CN210793818U - 自动制袋与包装的装置 - Google Patents
自动制袋与包装的装置 Download PDFInfo
- Publication number
- CN210793818U CN210793818U CN201921437890.7U CN201921437890U CN210793818U CN 210793818 U CN210793818 U CN 210793818U CN 201921437890 U CN201921437890 U CN 201921437890U CN 210793818 U CN210793818 U CN 210793818U
- Authority
- CN
- China
- Prior art keywords
- bag
- bags
- packaging
- sealing
- moving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







































Abstract
本实用新型提供一种自动制袋与包装的装置,是包括一导袋定位装置将欲包装的整叠袋子导入定位后,由一移袋包装装置将整叠袋子移送至包装处,同时设一供给制成包装袋的袋料的供料装置,并由制袋移套装置将袋料制成包装袋后,再移送至包装处将整叠袋子套入包装袋内,然后通过一呈横向移动设置的成品移送装置,将其夹持移送至一压实封口装置处,对入袋后整叠袋子进行压实与封口,接着同样由成品移送装置把完成包装封口的整叠袋子,再移送至预定处进行后续的处理,故令整体设备的高度不但可以降低,又让整叠袋子可进行对折或不对折的不同包装方式,同时也令入袋的整叠袋子先行压实后而利于封口作业的进行。
Description
技术领域
本实用新型所涉及的是将自动制袋包装的设备改为横卧式设计外,更让设备可以同时适用于对折与不对折的袋子进行自动包装的作业。
背景技术
先前如中国台湾公告的第418830号专利实用新型,是将叠合订本的袋子经过冲剪成背心袋后,令背心袋被对折而夹送至一输送带上,进而输送至末端而由人工作业方式,再将对折的背心袋装入预先制好的包装袋中,然后再把该包装袋的袋口以小型的封口机封合而装箱;虽然预先对折的背心袋,方便作业者拿后而直接装入包装袋内,可避免背心袋对折的麻烦,但包装袋必须另外预先制作,而包装作业仍是使用人力,影响了作业效率与人力的成本。
因此,乃有如中国台湾公告第M437818号的专利实用新型,目的是改善上述包装袋必须预先制作、以及必须依靠人力包装的问题,其主要是在一机台上架设有夹袋机构、承接机构、顶出机构、送膜机构、夹膜机构及封切机构,其中该夹袋机构为利用夹具对应夹取叠装的塑胶袋,且与承接机构相对行径运动,以让塑胶袋能放置在承接机构中定位,接续以顶出机构将位于承接机构上的塑胶袋往上顶出且呈对折状,同时包装膜料经由送膜机构导入且撑张位于顶出机构上方,再凭借夹膜机构夹取包装膜料套设于被顶出的塑胶袋外部,再让封切机构夹固包装膜料与塑胶袋而进行上下封口与切断包装膜料;如此让塑胶袋的包装过程可一贯作业,达到制袋与包装作业自动化的目的。
不过,上述的自动制袋与包装的装置,除了夹袋机构、承接机构的增设,该整体的设备庞大化与复杂化,增加故障率与维护上的麻烦外,更当包装完成后的成品向下掉落后,却没有更进一步的妥善处理,导致成品无所适从,徒有制袋包装的功能。
此外,当送膜机构将袋料的袋口两侧夹住而向下拉出后,该袋口并非能够保持完全张开的状态、以及合适的开口大小,导致对折后蓬松的袋子,可能无法保证能够顺利的装入袋料内,造成对折的袋子装入袋料内时常发生困难而中断,进而严重影响包装作业的进行、甚至连带影响连结的制袋机的制袋作业。
是以,为了改善前述现有自动包装设备等问题,于是有申请人开发申请的中国台湾第104217354、104209787、103220186号等的袋子对折的包装设备,但它们都是呈立式的设计,设备整体较为高耸,不但组装与维护较为麻烦外,更在包装过程中操作者欲进行故障排除时,高处的装置在执行时也较为不易。
