |
| CN105619271B (zh) | 一种切割砂轮内孔加工方法 | |
| CN210818922U (zh) | 一种卧式双主轴轴承套圈磨床 | |
| CN112264844B (zh) | 一种超声振动圆柱形疲劳试样整体式轴向纹理研磨机 | |
| CN104308298B (zh) | 加工超薄超硬导电材料的高精度数控电解磨削机床 | |
| CN104786110A (zh) | 一种面向微型轴承内圆精加工的轴向超声振动高速磨削装置 | |
| CN110666638A (zh) | 一种新型轴承内圈滚道磨床 | |
| CN110744448A (zh) | 陶瓷圆柱滚子贯穿式无心磨削加工方法及装置 | |
| CN102672290A (zh) | 硬质合金刀具刃口的电化学-机械复合钝化方法 | |
| CN215510577U (zh) | 一种平面磨床用铁基砂轮在位精密成型修形装置 | |
| CN210307196U (zh) | 轴承滚动体磨削装置 | |
| CN211277656U (zh) | 一种超声研磨双面板类零件的装置 | |
| CN211163521U (zh) | 陶瓷圆柱滚子贯穿式无心磨削加工装置 | |
| CN209579107U (zh) | 一种模具研磨抛光装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |