CN203384901U - 一种压合扣接式led灯盘 - Google Patents
一种压合扣接式led灯盘 Download PDFInfo
- Publication number
- CN203384901U CN203384901U CN201320512454.8U CN201320512454U CN203384901U CN 203384901 U CN203384901 U CN 203384901U CN 201320512454 U CN201320512454 U CN 201320512454U CN 203384901 U CN203384901 U CN 203384901U
- Authority
- CN
- China
- Prior art keywords
- led lamp
- lamp panel
- connection
- shrinkage pool
- frame body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
本实用新型公开了一种压合扣接式LED灯盘,包括至少两件且共同围绕成LED灯盘的框架体,相邻框架体通过连接角码连接在一起,所述连接角码上开有连接定位孔,框架体开有连接凹孔,连接凹孔具有下拉延伸部,所述下拉延伸部镶嵌安装到连接定位孔内。本实用新型通过下拉延伸部与连接定位孔的定位固定连接,进而实现框架体既牢固又稳定地连接在一起。本实用新型无需通过任何的焊接工艺及其打磨工艺,也无需使用螺钉与角码的抽压工艺,只需将将连接角码安装在框架体后通过压力机和相适配的模具冲头即可配合加工出下拉延伸部,实现与连接定位孔的镶嵌安装模式,提高生产效率,本实用新型提供了一种新的框架体连接方式,其结构简单,连接稳定牢固。
Description
技术领域
本实用新型涉及一种LED灯盘领域,特别涉及一种压合扣接式LED灯盘。
背景技术
目前,现有的LED灯盘,一般包括有四件框架体,四件框架体共同围绕成LED灯盘。传统的LED灯盘,其相邻框架体是通过碰焊形式连接在一起的,为了增加连接强度,一般在相邻框架体的连接处增设有连接角码,随后在框架体的正面(灯盘的外观面)和背面通过碰焊工艺焊接在一起。然而,焊接工艺必将是在金属表面形成焊接点(甚至是更大的焊接面),大大影响了灯盘外正面的美观性,为此,某些生产者则是对灯盘正面的焊接点(焊接面)进行打磨,这就导致增加工序,提高生产成本。
发明内容
本实用新型的目的在于克服现有技术的不足,摒弃传统灯盘框架体的焊接连接工艺,提供一种新的框架体连接方式、结构简单、连接稳定牢固的压合扣接式LED灯盘。
本实用新型的实用新型目的是这样实现的:一种压合扣接式LED灯盘,包括至少两件且共同围绕成LED灯盘的框架体,其特征在于:相邻框架体通过连接角码连接在一起,所述连接角码上开有连接定位孔,框架体开有连接凹孔,连接凹孔具有下拉延伸部,所述下拉延伸部镶嵌安装到连接定位孔内。
对上述的压合扣接式LED灯盘作进一步优化,所述框架体上设有连接槽腔,连接角码安装在连接槽腔内,通过设置连接槽腔,使得框架体的连接更为稳定牢固。
根据上述技术方案进行优化,所述下拉延伸部设置在连接槽腔的上壁,使得连接角码和框架体的连接位置位于灯盘的内部,对灯盘的外观形状没有任何影响。
期间,对上述任意一种技术方案进行优化,所述连接槽腔的上壁开有泄水槽,其作用是在框架体进行液处理时,积液可以从泄水槽排出。
根据上述技术方案进行优化,所述泄水槽与连接凹孔相互交接。
根据上述技术方案进行优化,所述连接凹孔为盲孔。
根据上述技术方案进行优化,所述连接凹孔为通孔。
根据上述技术方案进行优化,所述连接凹孔通过冲压工艺加工而成。
根据上述技术方案进行优化,所述连接定位孔与连接凹孔均为方孔。
根据上述技术方案进行优化,所述连接定位孔与连接凹孔均为圆孔。
本实用新型所述的压合扣接式LED灯盘总成,它对常规的LED灯盘总成作出改进,它具有以下有益效果。
本实用新型摒弃传统灯盘框架体的框角焊接连接工艺或者是螺钉、角码抽压连接工艺,在连接角码上开有连接定位孔,框架体开有连接凹孔,连接凹孔具有下拉延伸部,下拉延伸部镶嵌安装到连接定位孔内,通过下拉延伸部与连接定位孔的定位固定连接,进而实现框架体既牢固又稳定地连接在一起。本实用新型无需通过任何的焊接工艺及其打磨工艺,也无需使用螺钉与角码的抽压工艺,只需将将连接角码安装在框架体后通过压力机和相适配的模具冲头即可配合加工出下拉延伸部,实现与连接定位孔的镶嵌安装模式,可大大提高生产效率,本实用新型提供了一种新的框架体连接方式,其结构简单,连接稳定牢固。
附图说明
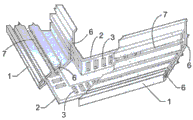
图1为本实用新型最佳实施例所示框架体安装后的结构示意图。
图2为图1所示框架体安装过程的结构分解图。
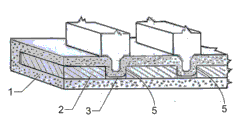
图3为图1所示框架体的接角安装过程中的冲压原理局部截面图。
具体实施方式
下面结合附图对本实用新型作进一步的描述。
根据图1至图3所示,本实用新型所述的压合扣接式LED灯盘,包括至少两件且共同围绕成LED灯盘的框架体1,框架体1为铝合金型材,一般来说,LED灯盘是由四件框架体1组合安装成方形结构。
本实用新型摒弃了传统的框架体1连接焊接模式,相邻框架体1通过连接角码2连接在一起,连接角码2为铁角码,为了保证相邻框架体1的连接强度,连接角码2的厚度一般比框架体1铝合金材质厚度要厚一些为佳。所述连接角码2上开有连接定位孔3,该连接定位孔3是预先冲压成型的。框架体1开有连接凹孔4,连接凹孔4通过连续受压力而具有下拉延伸部5,所述下拉延伸部5镶嵌卡牢安装到连接定位孔3内,期间,下拉延伸部5的外径应与连接角码2上连接定位孔3的内径满足过盈配合方式,避免两者存在径向虚位,保证了连接角码2和框架体1的牢固安装。
对上述的压合扣接式LED灯盘作进一步优化,所述框架体1上设有水平设置和竖直布置的连接槽腔6,连接槽腔6为长条形方状腔体,形成和连接角码2安装的框架压扣部,连接角码2安装在连接槽腔6内,通过设置连接槽腔6,使得框架体1的连接更为稳定牢固,下拉延伸部5设置在连接槽腔6的上壁,使得连接角码2和框架体1的连接位置位于灯盘的内部,对灯盘的外观形状没有任何影响。
期间,对上述任意一种技术方案进行优化,所述连接槽腔6的上壁开有泄水槽7,其作用是在框架体1进行液处理时,积液可以从泄水槽7排出,所述泄水槽7与连接凹孔4相互交接。
在本实用新型中,框架体1上的连接凹孔4为盲孔,其只需调整加工工艺的适配参数即可,如附图3所示,盲孔结构有助于保证下拉延伸部5有较好的强度。在本实施例以外,该连接凹孔4可为通孔,上述的连接凹孔4通过冲压工艺加工而成。另外,所述连接定位孔3与连接凹孔4均为方孔,方孔的压扣面积大,可防止相互滑转,连接更为牢固,如图1和图2所示;或者,所述连接定位孔3与连接凹孔4均为圆孔。
上述的压合扣接式LED灯盘,其框架体1的安装流程是这样的:先在连接角码2上预先冲压有连接定位孔3,然后将连接角码2安装在连接槽腔6内,随后,根据全部连接定位孔3的尺寸及位置,制成与其尺寸、位置相适配的模具冲头,对准已经安装在框架体1的连接槽腔6内的连接角码2上的连接定位孔3(或当采用可调排冲压力机时,需调整好用于冲压框架体1连接凹孔4的冲头间距),再由上述的冲头在框架体1上冲压连接凹孔4,使得连接槽腔6的上壁形成下拉延伸部5,该下压延伸部即能恰到好处地牢固镶嵌在连接定位孔3内,实现框架体1和连接角码2的牢固定位连接。
本实用新型所述的压合扣接式LED灯盘,通过下拉延伸部5与连接定位孔3的定位固定连接,进而实现框架体1能够牢固、稳定的连接在一起。本实用新型在框架体1的拼接处无需通过任何的焊接工艺及其打磨工艺,也无需采用螺钉与角码的抽压工艺,只需将将连接角码2安装在框架体1后通过压力机的模具冲头的冲压即可配合加工出下拉延伸部5,实现与连接定位孔3的镶嵌安装模式,可大大提高生产效率,本实用新型提供了一种新的框架体1连接方式,其结构简单,连接稳定牢固。
Claims (10)
1.一种压合扣接式LED灯盘,包括至少两件且共同围绕成LED灯盘的框架体(1),其特征在于:相邻框架体(1)通过连接角码(2)连接在一起,所述连接角码(2)上开有连接定位孔(3),框架体(1)开有连接凹孔(4),连接凹孔(4)具有下拉延伸部(5),所述下拉延伸部(5)镶嵌安装到连接定位孔(3)内。
2.根据权利要求1所述的压合扣接式LED灯盘,其特征在于:所述框架体(1)上设有连接槽腔(6),连接角码(2)安装在连接槽腔(6)内。
3.根据权利要求2所述的压合扣接式LED灯盘,其特征在于:所述下拉延伸部(5)设置在连接槽腔(6)的上壁。
4.根据权利要求1或2或3所述的压合扣接式LED灯盘,其特征在于:所述连接槽腔(6)的上壁开有泄水槽(7)。
5.根据权利要求4所述的压合扣接式LED灯盘,其特征在于:所述泄水槽(7)与连接凹孔(4)相互交接。
6.根据权利要求5所述的压合扣接式LED灯盘,其特征在于:所述连接凹孔(4)为盲孔。
7.根据权利要求5所述的压合扣接式LED灯盘,其特征在于:所述连接凹孔(4)为通孔。
8.根据权利要求5所述的压合扣接式LED灯盘,其特征在于:所述连接凹孔(4)通过冲压工艺加工而成。
9.根据权利要求8所述的压合扣接式LED灯盘,其特征在于:所述连接定位孔(3)与连接凹孔(4)均为方孔。