同时制袋机制好的整叠袋子是通过对折移送单元,将其对折后再移送入夹袋移送单元制成的袋子里,进行后续的封口包装,不过若是欲包装的袋子不需对折时,该对折移送单元就无法适用,进而造成无法进行包装的作业;此外,在整叠袋子入袋欲进行封口时,该入袋的整叠袋子因无进行压实而过于蓬松,若包装的袋子过短时,可能会造成封口的不易,抑或包装后的成品因过于蓬松,可导致后续处理作业的麻烦。
实用新型内容
于是,为了改善前述已知设备过高不易操作与维护、以及无法适用于不需对折的袋子进行包装等问题,本实用新型即采用令成品移送装置呈卧式横向夹送的设计,而夹袋移送单元也呈横向包装,使能降低设备的高度而利于操作与维护外,同时也令对原本的折移送单元改为一升降的移袋包装装置,通过移袋包装装置让欲进行包装的整叠袋子,可以对折或不对折的套入包装袋内,并将入袋的整叠袋子压实后再进行封口,进而获得适用性更好、包装效果更佳的包装装置。
本实用新型解决其技术问题所采用的技术方案是:包括一设于机体右侧供给制成包装袋的袋料的供料装置、一设于机体中间将供给的袋料制成包装袋后并移送套袋包装的制袋移套装置、一设于机体左侧边将欲包装的整叠袋子导入定位的导袋定位装置、一设于机体左侧内将欲包装的整叠袋子移送至包装处的移袋包装装置、一设于机体上方将入袋的整叠袋子压实后封口的压实封口装置、以及一设于机体上方而前后移动将入袋的整叠袋子移送进行压实封口与移放成品的成品移送装置;该供料装置是包括一供承放袋料的料架,令袋料依序穿绕的一预留较短袋料拉送的第一袋料预留导杆与一预留更长袋料拉送的第二袋料预留导杆,接着再设供袋料穿过而能压住袋料的压袋止动部件,以及一将完成制袋后的袋料拉回的袋料退缩部件;该制袋移套装置是包括一令穿入的袋料保持张口的袋料张口单元,该袋料张口单元又包括一令袋料穿于其间的两滚轮与倚设于两滚轮之间而容纳在袋料内令袋口撑开的袋料张口部件,又在袋料张口单元上方设一能由袋料张单元处夹持向上拉送袋料至预定长度的夹袋移送单元,并在袋料张口单元与夹袋移送单元之间的两侧,分别设一抵住袋料与切割袋料的承封切割部件与一对袋料进行封口的封口部件所组成的封口切割单元,且在完成袋料封口与切割而制成的包装袋由该夹袋移送单元移送至包装处;该导袋定位装置是包括一令欲包装的整叠袋子导入的导袋单元与一将导入的整叠袋子定位住的袋子定位单元;该移袋包装装置是包括一将整叠袋子由导袋定位装置处夹持后移送至一可升降的移送架上的一移袋单元,该移送架上方对应处设一可下降将承放在移送架上的整叠袋子压住的压袋架,以及在移送架中间下方设一将其支撑住的辅助支撑架,同时令压袋架与辅助支撑架可随移送架上升至包装处;该压实封口装置是包括一上升后可供入袋的整叠袋子承放的承台,在承台的上方对应处分别设一可压实整叠袋子的压实部件与一对整叠袋子压实后进行包装袋封口的封口部件;该成品移送装置上设有可夹持入袋的整叠袋子的夹爪部件,并将整叠袋子移送至压实封口装置处进行压实与封口后,再继续向后移送。
是以,通过上述本实用新型横向移动的成品移送装置与横向装的夹袋移送单元,令整体包装设备的高度可以大幅降低外,更通过移袋包装装置令整叠袋子呈可对折或不对折的移送至包装处,然后由夹袋移送单元将整叠袋子对折或不对折的套入包装袋内,接着再由成品移送装置将入袋的整叠袋子夹送至压实封口装置进行压实与封口,进而使获得更佳的包装效果。
下面结合附图和实施例对本实用新型进一步说明。
附图说明
图1是本实用新型自动制袋与包装装置的立体示意图。
图2是本实用新型自动制袋与包装装置的另一方向的立体示意图。
图3是本实用新型自动制袋与包装装置的侧面示意图。
图4是本实用新型制袋移套装置的袋料张口单元的示意图。
图5是本实用新型制袋移套装置的夹袋移送单元的示意图。
图6是本实用新型制袋移套装置的封口切割单元的承封切割部件示意图。
图7是本实用新型制袋移套装置的封口切割单元的封口部件示意图。
图8是本实用新型导袋定位装置的导袋单元示意图。
图9是本实用新型导袋定位装置的定位单元示意图。
图10是本实用新型移袋包装装置的移袋单元示意图。
图11是本实用新型移袋包装装置的移送架示意图。
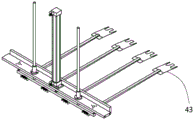
图12是本实用新型移袋包装装置的压袋架示意图。
图13是本实用新型移袋包装装置的辅助支撑架示意图。
图14是本实用新型压实封口装置的承台示意图。
图15是本实用新型压实封口装置的封口部件示意图。
图16是本实用新型压实封口装置的压实部件示意图。
图17是本实用新型的成品移送装置示意图。
图18是本实用新型夹袋移送单元夹住袋料时的示意图。
图19是本实用新型夹袋移送单元拉送袋料至定位后的示意图。
图20是本实用新型封口切割单元对袋料进行封口与切割的示意图。
图21是本实用新型袋料切断后被回拉至袋料张口单元处的示意图。
图22是本实用新型整叠袋子被输送至导袋定位装置处的示意图。
图23是本实用新型移袋单元夹住整叠袋子的示意图。
图24是本实用新型移袋单元移送整叠袋子(对折)至承放处的示意图。
图25是本实用新型移袋单元移送整叠袋子(不对折)至承放处的示意图。
图26是本实用新型整叠袋子对折或不对折包装时的供料装置的供料示意图。
图27是本实用新型压袋架下降将整叠袋子夹压于移送架上的示意图。
图28是本实用新型移送架与压袋架将整叠袋子移送至包装处的示意图。
图29是本实用新型夹袋移送单元将包装袋移送至包装处对折的示意图。
图30是本实用新型夹袋移送单元将整叠袋子对折套入的示意图。
图31是本实用新型夹袋移送单元将包装袋移送至包装处的示意图。
图32是本实用新型夹袋移送单元将整叠袋子不对折套入的示意图。
图33是本实用新型成品移送装置移至包装处后的示意图。
图34是本实用新型成品移送装置将入袋的整叠袋子夹住后的示意图。
图35是本实用新型成品移送装置将整叠袋子移送至承台上的示意图。
图36是本实用新型压实部件压住整叠袋子的示意图。
图37是本实用新型压实部件压住整叠袋子并令成品移送单元向后拉送的示意图。
图38是本实用新型封口部件对入袋的整叠袋子进行封口的示意图。
图39是本实用新型成品移送单元将整叠袋子移送至成品收集台处的元示意图。
图40是本实用新型成品移送单元将整叠袋子释放于成品收集台上的示意图。
附图标记说明:1-供料装置;11-料架;12-袋料预留部件;121-第一袋料预留导杆;122-第二袋料预留导杆;13-压袋止动部件;14-袋料退缩部件;2-制袋移套装置;20-输送链条;21-袋料张口单元;211-滚轮;212-袋料张口部件;22- 夹袋移送单元;221-导袋框体;222-夹持部;23-封口切割单元;231-承封切割部件;232-封口部件;3-导袋定位装置;31-导袋单元;311-导袋架;32-袋子定位单元;321-挡板;4-移袋包装装置;40-齿型皮带;41-移袋单元;411-夹爪;42- 移送架;43-压袋架;44-辅助支撑架;5-压实封口装置;51-承台;52-封口部件; 53-压实部件;6-成品移送装置;60-齿型皮带;61-夹爪部件;7-机体;71-成品收集台;81-袋料;82-整叠袋子;9-输送带。
具体实施方式
敬请参阅图1~图3所示,本实用新型是包括一设于机体7的右侧用以供给制作包装袋的袋料81的供料装置1、一设于机体7的中间系将由供料装置1供给的袋料81制作成包装袋、并将其移送装套入整叠袋子的制袋移套装置2、一设于机体7的左侧边将欲包装的整叠袋子导入并使定位的导袋定位装置3、一设于机体7的左侧内将欲包装的整叠袋子移送至进行包装的处的移袋包装装置4、一设于机体7的上方将入袋后整叠袋子压实并进行封口的压实封口装置5、与一设于机体7的上方而能前后横向移动而将入袋的整叠袋子移送至压实封口装置5 处进行压实与封口后再移放成品至预定位置处的成品移送装置6,同时袋料81 是穿绕于供料装置1上后,再穿入制袋移套装置2上所设的一袋料张口单元21 处。
上述的供料装置1可供挂设一个袋料而单线供料、或同时挂设多个袋料而同时多线供料,并令多线的袋料可以各别受到压制与回拉,另该制袋移套装置2、导袋定位装置3、移袋包装装置4与成品移送装置6上所设的穿绕导引部位、穿合部位、夹持部位……等,也与供料装置1可挂设的袋料的线数呈相对应的设置,以下仅就单线制袋包装作业时的构造说明,多线制袋包装的构造则是依此类推的相同的结构并排设置。
上述的供料装置1,是包括一承放袋料81的料架11,并令袋料81穿绕过各导杆与袋料预留部件12,同时该袋料预留部件12又包括一第一袋料预留导杆 121与一第二袋料预留导杆122,并令第一、二袋料预留导杆121,122可各别通过气压缸的驱动而伸展或退缩,让袋料81能够预留不同的长度而被无张力的拉送,然后再令袋料81续穿绕经其它导杆后,又穿过一可各别压住不同线的袋料 81使其停止继续供料的压袋止动部件13,接着在压袋止动部件13旁侧再设一可以各别抵拉不同线的袋料81的袋料退缩部件14,令各线袋料81被封切后能以一小段长度被拉回至袋料张口单元21处。
上述的制袋移套装置2,是包括一可供袋料81经由导杆穿于其上的袋料张口单元21(请配合图4所示),该袋料张口单元21又包括令袋料81穿于其间的两滚轮211,并在两滚轮211之间倚设可容设在袋料81内将袋口撑张开来的袋料张口部件212,且在袋料张口单元21的上方设一夹袋移送单元22(请配合图5所示),该夹袋移送单元22具有一可供整叠袋子通过的导袋框体221,并令导袋框体221的下端两侧设有夹持部222,同时夹袋移送单元22是通过一输送链条20将其带动移至夹持袋料处、封切制袋处与套袋包装处,且令拉送制袋是呈纵向的移动,而套袋包装是呈横向的移动,目的是让机体7的高度可以缩减、同时也令上述的成品移送装置6也呈横向移动,进而让成品移送装置6的设置高度可以大幅降低,令整体的包装装置呈横卧式的设计,进而能便于维护与操作。
另,在袋料张口单元21与夹袋移送单元22之间的两侧,设一能对袋料81 进行封口与切割的封口切割单元23(请配合图6与图7所示),该封口切割单元23是包括一可以伸移至封切处而抵住袋料81并可做切割的承封切割部件 231、以及一对袋料81在承封切割部件231上进行封口的封口部件232。
上述的导袋定位装置3,请配合图8与图9所示,是包括一令欲包装的整叠袋子被输送带9送至机体7的左侧处后,而将其引导入正确位置处的导袋单元 31,该导袋单元31是设两可相对调整距离的导袋架311,令整叠袋子可被输送入两导袋架311之间,而在整叠袋子被导入导袋单元31之后,再设一可以下降挡住整叠袋子于预定夹持位置处的袋子定位单元32,该袋子定位单元32是包括一可以升降的挡板321。
上述的移袋包装装置4,是包括一受齿型皮带40带动前后移动的移袋单元 41(请配合图10所示),该移袋单元41上设有可以夹持住整叠袋子的夹爪411,并在机体7上设一可受驱动而升降的移送架42(请配合图11所示),并令移送架42可供移袋单元41夹持的整叠袋子的承放于其末端处,然后在移送架42上方再设一可受驱动而下降的压袋架43(请配合图12所示),令压袋架43可以将移送架42上的整叠袋子夹压住,然后压袋架43又可随着移送架42上升至套袋包装处,另再设一支撑住于移送架42中间下方的辅助支撑架44(请配合图 13所示),且令辅助支撑架44也可随着移送架42上升。
上述的压实封口装置5,是包括一可以升降而平承住入袋后整叠袋子的承台 51(请配合图14所示),并在承台51的上方设有紧邻在一起的一可对袋子进行封口而能升降的封口部件52(请配合图15所示),以及一可对整叠袋子压实而能升降的压实部件53(请配合图16所示)。
上述的成品移送装置6(请配合图17所示),是一通过齿型皮带60水平驱动位移的夹爪部件61,令夹爪部件61可以被横向移送至入袋后整叠袋子的包装处,对入袋的整叠袋子进行夹持与移送,将整叠袋子移送至压实封口装置5处进行压实与封口的作业,最后再把完成包装的整叠袋子移送至机体7右侧上方斜设的成品收集台71上。
