CN210503313U - 一种全自动上下膜对称式成型封口真空包装机 - Google Patents
一种全自动上下膜对称式成型封口真空包装机 Download PDFInfo
- Publication number
- CN210503313U CN210503313U CN201921493820.3U CN201921493820U CN210503313U CN 210503313 U CN210503313 U CN 210503313U CN 201921493820 U CN201921493820 U CN 201921493820U CN 210503313 U CN210503313 U CN 210503313U
- Authority
- CN
- China
- Prior art keywords
- wall
- lower film
- film
- packaging machine
- vacuum packaging
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Vacuum Packaging (AREA)
Abstract
本实用新型公开了一种全自动上下膜对称式成型封口真空包装机,包括真空包装机主体、机架、下膜料卷装置、下膜驱动机构、下膜成型装置、上膜成型装置、上膜料卷装置、上膜驱动机构、上下膜热封及抽真空装置、放料工位、电气控制箱、导板、导杆、线轨、卡合固定孔和卡合螺栓,所述真空包装机主体的底端外壁上设置有机架,所述机架一端的外壁上固定安装有下膜料卷装置;该全自动上下膜对称式成型封口真空包装机,结构较为紧凑合理,能实现产品的全自动密封包装,解决了传统半自动包装机包装效率一般,需要人工进行搬运较为费力的问题,且保证过程中能对包装盒内进行抽真空处理,利于后期产品的长期密封包装。
Description
技术领域
本实用新型涉及包装机技术领域,具体为一种全自动上下膜对称式成型封口真空包装机。
背景技术
包装机在现代的产品生产中得到广泛的使用,包装机就是把产品包装起来的一类机器,起到保护,美观的作用;流水线式整体生产包装,应用于食品、医药、日化、五金、灯饰、家具等行业;现有的包装机主要为流水线式生产包装,但结构较为复杂,多为半自动化为主,先分步进行上膜和下膜的成型加工,再将需要包装的产品放置到下膜中,后期再放置到合模机中,进行成型密封包装,包装效率一般,各个步骤不能实现全自动进行,且包装过程中不能方便的进行抽真空处理,不利于后期食品等的长期包装;因此设计一种全自动上下膜对称式成型封口真空包装机是很有必要的。
发明内容
本实用新型的目的在于提供一种全自动上下膜对称式成型封口真空包装机,以解决上述背景技术中提出的问题。
为了解决上述技术问题,本实用新型提供如下技术方案:一种全自动上下膜对称式成型封口真空包装机,包括真空包装机主体、机架、下膜料卷装置、下膜驱动机构、下膜成型装置、上膜成型装置、上膜料卷装置、上膜驱动机构、上下膜热封及抽真空装置、放料工位、电气控制箱、导板、导杆、线轨、卡合固定孔和卡合螺栓,所述真空包装机主体的底端外壁上设置有机架,所述机架一端的外壁上固定安装有下膜料卷装置;
所述下膜料卷装置包括第一安装板、下膜辊筒和下膜导筒,所述机架一端的外壁上螺栓固定有第一安装板,所述第一安装板的一侧外壁上转动安装有下膜辊筒,所述第一安装板和机架的一侧外壁上对应下膜辊筒分布转动安装有下膜导筒,所述机架上在远离所述下膜料卷装置的另一端外壁上设置有下膜驱动机构;
所述下膜驱动机构包括第一电机、第一减速箱、下膜驱动链轮、下膜导向链轮和下膜夹链,所述机架一端的底端内壁上螺栓固定有第一电机,所述机架位于第一电机上方的内壁上螺栓固定有第一减速箱,且第一电机的输出轴一端与第一减速箱的输入轴一端固定连接,所述第一减速箱的输出轴一端固定连接有下膜驱动链轮,所述机架的顶端两侧外壁上分布转动安装有下膜导向链轮,所述下膜导向链轮和下膜驱动链轮的外壁上套接安装有下膜夹链,所述下膜夹链的一端与下膜料卷装置的放料端连接,所述机架位于下膜驱动机构和下膜料卷装置的连接处设置有下膜成型装置;
所述下膜成型装置包括下膜定模板、下膜动模板、第一安装架、第一升降曲柄连杆和第一气缸,所述机架一端位于下膜夹链上方的外壁上固定安装有下膜定模板,所述机架位于下膜定模板下方的内壁上配合安装有下膜动模板,所述机架位于下膜动模板下方的内壁上固定安装有第一安装架,所述第一安装架的顶端外壁转动安装有第一升降曲柄连杆,且第一升降曲柄连杆的顶端与下膜动模板的底端外壁转动连接,所述第一安装架的顶端一侧外壁上螺栓固定有第一气缸,所述第一气缸的伸缩杆一端与第一升降曲柄连杆的中部转动连接,所述机架的顶端中部外壁上设置有上膜料卷装置;
所述上膜料卷装置包括第二安装板、上膜辊筒和上膜导筒,所述机架的顶端中部一侧外壁上螺栓固定有第二安装板,所述第二安装板的一侧外壁上转动安装有上膜辊筒,所述第二安装板和机架的一侧的外壁上对应转动安装有上膜导筒,所述机架位于上膜料卷装置一侧的外壁上设置有上膜驱动机构;
所述上膜驱动机构包括第二电机、第二减速箱、上膜驱动链轮、上膜导向链轮和上膜夹链,所述机架的中部底端内壁上螺栓固定有第二电机,所述机架位于第二电机上方的内壁上螺栓固定有第二减速箱,所述第二电机输出轴一端与第二减速箱的输入轴一端固定连接,所述第二减速箱的输出轴一端固定连接有上膜驱动链轮,所述上膜驱动链轮位于下膜驱动机构上方的一侧外壁上分布转动安装有上膜导向链轮,所述上膜导向链轮和上膜驱动链轮的外壁上套接安装有上膜夹链,与所述上膜驱动机构衔接,在所述上膜料卷装置的出料侧设置有上膜成型装置;
所述上膜成型装置包括上膜定模板、上膜动模板和第二气缸,所述真空包装机主体位于上膜夹链下方的内壁上固定安装有上膜定模板,所述真空包装机主体位于上膜夹链上方的外壁上对应上膜定模板开设有上膜动模板,所述真空包装机主体位于上膜动模板上方的外壁上分布安装有第二气缸,所述真空包装机主体位于机架中部外壁上设置有上下膜热封及抽真空装置;
所述真空包装机主体位于上膜成型装置下方的外壁上固定安装有线轨,且所述上膜定模板安装于所述线轨的滑块上,所述线轨一端延长伸出所述真空包装机主体;
所述上下膜热封及抽真空装置包括合模定模板、合模动模板、第二安装架、第二升降曲柄连杆、第三气缸、压合电热板、第四气缸和抽真空孔,所述真空包装机主体位于中部下膜夹链上方的外壁上固定安装有合模定模板,所述合模定模板的顶端内壁上配合安装有压合电热板,所述合模定模板的顶端外壁上分布镶嵌固定有第四气缸,所述第四气缸的伸缩杆的底端与压合电热板的顶端外壁固定连接,所述压合电热板的底端外壁上分布开设有抽真空孔,所述真空包装机主体位于中部下膜夹链下方的外壁上固定安装有合模动模板,所述机架位于合模动模板下方的内壁上螺栓固定有第二安装架,所述第二安装架的顶端外壁上转动安装有第二升降曲柄连杆,所述第二升降曲柄连杆的顶端与合模动模板的底端外壁中心处转动连接,所述第二安装架的一侧外壁上螺栓固定有第三气缸,所述第三气缸的伸缩杆一端与第二升降曲柄连杆的中部转动连接。
进一步的,所述合模动模板和第二安装架与第一安装架和下膜动模板的配合连接处均设置有导杆。
进一步的,所述真空包装机主体位于机架顶端一侧的外壁上固定安装有电气控制箱。
进一步的,所述上膜夹链和下膜夹链连接处的上膜夹链顶端一侧外壁上设置有导板。
进一步的,所述第一安装板的底端一侧外壁上固定安装有卡合螺栓,所述机架的一侧外壁上对应卡合螺栓分布开设有卡合固定孔。
进一步的,所述机架位于下膜成型装置一侧的顶端外壁上固定安装有放料工位。
与现有技术相比,本实用新型所达到的有益效果是:该实用新型提供的一种全自动上下膜对称式成型封口真空包装机,上膜驱动机构和下膜驱动机构分别采用独立的第二电机和第一电机作为动力源,第二电机和第一电机优选为伺服电机,可以相当方便的调节上膜夹链和下膜夹链的运行速度配合,确保成型后的上膜与成型后的下膜在上下膜热封及抽真空装置内对齐对准,保证热封后产品整齐美观,热封牢固,密封性好。
结构较为紧凑合理,能实现产品的全自动密封包装,解决了传统半自动包装机包装效率一般,需要人工进行搬运较为费力的问题,且保证过程中能对包装盒内进行抽真空处理,利于后期产品的长期密封包装,且成型包装盒密封性良好。
附图说明
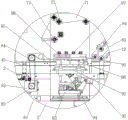
图1是本实用新型的整体主视剖切结构示意图。
图2是本实用新型的整体的俯视结构示意图。
图3是本实用新型图1中A区域的结构放大图。
图4是本实用新型图1中B区域的结构放大图。
图5是本实用新型图1中C区域的结构放大图。
图6是本实用新型图1中D区域的结构放大图。
图7是本实用新型图1中E区域的结构放大图。
图中:1、真空包装机主体;2、机架;3、下膜料卷装置;4、下膜驱动机构;5、下膜成型装置;6、上膜成型装置;7、上膜料卷装置;8、上膜驱动机构;9、上下膜热封及抽真空装置;10、放料工位;11、电气控制箱;12、导板;13、导杆;14、线轨;15、卡合固定孔;16、卡合螺栓;31、第一安装板;32、下膜辊筒;33、下膜导筒;41、第一电机;42、第一减速箱;43、下膜驱动链轮;44、下膜导向链轮;45、下膜夹链;51、下膜定模板;52、下膜动模板;53、第一安装架;54、第一升降曲柄连杆;55、第一气缸;61、上膜定模板;62、上膜动模板;63、第二气缸;71、第二安装板;72、上膜辊筒;73、上膜导筒;81、第二电机;82、第二减速箱;83、上膜驱动链轮;84、上膜导向链轮;85、上膜夹链;91、合模定模板;92、合模动模板;93、第二安装架;94、第二升降曲柄连杆;95、第三气缸;96、压合电热板;97、第四气缸;98、抽真空孔。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
请参阅图1-7,本实用新型提供一种技术方案:一种全自动上下膜对称式成型封口真空包装机,包括真空包装机主体1、机架2、下膜料卷装置3、下膜驱动机构4、下膜成型装置5、上膜成型装置6、上膜料卷装置7、上膜驱动机构8、上下膜热封及抽真空装置9、放料工位10、电气控制箱11、导板12、导杆13、线轨14、卡合固定孔15和卡合螺栓16,真空包装机主体1的底端外壁上设置有机架2,机架2一端的外壁上固定安装有下膜料卷装置3;
下膜料卷装置3包括第一安装板31、下膜辊筒32和下膜导筒33,机架2一端的外壁上螺栓固定有第一安装板31,第一安装板31的一侧外壁上转动安装有下膜辊筒32,第一安装板31和机架2的一侧外壁上对应下膜辊筒32分布转动安装有下膜导筒33,机架2上在远离下膜料卷装置3的另一端外壁上设置有下膜驱动机构4;
下膜驱动机构4包括第一电机41、第一减速箱42、下膜驱动链轮43、下膜导向链轮44和下膜夹链45,机架2一端的底端内壁上螺栓固定有第一电机41,机架2位于第一电机41上方的内壁上螺栓固定有第一减速箱42,且第一电机41的输出轴一端与第一减速箱42的输入轴一端固定连接,第一减速箱42的输出轴一端固定连接有下膜驱动链轮43,机架2的顶端两侧外壁上分布转动安装有下膜导向链轮44,下膜导向链轮44和下膜驱动链轮43的外壁上套接安装有下膜夹链45,下膜夹链45的一端与下膜料卷装置3的放料端连接,机架2位于下膜驱动机构4和下膜料卷装置3的连接处设置有下膜成型装置5;
下膜成型装置5包括下膜定模板51、下膜动模板52、第一安装架53、第一升降曲柄连杆54和第一气缸55,机架2一端位于下膜夹链45上方的外壁上固定安装有下膜定模板51,机架2位于下膜定模板51下方的内壁上配合安装有下膜动模板52,机架2位于下膜动模板52下方的内壁上固定安装有第一安装架53,第一安装架53的顶端外壁转动安装有第一升降曲柄连杆54,且第一升降曲柄连杆54的顶端与下膜动模板52的底端外壁转动连接,第一安装架53的顶端一侧外壁上螺栓固定有第一气缸55,第一气缸55的伸缩杆一端与第一升降曲柄连杆54的中部转动连接,机架2的顶端中部外壁上设置有上膜料卷装置7;
通过将下膜驱动机构4设置在下膜成型装置5的远端,这样在第一电机41驱动下膜夹链45运动时,位于下膜成型装置5出料端的下膜夹链45一直处于张紧状态,确保下膜夹链45在输送成型后的下膜时使平稳,位置准确,保证在放料工位10时放料位置的一致性,确保放料成功;以及保证成型后的下膜进入上下膜热封及抽真空装置9后的位置准确。
上膜料卷装置7包括第二安装板71、上膜辊筒72和上膜导筒73,机架2的顶端中部一侧外壁上螺栓固定有第二安装板71,第二安装板71的一侧外壁上转动安装有上膜辊筒72,第二安装板71和机架2的一侧的外壁上对应转动安装有上膜导筒73,机架2位于上膜料卷装置7一侧的外壁上设置有上膜驱动机构8;
上膜驱动机构8包括第二电机81、第二减速箱82、上膜驱动链轮83、上膜导向链轮84和上膜夹链85,机架2的中部底端内壁上螺栓固定有第二电机81,机架2位于第二电机81上方的内壁上螺栓固定有第二减速箱82,第二电机81输出轴一端与第二减速箱82的输入轴一端固定连接,第二减速箱82的输出轴一端固定连接有上膜驱动链轮83,上膜驱动链轮83位于下膜驱动机构4上方的一侧外壁上分布转动安装有上膜导向链轮84,上膜导向链轮84和上膜驱动链轮83的外壁上套接安装有上膜夹链85,与上膜驱动机构8衔接,在上膜料卷装置7的出料侧设置有上膜成型装置6;
上膜成型装置6包括上膜定模板61、上膜动模板62和第二气缸63,真空包装机主体1位于上膜夹链85下方的内壁上固定安装有上膜定模板61,真空包装机主体1位于上膜夹链85上方的外壁上对应上膜定模板61开设有上膜动模板62,真空包装机主体1位于上膜动模板62上方的外壁上分布安装有第二气缸63,真空包装机主体1位于机架2中部外壁上设置有上下膜热封及抽真空装置9;
真空包装机主体1位于上膜成型装置6下方的外壁上固定安装有线轨14,且上膜定模板61安装于线轨14的滑块上,线轨14一端延长伸出真空包装机主体1;通过本设置,在安装及维护上膜定模板61时不用拆除位于上膜定模板61上方的上膜动模板62及其相关附件,只用将上膜定模板61沿线轨14拉出真空包装机主体1即可,安装和维护方便快捷。
上膜驱动机构8和下膜驱动机构4分别采用独立的第二电机81和第一电机41作为动力源,第二电机81和第一电机41优选为伺服电机,可以相当方便的调节上膜夹链85和下膜夹链45的运行速度配合,确保成型后的上膜与成型后的下膜在上下膜热封及抽真空装置9内对齐对准,保证热封后产品整齐美观,热封牢固,密封性好。
上下膜热封及抽真空装置9包括合模定模板91、合模动模板92、第二安装架93、第二升降曲柄连杆94、第三气缸95、压合电热板96、第四气缸97和抽真空孔98,真空包装机主体1位于中部下膜夹链45上方的外壁上固定安装有合模定模板91,合模定模板91的顶端内壁上配合安装有压合电热板96,合模定模板91的顶端外壁上分布镶嵌固定有第四气缸97,第四气缸97的伸缩杆的底端与压合电热板96的顶端外壁固定连接,压合电热板96的底端外壁上分布开设有抽真空孔98,真空包装机主体1位于中部下膜夹链45下方的外壁上固定安装有合模动模板92,机架2位于合模动模板92下方的内壁上螺栓固定有第二安装架93,第二安装架93的顶端外壁上转动安装有第二升降曲柄连杆94,第二升降曲柄连杆94的顶端与合模动模板92的底端外壁中心处转动连接,第二安装架93的一侧外壁上螺栓固定有第三气缸95,第三气缸95的伸缩杆一端与第二升降曲柄连杆94的中部转动连接;合模动模板92和第二安装架93与第一安装架53和下膜动模板52的配合连接处均设置有导杆13,通过导杆13的设置,使后期合模动模板92和下膜动模板52移动更平稳;真空包装机主体1位于机架2顶端一侧的外壁上固定安装有电气控制箱11,通过电气控制箱11后期控制下膜驱动机构4和上膜驱动机构8的同步进行,利于后期下膜和上膜的对合;上膜夹链85和下膜夹链45连接处的上膜夹链85顶端一侧外壁上设置有导板12,通过导板12利于后期成型后上膜的导出;第一安装板31的底端一侧外壁上固定安装有卡合螺栓16,机架2的一侧外壁上对应卡合螺栓16分布开设有卡合固定孔15,通过卡合螺栓16和卡合固定孔15的配合使用实现后期第一安装板31的移动及定位,从而方便的调节下膜辊筒32和下膜导筒33上下位置,对不同膜卷大小的适配性好;机架2位于下膜成型装置5一侧的顶端外壁上固定安装有放料工位10,在放料工位10可以安装现有技术中的下料装置或进行人工放料,通过放料工位10工作将产品放置到成型后的下膜内;该全自动上下膜对称式成型封口真空包装机工作,先将下膜料卷安装到下膜辊筒32上,将上膜料卷安装到上膜辊筒72上,通过下膜料卷装置3工作进行下膜料卷的放料进入到下膜成型装置5中,通过下膜定模板51和下膜动模板52配合热压持,实现下膜的成型,通过下膜驱动机构4中第一电机41工作在第一减速箱42的减少作用下带动下膜驱动链轮43进行转动,带动下膜夹链45进行转动,将成型的下膜移动输送出,通过放料工位10将产品放置到成型下膜中,同时通过上膜料卷装置7工作将上膜料卷放出进入到上膜成型装置6中,通过上膜定模板61和上膜动模板62配合热压持实现上膜的成型,通过上膜驱动机构8和下膜驱动机构4的同步工作将成型上膜和成型下膜移动至上下膜热封及抽真空装置9中,实现上膜和下膜对合,通过合模定模板91和合模动模板92中进行上膜和下膜压持,同时通过抽真空孔98处进对对合膜内进行抽真空,通过压合电热板96热压合实现上下膜的对称成型封口,包装后的合模通过下膜驱动机构4移动移出,完成密封包装。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其它变体意在涵盖非排它性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其它要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (6)
1.一种全自动上下膜对称式成型封口真空包装机,包括真空包装机主体(1)、机架(2)、下膜料卷装置(3)、下膜驱动机构(4)、下膜成型装置(5)、上膜成型装置(6)、上膜料卷装置(7)、上膜驱动机构(8)、上下膜热封及抽真空装置(9)、放料工位(10)、电气控制箱(11)、导板(12)、导杆(13)、线轨(14)、卡合固定孔(15)和卡合螺栓(16),其特征在于:所述真空包装机主体(1)的底端外壁上设置有机架(2),所述机架(2)一端的外壁上固定安装有下膜料卷装置(3);
所述下膜料卷装置(3)包括第一安装板(31)、下膜辊筒(32)和下膜导筒(33),所述机架(2)一端的外壁上螺栓固定有第一安装板(31),所述第一安装板(31)的一侧外壁上转动安装有下膜辊筒(32),所述第一安装板(31)和机架(2)的一侧外壁上对应下膜辊筒(32)分布转动安装有下膜导筒(33),所述机架(2)上在远离所述下膜料卷装置(3)的另一端外壁上设置有下膜驱动机构(4);
所述下膜驱动机构(4),包括第一电机(41)、第一减速箱(42)、下膜驱动链轮(43)、下膜导向链轮(44)和下膜夹链(45),所述机架(2)一端的底端内壁上螺栓固定有第一电机(41),所述机架(2)位于第一电机(41)上方的内壁上螺栓固定有第一减速箱(42),且第一电机(41)的输出轴一端与第一减速箱(42)的输入轴一端固定连接,所述第一减速箱(42)的输出轴一端固定连接有下膜驱动链轮(43),所述机架(2)的顶端两侧外壁上分布转动安装有下膜导向链轮(44),所述下膜导向链轮(44)和下膜驱动链轮(43)的外壁上套接安装有下膜夹链(45),所述下膜夹链(45)的一端与下膜料卷装置(3)的放料端连接,所述机架(2)位于下膜驱动机构(4)和下膜料卷装置(3)的连接处设置有下膜成型装置(5);
所述下膜成型装置(5)包括下膜定模板(51)、下膜动模板(52)、第一安装架(53)、第一升降曲柄连杆(54)和第一气缸(55),所述机架(2)一端位于下膜夹链(45)上方的外壁上固定安装有下膜定模板(51),所述机架(2)位于下膜定模板(51)下方的内壁上配合安装有下膜动模板(52),所述机架(2)位于下膜动模板(52)下方的内壁上固定安装有第一安装架(53),所述第一安装架(53)的顶端外壁转动安装有第一升降曲柄连杆(54),且第一升降曲柄连杆(54)的顶端与下膜动模板(52)的底端外壁转动连接,所述第一安装架(53)的顶端一侧外壁上螺栓固定有第一气缸(55),所述第一气缸(55)的伸缩杆一端与第一升降曲柄连杆(54)的中部转动连接,所述机架(2)的顶端中部外壁上设置有上膜料卷装置(7);
所述上膜料卷装置(7)包括第二安装板(71)、上膜辊筒(72)和上膜导筒(73),所述机架(2)的顶端中部一侧外壁上螺栓固定有第二安装板(71),所述第二安装板(71)的一侧外壁上转动安装有上膜辊筒(72),所述第二安装板(71)和机架(2)的一侧的外壁上对应转动安装有上膜导筒(73),所述机架(2)位于上膜料卷装置(7)一侧的外壁上设置有上膜驱动机构(8);
所述上膜驱动机构(8)包括第二电机(81)、第二减速箱(82)、上膜驱动链轮(83)、上膜导向链轮(84)和上膜夹链(85),所述机架(2)的中部底端内壁上螺栓固定有第二电机(81),所述机架(2)位于第二电机(81)上方的内壁上螺栓固定有第二减速箱(82),所述第二电机(81)输出轴一端与第二减速箱(82)的输入轴一端固定连接,所述第二减速箱(82)的输出轴一端固定连接有上膜驱动链轮(83),所述上膜驱动链轮(83)位于下膜驱动机构(4)上方的一侧外壁上分布转动安装有上膜导向链轮(84),所述上膜导向链轮(84)和上膜驱动链轮(83)的外壁上套接安装有上膜夹链(85),与所述上膜驱动机构(8)衔接,在所述上膜料卷装置(7)的出料侧设置有上膜成型装置(6);
所述上膜成型装置(6)包括上膜定模板(61)、上膜动模板(62)和第二气缸(63),所述真空包装机主体(1)位于上膜夹链(85)下方的内壁上固定安装有上膜定模板(61),所述真空包装机主体(1)位于上膜夹链(85)上方的外壁上对应上膜定模板(61)开设有上膜动模板(62),所述真空包装机主体(1)位于上膜动模板(62)上方的外壁上分布安装有第二气缸(63),所述真空包装机主体(1)位于机架(2)中部外壁上设置有上下膜热封及抽真空装置(9);
所述真空包装机主体(1)位于上膜成型装置(6)下方的外壁上固定安装有线轨(14),且所述上膜定模板(61)安装于所述线轨(14)的滑块上,所述线轨(14)一端延长伸出所述真空包装机主体(1);
所述上下膜热封及抽真空装置(9)包括合模定模板(91)、合模动模板(92)、第二安装架(93)、第二升降曲柄连杆(94)、第三气缸(95)、压合电热板(96)、第四气缸(97)和抽真空孔(98),所述真空包装机主体(1)位于中部下膜夹链(45)上方的外壁上固定安装有合模定模板(91),所述合模定模板(91)的顶端内壁上配合安装有压合电热板(96),所述合模定模板(91)的顶端外壁上分布镶嵌固定有第四气缸(97),所述第四气缸(97)的伸缩杆的底端与压合电热板(96)的顶端外壁固定连接,所述压合电热板(96)的底端外壁上分布开设有抽真空孔(98),所述真空包装机主体(1)位于中部下膜夹链(45)下方的外壁上固定安装有合模动模板(92),所述机架(2)位于合模动模板(92)下方的内壁上螺栓固定有第二安装架(93),所述第二安装架(93)的顶端外壁上转动安装有第二升降曲柄连杆(94),所述第二升降曲柄连杆(94)的顶端与合模动模板(92)的底端外壁中心处转动连接,所述第二安装架(93)的一侧外壁上螺栓固定有第三气缸(95),所述第三气缸(95)的伸缩杆一端与第二升降曲柄连杆(94)的中部转动连接。
2.根据权利要求1所述的一种全自动上下膜对称式成型封口真空包装机,其特征在于:所述合模动模板(92)和第二安装架(93)与第一安装架(53)和下膜动模板(52)的配合连接处均设置有导杆(13)。
3.根据权利要求1所述的一种全自动上下膜对称式成型封口真空包装机,其特征在于:所述真空包装机主体(1)位于机架(2)顶端一侧的外壁上固定安装有电气控制箱(11)。
4.根据权利要求1所述的一种全自动上下膜对称式成型封口真空包装机,其特征在于:所述上膜夹链(85)和下膜夹链(45)连接处的上膜夹链(85)顶端一侧外壁上设置有导板(12)。
5.根据权利要求1所述的一种全自动上下膜对称式成型封口真空包装机,其特征在于:所述第一安装板(31)的底端一侧外壁上固定安装有卡合螺栓(16),所述机架(2)的一侧外壁上对应卡合螺栓(16)分布开设有卡合固定孔(15)。
6.根据权利要求1所述的一种全自动上下膜对称式成型封口真空包装机,其特征在于:所述机架(2)位于下膜成型装置(5)一侧的顶端外壁上固定安装有放料工位(10)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921493820.3U CN210503313U (zh) | 2019-09-10 | 2019-09-10 | 一种全自动上下膜对称式成型封口真空包装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921493820.3U CN210503313U (zh) | 2019-09-10 | 2019-09-10 | 一种全自动上下膜对称式成型封口真空包装机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210503313U true CN210503313U (zh) | 2020-05-12 |
Family
ID=70568931
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921493820.3U Active CN210503313U (zh) | 2019-09-10 | 2019-09-10 | 一种全自动上下膜对称式成型封口真空包装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210503313U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110435952A (zh) * | 2019-09-10 | 2019-11-12 | 瑞安市向阳包装机械厂 | 一种全自动上下膜对称式成型封口真空包装机 |
-
2019
- 2019-09-10 CN CN201921493820.3U patent/CN210503313U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110435952A (zh) * | 2019-09-10 | 2019-11-12 | 瑞安市向阳包装机械厂 | 一种全自动上下膜对称式成型封口真空包装机 |
| CN110435952B (zh) * | 2019-09-10 | 2024-04-09 | 瑞安市向阳包装机械厂 | 一种全自动上下膜对称式成型封口真空包装机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110435952B (zh) | 一种全自动上下膜对称式成型封口真空包装机 | |
| CN109229568A (zh) | 全自动开装封箱一体机 | |
| CN109229569A (zh) | 全自动机器人开装箱一体机 | |
| CN205366154U (zh) | 一种线封裹包机 | |
| CN210503313U (zh) | 一种全自动上下膜对称式成型封口真空包装机 | |
| CN206141927U (zh) | 一种自动化包装设备 | |
| CN106739151A (zh) | 一种自动制袋机及制袋方法 | |
| CN105775225B (zh) | 一种全自动卷绕机 | |
| CN206087536U (zh) | 用于型材包装的折纸设备 | |
| CN210971699U (zh) | 一种自动真空封口机 | |
| CN112660450A (zh) | 一种在线缠绕包装机自动贴膜断膜装置 | |
| CN101554929B (zh) | 联片采血针全自动包装机 | |
| CN212448363U (zh) | 一种内条烟自动排空装置及烟草条包透明纸美容器 | |
| CN216333220U (zh) | 膜料封合装置 | |
| CN202186525U (zh) | 夹膜贴体包装机 | |
| CN204914699U (zh) | 双工位全自动双层袋成型机 | |
| CN208963437U (zh) | 全自动开装封箱一体机 | |
| CN218777764U (zh) | 一种高速套袋机 | |
| CN106122685B (zh) | 真空保温板自动封边设备及方法 | |
| CN220701595U (zh) | 一种半自动包装台设备 | |
| CN216035504U (zh) | 一种便于检修的医用封口机用模具托盘 | |
| CN216128525U (zh) | 一种封箱机 | |
| CN213443352U (zh) | 平面卷筒制袋投料包装机 | |
| CN205131802U (zh) | 移包机构的料袋排气装置 | |
| CN211336692U (zh) | 一种订书针包装膜封合机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |