CN210379726U - 一种端子送料裁切入料设备 - Google Patents
一种端子送料裁切入料设备 Download PDFInfo
- Publication number
- CN210379726U CN210379726U CN201921316071.7U CN201921316071U CN210379726U CN 210379726 U CN210379726 U CN 210379726U CN 201921316071 U CN201921316071 U CN 201921316071U CN 210379726 U CN210379726 U CN 210379726U
- Authority
- CN
- China
- Prior art keywords
- terminal
- bending
- feeding
- positioning seat
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Manufacturing Of Electrical Connectors (AREA)
Abstract
本实用新型公开了一种端子送料裁切入料设备,包括:根据物料输送方向依次设置的端子折弯装置、料带裁切装置和端子摆料盘;所述端子折弯装置、料带裁切装置通过料带输送通道连接;所述端子折弯装置包括用于逐步折弯端子的连续摸以及用于驱使所述连续模的上模上下移动的压合气缸。本实用新型结构设计合理巧妙,通过压合气缸驱使连续模逐步折弯端子,避免端子的材料韧性不够且一次性折弯角度过大导致的端子折断;能保证同一批次折弯的角度相同,降低产品不良率;且通过整形冲头、整形滑块的设置进一步降低输出产品的不良率;另外,保证了本设备加工运行的流畅度,提高生产效率。对设备生产效率和输出产品的不良率同时实现了较好的把控。
Description
技术领域
本实用新型涉及端子加工技术领域,具体涉及一种端子送料裁切入料设备。
背景技术
随着电子信息行业的不断发展,计算机、数码产品,家用电器等在市场上的需求量也逐年增多,端子的需求也随之增多。
目前的端子折弯操作,多采用人工折弯或旋转气缸配合折弯刀折弯,而由于人工和旋转气缸自身的特性,决定了其控制转矩的精度无法得到很好的保证,因此,端子折弯的角度得不到准确控制,从而造成折弯端子的不良品率较高,不仅影响生产效率,同时增加了生产成本。
另外,现虽有部分厂家通过压合机对端子进行一次性的压合折弯,能得到同一批次折弯角度相同的端子,降低了产品的不良率;但一次性折弯对端子的韧性要求较高,若端子的材质韧性不够,在压合折弯角度稍微偏大时,易折断端子。且在端子放入注塑机加工前仍需先进行裁切等操作,而现有的折弯、裁切入料设备的效率和不良率难以同时做到较好的把控。
实用新型内容
为了解决上述问题,本实用新型公开了一种端子送料裁切入料设备。
本实用新型为实现上述目的所采用的技术方案是:
一种端子送料裁切入料设备,包括:根据物料输送方向依次设置的端子折弯装置、料带裁切装置和端子摆料盘;所述端子折弯装置、料带裁切装置通过料带输送通道连接;所述端子折弯装置包括用于逐步折弯端子的连续摸以及用于驱使所述连续模的上模上下移动的压合气缸。
所述连续模的上夹板上按照间隔距离依次固定有第一折弯角度冲头、第二折弯角度冲头、第三折弯角度冲头以及第四折弯角度冲头;于所述连续摸的下模板上分别对应所述第一折弯角度冲头、第二折弯角度冲头、第三折弯角度冲头、第四折弯角度冲头设有第一折弯入子、第二折弯入子、第三折弯入子以及第四折弯入子。
所述连续模的上夹板上还固定有若干按照物理输送方向设置在所述第四折弯角度冲头后的整形冲头;于所述连续模的下模板上固定有整形滑座,所述整形滑座上对应所述整形冲头设有整形滑块;所述整形滑块的顶端外侧设有一斜面,于所述连续模的上夹板上对应所述斜面设有滑块驱动块。
所述连续模的上夹板上还固定有若干定位插针。