10.根据权利要求8所述的压合扣接式LED灯盘,其特征在于:所述连接定位孔(3)与连接凹孔(4)均为圆孔。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320512454.8U CN203384901U (zh) | 2013-08-22 | 2013-08-22 | 一种压合扣接式led灯盘 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320512454.8U CN203384901U (zh) | 2013-08-22 | 2013-08-22 | 一种压合扣接式led灯盘 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203384901U true CN203384901U (zh) | 2014-01-08 |
Family
ID=49873385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320512454.8U Expired - Fee Related CN203384901U (zh) | 2013-08-22 | 2013-08-22 | 一种压合扣接式led灯盘 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203384901U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103423711A (zh) * | 2013-08-22 | 2013-12-04 | 卢国泰 | 一种压合扣接式led灯盘 |
-
2013
- 2013-08-22 CN CN201320512454.8U patent/CN203384901U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103423711A (zh) * | 2013-08-22 | 2013-12-04 | 卢国泰 | 一种压合扣接式led灯盘 |
| CN103423711B (zh) * | 2013-08-22 | 2015-08-26 | 卢国泰 | 一种压合扣接式led灯盘 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203304399U (zh) | 一种喇叭盆架冲压级进模具 | |
| CN203384901U (zh) | 一种压合扣接式led灯盘 | |
| CN211758147U (zh) | 一种便于拆装的开式可倾压力机 | |
| CN103423711B (zh) | 一种压合扣接式led灯盘 | |
| CN202037252U (zh) | 钢管成型模具 | |
| CN203170781U (zh) | 拉线棒成型模 | |
| CN205032560U (zh) | 带有自动压边功能的模具 | |
| CN204643517U (zh) | 一种自动扶梯机房活动盖板 | |
| CN205347203U (zh) | 汽车双曲钢化玻璃树脂实心压模 | |
| CN201249134Y (zh) | 立式磨机的主减速器底座 | |
| CN202934000U (zh) | 一种生产双层端锥的设备 | |
| CN105414437A (zh) | 一种使用软质铆柱的预压孔与铆压复合的板材连接方法 | |
| CN201760472U (zh) | 一种门护板局部整形工装 | |
| CN204915865U (zh) | 一种皮卡护栏安装加强板 | |
| CN206130900U (zh) | 一种冲压成型的超薄灯面板 | |
| CN201493397U (zh) | 用于前、后大灯支架的拉深模具 | |
| CN211135203U (zh) | 一种u型管冲压的下模具 | |
| CN210730648U (zh) | 铁艺管件焊点装饰件的双面冷镦模具 | |
| CN205638124U (zh) | 活动连接件 | |
| CN204486682U (zh) | 曲轴专用全封闭式加工模具 | |
| CN104723243B (zh) | 铝合金关节连接器组装机的本体压固机构 | |
| CN202278099U (zh) | 汽车悬挂c形梁冲压件压筋装置 | |
| CN213317054U (zh) | 一种用于金属制品下料生产新型连续冲压装置 | |
| CN204546373U (zh) | 铝合金关节连接器组装机的本体压固机构 | |
| CN203119321U (zh) | 一种箱变高压柜体眉头的安装结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140108 Termination date: 20170822 |