CN209919373U - Cnc工件定位装置及使用该夹具的机床 - Google Patents
Cnc工件定位装置及使用该夹具的机床 Download PDFInfo
- Publication number
- CN209919373U CN209919373U CN201920608441.8U CN201920608441U CN209919373U CN 209919373 U CN209919373 U CN 209919373U CN 201920608441 U CN201920608441 U CN 201920608441U CN 209919373 U CN209919373 U CN 209919373U
- Authority
- CN
- China
- Prior art keywords
- positioning
- workpiece
- block
- clamp
- connecting hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
- 239000000758 substrate Substances 0.000 claims description 35
- 239000000428 dust Substances 0.000 claims description 8
- 238000003780 insertion Methods 0.000 claims description 6
- 230000037431 insertion Effects 0.000 claims description 6
- 229910003460 diamond Inorganic materials 0.000 claims description 3
- 239000010432 diamond Substances 0.000 claims description 3
- 238000007789 sealing Methods 0.000 claims description 2
- 238000013461 design Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 230000001174 ascending effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
Images



Abstract
本实用新型提供了一种CNC工件定位装置及使用该夹具的机床,包括基板和用于装夹工件的至少一个夹具,夹具通过定位装置固定在基板上,夹具定位工件的Y轴坐标和Z轴坐标,定位装置上设置有用于在X轴方向上抵接工件一端的定位杆。本实用新型提供的CNC工件定位装置,与现有技术相比,夹具在装夹工件时,工件在空间上的两个坐标轴的坐标已经被确定下来了,只有夹具的装夹口开放端的坐标需要测量和校正,解决小件工件的人工校正低效和人工分中碰数低效的问题。对于长条形的特殊工件,需要多个油压虎钳对同一工件进行装夹,解决了解决特殊工件(长条工件)的双(多)虎钳装夹难效正的问题。
Description
技术领域
本实用新型属于夹具制造技术领域,更具体地说,是涉及一种CNC工件定位装置及使用该夹具的机床。
背景技术
在对工件进行机加工(上CNC用油压虎钳夹持装夹)时,需用夹具对工件进行夹持,同时还需要对工件进行用校表效正、分中棒(机械式寻边器)找数。
工件的切换按传统方法通常是:在机床内装夹,装夹后再人工校表、分中取数。
但是整个装夹过程人工操作频繁,机床在进行校正、分中取数时均处于停机状态,机床实际使用效率低。遇到部分特殊工件(不能锁板装夹、不能上磁盘装夹,只能上油压虎钳装夹)的装夹时,现场很难操作。
实用新型内容
本实用新型的目的在于提供一种CNC工件定位装置,以解决现有技术中存在的机床实际使用效率低、遇到特殊工件时装夹困难的问题。
为实现上述目的,本实用新型采用的技术方案是:提供一种CNC工件定位装置,包括基板和用于装夹工件的至少一个夹具,所述夹具通过定位装置固定在所述基板上,所述夹具定位所述工件的Y轴坐标和Z轴坐标,所述定位装置上设置有用于在X轴方向上抵接所述工件一端的定位杆。
进一步地,所述定位装置包括用于定位所述夹具的Y轴坐标的第一定位组件、用于定位所述夹具的X轴坐标的第二定位组件以及用于定位所述夹具的Z轴坐标的第三定位组件。
进一步地,所述第一定位组件包括设于所述基板上的至少一个第一定位块,所述夹具上开设有用于容纳所述第一定位块的定位槽。
优选地,所述第一定位组件包括四个所述第一定位块,四个所述第一定位块呈菱形分布。
进一步地,所述第二定位组件包括设于所述基板上的两个第二定位块,所述夹具在X轴方向上被夹设在两个所述第二定位块之间。
进一步地,所述基板上设有至少两个夹具,相邻两个所述夹具之间共用一个所述第二定位块。
进一步地,所述第二定位组件还包括用于将所述第二定位块连接在所述基板上的定位柱,所述第二定位块上开设有多个供所述定位柱和所述定位杆插接的定位孔,所述基板上开设有连通所述定位孔、供所述定位柱插接的插接孔。
进一步地,所述插接孔内套设有第一定位套。
进一步地,所述定位孔内套设有第二定位套,所述定位柱依次穿过所述第二定位套和所述第一定位套,所述定位柱的顶部低于所述第二定位块的顶面且高于所述第二定位块的底面。
进一步地,所述定位杆插入所述第二定位套且所述定位杆的顶部高于所述工件的底面。
进一步地,所述定位柱和所述定位杆的顶部固定有便于施力的固定杆。
进一步地,所述第二定位组件还包括设置在所述第二定位块上且用于封闭所述定位孔和所述第二定位套的防尘盖。
进一步地,所述第二定位组件还包括用于将所述第二定位块固定在所述基板上的第一固定件。
进一步地,所述第二定位块上开设有用于所述第一固定件穿过的第一连接孔,所述基板上开设有连通所述第一连接孔的第二连接孔,所述第一固定件依次穿过所述第一连接孔和所述第二连接孔。
进一步地,所述第三定位组件包括多个用于将所述夹具在基板上压紧的压块以及用于将所述压块固定在所述基板上的第二固定件,所述压块朝向所述夹具的一端向外延伸有凸块,所述夹具的侧壁开设有与所述凸块的底部抵接的止口。
进一步地,所述第三定位组件还包括用于将所述压块固定在所述基板上的第二固定件。
进一步地,所述压块上开设有用于所述第二固定件穿过的第三连接孔,所述基板上开设有连通所述第三连接孔的第四连接孔,所述第二固定件依次穿过所述第三连接孔和所述第四连接孔。
进一步地,所述夹具的装夹口处设置有用于夹持所述工件的挡板,所述挡板用于夹持所述工件的端面设置有凸板,所述凸板和所述挡板之间形成用于承载所述工件并使得所述工件与所述装夹口的底部保持悬空的台阶。
进一步地,所述夹具采用虎钳。
本实用新型的另一目的在于提供一种机床,包括工作台,所述机床还包括上述CNC工件定位装置,所述基板固定在所述工作台上。
本实用新型提供的CNC工件定位装置的有益效果在于:与现有技术相比,夹具在装夹工件时,工件在空间上的两个坐标轴的坐标已经被确定下来了,只有夹具的装夹口开放端的坐标需要测量和校正,解决小件工件的人工校正低效和人工分中碰数低效的问题。对于长条形的特殊工件,需要多个油压虎钳对同一工件进行装夹,解决了解决特殊工件(长条工件)的双(多)虎钳装夹难效正的问题,快速定位、快速切换,降低员工的劳动强度、减少人为操作的异常产生率,符合人性化和工业化设计。
附图说明
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
图1为本实用新型实施例提供的CNC工件定位装置(双油压虎钳)的爆炸结构示意图,部分结构未示出;
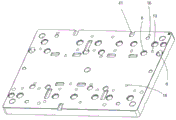
图2为本实用新型实施例提供的基板的结构示意图,部分结构未示出;
图3为本实用新型实施例提供的油压虎钳的结构示意图,部分结构未示出;
图4为本实用新型实施例提供的第二定位块的结构示意图,部分结构未示出;
图5为本实用新型实施例提供的压块的结构示意图,部分结构未示出;
图6为本实用新型实施例提供的挡板的结构示意图,部分结构未示出。
其中,图中各附图主要标记:
1、基板;2、油压虎钳;3、定位杆;
4、第一定位组件;41、第一定位块;
5、第二定位组件;51、第二定位块;52、定位柱;53、第一固定件;54、定位孔;55、防尘盖;
6、第三定位组件;61、压块;62、第二固定件;621、凸块;
7、定位槽;8、插接孔;9、第一连接孔;10、第二连接孔;11、第一定位套;12、第二定位套;13、固定杆;14、止口;15、第三连接孔;16、第四连接孔;17、挡板;18、凸板;19、台阶;20、工作台。
具体实施方式
为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
在本实用新型的描述中,需要理解的是,术语“中心”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