因此,前述穿绕于供料装置1上的袋料81,再穿在制袋移套单元2的袋料张口单元21上,令袋料81的袋口被撑张开于袋料张口部件212上,如图18所示的令夹袋移送单元22移至袋料张口部件212处、并夹住袋料81的袋口的两侧,然后如图19所示的夹袋移送单元22将夹持住的袋料81向上拉送至预定的长度位置后停住,再令供料装置1处的压袋止动部件13压住袋料81;接着如图 20所示,令封口切割单元23的承封切割部件231伸至袋料81处,同时该封口部件232也伸至袋料81处,对封口切割单元23上的袋料81先进行封口的作业后,再令承封切割部件231将袋料81割断开来,然后如图21所示,令承封切割部件231与封口部件232退回原位,如此即完成包装袋的制作作业;同时被切割开来的袋料81,再令供料装置1处的袋料退缩部件14下降抵拉袋料81,让袋料81切断处退回至袋料张口部件212处而使呈张开口的状态,以备下一次的再被夹袋移送单元22的夹持与拉送。
在上述制作包装袋的过程中,如图22与图23所示,在制袋机的输送带9 把制作好的整叠袋子82输送至导袋定位装置3的导袋单元31的两相对导袋架311之间,且受该袋子定位单元32的挡板321挡止而定位,同时移袋包装装置 4的移袋单元41已移至该处,并令其上的夹爪411将整叠袋子82夹住后,再如图24所示的将整叠袋子82向后移送至移送架42的末端处,此图中所示的是整叠袋子82欲进行对折包装时,令承放在移送架42上的整叠袋子82被移送而一半露出于外,同时对折包装所需的包装袋长度则会较短,也就是前述夹袋移移送单元22拉送袋料81的长度会比较短,但如果整叠袋子82不进行对折包装时,则如图25所示的令整叠袋子82被移送完全承放于移送架42的末端上,相对所需的包装袋长度就会比较长,也就是前述的夹袋移送单元22拉送袋料82的长度会比较长,进而如图26所示,先前所述供料装置1上的袋料预留部件12的第一袋料预留导杆121与第二袋料预留导杆122,即当整叠袋子82对折包装所需制袋的长度较短时,只要以第一袋料预留导杆121推伸所需的袋料81预留的拉送长度即可,但若整叠袋子82不对折而直接包装时,所需的制袋长度就会比较长,所以必需再加上第二袋料预留导杆122的推伸,让袋料81可以预留更长的拉送长度。
接着如图27所示,在移袋单元41把整叠袋子82移送至如前所述的定位后,上方的压袋架43即会下降将整叠袋子82夹压住于移送架42上,然后令移袋单元41的夹爪411释放掉夹持后,再如图28所示的令移送架42连同压袋架43 与辅助支撑架44一起上升,把整叠袋子82移送至机体7上方的包装处,紧接着如图29、30所示的令夹袋移送单元22把制好的包装袋同样移送至包装处,进而使整叠袋子82被对折的装套入包装袋内,同时也令辅助支撑架44退缩回原位(图31、32所示的即是整叠袋子82未对折的装套入包装袋82内的情况,夹袋移送单元22的作动情形也同,不再赘述)。
进而如图33、34所示,令成品移送装置6移动至包装处由其上的夹爪部件 61把入袋后的整叠袋子82夹持住后往回移送,并如图35所示的在稍为通过压实封口装置5的承台51后,令该承台51上升至定位处让入袋的整叠袋子82被平放于承台51上,接着又如图36所示的令具柔软又有弹性材质的压实部件53 下降将整叠袋子82的一端压住,然后如图37所示的再令成品移送装置6又往回移送整叠袋子82一小段距离后停止,使整叠袋子82通过压实部件53与承台 51之间而达夹压作用,使挤出包装袋内的空气、并让整叠袋子82更为紧密扎实。
接着再如图38所示,再令封口部件52下降对承台51上的包装袋的袋口进行封口的作业,并在完成封口作业后如图39所示,令承台51、封口部件52与压实部件53退回原位后,同时也令成品移送装置6把完成包装的整叠袋子82 继续往回移送至成品收集台71处,且夹袋移送单元22也往回移动,最后如图 40所示的在完成包装的整叠袋子82被移送至成品收集台71上方后即将其释放,让完成包装的整叠袋子82落在成品收集台71上后再滑落至预定处,同时该夹袋移送单元22也回至原位,再次进行夹拉袋料制袋的作业。
是以,本实用新型的成品移送装置6是采卧式横向夹送的设计,而夹袋移送单元22也呈是横向的套袋包装,让包装的整体设备高度可以大幅缩减而利于操作与维护外,同时也令原本整叠袋子的对折移送单元改为一升降的移袋包装装置4,使能通过其上的移袋单元41与移送架42的配合,让欲进行包装的整叠袋子可以做对折、或不对折的套袋包装,并再将入袋的整叠袋子进行压实后,才做包装袋封口的作业,进而令同一包装装置得同时适用于对折或不对折的包装作业,同时也令成品的包装效果更佳。
Claims (1)
1.一种自动制袋与包装的装置,其特征在于:包括一设于机体右侧供给制成包装袋的袋料的供料装置、一设于机体中间将供给的袋料制成包装袋后并移送套袋包装的制袋移套装置、一设于机体左侧边将欲包装的整叠袋子导入定位的导袋定位装置、一设于机体左侧内将欲包装的整叠袋子移送至包装处的移袋包装装置、一设于机体上方将入袋的整叠袋子压实后封口的压实封口装置、以及一设于机体上方而前后移动将入袋的整叠袋子移送进行压实封口与移放成品的成品移送装置,其中:
该供料装置,包括一设于机体右侧外供承放袋料的料架,接着在机体右侧内设有可供袋料依序穿绕的一预留较短袋料拉送的第一袋料预留导杆与一预留更长袋料拉送的第二袋料预留导杆,接着再设供袋料穿过而能压住袋料的压袋止动部件,以及一将完成制袋后的袋料拉回的袋料退缩部件;
该制袋移套装置,包括一令穿入的袋料保持张口的袋料张口单元,该袋料张口单元又包括一令袋料穿于其间的两滚轮与倚设于两滚轮之间而容设在袋料内将袋口撑张开来的袋料张口部件,又在袋料张口单元上方设一能由袋料张单元处夹持向上拉送袋料至预定长度的夹袋移送单元,并在袋料张口单元与夹袋移送单元之间的两侧,分别设一抵住袋料与切割袋料的承封切割部件与一对袋料进行封口的封口部件所组成的封口切割单元,且在完成袋料封口与切割而制作成的包装袋由夹袋移送单元移送至包装处;
该导袋定位装置,包括一令欲包装的整叠袋子导入的导袋单元与一将导入的整叠袋子定位住的袋子定位单元;
该移袋包装装置,包括一将整叠袋子由导袋定位装置处夹持后移送至一可升降的移送架上的一移袋单元,该移送架上方对应处设一可下降将承放在移送架上的整叠袋子压住的压袋架,以及在移送架中间下方设一将其支撑住的辅助支撑架,同时令压袋架与辅助支撑架可随移送架上升至包装处;
该压实封口装置,包括一上升后可供入袋的整叠袋子承放的承台,在承台的上方对应处分别设一可压实整叠袋子的压实部件与一对整叠袋子压实后进行包装袋封口的封口部件;
该成品移送装置,其上设有可夹持入袋的整叠袋子的夹爪部件,并将整叠袋子移送至压实封口装置处进行压实与封口后,再继续向后移送。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921437890.7U CN210793818U (zh) | 2019-08-30 | 2019-08-30 | 自动制袋与包装的装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921437890.7U CN210793818U (zh) | 2019-08-30 | 2019-08-30 | 自动制袋与包装的装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210793818U true CN210793818U (zh) | 2020-06-19 |
Family
ID=71242081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921437890.7U Active CN210793818U (zh) | 2019-08-30 | 2019-08-30 | 自动制袋与包装的装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210793818U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117087962A (zh) * | 2023-10-20 | 2023-11-21 | 合肥佛斯德新材料科技有限公司 | 一种包装袋制备设备及其包装机构 |
-
2019
- 2019-08-30 CN CN201921437890.7U patent/CN210793818U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117087962A (zh) * | 2023-10-20 | 2023-11-21 | 合肥佛斯德新材料科技有限公司 | 一种包装袋制备设备及其包装机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1152945B1 (en) | Bag filling apparatus and method | |
| EP2258627B1 (en) | Packaging device and method for packing stacked soft hygienic products into a plastic bag | |
| US10246203B2 (en) | Packaging apparatus and method for nappies or other soft, flat, folded sanitary articles | |
| EP2258628A1 (en) | Plastic bag for stacked soft hygienic products | |
| CN211996366U (zh) | 一种全自动双工位套袋封口包装机 | |
| CN110785358B (zh) | 用于将散料灌装至敞口袋的设备和方法 | |
| CN115416892A (zh) | 一种无纺布袋自动化打包处理系统 | |
| CN210793818U (zh) | 自动制袋与包装的装置 | |
| TWI700222B (zh) | 自動製袋與包裝的裝置改良 | |
| GB1274038A (en) | Device for mounting flexible tube heat shrinkable material over stacked articles | |
| CN202200586U (zh) | 多功能塑料袋加工机 | |
| TWM588091U (zh) | 自動製袋與包裝的裝置改良 | |
| CN104229225B (zh) | 一种用于物料袋缝包输送皮带线上的夹抱收口装置 | |
| CN217295018U (zh) | 一种袋子整理成捆机 | |
| CN217320896U (zh) | 一种烟包装盘机 | |
| CN212922031U (zh) | 食用菌培养基袋装的自动装袋装置 | |
| CN209739416U (zh) | 一种文件袋包装机 | |
| CN115724014A (zh) | 一种烟包装盘机 | |
| JP2005008215A (ja) | 充填包装装置 | |
| JPH0457710A (ja) | 多列自動包装装置 | |
| TWM575012U (zh) | Improvement of the packaging device for the folded bag | |
| CN212023147U (zh) | 一种自动化管材包装机 | |
| JP4156046B2 (ja) | 内容物充填方法およびその装置 | |
| CN216637095U (zh) | 一种全自动打包机 | |
| CN112977956B (zh) | 全自动成袋包装机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |