CN210150242U - 一种可标准化模块化的承载定位装置 - Google Patents
一种可标准化模块化的承载定位装置 Download PDFInfo
- Publication number
- CN210150242U CN210150242U CN201920906734.4U CN201920906734U CN210150242U CN 210150242 U CN210150242 U CN 210150242U CN 201920906734 U CN201920906734 U CN 201920906734U CN 210150242 U CN210150242 U CN 210150242U
- Authority
- CN
- China
- Prior art keywords
- group
- bearing
- bearing wheels
- top plate
- sliding block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Handcart (AREA)
Abstract
本实用新型涉及一种可标准化模块化的承载定位装置,用于标准铝型材基础上建立的标准化托盘输送系统输送线体模块。包括上顶板、下顶板、支撑于上顶板与下顶板之间的导杆,下顶板上表面一端设有至少2个组件单元组成的一体式通用型支撑模块;所述下顶板上表面另一端设有驱动系统,驱动系统连接一体式通用型支撑模块的一端;将顶升承载的核心部件进行表准化、模块化的设计,使得其中的大部分零件能够通用于某些尺寸范围,而无需重新设计制造,这样有助于批量化制造,在设计时可以极大地降低设计时长,并且在利用标准的模块时,可以有效缩短加工周期,提高制作效率;模块化设计核心部件,具有更高的通用性,缩短了生产周期,降低了设计失误风险。
Description
技术领域
本实用新型涉及一种可标准化模块化的承载定位装置,应用于标准铝型材基础上建立的标准化托盘输送系统输送线体模块。
背景技术
承载定位在适应生产的过程中,通常需要针对不同的工件进行不同大小的设计。在标准化、模块化的输送系统中,需要快速响应各种需求。在这个条件下,如果没有进行模块化的设计,制造、设计和生产将会受到时间的考验,并且如若每次设计时尺寸不同,将提高加工、装配、设计时产生的不稳定风险。
在目前行业中,在非标制作线上压装或试漏时,大多采用特殊设计的方式来满足该需求。在制作过程中,结构大体分为三种。第一种是使用楔块方式,水平布置气缸推动交错的楔块,使上方可浮动的楔块上行,上行后的楔块和气缸推动的楔块之间由斜面接触转化为平面接触,用于抵挡上方加压负载;二是使用水平布置气缸推动90°偏转的人字形交错的连杆装置中间的铰接轴,使连杆由折叠形式变为直立形式,利用连杆装置的自锁性抵挡上方加压负载;三是采用双气缸设计,第一个气缸垂直于输送平面布置,用于举升负载托盘,第二个气缸水平布置,用于在举升后推入实心垫块,使用实心垫块支撑在承载负载托盘的上方顶板和下方支撑座之间,用于抵挡上方加压负载。
上述现有的技术缺点是无法实现模块化和标准化的设计,因此在此方面不能解决问题,实现我们期望的效果。
发明内容
为了解决上述技术问题,本实用新型的技术方案将顶升承载的核心部件进行表准化、模块化的设计,而提供一种一种可标准化模块化的承载定位装置,使得其中的大部分零件能够通用于某些尺寸范围,而无需重新设计制。
为了实现上述目的,本实用新型所采用的技术方案是:一种可标准化模块化的承载定位装置,包括上顶板、下顶板、支撑于上顶板与下顶板之间的导杆,所述下顶板上表面一端设有至少2个组件单元组成的一体式通用型支撑模块;所述下顶板上表面另一端设有驱动系统,驱动系统连接一体式通用型支撑模块的一端;
所述的2个组件单元包括2个上支撑块、2个下支撑块和1个共用滑块轮组;
所述共用滑块轮组为四轮式结构,包括一个滑块、设置在滑块一端的第一组轴承轮和第二组轴承轮、设置在滑块另一端的第三组轴承轮和第四组轴承轮;所述第二组轴承轮和第三组轴承轮之间的滑块位置为连接梁部分;
所述连接梁部分可改变长度尺寸;
所述第一组轴承轮和第二组轴承轮所在位置的滑块部分配套设置一组上支撑块和下支撑块;所述第三组轴承轮和第四组轴承轮所在位置的滑块部分配套设置一组上支撑块和下支撑块;
所述的上支撑块和下支撑块为通用部件;
所述的第一组轴承轮和第三组轴承轮各具有2个轴承轮,所述两组轴承轮在同一水平面上,轮子底部低于滑块的底面;第二组轴承轮和第四组轴承轮各具有2个轴承轮,所述组轴承轮在同一水平面上,轮顶部高于滑块的顶面;
所述的上支撑块通过设置于上顶板上的螺栓固定连接,螺栓内嵌于上顶板表面的支柱内,所述支柱为2个;所述的下支撑块通过螺栓固定连接在下顶板上;
所述的上支撑块为带有斜面与反斜面的楔块结构,斜面与反斜面之间为平面;所述的下支撑块上表面对称设有凹槽;
所述的导杆的顶端通过螺栓固定连接在上顶板上,所述上顶板上表面与导杆顶端相对应的位置设有支柱,螺栓设置于支柱内,导杆的底端设有直线轴承,导杆连同直线轴承固定在下顶板上;
所述的下顶板下表面与导杆相对应的位置还设有导杆限位块,导杆限位块与下顶板下表面之间设有垫块,所述导杆限位块通过螺栓固定在垫块上,所述垫块通过两端的螺栓固定连接在下顶板上。
所述的驱动系统包括气缸,气缸的伸缩杆一端与气缸之间设有气缸安装板,气缸与气缸安装板之间通过螺栓固定,气缸安装板底端通过螺栓固定连接在下顶板上;气缸伸缩杆的另一端为气缸接手;
所述共用滑块轮组中位于第一组轴承轮所在滑块位置的一端设有槽型连接结构;气缸接手滑动连接在滑块的槽型连接结构中,便于气缸接手在槽型连接结构中上下滑动;
本实用新型的一体式通用型支撑模块采用四轮式结构的设计,使上下承载块在支撑时分别作用于滑块轮组的两端,提供较大的受力面积,可以支撑更大负载的压力,同时,可以满足更大托盘的使用情况。最大可达700mm*700mm为公称尺寸的标准托盘。
为了更高的适用通用性,本实用新型的一体式通用型支撑模块可进行尺寸变化,可以从四轮双支撑发展为六轮三支撑甚至更多,但设计形式不变,上下支撑块均可通用。
采用上述技术方案的具体工作过程是:
(1)由气缸横向推动在下支撑块上运动的滑块轮组,滑块轮组的第二组轴承轮和第四组轴承轮分别推动上方带有斜面的上支撑块在导杆的定向作用下向上运动,同时,第一组和第三组轴承轮在下支撑块的平面上水平运动;此时的运动过程由轴承轮将滑动摩擦转化为滚动摩擦,减小了运动阻力,且不需要长期维护;
(2)当滑块轮组的第二组轴承轮和第四组轴承轮分别通过上支撑块的斜面而到达平面时,承载定位的托盘到达最高点,此时气缸继续向前顶出;
(3)当滑块轮组的第二组轴承轮和第四组轴承轮分别通过上支撑块的平面时,第二组轴承轮和第四组轴承轮进入反向斜面,此时,滑块轮组的第一组和第三组轴承轮同时进入下支撑板的反向斜面凹槽;此过程中,上支撑块和滑块轮组均在垂直方向落下;最终,上支撑块的平面部分、滑块轮组的平面部分和下支撑块相互接触,靠合;此时对负载托盘增加额外的压力,则压力由相互接触的板面一直传递至承载定位的底面;此结构在此时拥有最大的支撑效果。
(4)在返回时,气缸回拉滑块轮组,滑块轮组的四组轴承轮分别推动上支撑块和下支撑块的反向斜面,可以起到分离各个接触面的作用,此时在理论上可以极大地避免在拉动滑块轮组时产生钢接触面之间的滑动摩擦;当气缸杆完全收回时,承载定位回到低位,完成一个动作周期。
本实用新型相对于现有技术是使用滚动摩擦代替了之前的滑动摩擦,并在最高举升处设计了下落点,将承压的接触转化为金属块之间的面-面接触而不是将压力作用在轮轴上,且在滑块轮组后退时,利用高低不同的轴承轮配合上下支撑块的斜面将上下支撑块向外分离,有效避免了滑动摩擦带来的弊端;且在各个零件靠合时,能够起到更加可靠的承压效果。
采用本实用新型的技术方案所产生的有益效果是:
将顶升承载的核心部件进行表准化、模块化的设计,使得其中的大部分零件能够通用于某些尺寸范围,而无需重新设计制造,这样有助于批量化制造,在设计时可以极大地降低设计时长,并且在利用标准的模块时,可以有效缩短加工周期,提高制作效率;模块化设计核心部件,具有更高的通用性,缩短了生产周期,降低了设计失误风险。
附图说明
图1为本实用新型定位装置的结构示意图。
图2为本实用新型定位装置的一体式通用型支撑模块装配图。
图3为图2的立体图。
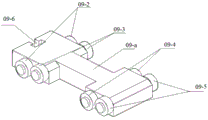
图4为图2中的滑块轮组结构图。
图5为图3的上支撑块结构图
图6为图3的下支撑块结构图。
图7为滑块轮组的第二组轴承轮和第四组轴承轮到达上支撑块斜面时的状态图。
图8为滑块轮组的第二组轴承轮和第四组轴承轮越过支撑块斜面到达平面时的状态图。
图9为滑块轮组的第二组轴承轮和第四组轴承轮通过支撑块平面且进入反向斜面时的状态图。
图中,01、螺栓M8×25,02、支柱,03、上顶板,04、导杆,05、直线轴承,06、导杆限位块,07、螺栓M8×20,08、螺栓M8×16,09、滑块轮组,10、下支撑块,10-1、下支撑块凹槽,11、气缸接手,12、螺栓M6×20,13、上支撑块,14、螺栓M8×35,15、气缸,16、安装板定位销,19、螺栓M5×16,20、气缸安装板,21、下顶板,09-1、滑块,09-2、第一组轴承轮,09-3、第二组轴承轮,09-4、第三组轴承轮,09-5、第四组轴承轮, 09-6、槽型连接结构,09-a、连接梁。
具体实施方式
下面结合实施例及附图进一步阐明本实用新型的内容,但本实用新型的内容不仅仅局限于下面的实施例。
如图1-9所示,一种可标准化模块化的承载定位装置,包括上顶板03、下顶板21、支撑于上顶板03与下顶板21之间的导杆04,所述下顶板21上表面一端设有至少2个组件单元组成的一体式通用型支撑模块;所述下顶板21上表面另一端设有驱动系统,驱动系统连接一体式通用型支撑模块的一端;
四轮式的设计使上下承载块在支撑时分别作用于滑块轮组的两端,提供较大的受力面积,可以支撑更大负载的压力,同时,可以满足更大托盘的使用情况。最大可达700mm*700mm为公称尺寸的标准托盘。
所述的2个组件单元包括2个上支撑块13、2个下支撑块10和1个共用滑块轮组09;
所述共用滑块轮组09为四轮式结构,包括一个滑块09-1、设置在滑块09-1一端的第一组轴承轮09-2和第二组轴承轮09-3、设置在滑块09-1另一端的第三组轴承轮09-4和第四组轴承轮09-5;所述第二组轴承轮09-3和第三组轴承轮09-4之间的滑块位置为连接梁09-a部分;
所述连接梁09-a部分可改变长度尺寸;
所述第一组轴承轮09-2和第二组轴承轮09-3所在位置的滑块部分配套设置一组上支撑块13和下支撑块10;所述第三组轴承轮09-4和第四组轴承轮09-5所在位置的滑块部分配套设置一组上支撑块13和下支撑块10;
所述的上支撑块13和下支撑块10为通用部件;
所述的第一组轴承轮和第三组轴承轮各具有2个轴承轮,所述两组轴承轮在同一水平面上,轮子底部低于滑块的底面;第二组轴承轮和第四组轴承轮各具有2个轴承轮,所述组轴承轮在同一水平面上,轮顶部高于滑块的顶面;
所述的上支撑块13通过设置于上顶板03上的螺栓14固定连接,螺栓14内嵌于上顶板表面的支柱02内,所述支柱02为2个;所述的下支撑块10通过螺栓08固定连接在下顶板21上;
所述的上支撑块13为带有斜面与反斜面的楔块结构,斜面与反斜面之间为平面;所述的下支撑块10上表面对称设有凹槽10-1;
所述的导杆04的顶端通过螺栓01固定连接在上顶板03上,所述上顶板03上表面与导杆04顶端相对应的位置设有支柱02,螺栓01设置于支柱02内,导杆04的底端设有直线轴承05,导杆04连同直线轴承05固定在下顶板21上;
所述的下顶板21下表面与导杆04相对应的位置还设有导杆限位块06,导杆限位块06与下顶板21下表面之间设有垫块,所述导杆限位块06通过螺栓07固定在垫块上,所述垫块通过两端的螺栓19固定连接在下顶板21上;
所述的驱动系统包括气缸15,气缸15的伸缩杆一端与气缸15之间设有气缸安装板20,气缸15与气缸安装板20之间通过螺栓固定,气缸安装板20底端通过螺栓12固定连接在下顶板21上;气缸伸缩杆的另一端为气缸接手11;
所述共用滑块轮组中位于第一组轴承轮09-2所在滑块位置的一端设有槽型连接结构09-6;气缸接手11滑动连接在滑块的槽型连接结构09-6中,便于气缸接手11在槽型连接结构09-6中上下滑动;
具体工作过程是:
(1)由气缸15横向推动在下支撑块10上运动的滑块轮组09,滑块轮组09的第二组轴承轮09-3和第四组轴承轮09-5分别推动上方带有斜面的上支撑块13在导杆04的定向作用下向上运动,同时,第一组09-2和第三组轴承09-4轮在下支撑块10的平面上水平运动;此时的运动过程由轴承轮将滑动摩擦转化为滚动摩擦,减小了运动阻力,且不需要长期维护;
(2)当滑块轮组09的第二组轴承轮09-3和第四组轴承轮09-5分别通过上支撑块13的斜面而到达平面时,承载定位的托盘到达最高点,此时气缸15继续向前顶出;
(3)当滑块轮组09的第二组轴承轮09-3和第四组轴承轮09-5分别通过上支撑块13的平面时,第二组轴承轮09-3和第四组轴承轮09-5进入反向斜面,此时,滑块轮组的第一组09-2和第三组轴承轮09-4同时进入下支撑块10的反向斜面凹槽;此过程中,上支撑块13和滑块轮组09均在垂直方向落下;最终,上支撑块13的平面部分、滑块轮组09的平面部分和下支撑块10相互接触,靠合;此时对负载托盘增加额外的压力,则压力由相互接触的板面一直传递至承载定位的底面;此结构在此时拥有最大的支撑效果。
(4)在返回时,气缸15回拉滑块轮组09,滑块轮组09的四组轴承轮分别推动上支撑块13和下支撑块10的反向斜面,可以起到分离各个接触面的作用,此时在理论上可以极大地避免在拉动滑块轮组时产生钢接触面之间的滑动摩擦;当气缸杆15完全收回时,承载定位回到低位,完成一个动作周期。
实施例二:
在实施例一的基础上,滑块轮组采用六轮式结构,根据轴承轮组的数量相应配套通用的上下支撑块,其他结构与实施例一相同,其工作原理与实施例一相同。
在实施例二的基础上,滑块轮组采用八轮式结构甚至更多,设计形式不便,上下支撑块均可通用,以上均属于本实用新型的技术方案的保护范畴。
Claims (9)
1.一种可标准化模块化的承载定位装置,其特征在于:包括上顶板、下顶板、支撑于上顶板与下顶板之间的导杆,所述下顶板上表面一端设有至少2个组件单元组成的一体式通用型支撑模块;所述下顶板上表面另一端设有驱动系统,驱动系统连接一体式通用型支撑模块的一端。
2.根据权利要求1所述的一种可标准化模块化的承载定位装置,其特征在于:所述的2个组件单元包括2个上支撑块、2个下支撑块和1个共用滑块轮组。
3.根据权利要求2所述的一种可标准化模块化的承载定位装置,其特征在于:所述共用滑块轮组为四轮式结构,包括一个滑块、设置在滑块一端的第一组轴承轮和第二组轴承轮、设置在滑块另一端的第三组轴承轮和第四组轴承轮;所述第二组轴承轮和第三组轴承轮之间的滑块位置为连接梁部分。
4.根据权利要求3所述的一种可标准化模块化的承载定位装置,其特征在于:所述连接梁部分可改变长度尺寸。
5.根据权利要求3或4所述的一种可标准化模块化的承载定位装置,其特征在于:所述第一组轴承轮和第二组轴承轮所在位置的滑块部分配套设置一组上支撑块和下支撑块;所述第三组轴承轮和第四组轴承轮所在位置的滑块部分配套设置一组上支撑块和下支撑块。
6.根据权利要求5所述的一种可标准化模块化的承载定位装置,其特征在于:所述的上支撑块和下支撑块为通用部件。
7.根据权利要求5所述的一种可标准化模块化的承载定位装置,其特征在于:所述的第一组轴承轮和第三组轴承轮各具有2个轴承轮,所述两组轴承轮在同一水平面上,轮子底部低于滑块的底面;第二组轴承轮和第四组轴承轮各具有2个轴承轮,所述组轴承轮在同一水平面上,轮顶部高于滑块的顶面。
8.根据权利要求1所述的一种可标准化模块化的承载定位装置,其特征在于:所述的驱动系统包括气缸,气缸的伸缩杆一端与气缸之间设有气缸安装板,气缸与气缸安装板之间通过螺栓固定,气缸安装板底端通过螺栓固定连接在下顶板上;气缸伸缩杆的另一端为气缸接手。
9.根据权利要求2所述的一种可标准化模块化的承载定位装置,其特征在于:所述共用滑块轮组中位于第一组轴承轮所在滑块位置的一端设有槽型连接结构;气缸接手滑动连接在滑块的槽型连接结构中,便于气缸接手在槽型连接结构中上下滑动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920906734.4U CN210150242U (zh) | 2019-06-17 | 2019-06-17 | 一种可标准化模块化的承载定位装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920906734.4U CN210150242U (zh) | 2019-06-17 | 2019-06-17 | 一种可标准化模块化的承载定位装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210150242U true CN210150242U (zh) | 2020-03-17 |
Family
ID=69763121
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920906734.4U Active CN210150242U (zh) | 2019-06-17 | 2019-06-17 | 一种可标准化模块化的承载定位装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210150242U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110155695A (zh) * | 2019-06-17 | 2019-08-23 | 大连德欣新技术工程有限公司 | 可标准化模块化的承载定位装置 |
-
2019
- 2019-06-17 CN CN201920906734.4U patent/CN210150242U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110155695A (zh) * | 2019-06-17 | 2019-08-23 | 大连德欣新技术工程有限公司 | 可标准化模块化的承载定位装置 |
| CN110155695B (zh) * | 2019-06-17 | 2024-03-26 | 大连德欣新技术工程有限公司 | 可标准化模块化的承载定位装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN210150242U (zh) | 一种可标准化模块化的承载定位装置 | |
| CN201372181Y (zh) | 超薄型剪叉式液压升降平台 | |
| CN110155695B (zh) | 可标准化模块化的承载定位装置 | |
| CN111069513B (zh) | 锻压机快速换模装置及换模方法 | |
| CN210365852U (zh) | 一种可以承受额外压力加载的模块化定位装置 | |
| CN114497858A (zh) | 一种托盘、模组处理方法及电池 | |
| CN110155694B (zh) | 可以承受额外压力加载的模块化定位装置 | |
| WO1987007870A1 (en) | Articulated-lever cutting and forming press | |
| CN110842502B (zh) | 一种板簧半自动组装设备 | |
| CN111038908B (zh) | 一种可以锁定的浮动承载放置架及货物位置调整和锁定方法 | |
| CN113145781A (zh) | 一种主缸行程不包含空载行程的高速液压机 | |
| CN217867940U (zh) | 一种同步顶升机构及具有其的agv小车 | |
| CN203159133U (zh) | 液压举升托盘 | |
| CN102729029B (zh) | 轴承压装装置 | |
| CN106428105A (zh) | 横移型液压复轨器 | |
| DE102020133542B4 (de) | Handhabungssystem und Handhabungsvorrichtung zur Handhabung von Werkstückpaletten sowie Werkzeugmaschine mit Handhabungssystem | |
| CN214721785U (zh) | 一种汽车焊接夹具用方便升降控制的台面基座 | |
| CN111842760A (zh) | 移动工作台装置及其快速转换受力体系的方法 | |
| CN218965689U (zh) | 一种用于智能家具组件的全自动组装装置 | |
| CN207918279U (zh) | 起重机双组行走机构搬运工装 | |
| CN212047438U (zh) | 一种汽车多款发动机通用治具台车 | |
| CN213104257U (zh) | 应用于弹簧压机的压簧轴载座装置 | |
| CN212740624U (zh) | 一种轮对架升用举升装置 | |
| CN220664741U (zh) | 一种货物系固升降装置 | |
| CN110978926B (zh) | 一种多级非独立悬架系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |