CN210762887U - High efficiency automatic feeding discharge device - Google Patents
High efficiency automatic feeding discharge device Download PDFInfo
- Publication number
- CN210762887U CN210762887U CN201921176024.7U CN201921176024U CN210762887U CN 210762887 U CN210762887 U CN 210762887U CN 201921176024 U CN201921176024 U CN 201921176024U CN 210762887 U CN210762887 U CN 210762887U
- Authority
- CN
- China
- Prior art keywords
- feeding
- module
- groups
- material taking
- positioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Specific Conveyance Elements (AREA)
Abstract
The utility model relates to the technical field of automation equipment, in particular to a high-efficiency automatic feeding and discharging device, which comprises a feeding component, a material taking component and a conveying component, wherein the feeding component comprises a vibration feeding disc, a plurality of groups of feeding tracks which are connected with the vibration feeding disc and used for feeding products, and a positioning module used for positioning the products conveyed by the feeding tracks, the material taking component comprises a material taking transmission module, the transmission is arranged on a vacuum material taking module of the material taking transmission module, the vacuum material taking module is provided with a plurality of groups of suckers corresponding to the positioning module, the conveying component is provided with a material disc in a transmission way, and the material taking transmission module drives the vacuum material taking module to take materials on the positioning module and place the material disc for placement; the utility model provides a current automatic feeding mechanism inefficiency problem, adopted multiunit pay-off track to combine the vibration material loading, can once get a plurality of products of material and put the range, work efficiency promotes greatly, and whole degree of automation is high, and stable in structure is reliable.
Description
Technical Field
The utility model relates to an automation equipment technical field especially relates to a high efficiency automatic feeding discharge device.
Background
Automation technology is widely used in industry, agriculture, military, scientific research, transportation, commerce, medical treatment, services, and home. The automatic technology can not only liberate people from heavy physical labor, partial mental labor and severe and dangerous working environments, but also expand the functions of human organs, greatly improve the labor productivity and enhance the ability of human to know the world and transform the world. Large plants in automation systems are also referred to as automation devices. Refers to a process in which a machine or apparatus automatically operates or controls according to a prescribed program or instruction without human intervention.
In recent years, with the high integration and continuous upgrading and refinement of electronic components, electronic products are developed towards miniaturization, low energy consumption, high precision and intellectualization. After various electronic components serving as a basis of electronic products are produced and processed in factories, electrical performance parameters of the electronic components need to be tested so as to ensure the safety, stability and reliability of the electronic components and further ensure the quality of the electronic products.
In the prior art, a single group of feeding discs are generally adopted for feeding electronic components to correspond to a single group of feeding rails, the feeding efficiency is difficult to guarantee in the mode, and particularly, a large amount of feeding and material placing equipment cannot follow up a material taking structure completely, so that improvement needs to be performed on high-efficiency feeding.
SUMMERY OF THE UTILITY MODEL
In order to solve the problem, the utility model provides a solve the problem that current automatic feeding mechanism is inefficient, adopted multiunit pay-off track to combine the vibration material loading, can once get a plurality of products of material and put the range, work efficiency promotes greatly, and whole degree of automation is high, the reliable and stable in structure's high efficiency automatic feeding discharge device.
The utility model adopts the technical proposal that: the utility model provides a high efficiency automatic feeding discharge device, includes the feed subassembly, gets material subassembly and conveying component, the feed subassembly includes the vibration feed dish, and a plurality of groups feeding track that are used for the product pay-off that links to each other with the vibration feed dish for with the location module of the product location that the feeding track sent, get the material subassembly including getting material transmission module, the transmission sets up in getting the material module in the vacuum of getting the material transmission module, the vacuum is got the material module and is installed a plurality of groups sucking disc and corresponding to the location module, the transmission is provided with the charging tray on the conveying component, get the material transmission module drive vacuum and get the material module and get the material on the location module and place the charging tray.
The feeding device is characterized in that four groups of feeding rails are arranged, the four groups of feeding rails are connected with vibrators, and the vibrating feeding disc feeds products on the four groups of feeding rails in a vibrating mode.
The positioning module comprises a feeding block and a transposition driving seat for driving the feeding block to be transposed, wherein the feeding block is provided with at least four groups of feeding holes, and the feeding holes correspond to the feeding tracks.
The feeding device is characterized in that the feeding holes are provided with eight groups, the transposition driving seat drives the eight groups of feeding holes to switch corresponding to the four groups of feeding tracks, and the transposition driving seat is arranged by a cylinder.
The material taking transmission module comprises a stand column and a linear module arranged on the stand column, the vacuum material taking module comprises a lifting driving seat, a material taking plate and a plurality of groups of suckers, wherein the material taking plate is connected with the lifting driving seat in a driving mode, the suckers are arranged on the material taking plate, the number of the suckers is the same as that of the feed inlets, and the lifting driving seat is arranged by a cylinder.
The further improvement of the scheme is that the conveying assembly comprises a transmission support, a conveying belt arranged on the transmission support and a motor used for driving the conveying belt to transmit, and the conveying belt drives the material tray to transmit.
The further improvement to the above scheme is that the conveying assembly is further provided with a material tray positioning assembly, the material tray positioning assembly comprises a positioning clamping plate and a positioning driving seat used for driving the positioning clamping plate to clamp and position the material tray, and the positioning driving seat is arranged by a double-head synchronous cylinder.
The further improvement of the scheme is that a plurality of material troughs used for placing products are uniformly distributed on the material tray, and sixteen groups of material troughs are arranged corresponding to the material inlets.
The utility model has the advantages that:
the automatic material feeding and taking device is provided with a material feeding component, a material taking component and a conveying component, wherein products are automatically corrected through the material feeding component and then are fed to a designated position, the materials are taken through the material taking component and are placed on the conveying component, the whole process adopts full-automatic material feeding, material taking and material placing conveying, the automatic degree is high, and manpower and material resources are saved; the feeding assembly comprises a vibrating feeding disc and a plurality of groups of feeding rails, specifically, products are corrected to an appointed surface by the feeding disc in a vibrating mode and enter the feeding rails, the number of the feeding rails is generally four, four rows of products can be fed at the same time, and therefore working efficiency is greatly improved; one end of the feeding rail, which is far away from the vibration feeding disc, is connected with the positioning module, and particularly, a product is conveyed to the positioning module through the feeding rail to be positioned, so that the material taking assembly can take and discharge materials on the positioning module for use, the whole structure is reliable, and the working efficiency is high; the material taking assembly comprises a material taking transmission module and a vacuum material taking module, particularly the material taking transmission module drives the vacuum material taking module to take materials on the positioning module, and the materials are placed on a material tray for material taking after being taken, so that the whole structure is stable and reliable, the transmission effect is good, and the working efficiency is high; the feeding assembly is driven to be provided with a material tray, the material taking transmission module drives the vacuum material taking module to take materials on the positioning module and place the material tray for placement, and the feeding assembly is stable and reliable in overall structure and high in working efficiency.
The utility model discloses in, solved the problem that current automatic feeding mechanism is inefficient, adopted multiunit pay-off track to combine the vibration material loading, can once get a plurality of products of material and put the range, work efficiency promotes greatly, whole degree of automation is high, and stable in structure is reliable.
Drawings
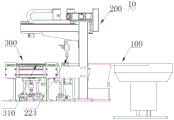
Fig. 1 is a schematic side view of the present invention;
fig. 2 is a schematic perspective view of the present invention;
fig. 3 is a schematic perspective view of another embodiment of the present invention;
fig. 4 is an enlarged view of fig. 2 at a.
Description of reference numerals: the feeding and discharging device 10, the feeding assembly 100, the vibrating feeding disc 110, the feeding rail 120, the vibrator 121, the positioning module 130, the feeding block 131, the transposition driving seat 132, the feeding port 133, the material taking assembly 200, the material taking transmission module 210, the upright post 211, the linear module 212, the vacuum material taking module 220, the lifting driving seat 221, the material taking plate 222, the suction cup 223, the conveying assembly 300, the material disc 310, the material groove 311, the transmission bracket 320, the conveyor belt 330, the motor 340, the material disc positioning assembly 350, the positioning clamping plate 351 and the positioning driving seat 352.
Detailed Description
The present invention will be further described with reference to the accompanying drawings.
As shown in fig. 1 to 4, an efficient automatic feeding and discharging device 10 includes a feeding assembly 100, a material taking assembly 200, and a conveying assembly 300, where the feeding assembly 100 includes a vibrating feeding tray 110, a plurality of feeding tracks 120 connected to the vibrating feeding tray 110 for feeding products, and a positioning module 130 for positioning the products fed by the feeding tracks 120, the material taking assembly 200 includes a material taking transmission module 210 and a vacuum material taking module 220 arranged in the material taking transmission module 210 in a transmission manner, the vacuum material taking module 220 is provided with a plurality of groups of suckers 223 corresponding to the positioning module 130, the conveying assembly 300 is provided with a material tray 310 in a transmission manner, and the material taking transmission module 210 drives the vacuum material taking module 220 to take materials on the positioning module 130 and place the material trays 310 for placement.
The four groups of feeding rails 120 are arranged, the four groups of feeding rails 120 are connected with the vibrators 121, the vibration feeding disc 110 feeds the product on the four groups of feeding rails 120 in a vibration mode, the four groups of feeding rails 120 are arranged, meanwhile, feeding is connected to the feeding counter disc, and therefore working efficiency is greatly improved, the feeding rails 120 are connected with the vibrators 121, the feeding rails 120 are subjected to vibration feeding through the action of the vibrators 121, the product can be conveyed on the feeding rails 120 stably, and feeding efficiency of the feeding rails 120 is improved.
The positioning module 130 comprises a feeding block 131 and a transposition driving seat 132 for driving the feeding block 131 to transpose, the feeding block 131 is provided with at least four groups of feeding holes 133, the feeding holes 133 correspond to the feeding rails 120, specifically, a plurality of products can be simultaneously fed through the four groups of feeding holes 133 corresponding to the four groups of feeding rails 120, the feeding efficiency is high, and the equipment reliability is strong; the further improvement is that a transposition driving seat 132 is arranged, eight groups of feed inlets 133 are arranged, the transposition driving seat 132 drives the eight groups of feed inlets 133 to switch corresponding to the four groups of feeding tracks 120, the transposition driving seat 132 is arranged by an air cylinder, and the eight groups of feed inlets 133 drive the switching of the four groups of feed inlets 133 under the action of the transposition driving seat 132, so that the feeding positioning of eight groups of products can be realized, and the working efficiency can be further improved.
The material taking transmission module 210 comprises an upright post 211 and a linear module 212 installed on the upright post 211, and is specifically installed and used by supporting the linear module 212 through the action of the upright post 211, the vacuum material taking module 220 comprises a lifting driving seat 221, a material taking plate 222 in driving connection with the lifting driving seat 221, and a plurality of groups of suckers 223 installed on the material taking plate 222, wherein the number of the suckers 223 is the same as that of the material inlets 133, the lifting driving seat 221 is arranged as an air cylinder, the lifting driving seat 221 is driven by the linear module 212 to perform longitudinal transmission, the lifting driving seat 221 drives the material taking plate 222 to perform lifting material taking and material discharging, so that the stability and the transmission effect of the whole structure material taking are ensured, the suckers 223 installed on the material taking plate 222 are used for taking the products positioned on the material inlets 133, the materials are placed on a material tray 310 after being taken.
The conveying assembly 300 comprises a transmission bracket 320, a conveying belt 330 mounted on the transmission bracket 320, and a motor 340 for driving the transmission of the conveying belt 330, wherein the conveying belt 330 drives the tray 310 to convey, specifically, the conveying belt 320 is used for supporting the whole body, and the motor 340 drives the conveying belt 330 to drive the tray 310 to convey; the further improvement does, conveying component 300 still is provided with charging tray locating component 350, charging tray locating component 350 includes location splint 351 and is used for driving location splint 351 and presss from both sides the location of the tight location of charging tray 310 and drives the seat 352, the location drives the setting of seat 352 for the synchronous cylinder setting of double-end, adopts the splint mode to press from both sides tight location to charging tray 310 through charging tray locating component 350, guarantees the location effect to charging tray 310 to guarantee material loading effect and locate effect, the location is effectual, and the material loading precision is high.
The material tray 310 is uniformly provided with a plurality of material troughs 311 for placing products, sixteen groups of material troughs 311 corresponding to the material inlet 133 are arranged, sixteen groups of material troughs 311 are adopted for placing the products, eight groups of material loading efficiency are combined once, the material loading of the products can be completed only twice, and the material loading efficiency is further improved.
The automatic material taking and conveying device is provided with a feeding assembly 100, a material taking assembly 200 and a conveying assembly 300, specifically, products are automatically corrected through the feeding assembly 100 and then are fed to a designated position, then the products are taken through the material taking assembly 200 and are placed on the conveying assembly 300, the whole process adopts full-automatic feeding, material taking and material arranging conveying, the automatic degree is high, and manpower and material resources are saved; the feeding assembly 100 comprises a vibrating feeding disc 110 and a plurality of groups of feeding rails 120, specifically, products are corrected to a designated surface by the feeding disc 310 in a vibrating manner and enter the feeding rails 120, the feeding rails 120 are generally arranged into four groups, four rows of products can be fed at the same time, and therefore the working efficiency is greatly improved; one end of the feeding rail 120, which is far away from the vibrating feeding disc 110, is connected with the positioning module 130, and particularly, a product is conveyed to the positioning module 130 through the feeding rail 120 to be positioned, so that the material taking assembly 200 can take and discharge materials on the positioning module 130, the whole structure is reliable, and the working efficiency is high; the material taking assembly 200 comprises a material taking transmission module 210 and a vacuum material taking module 220, specifically, the material taking transmission module 210 drives the vacuum material taking module 220 to take materials on the positioning module 130, and the materials are placed on a material tray 310 for material taking after being taken, so that the whole structure is stable and reliable, the transmission effect is good, and the working efficiency is high; the feeding assembly is driven to be provided with a material tray 310, specifically, the material taking transmission module 210 drives the vacuum material taking module 220 to take materials on the positioning module 130 and place the material tray 310 for placement, so that the whole structure is stable and reliable, and the working efficiency is high.
The utility model discloses in, solved the problem that current automatic feeding mechanism is inefficient, adopted multiunit pay-off track 120 to combine the vibration material loading, can once get a plurality of products of material and put the range, work efficiency promotes greatly, whole degree of automation is high, and stable in structure is reliable.
The above-mentioned embodiments only represent some embodiments of the present invention, and the description thereof is specific and detailed, but not to be construed as limiting the scope of the present invention. It should be noted that, for those skilled in the art, without departing from the spirit of the present invention, several variations and modifications can be made, which are within the scope of the present invention. Therefore, the protection scope of the present invention should be subject to the appended claims.
Claims (8)
1. The utility model provides a high efficiency automatic feeding discharge device which characterized in that: including the feeding subassembly, get material subassembly and conveying component, the feeding subassembly includes the vibration feed dish, links to each other with the vibration feed dish and is used for a plurality of groups pay-off track with the product pay-off for with the location module of the product location that the pay-off track sent, get the material subassembly including getting material transmission module, the transmission sets up in getting the material module in the vacuum of getting the material transmission module, the vacuum is got the material module and is installed a plurality of groups sucking disc and corresponding to the location module, the transmission is provided with the charging tray on the conveying component, get the material transmission module drive vacuum and get the material module and get the material tray on the location module and place the.
2. The high-efficiency automatic feeding and discharging device as claimed in claim 1, wherein: the feeding tracks are provided with four groups, the four groups of feeding tracks are connected with vibrators, and the vibrating feeding disc feeds the product on the four groups of feeding tracks in a vibrating mode.
3. The high-efficiency automatic feeding and discharging device as claimed in claim 2, wherein: the positioning module comprises a feeding block and a transposition driving seat used for driving the feeding block to be transposed, wherein the feeding block is provided with at least four groups of feeding holes, and the feeding holes correspond to the feeding tracks.
4. A high efficiency automatic feeding and discharging device as claimed in claim 3, wherein: eight sets of feed inlets have been seted up, the transposition drives eight sets of feed inlets of seat drive and corresponds four groups of pay-off tracks and switches, the transposition drives the seat and sets up for the cylinder.
5. The high-efficiency automatic feeding and discharging device as claimed in claim 4, wherein: get the material transmission module and include the stand and install in the sharp module of stand, the vacuum is got the material module and is included the lift drive seat, gets the flitch with the drive of lift drive seat drive links to each other, installs in getting a plurality of groups's sucking discs of flitch, sucking disc quantity is the same with feed inlet quantity, the lift drive seat of driving is the cylinder setting.
6. The high-efficiency automatic feeding and discharging device as claimed in claim 5, wherein: the conveying assembly comprises a transmission support, a conveying belt arranged on the transmission support and a motor used for driving the conveying belt to transmit, and the conveying belt drives the material tray to transmit.
7. The high-efficiency automatic feeding and discharging device according to claim 6, wherein: the conveying assembly is further provided with a material tray positioning assembly, the material tray positioning assembly comprises a positioning clamping plate and a positioning driving seat used for driving the positioning clamping plate to clamp and position the material tray, and the positioning driving seat is a double-head synchronous cylinder.
8. The high-efficiency automatic feeding and discharging device according to claim 7, wherein: the charging tray equipartition has a plurality of silos that are used for placing the product, the silo corresponds the feed inlet and sets up for sixteen groups.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921176024.7U CN210762887U (en) | 2019-07-24 | 2019-07-24 | High efficiency automatic feeding discharge device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921176024.7U CN210762887U (en) | 2019-07-24 | 2019-07-24 | High efficiency automatic feeding discharge device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210762887U true CN210762887U (en) | 2020-06-16 |
Family
ID=71065199
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921176024.7U Expired - Fee Related CN210762887U (en) | 2019-07-24 | 2019-07-24 | High efficiency automatic feeding discharge device |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210762887U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115872106A (en) * | 2022-12-29 | 2023-03-31 | 昆山嘉丰盛精密电子有限公司 | Full-automatic balance equipment for stamping parts |
-
2019
- 2019-07-24 CN CN201921176024.7U patent/CN210762887U/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115872106A (en) * | 2022-12-29 | 2023-03-31 | 昆山嘉丰盛精密电子有限公司 | Full-automatic balance equipment for stamping parts |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210762886U (en) | Full-automatic feeding conveyor of high efficiency | |
| CN207792114U (en) | A kind of charging tray loading and unloading component | |
| CN110406941A (en) | A kind of electronic component fully automatic feeding processing blanking equipment | |
| CN106239081B (en) | Using the high-performance bottle cap assembling system and method for CPLD embedded chips | |
| CN210762887U (en) | High efficiency automatic feeding discharge device | |
| CN107369844B (en) | A kind of full-automatic battery packaging facilities | |
| CN211298257U (en) | Hamburger assembly device | |
| CN106563937B (en) | A kind of full-automatic relay tablet press machine | |
| CN209272902U (en) | A kind of production line assembling car horn | |
| CN210794946U (en) | Full-automatic feeding, processing and discharging equipment for electronic elements | |
| CN206445869U (en) | A kind of horizontal punching apparatus | |
| CN212556973U (en) | Lamination loading attachment of four sides packaging machine | |
| CN210761473U (en) | Automatic material unloading braid device is got in transportation | |
| CN215363745U (en) | Insulin feed mechanism | |
| CN113385617B (en) | Discharging guiding pin arranging device | |
| CN215941341U (en) | Discharging pin arranging device | |
| CN114900977A (en) | Automatic board penetrating machine | |
| CN214166584U (en) | Multifunctional material taking and placing mechanism | |
| CN214019178U (en) | Nailing module of nailing assembly system of toy with wheels | |
| CN116408635A (en) | Wireless earphone charging box iron sheet and magnet assembly equipment and operation method thereof | |
| CN209793922U (en) | Plate cutting, slotting and trimming production line | |
| CN210880958U (en) | Rubberizing equipment | |
| CN215747682U (en) | Discharging guide pin arranging device | |
| CN210967731U (en) | Automatic assembly machine for special-shaped binding belt | |
| CN112960394B (en) | Insulin feed mechanism |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20200616 Termination date: 20210724 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |