CN210632727U - 一种浅底小径薄壁拉伸件侧槽加工模具 - Google Patents
一种浅底小径薄壁拉伸件侧槽加工模具 Download PDFInfo
- Publication number
- CN210632727U CN210632727U CN201921495973.1U CN201921495973U CN210632727U CN 210632727 U CN210632727 U CN 210632727U CN 201921495973 U CN201921495973 U CN 201921495973U CN 210632727 U CN210632727 U CN 210632727U
- Authority
- CN
- China
- Prior art keywords
- spring
- die
- guide rail
- arc
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
- 238000003754 machining Methods 0.000 claims description 7
- 210000003141 lower extremity Anatomy 0.000 abstract 4
- 238000004080 punching Methods 0.000 abstract 1
- 210000001364 upper extremity Anatomy 0.000 abstract 1
- 238000005520 cutting process Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
Images

Abstract
本实用新型公开了一种浅底小径薄壁拉伸件侧槽加工模具,它包括上模架(1)和下模架(2),所述上模架(1)的底板固设有上安装板(3),上安装板(3)的底部固设有左导轨(4)和右导轨(5),左导轨(4)的右侧且由上往下设置有弧形部(6)和左弧形槽(7),左弧形槽(7)的下边缘延伸于弧形部(6)的右侧,右导轨(5)的左侧设置有右弧形槽(8),右弧形槽(8)的下边缘延伸于其上边缘的左侧,且右弧形槽(8)的下边缘与左弧形槽(7)的下边缘相对立设置,所述左导轨(4)和右导轨(5)之间设置有滑块(9)。本实用新型的有益效果是:结构紧凑、提高冲压效率、减轻工人劳动强度、操作简单。
Description
技术领域
本实用新型涉及薄壁管两侧冲切的技术领域,特别是一种浅底小径薄壁拉伸件侧槽加工模具。
背景技术
要在带有凹形腔的薄壁管的左右侧壁上且位于薄壁管的顶部冲压两个凹槽,现有工艺大部分主要采用单工序模完成,但是现有的单工序模具成型大多一次只能冲压一个槽,存在使用范围有限的缺陷。为了解决以上问题,人们也采用机械切割的方式加工凹槽,但是切割后还需要人工对切割后的刀口进行打磨,即每切割形成一个凹槽,都需要人工进行打磨,这无疑是增加了生产工序,而且还增加了工人的劳动强度,进一步降低了生产效率。因此亟需一种提高冲压效率、减轻工人劳动强度的级进模具。
实用新型内容
本实用新型的目的在于克服现有技术的缺点,提供一种结构紧凑、提高冲压效率、减轻工人劳动强度、操作简单的浅底小径薄壁拉伸件侧槽加工模具。
本实用新型的目的通过以下技术方案来实现:一种浅底小径薄壁拉伸件侧槽加工模具,它包括上模架和下模架,所述上模架的底板固设有上安装板,上安装板的底部固设有左导轨和右导轨,所述左导轨的右侧且由上往下设置有弧形部和左弧形槽,左弧形槽的下边缘延伸于弧形部的右侧,所述右导轨的左侧设置有右弧形槽,右弧形槽的下边缘延伸于其上边缘的左侧,且右弧形槽的下边缘与左弧形槽的下边缘相对立设置,所述左导轨和右导轨之间设置有滑块,滑块左右侧分别设置有左凸起和右凸起,左凸起支撑于弧形部的顶部,右凸起与右导轨的左侧面接触,所述滑块的底部设置有凸模,凸模的左右侧柱面上均固设有沿其轴向设置的柱形刀刃,所述上模架内开设有弹簧安装孔A,弹簧安装孔A内滑动安装有导向柱A,导向柱A的下端部贯穿上安装板且固设于滑块的顶部,导向柱A上套有位于弹簧安装孔A内的弹簧A,弹簧A的一端固设于弹簧安装孔A的底部,弹簧A的另一端固设于导向柱A上;
所述下模架的顶部固设有下安装板,下安装板的顶部固设有位于凸模正下方的凹模,凹模的左右侧且位于其顶表面上均开设有横向走刀槽,凹模的中部开设有通孔,通孔内滑动安装有下顶板,所述下模架内开设有弹簧安装孔B,弹簧安装孔B内滑动安装有导向柱B,导向柱B的顶部贯穿下安装板且固设于下顶板的底部,导向柱B上套有弹簧B,弹簧B上套有弹簧B,弹簧B的一端固设于弹簧安装孔B的底部,弹簧B的另一端固设于导向柱B上。
所述下安装板内开设有连通通孔和弹簧安装孔B的台阶孔。
所述凹模与下安装板之间通过螺钉连接。
所述上模架上开设有两个弹簧安装孔A,两个弹簧安装孔A内均滑动安装有导向柱A。
所述导向柱A的底部与滑块之间固设有连接柱。
本实用新型具有以下优点:本实用新型结构紧凑、提高冲压效率、减轻工人劳动强度、操作简单。
附图说明
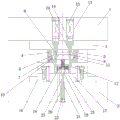
图1 为本实用新型的结构示意图;
图2 为本实用新型的工作示意图;
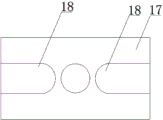
图3 为凹模的俯视图。
具体实施方式
下面结合附图对本实用新型做进一步的描述,本实用新型的保护范围不局限于以下所述:
如图1和3所示,一种浅底小径薄壁拉伸件侧槽加工模具,它包括上模架1和下模架2,所述上模架1的底板固设有上安装板3,上安装板3的底部固设有左导轨4和右导轨5,所述左导轨4的右侧且由上往下设置有弧形部6和左弧形槽7,左弧形槽7的下边缘延伸于弧形部6的右侧,所述右导轨5的左侧设置有右弧形槽8,右弧形槽8的下边缘延伸于其上边缘的左侧,且右弧形槽8的下边缘与左弧形槽7的下边缘相对立设置,所述左导轨4和右导轨5之间设置有滑块9,滑块9左右侧分别设置有左凸起10和右凸起11,左凸起10支撑于弧形部6的顶部,右凸起11与右导轨5的左侧面接触,所述滑块9的底部设置有凸模12,凸模12的左侧柱面上固设有沿其轴向设置的柱形刀刃,所述上模架1内开设有弹簧安装孔A13,弹簧安装孔A13内滑动安装有导向柱A14,导向柱A14的下端部贯穿上安装板3且固设于滑块9的顶部,导向柱A14上套有位于弹簧安装孔A13内的弹簧A15,弹簧A15的一端固设于弹簧安装孔A13的底部,弹簧A15的另一端固设于导向柱A14上。
所述下模架2的顶部固设有下安装板16,下安装板16的顶部固设有位于凸模12正下方的凹模17,凹模17的左右侧且位于其顶表面上均开设有横向走刀槽18,凹模17的中部开设有通孔,通孔内滑动安装有下顶板19,所述下模架2内开设有弹簧安装孔B20,弹簧安装孔B20内滑动安装有导向柱B21,导向柱B21的顶部贯穿下安装板16且固设于下顶板19的底部,导向柱B21上套有弹簧B22,弹簧B22上套有弹簧B22,弹簧B22的一端固设于弹簧安装孔B20的底部,弹簧B22的另一端固设于导向柱B21上。
所述下安装板16内开设有连通通孔和弹簧安装孔B20的台阶孔23,所述凹模17与下安装板16之间通过螺钉连接。所述上模架1上开设有两个弹簧安装孔A13,两个弹簧安装孔A13内均滑动安装有导向柱A14,所述导向柱A14的底部与滑块9之间固设有连接柱24。
所述模具加工浅底小径薄壁拉伸件侧槽的方法,它包括以下步骤:
S1、当薄壁管25开口朝上传递于凹模17的正上方后,向下压上模架1,上模架1带动滑块9向下运动,滑块9带动凸模12由上往下运动,凸模12先进入薄壁管25内,推动薄壁管25及凹模17一起向下运动,当薄壁管25底面与下顶板19接触后继续往下运动,下顶板19带动导向柱B21压缩弹簧B22,当下顶板19无法再向下运动时,薄壁管25成型部分被固定在凹模17的两个横向走刀槽18之间;
S2、上模架1继续向下运动如图2所示,下顶板19将滑块9向上顶,滑块9的左凸起10被左弧形槽7的弧形部6挡住,滑块9向右移动一段距离,位于右侧的柱形刀刃沿着右侧的横向走刀槽18向右运动,当柱形刀刃穿过右侧的横向走刀槽18时,薄壁管25的右侧材料被切除掉,从而形成了第一个侧壁凹槽;
S3、随着滑块9的继续向上运动,滑块9的右凸起11被右弧形槽8的上边缘挡住,滑块9向左移动一段距离,位于左侧的柱形刀刃沿着左侧的横向走刀槽18向左运动,柱形刀刃将薄壁管25左侧的材料切除掉,从而形成第二个凹槽,最终在薄壁管上加工出两个相对立的凹槽,且通过冲压加工,没有毛刺产生,提高了加工质量,此外通过一次冲压,能够完成两个凹槽的加工,极大的提高了加工效率,进一步的减轻了工人的劳动强度。
Claims (5)
1.一种浅底小径薄壁拉伸件侧槽加工模具,其特征在于:它包括上模架(1)和下模架(2),所述上模架(1)的底板固设有上安装板(3),上安装板(3)的底部固设有左导轨(4)和右导轨(5),所述左导轨(4)的右侧且由上往下设置有弧形部(6)和左弧形槽(7),左弧形槽(7)的下边缘延伸于弧形部(6)的右侧,所述右导轨(5)的左侧设置有右弧形槽(8),右弧形槽(8)的下边缘延伸于其上边缘的左侧,且右弧形槽(8)的下边缘与左弧形槽(7)的下边缘相对立设置,所述左导轨(4)和右导轨(5)之间设置有滑块(9),滑块(9)左右侧分别设置有左凸起(10)和右凸起(11),左凸起(10)支撑于弧形部(6)的顶部,右凸起(11)与右导轨(5)的左侧面接触,所述滑块(9)的底部设置有凸模(12),凸模(12)的左右侧柱面上固设有沿其轴向设置的柱形刀刃,所述上模架(1)内开设有弹簧安装孔A(13),弹簧安装孔A(13)内滑动安装有导向柱A(14),导向柱A(14)的下端部贯穿上安装板(3)且固设于滑块(9)的顶部,导向柱A(14)上套有位于弹簧安装孔A(13)内的弹簧A(15),弹簧A(15)的一端固设于弹簧安装孔A(13)的底部,弹簧A(15)的另一端固设于导向柱A(14)上;
所述下模架(2)的顶部固设有下安装板(16),下安装板(16)的顶部固设有位于凸模(12)正下方的凹模(17),凹模(17)的左右侧且位于其顶表面上均开设有横向走刀槽(18),凹模(17)的中部开设有通孔,通孔内滑动安装有下顶板(19),所述下模架(2)内开设有弹簧安装孔B(20),弹簧安装孔B(20)内滑动安装有导向柱B(21),导向柱B(21)的顶部贯穿下安装板(16)且固设于下顶板(19)的底部,导向柱B(21)上套有弹簧B(22),弹簧B(22)的一端固设于弹簧安装孔B(20)的底部,弹簧B(22)的另一端固设于导向柱B(21)上。
2.根据权利要求1所述的一种浅底小径薄壁拉伸件侧槽加工模具,其特征在于:所述下安装板(16)内开设有连通通孔和弹簧安装孔B(20)的台阶孔(23)。
3.根据权利要求1所述的一种浅底小径薄壁拉伸件侧槽加工模具,其特征在于:所述凹模(17)与下安装板(16)之间通过螺钉连接。
4.根据权利要求1所述的一种浅底小径薄壁拉伸件侧槽加工模具,其特征在于:所述上模架(1)上开设有两个弹簧安装孔A(13),两个弹簧安装孔A(13)内均滑动安装有导向柱A(14)。
5.根据权利要求1所述的一种浅底小径薄壁拉伸件侧槽加工模具,其特征在于:所述导向柱A(14)的底部与滑块(9)之间固设有连接柱(24)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921495973.1U CN210632727U (zh) | 2019-09-10 | 2019-09-10 | 一种浅底小径薄壁拉伸件侧槽加工模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921495973.1U CN210632727U (zh) | 2019-09-10 | 2019-09-10 | 一种浅底小径薄壁拉伸件侧槽加工模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210632727U true CN210632727U (zh) | 2020-05-29 |
Family
ID=70791800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921495973.1U Withdrawn - After Issue CN210632727U (zh) | 2019-09-10 | 2019-09-10 | 一种浅底小径薄壁拉伸件侧槽加工模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210632727U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110449504A (zh) * | 2019-09-10 | 2019-11-15 | 成都宏明双新科技股份有限公司 | 一种浅底小径薄壁拉伸件侧槽加工模具及加工方法 |
-
2019
- 2019-09-10 CN CN201921495973.1U patent/CN210632727U/zh not_active Withdrawn - After Issue
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110449504A (zh) * | 2019-09-10 | 2019-11-15 | 成都宏明双新科技股份有限公司 | 一种浅底小径薄壁拉伸件侧槽加工模具及加工方法 |
| CN110449504B (zh) * | 2019-09-10 | 2024-02-02 | 成都宏明双新科技股份有限公司 | 一种浅底小径薄壁拉伸件侧槽加工模具及加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103658390B (zh) | 冲压轴承保持架自定位切底成型模具 | |
| CN107214244B (zh) | 一种多方位角铁切断冲孔模具及角铁切断冲孔加工工艺 | |
| CN102397947A (zh) | 切边冲孔复合模具 | |
| CN205869225U (zh) | 一种弯曲落料模 | |
| CN210632727U (zh) | 一种浅底小径薄壁拉伸件侧槽加工模具 | |
| CN210231173U (zh) | 一种应用于管材的冲压切割装置 | |
| CN104511522A (zh) | 锥面工件斜孔冲模 | |
| CN216150794U (zh) | 一种表面光滑无毛刺金属加工模具 | |
| CN202762842U (zh) | 一种具有翻孔功能用于后序模具定位的拉延模具 | |
| CN110449504B (zh) | 一种浅底小径薄壁拉伸件侧槽加工模具及加工方法 | |
| CN114247803A (zh) | 链轮冲压加工工艺和链轮落料模具 | |
| CN205436791U (zh) | 一种车轮轮辐挤孔模具 | |
| CN106111781A (zh) | 槽钢拉杆制造一次成型模具 | |
| KR20070060547A (ko) | 프레스 금형용 캠 피어스 장치 | |
| CN203265470U (zh) | 一种气门锁夹生产装置 | |
| CN105855357A (zh) | 槽钢拉杆制造一次成型模具 | |
| CN112676435A (zh) | 一种手动冲裁设备及方法 | |
| CN211360302U (zh) | 管类件双工位冲孔、折弯成型模具 | |
| CN204892671U (zh) | 一种垫板正装冲压复合模具 | |
| CN204747261U (zh) | E形矽钢片冲压模 | |
| CN215786086U (zh) | 一种防变形冲孔装置 | |
| CN215315147U (zh) | 复合式拉伸模具/拉伸冲模结构 | |
| CN219881115U (zh) | 一种压毛边的连续模 | |
| CN215614471U (zh) | 一种中控台支撑架的加工模具 | |
| CN216729045U (zh) | 一种型材多断面切断模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20200529 Effective date of abandoning: 20240202 |
|
| AV01 | Patent right actively abandoned |
Granted publication date: 20200529 Effective date of abandoning: 20240202 |