为了方便描述,定义空间上相互垂直的三个坐标轴分别为X轴、Y轴和Z轴,其中X轴与Y轴为同一水平面相互垂直的两个坐标轴,Z轴为竖直方向的坐标轴;X轴、Y轴和Z轴位于空间相互垂直有三个平面分别为XY面、YZ面和XZ面,其中,XY面为水平面,XZ面和YZ面均为竖直面,且XZ面与YZ面垂直。
请一并参阅图1及图2,现对本实用新型实施例提供的CNC工件定位装置进行说明。所述CNC工件定位装置,包括基板1和夹具,在本实施例中,夹具包括至少一个油压虎钳2,油压虎钳2通过定位装置固定在基板1上用于装夹工件,夹具定位了工件的Y轴坐标和Z轴坐标,定位装置上还设置有定位杆3,定位杆3用来在X轴方向上抵接工件其中一端端部,在这里需要指出X、Y、Z轴只是人为规定的,在本实施例中工件被装夹后的开放端与X轴保持平行。
本实用新型提供的CNC工件定位装置,与现有技术相比,夹具在装夹工件时,工件在空间上的两个坐标轴的坐标已经被确定下来了,只有夹具的装夹口开放端的坐标需要测量和校正,解决小件工件的人工校正低效和人工分中碰数低效的问题。对于长条形的特殊工件,需要多个油压虎钳2对同一工件进行装夹,解决了解决特殊工件(长条工件)的双(多)虎钳装夹难效正的问题,快速定位、快速切换,降低员工的劳动强度、减少人为操作的异常产生率,符合人性化和工业化设计。
请一并参阅图1及图2,定位装置包括第一定位组件4、第二定位组件5和第三定位组件6。第一定位组件4用于定位油压虎钳2在基板11上Y轴方向上的安装位置,第二定位组件5用于定位油压虎钳2在基板11上X轴方向上的安装位置,第三定位组件6用于将油压虎钳2固定在基板1的Z轴方向上固定,油压虎钳2在基板1上的空间位置被固定后,便可进行装夹工件。在本实施例中,油压虎钳2的装夹口的开放端与基板1的X轴方向平行,油压虎钳2在基板1上的空间位置确定后,工件在Y轴和Z轴方向上的坐标便被确定下来,因此只需对工件在X轴方向上的坐标进行测量和校正即可。
进一步地,请一并参阅图1及图2,第一定位组件4包括至少一个第一定位块41,油压虎钳2上开设有定位槽7,第一定位块41容纳在定位槽7内以实现油压虎钳2在Y轴方向上的定位,结构简单、方便加工。
优选地,请一并参阅图1及图2,作为本实施方式的一个具体实施例,第一定位组件4包括四个第一定位块41,这四个第一定位块41呈菱形分布,当然,在其他实施例中,第一定位块41的相对位置还可根据实际情况和需要选择和设计,优先选择其中两个相向对应的第一定位块41的连线与另外两个相向对应的第一定位块41的连线相互垂直的情况。还可根据实际情况和需要选择第一定位块41的个数,例如三个第一定位块41,三角形具有稳定性。
其中,上述四个第一定位块41分别固定在基板1上的前、后(图1中被遮挡,图2中展示了其安装位置)、左和右的四个位置,油压虎钳2的底部对应开设有四个定位槽7。当各个第一定位块41和定位槽7卡接完成后,油压虎钳2在基板1上Y轴方向上的位置便被确定下来,其中位于左边的第一定位块41和右边的第一定位块41还对油压虎钳2在基板1上X轴的定位起到作用。本实施例中,采用卡块和卡槽的卡接配合方式来实现油压虎钳2与基板1的连接以及在Y轴方向上的定位,结构简单、操作方便、便于拆装。当然,在其他实施例中,还可采用连接件固定的方式来代替卡接连接的方式。
进一步地,请参阅图1、图2及图4,第二定位组件5包括第二定位块51、定位柱52和第一固定件53,第二定位块51上开设有多个定位孔54,基板1上开设有与定位孔54连通的插接孔8,定位柱52依次穿过定位孔54和插接孔8后将第二定位块51和基板1连接在一起,再使用第一固定件53将第二定位块51在基板1上固定紧,其中,定位杆3也插接在其中某个定位孔54内。第二定位块51抵接在油压虎钳2的侧面,对于基板1上安装单油压虎钳2的情况,两个第二定位块51分别抵接油压虎钳2的两侧面便将油压虎钳2夹紧,使得油压虎钳2在基板1上的X轴方向的安装位置被确定。对于基板1上安装有双油压虎钳2或者多油压虎钳2的情况,各个第二定位块51与各个油压虎钳2间隔设置,使得各个油压虎钳2在安装位置确定后保持相互平行。第二定位块51与基板1完成定位和固定,各个第二定位块51依次夹紧各个油压虎钳2后,便无需再单独校正各个油压虎钳2,省时省力,符合人性化和工业化设计。
优选地,请参阅图1至图4,在本实施例中,在第二定位块51上开设第一连接孔9,在基板1上开设第二连接孔10,第一连接孔9连通第二连接孔10,第一固定件53选用为螺钉,第一连接孔9和第二连接孔10也均开设为螺纹孔,采用螺纹连接的方式将第二固定件62和基板1固定在一起,结构简单、便于操作和拆装、易于实现。当然,在其他实施例中,还可采用铆接、卡接的方式来替代螺纹连接的方式。
进一步地,请参阅图1及图2,插接孔8内套设有第一定位套11,对第一定位套11和定位柱52的加工使得定位柱52插入第一定位套11后没有间隙,即定位柱52和第一定位套11之间为非间隙配合,定位柱52在穿过定位孔54后插入第一定位套11内,定位柱52和第一定位套11之间的连接防止定位柱52在定位第二定位块51之后发生串动,使得第二定位块51在基板1上的安装状态更加稳定。定位柱52插入后顶部高于第二定位块51的底面且低于第二定位块51的顶面,便于后续采取措施封闭第二定位块51的顶部。作为另一实施例,定位柱52插入后的顶部与第二定位块51的顶面相平齐或者高于第二定位块51的顶面,则插入定位柱52的的第二定位套12不再需要采取封闭措施。
进一步地,请参阅图1及图4,定位孔54内套设有第二定位套12,第二定位套12和第一定位套11实质相同但安装位置不同,定位柱52插入第一定位套11后便于定位定位柱52和第一定位套11之间的插接,以防定位柱52插入定位孔54后发生串动而难以定位和第一定位套11的插接。
进一步地,请参阅图1至图4,定位孔54的数量有多个,在其中一个靠近油压虎钳2的第二定位套12内插接定位杆3,定位杆3的侧面抵接工件的开放端的其中一个端面。油压虎钳2在夹持工件时,工件的两侧面均被油压虎钳2的装夹口夹持,工件的两端面开放,定位杆3的侧面抵接工件的其中一个端面,该端面在X轴的坐标确定,该端面在X轴的坐标便可作为基准数,因此只需测量工件的另一个端面在X轴的坐标即可。定位杆3插入第二定位套12后,定位杆3的底部高于第二定位块51的底面且定位杆3的顶部高于工件的底面。
进一步地,请参阅图1,定位柱52和定位杆3的顶部固定有固定杆13(图中未示出定位柱52上的固定杆13),由于定位杆3插入定位套后,定位杆3形状规则,直接对定位杆3施力不方便将定位杆3取出和插入,故在定位杆3的顶部固定一个固定柱,方便在取出和插入时找到受力点,符合人性化设计。
进一步地,请参阅图1,第二定位组件5还包括防尘盖55,在前文中,我们提到了定位柱52依次穿过第二定位套12和第一定位套11后,定位柱52的顶部低于第二定位块51的顶面且高于第二定位块51的底面,因此第二定位块51的顶面未封闭,容易进入加工铁屑等废尘,因此,采用防尘盖55将第二定位块51的顶部封闭,防止废尘进入第二定位块51内,保持第二定位块51内部的清洁,符合人性化和工业化设计。作为另一实施例,定位柱52插入后的顶部与第二定位块51的顶面相平齐或者高于第二定位块51的顶面,则插入定位柱52的的第二定位套12不再需要防尘盖55封闭。
进一步地,请参阅图1及图5,第三定位组件6包括多个压块61和第二固定件62,压块61用于将油压虎钳2在基板1上压紧,压块61上设置有凸块621,凸块621沿着压块61朝向油压虎钳2的一端延伸,油压虎钳2的侧壁开设有止口14,凸块621的底面和止口14相抵接,以防油压虎钳2发生沿着Z轴方向的移动。压块61压紧油压虎钳2后,使用第二固定件62将压块61在基板1上固定紧即可。
优选地,请参阅图1、图2及图5,在本实施例中,在压块61上开设第三连接孔15,在基板1上开设第四连接孔16,第三连接孔15连通第四连接孔16,第二固定件62同样选用为螺钉,第三连接孔15和第四连接孔16也均开设为螺纹孔,采用螺纹的方式将压块61和基板1固定在一起,结构简单、便于操作和拆装、易于实现。当然,在其他实施例中,还可采用铆接、卡接的方式来替代螺纹连接的方式。
进一步地,请参阅图1及图6,油压虎钳2的装夹口处设置有挡板17,挡板17用于夹持工件,挡板17接触工件的端面设置有凸板18,凸板18和挡板17之间形成台阶19,在装夹时,工件的底面抵接在台阶19上,使得工件的底部与装夹口底部之间保持悬空,例如,在对工件进行攻丝操作时,攻丝件在穿透工件后与装夹口的底部保持一段距离,以防攻丝件穿透工件后打到装夹口的底部,对油压虎钳2产生损伤,符合人性化和工业化设计。
请参阅图1,本实用新型还提供一种机床,所述机床包括工作台20和上述CNC工件定位装置,CNC工件定位装置的基板1固定在工作台20上。
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
Claims (20)
1.一种工件定位装置,包括基板和用于装夹工件的至少一个夹具,所述夹具通过定位装置固定在所述基板上,所述夹具定位所述工件的Y轴坐标和Z轴坐标,其特征在于:所述定位装置上设置有用于在X轴方向上抵接所述工件一端的定位杆。
2.如权利要求1所述的工件定位装置,其特征在于:所述定位装置包括用于定位所述夹具的Y轴坐标的第一定位组件、用于定位所述夹具的X轴坐标的第二定位组件以及用于定位所述夹具的Z轴坐标的第三定位组件。
3.如权利要求2所述的工件定位装置,其特征在于:所述第一定位组件包括设于所述基板上的至少一个第一定位块,所述夹具上开设有用于容纳所述第一定位块的定位槽。
4.如权利要求3所述的工件定位装置,其特征在于:所述第一定位组件包括四个所述第一定位块,四个所述第一定位块呈菱形分布。
5.如权利要求2所述的工件定位装置,其特征在于:所述第二定位组件包括设于所述基板上的两个第二定位块,所述夹具在X轴方向上被夹设在两个所述第二定位块之间。
6.如权利要求5所述的工件定位装置,其特征在于,所述基板上设有至少两个夹具,相邻两个所述夹具之间共用一个所述第二定位块。
7.如权利要求5所述的工件定位装置,其特征在于:所述第二定位组件还包括用于将所述第二定位块连接在所述基板上的定位柱,所述第二定位块上开设有多个供所述定位柱和所述定位杆插接的定位孔,所述基板上开设有连通所述定位孔、供所述定位柱插接的插接孔。
8.如权利要求7所述的工件定位装置,其特征在于:所述插接孔内套设有第一定位套。
9.如权利要求8所述的工件定位装置,其特征在于:所述定位孔内套设有第二定位套,所述定位柱依次穿过所述第二定位套和所述第一定位套,所述定位柱的顶部低于所述第二定位块的顶面且高于所述第二定位块的底面。
10.如权利要求9所述的工件定位装置,其特征在于:所述定位杆插入所述第二定位套且所述定位杆的顶部高于所述工件的底面。
11.如权利要求10所述的工件定位装置,其特征在于:所述定位柱和所述定位杆的顶部固定有便于施力的固定杆。
12.如权利要求9所述的工件定位装置,其特征在于:所述第二定位组件还包括设置在所述第二定位块上且用于封闭所述定位孔和所述第二定位套的防尘盖。
13.如权利要求5所述的工件定位装置,其特征在于:所述第二定位组件还包括用于将所述第二定位块固定在所述基板上的第一固定件。
14.如权利要求13所述的工件定位装置,其特征在于:所述第二定位块上开设有用于所述第一固定件穿过的第一连接孔,所述基板上开设有连通所述第一连接孔的第二连接孔,所述第一固定件依次穿过所述第一连接孔和所述第二连接孔。
15.如权利要求2所述的工件定位装置,其特征在于:所述第三定位组件包括多个用于将所述夹具在基板上压紧的压块,所述压块朝向所述夹具的一端向外延伸有凸块,所述夹具的侧壁开设有与所述凸块的底部抵接的止口。
16.如权利要求15所述的工件定位装置,其特征在于:所述第三定位组件还包括用于将所述压块固定在所述基板上的第二固定件。
17.如权利要求16所述的工件定位装置,其特征在于:所述压块上开设有用于所述第二固定件穿过的第三连接孔,所述基板上开设有连通所述第三连接孔的第四连接孔,所述第二固定件依次穿过所述第三连接孔和所述第四连接孔。
18.如权利要求1所述的工件定位装置,其特征在于:所述夹具的装夹口处设置有用于夹持所述工件的挡板,所述挡板用于夹持所述工件的端面设置有凸板,所述凸板和所述挡板之间形成用于承载所述工件并使得所述工件与所述装夹口的底部保持悬空的台阶。
19.如权利要求1所述的工件定位装置,其特征在于,所述夹具采用虎钳。
20.一种机床,包括工作台,其特征在于:还包括权利要求1-19中任一项所述的工件定位装置,所述基板固定在所述工作台上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920608441.8U CN209919373U (zh) | 2019-04-29 | 2019-04-29 | Cnc工件定位装置及使用该夹具的机床 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920608441.8U CN209919373U (zh) | 2019-04-29 | 2019-04-29 | Cnc工件定位装置及使用该夹具的机床 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN209919373U true CN209919373U (zh) | 2020-01-10 |
Family
ID=69089037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920608441.8U Withdrawn - After Issue CN209919373U (zh) | 2019-04-29 | 2019-04-29 | Cnc工件定位装置及使用该夹具的机床 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN209919373U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110216500A (zh) * | 2019-04-29 | 2019-09-10 | 珠海格力精密模具有限公司 | Cnc工件定位装置及使用该夹具的机床 |
-
2019
- 2019-04-29 CN CN201920608441.8U patent/CN209919373U/zh not_active Withdrawn - After Issue
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110216500A (zh) * | 2019-04-29 | 2019-09-10 | 珠海格力精密模具有限公司 | Cnc工件定位装置及使用该夹具的机床 |
| CN110216500B (zh) * | 2019-04-29 | 2024-01-26 | 珠海格力精密模具有限公司 | Cnc工件定位装置及使用该夹具的机床 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102922316A (zh) | 物镜连接板加工夹具 | |
| CN209919373U (zh) | Cnc工件定位装置及使用该夹具的机床 | |
| CN215510021U (zh) | 一种斜面快速定位装置 | |
| CN110216500B (zh) | Cnc工件定位装置及使用该夹具的机床 | |
| CN104625811A (zh) | 应用台钻加工精密孔距孔的装置及其加工方法 | |
| CN213645980U (zh) | 双法兰工件钻孔工装 | |
| CN204639673U (zh) | 一种多工件加工夹具 | |
| CN209936729U (zh) | 一种微型仿形虎钳 | |
| CN209425018U (zh) | 机械加工快速定位夹具平台 | |
| CN215239312U (zh) | 一种在五轴加工中心上使用的通用燕尾夹具 | |
| CN217394337U (zh) | 一种机械手臂关节零件的专用夹具 | |
| CN219665798U (zh) | 一种两个角度面孔顶面的同心铣夹具 | |
| CN216990888U (zh) | 回位针加工夹具 | |
| CN216802553U (zh) | 一种自动化设备金属件的高精度夹具工装 | |
| CN218253948U (zh) | 一种车床夹具 | |
| CN212444886U (zh) | 一种电磁阀定位夹具 | |
| CN218926765U (zh) | 一种天窗支撑管连接头加工夹具 | |
| CN111618629A (zh) | 适用于异形工件的夹持装置及其使用方法 | |
| CN214323127U (zh) | 一种自动化的装夹工装 | |
| CN215035446U (zh) | 一种铣针槽组合工装 | |
| CN212122448U (zh) | 用于机械加工的夹具 | |
| CN204430872U (zh) | 应用台钻加工精密孔距孔的装置 | |
| CN210549585U (zh) | 一种应用于工件钻孔加工的夹具 | |
| CN213828002U (zh) | 一种新型的机械加工专用夹具 | |
| CN215090715U (zh) | 一种直角弯头、三通或四通铸件毛坯车削辅助夹具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20200110 Effective date of abandoning: 20240126 |
|
| AV01 | Patent right actively abandoned |
Granted publication date: 20200110 Effective date of abandoning: 20240126 |
|
| AV01 | Patent right actively abandoned | ||
| AV01 | Patent right actively abandoned |