所述料带裁切装置包括根据物理输送方向依次设置的进料通道、裁切机构和第一端子定位座;所述裁切机构包括料带定位座和安装架,所述安装架上可上下移动地设有刀具安装块,所述刀具安装块上对应所述料带定位座的输出端固定有裁切刀;所述刀具安装块的下端面对应所述料带定位座设有弹簧压紧块;所述进料通道的两端分别连接至所述料带定位座的输入端以及料带输送通道的输出端。
所述裁切刀的下端面设有折弯处避让槽。
所述第一端子定位座下方设有一横向气缸滑块模组,所述第一端子定位座与所述横向气缸滑块模组的滑块固定连接;于所述横向气缸滑块模组的一侧设有纵向气缸滑块模组,所述纵向气缸滑块模组的滑块上对应所述料带定位座的输出端固定有第二端子定位座;所述第一端子定位座、第二端子定位座的上端面均设有若干第一端子定位凸针。
于所述裁切机构的一侧纵向地设有直线导轨,所述端子摆料盘活动安装在所述直线导轨上;所述端子摆料盘上设有若干端子放置位,所述端子放置位上设有若干第二端子定位凸针。
对应所述第一端子定位座、端子摆料盘设有第一搬运机械手;对应所述第二端子定位座、端子摆料盘设有第二搬运机械手。
对应所述端子摆料盘设有端子入料机械手,所述端子入料机械手上对应所述端子放置位设有端子吸盘;所述端子吸盘的下端面对应所述第二端子定位凸针设有凸针插槽,于所述凸针插槽内固定有压缩弹簧,所述压缩弹簧的末端固定有第三端子定位凸针。
本实用新型的有益效果为:本实用新型结构设计合理巧妙,通过压合气缸驱使连续模逐步折弯端子,避免端子的材料韧性不够且一次性折弯角度过大导致的端子折断;能保证同一批次折弯的角度相同,降低产品不良率;且通过整形冲头、整形滑块的设置进一步降低输出产品的不良率;另外,保证了本设备加工运行的流畅度,提高生产效率。对设备生产效率和输出产品的不良率同时实现了较好的把控。
下面结合附图与具体实施方式,对本实用新型进一步说明。
附图说明
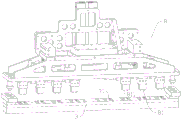
图1是本实用新型的立体图;
图2是本实用新型实施例中连续模的分解图;
图3是本实用新型实施例中连续模的部分结构示意图;
图4是本实用新型实施例中裁切机构、第一搬运机械手、第二搬运机械手的设置关系示意图;
图5是本实用新型实施例中料带裁切装置的结构示意图;
图6是本实用新型实施例中端子入料机械手的结构示意图;
图7是本实用新型实施例中进料输送道的结构示意图。
具体实施方式
实施例,参见图1至图3本实施例提供的一种端子送料裁切入料设备,包括:根据物料输送方向依次设置的端子折弯装置1、料带裁切装置2和端子摆料盘3;所述端子折弯装置1、料带裁切装置2通过料带输送通道4连接;所述端子折弯装置1包括用于逐步折弯端子的连续摸以及用于驱使所述连续模的上模上下移动的压合气缸。通过压合气缸驱使连续模逐步折弯端子,避免端子的材料韧性不够且一次性折弯角度过大导致的端子折断;且通过连续模压合折弯端子,能保证同一批次折弯的角度相同,降低产品不良率。
参见图2、图3、图7,所述连续模的上夹板11上按照间隔距离依次固定有第一折弯角度冲头111、第二折弯角度冲头112、第三折弯角度冲头113以及第四折弯角度冲头114;于所述连续摸的下模板12上分别对应所述第一折弯角度冲头111、第二折弯角度冲头112、第三折弯角度冲头113、第四折弯角度冲头114设有第一折弯入子121、第二折弯入子122、第三折弯入子123以及第四折弯入子124。对应所述连续模的进料端设有进料输送道5,于所述进料输送道5上设有由进料气缸51驱使纵向移动的推料尖块52。压合气缸驱使连续模进行一次合模开模,端子料带便往前行进一次设定距离,第一折弯角度冲头111、第二折弯角度冲头112、第三折弯角度冲头113、第四折弯角度冲头114配合第一折弯入子121、第二折弯入子122、第三折弯入子123以及第四折弯入子124依次对端子折弯设定角度,避免端子的材料韧性不够且一次性折弯角度过大导致的端子折断。
所述第一折弯冲头111的下端面设有和第一次折弯的角度相对应的第一斜面,所述第二折弯冲头112的下端面设有和第二次折弯的角度相对应的第二斜面,所述第三折弯冲头113的下端面设有和第三次折弯的角度相对应的第三斜面,所述第四折弯冲头114的下端面设有和第四次折弯的角度相对应的第四斜面;所述第一折弯入子121的上端面对应所述第一斜面设有第一斜顶块,所述第二折弯入子122的上端面对应所述第二斜面设有第二斜顶块,所述第三折弯入子123的上端面对应所述第三斜面设有第三斜顶块,所述第四折弯入子124的上端面对应所述第四斜面设有第四斜顶块。
参见图2、图3,所述连续模的上夹板11上还固定有若干按照物理输送方向设置在所述第四折弯角度冲头114后的整形冲头115;于所述连续模的下模板12上固定有整形滑座125,所述整形滑座125上对应所述整形冲头115设有整形滑块126;所述整形滑块126的顶端外侧设有一斜面1261,于所述连续模的上夹板11上对应所述斜面1261设有滑块驱动块116。在连续模合模的过程中,整形冲头115下压至设定位置,滑块驱动块116下移挤压所述斜面1261,驱使整形滑块126向整形冲头115移动,位于整形冲头126与整形滑块126中的端子受压整型,经过上述第一折弯角度冲头111、第二折弯角度冲头112、第三折弯角度冲头113、第四折弯角度冲头114配合第一折弯入子121、第二折弯入子122、第三折弯入子123以及第四折弯入子124四次折弯的端子仍未符合折弯角度的,通过整形冲头115、整形滑块126整形后进一步降低输出产品的不良率。
整形冲头115的下端面设有整形槽,该整形槽内壁对应端子最终折弯形状设置有第一整形曲面,所述整形滑块126上对应所述第一整形曲面设有第二整形曲面。
参见图2,所述连续模的上夹板11上还固定有若干定位插针117。定位插针117的设置便于对端子料带进行定位,保证每次折弯和整形工作的精确度达标。
参见图4、图5,所述料带裁切装置2包括根据物理输送方向依次设置的进料通道21、裁切机构22和第一端子定位座23;所述裁切机构22包括料带定位座221和安装架222,所述安装架222上可上下移动地设有刀具安装块223,所述刀具安装块223上对应所述料带定位座221的输出端固定有裁切刀224;所述刀具安装块223的下端面对应所述料带定位座221设有弹簧压紧块2231;所述进料通道21的两端分别连接至所述料带定位座221的输入端以及料带输送通道4的输出端。刀具安装块223通过下压气缸驱动;端子料带通过进料通道21输送至料带定位座221,下压气缸驱使刀具安装块223下压,弹簧压紧块2231随着刀具安装块223的下压,在顶住端子料带后逐渐缩进刀具安装块223中,但弹簧压紧块2231持续对端子料带施加压力使其固定在料带定位块上;另外,刀具安装块223下压的同时也带动裁切刀224下压切断端子料带;端子料带被切断的一段对应第一端子定位座23上端面的第一端子定位凸针滑落至第一端子定位座23上,完成对端子料带的裁切。
参见图5,所述裁切刀224的下端面设有折弯处避让槽2241。折弯处避让槽2241的设置,避免裁切刀224下压的过程中冲压到已完成折弯的端子,导致端子的变形。降低不良率。
参见图4,所述第一端子定位座23下方设有一横向气缸滑块模组24,所述第一端子定位座23与所述横向气缸滑块模组24的滑块固定连接;于所述横向气缸滑块模组24的一侧设有纵向气缸滑块模组25,所述纵向气缸滑块模组25的滑块上对应所述料带定位座221的输出端固定有第二端子定位座26;所述第一端子定位座23、第二端子定位座26的上端面均设有若干第一端子定位凸针。当第一端子定位座23上放置有端子时,横向气缸滑块模组24驱使第一端子定位座23横向移到设定位置,纵向气缸滑块模组25驱使第二端子定位座26纵向移动至料带定位座221的输出端;待第二端子定位座26上放置有端子时,纵向气缸滑块模组25驱使第二端子定位座26纵向复位,横向气缸滑块模组24驱使第一端子定位座23横向复位,重复上述循环,保证端子的裁切下料过程的流畅度,提高生产效率。
于所述裁切机构22的一侧纵向地设有直线导轨,所述端子摆料盘3活动安装在所述直线导轨上;所述端子摆料盘3上设有若干端子放置位,所述端子放置位上设有若干第二端子定位凸针31。端子摆料盘3的设置,使完成折弯裁切工序的端子能整齐的摆设在该端子摆料盘3上,便于后续的端子入料机械手夹取端子至注塑机中进行下一道加工。该端子摆料盘3通过电机、皮带轮、皮带驱动,可在所述直线导轨上自动移动。对应所述第一端子定位座23、端子摆料盘3设有第一搬运机械手6;对应所述第二端子定位座26、端子摆料盘3设有第二搬运机械手7。通过第一搬运机械手6、第二搬运机械手7的设置,及时将第一端子定位座23、第二端子定位座26上的端子搬运至端子摆料盘上摆料,保证本设备加工运行的流畅度,提高生产效率。
参见图1、图6,对应所述端子摆料盘3设有端子入料机械手8,所述端子入料机械手8上对应所述端子放置位设有端子吸盘81;所述端子吸盘81的下端面对应所述第二端子定位凸针31设有凸针插槽,于所述凸针插槽内固定有压缩弹簧,所述压缩弹簧的末端固定有第三端子定位凸针811。端子入料机械手8吸取端子的过程中,端子吸盘81对应第二端子定位凸针31下移,第三端子定位凸针811被第二端子定位凸针31顶住并压缩该压缩弹簧缩进凸针插槽中;在端子吸盘81吸取端子上移的过程中,端子吸盘81顺着第二端子定位凸针31上移,第三端子定位凸针811被压缩弹簧顶出,代替第二端子定位凸针31插入端子的定位孔中,保证吸取过程端子不偏移,提高良品率,降低生产成本。
参见图1至图7,在使用时,先把端子料带输入连续模,压合气缸驱使连续模进行每一次合模开模,端子料带便往前行进一次设定距离,第一折弯角度冲头111、第二折弯角度冲头112、第三折弯角度冲头113、第四折弯角度冲头114配合第一折弯入子121、第二折弯入子122、第三折弯入子123以及第四折弯入子124依次对端子折弯设定角度;
端子料带继续往前行进,连续模再次合模,在连续模合模的过程中,整形冲头115下压至设定位置,滑块驱动块116下移挤压所述斜面1261,驱使整形滑块126向整形冲头115移动,位于冲头与整形滑块126中的端子受压整型,完成端子的折弯工序;
端子料带继续向前行进,通过进料通道21输送至料带定位座221,下压气缸驱使刀具安装块223下压,弹簧压紧块2231随着刀具安装块223的下压,在顶住端子料带后逐渐缩进刀具安装块223中,但弹簧压紧块2231持续对端子料带施加压力使其固定在料带定位块上;另外,刀具安装块223下压的同时也带动裁切刀224下压切断端子料带;端子料带被切断的一段对应第一端子定位座23上端面的第一端子定位凸针滑落至第一端子定位座23上;
当第一端子定位座23上放置有端子时,横向气缸滑块模组24驱使第一端子定位座23横向移到设定位置,纵向气缸滑块模组25驱使第二端子定位座26纵向移动至料带定位座221的输出端;
料带裁切装置2继续工作,裁切端子料带后将端子料带被切断的一段对应第二端子定位座26上端面的第一端子定位凸针滑落至第二端子定位座26上;
待第二端子定位座26上放置有端子时,纵向气缸滑块模组25驱使第二端子定位座26纵向复位,横向气缸滑块模组24驱使第一端子定位座23横向复位,重复上述循环,完成对端子料带的裁切;
另外,上述循环中,通过第一搬运机械手6、第二搬运机械手7的设置,及时将第一端子定位座23、第二端子定位座26上的端子搬运至端子摆料盘上摆料;
最后,通过端子入料机械手8吸取端子移送至注塑机中进行下一道工序。
本实用新型结构设计合理巧妙,通过压合气缸驱使连续模逐步折弯端子,避免端子的材料韧性不够且一次性折弯角度过大导致的端子折断;能保证同一批次折弯的角度相同,降低产品不良率;且通过整形冲头115、整形滑块126的设置进一步降低输出产品的不良率;另外,保证了本设备加工运行的流畅度,提高生产效率。对设备生产效率和输出产品的不良率同时实现了较好的把控。
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围情况下,都可利用上述揭示的技术手段和技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。故凡是未脱离本实用新型技术方案的内容,依据本实用新型之形状、构造及原理所作的等效变化,均应涵盖于本实用新型的保护范围内。
Claims (10)
1.一种端子送料裁切入料设备,其特征在于,包括:根据物料输送方向依次设置的端子折弯装置、料带裁切装置和端子摆料盘;
所述端子折弯装置、料带裁切装置通过料带输送通道连接;
所述端子折弯装置包括用于逐步折弯端子的连续模以及用于驱使所述连续模的上模上下移动的压合气缸。
2.根据权利要求1所述端子送料裁切入料设备,其特征在于,所述连续模的上夹板上按照间隔距离依次固定有第一折弯角度冲头、第二折弯角度冲头、第三折弯角度冲头以及第四折弯角度冲头;
于所述连续摸的下模板上分别对应所述第一折弯角度冲头、第二折弯角度冲头、第三折弯角度冲头、第四折弯角度冲头设有第一折弯入子、第二折弯入子、第三折弯入子以及第四折弯入子。
3.根据权利要求2所述端子送料裁切入料设备,其特征在于,所述连续模的上夹板上还固定有若干按照物理输送方向设置在所述第四折弯角度冲头后的整形冲头;
于所述连续模的下模板上固定有整形滑座,所述整形滑座上对应所述整形冲头设有整形滑块;
所述整形滑块的顶端外侧设有一斜面,于所述连续模的上夹板上对应所述斜面设有滑块驱动块。
4.根据权利要求2所述端子送料裁切入料设备,其特征在于,所述连续模的上夹板上还固定有若干定位插针。
5.根据权利要求1所述端子送料裁切入料设备,其特征在于,所述料带裁切装置包括根据物理输送方向依次设置的进料通道、裁切机构和第一端子定位座;
所述裁切机构包括料带定位座和安装架,所述安装架上可上下移动地设有刀具安装块,所述刀具安装块上对应所述料带定位座的输出端固定有裁切刀;
所述刀具安装块的下端面对应所述料带定位座设有弹簧压紧块;
所述进料通道的两端分别连接至所述料带定位座的输入端以及料带输送通道的输出端。
6.根据权利要求5所述端子送料裁切入料设备,其特征在于,所述裁切刀的下端面设有折弯处避让槽。
7.根据权利要求6所述端子送料裁切入料设备,其特征在于,所述第一端子定位座下方设有一横向气缸滑块模组,所述第一端子定位座与所述横向气缸滑块模组的滑块固定连接;
于所述横向气缸滑块模组的一侧设有纵向气缸滑块模组,所述纵向气缸滑块模组的滑块上对应所述料带定位座的输出端固定有第二端子定位座;
所述第一端子定位座、第二端子定位座的上端面均设有若干第一端子定位凸针。
8.根据权利要求7所述端子送料裁切入料设备,其特征在于,于所述裁切机构的一侧纵向地设有直线导轨,所述端子摆料盘活动安装在所述直线导轨上;
所述端子摆料盘上设有若干端子放置位,所述端子放置位上设有若干第二端子定位凸针。
9.根据权利要求8所述端子送料裁切入料设备,其特征在于,对应所述第一端子定位座、端子摆料盘设有第一搬运机械手;
对应所述第二端子定位座、端子摆料盘设有第二搬运机械手。
10.根据权利要求8所述端子送料裁切入料设备,其特征在于,对应所述端子摆料盘设有端子入料机械手,所述端子入料机械手上对应所述端子放置位设有端子吸盘;
所述端子吸盘的下端面对应所述第二端子定位凸针设有凸针插槽,于所述凸针插槽内固定有压缩弹簧,所述压缩弹簧的末端固定有第三端子定位凸针。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921316071.7U CN210379726U (zh) | 2019-08-14 | 2019-08-14 | 一种端子送料裁切入料设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921316071.7U CN210379726U (zh) | 2019-08-14 | 2019-08-14 | 一种端子送料裁切入料设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210379726U true CN210379726U (zh) | 2020-04-21 |
Family
ID=70250642
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921316071.7U Active CN210379726U (zh) | 2019-08-14 | 2019-08-14 | 一种端子送料裁切入料设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210379726U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114713670A (zh) * | 2022-04-26 | 2022-07-08 | 安徽玖曼智能装备有限公司 | 一种折弯机用板料折弯承接装置及其实施方法 |
-
2019
- 2019-08-14 CN CN201921316071.7U patent/CN210379726U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114713670A (zh) * | 2022-04-26 | 2022-07-08 | 安徽玖曼智能装备有限公司 | 一种折弯机用板料折弯承接装置及其实施方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110380316A (zh) | 一种端子自动化加工设备及方法 | |
| CN110380315A (zh) | 一种自动化端子加工设备及方法 | |
| CN105469971A (zh) | 微型电感切断成型机 | |
| CN210379726U (zh) | 一种端子送料裁切入料设备 | |
| CN111760974A (zh) | 一种接地端子冲压冲孔成型系统 | |
| CN108015118A (zh) | 一种线材冷挤压成型的模具结构 | |
| CN210379725U (zh) | 一种端子自动化加工设备 | |
| CN210576969U (zh) | 一种自动化端子加工设备 | |
| CN111416260A (zh) | 多次折弯冲压模具 | |
| CN111545691B (zh) | 一种半开式金属弹性件成型设备及其成型方法 | |
| CN213162693U (zh) | 一种五金件生产用自动冲压设备 | |
| CN213887918U (zh) | 一种夹料机构 | |
| CN208928982U (zh) | 新型并打铜带机 | |
| CN211670414U (zh) | 多次折弯冲压模具 | |
| CN220741295U (zh) | 一种缩pin成型模具 | |
| CN212944773U (zh) | 一种汽车电加热器上散热片的折弯模具 | |
| CN113798375B (zh) | 一种嵌件连续成型工艺 | |
| CN215918932U (zh) | 一种自动折弯冲针模具 | |
| CN213353347U (zh) | 冲压件跟注塑件一体化自动成型模具 | |
| CN111545688A (zh) | 一种环形压力弹簧成型设备及成型方法 | |
| CN218835819U (zh) | 送料冲压一体的连续冲压模具 | |
| CN215746075U (zh) | 一种汽车电机转子导线的成型机构 | |
| CN221540553U (zh) | 一种镶件脱模联动机构 | |
| CN220093712U (zh) | 一种模内铆接型冲压模具 | |
| CN216857931U (zh) | 工件冲孔送料机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |