CN203381238U - 一种在线扣合手挽制袋装置 - Google Patents
一种在线扣合手挽制袋装置 Download PDFInfo
- Publication number
- CN203381238U CN203381238U CN201320365809.5U CN201320365809U CN203381238U CN 203381238 U CN203381238 U CN 203381238U CN 201320365809 U CN201320365809 U CN 201320365809U CN 203381238 U CN203381238 U CN 203381238U
- Authority
- CN
- China
- Prior art keywords
- fastening
- handle
- punching
- making device
- bag making
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn - After Issue
Links
Images










Landscapes
- Making Paper Articles (AREA)
Abstract
本实用新型公开了一种在线扣合手挽制袋装置,机架本体上设有用于牵引塑料薄膜运动的牵引机构,在机架本体沿塑料薄膜输送方向上依次设有用于塑料薄膜冲孔的冲孔机构和用于将手挽上盖与手挽下盖相互扣合在塑料薄膜冲孔上的扣合机构,所述扣合机构连接有用于将手挽上盖和手挽下盖分别输送至扣合机构上的双层送料机构,所述双层送料机构通过输送机构连接有分别将手挽上盖和手挽下盖输出的上料机构,机架本体上还设有用于调节冲孔机构和扣合机构间距的调节机构。可以边制袋,边将手挽上盖与手挽下盖扣合在塑料薄膜冲孔上,实现了自动化生产,降低产线作业人员的劳动强度和减少劳动成本,同时提高了产品质量和生产效率,保证大批量生产时具有质量稳定可靠的特点。
Description
【技术领域】
本实用新型涉及制袋机,尤其是一种在线扣合手挽制袋装置。
【背景技术】
扣手挽复合塑料袋已广泛应用,目前扣手挽复合塑料袋的加工一般是先利用冲孔机构对塑料薄膜进行冲孔,然后再手动或半自动将手挽上盖和手挽下盖扣合在塑料薄膜的冲孔上,这种生产方式周转工序多,生产效率低,劳动成本高,不适宜大批量自动化生产;另外采用这种生产方式生产的塑料薄膜袋不美观,质量不稳定。
本实用新型即针对现有技术的不足而研究提出。
【实用新型内容】
本实用新型要解决的技术问题是提供一种在线扣合手挽制袋装置,在机架本体沿塑料薄膜输送方向上依次设有用于塑料薄膜冲孔的冲孔机构和用于将手挽上盖与手挽下盖相互扣合在塑料薄膜冲孔上的扣合机构。可以边制袋,边将手挽上盖与手挽下盖扣合在塑料薄膜冲孔上,实现了自动化生产,降低产线作业人员的劳动强度和减少劳动成本,同时提高了产品质量和生产效率,保证大批量生产时具有质量稳定可靠的特点。
为解决上述技术问题,本实用新型一种在线扣合手挽制袋装置,采用如下技术方案:
本实用新型一种在线扣合手挽制袋装置,包括机架本体,所述机架本体上设有用于牵引塑料薄膜运动的牵引机构,所述机架本体沿塑料薄膜输送方向上依次设有用于塑料薄膜冲孔的冲孔机构和用于将手挽上盖与手挽下盖相互扣合在塑料薄膜冲孔上的扣合机构,所述扣合机构连接有用于将手挽上盖和手挽下盖分别输送至扣合机构上的双层送料机构,所述双层送料机构通过输送机构连接有分别将手挽上盖和手挽下盖输出的上料机构,所述机架本体上还设有用于调节冲孔机构和扣合机构间距的调节机构。
所述冲孔机构包括前连接板和后连接板,所述前连接板和后连接板之间连接有导杆,所述导杆上滑动连接有冲孔座,所述冲孔座上设有冲孔模具,所述冲孔模具上设有用于塑料薄膜通过的导向缝隙,所述冲孔模具上还设有垂直于导向缝隙的模孔,所述冲孔机构还包括与冲孔模具固定连接的冲孔气缸,所述冲孔气缸的输出端连接有与模孔配合的冲孔部件,所述前连接板连接有调节螺杆,所述调节螺杆一端与冲孔座配合连接,所述调节机构包括设在机架本体上的传动齿条和设在前连接板与后连接板之间第一齿轮轴,所述第一齿轮轴上设有与传动齿条啮合的第一齿轮。
所述扣合机构包括可相对机架本体调节移动的扣合调节连接架,所述扣合调节连接架上设有可相对扣合调节连接架移动的扣合气缸座,所述扣合气缸座上下两端分别设有上扣合气缸和下扣合气缸,所述上扣合气缸输出端连接有上扣合压块,所述下扣合气缸输出端连接有与上扣合压块配合的下扣合压块,所述双层送料机构延伸至上扣合压块与下扣合压块之间。
所述扣合调节连接架包括左侧板和右侧板,所述左侧板和右侧板的两端分别连接有前侧板和后侧板,所述左侧板外侧两端部均设有齿轮轴固定板,所述调节机构包括设在机架本体上的传动齿条和设在两块齿轮轴固定板之间的第二齿轮轴,所述第二齿轮轴上设有与传动齿条啮合的第二齿轮,所述左侧板和右侧板的内侧均设有滑槽,所述滑槽配合有移动导向块,所述移动导向块设在扣合气缸座两侧,所述前侧板连接有用于调节扣合气缸座沿滑槽移动的丝杆。
所述前侧板和后侧板底部设有与机架本体配合的纵向导向块,所述右侧板连接有排气座,所述排气座上设有用于上下两层塑料薄膜之间排气的排气夹板。
所述双层送料机构包括用于输送手挽上盖的上导槽,所述上导槽下方设有用于输送手挽下盖的下导槽,所述上导槽前端设有用于手挽上盖定位的上定位孔,所述下导槽前端设有用于手挽下盖定位的下定位孔,所述下定位孔内侧设有用于支撑手挽下盖的凸沿。
所述上料机构包括上料连接架,所述上料连接架上设有可相对上料连接架横向调节移动的横向滑板,所述横向滑板上设有可相对横向滑板纵向调节移动的纵向滑板,所述纵向滑板上设有用于将手挽上盖或手挽下盖振动后整齐排列输出的振盘,所述振盘上部侧面设有与输送机构连接的出料口。
所述输送机构包括输送支架,所述输送支架上设有与出料口连接的纵向输送滑道所述输送支架上设有与输送滑道对接的传送带,所述输送支架上还设有用于驱动传送带运动的驱动装置,所述传送带另一端与双层送料机构对接。
所述双层送料机构进料端设有进料推动气缸,所述进料推动气缸输出端连接有将手挽下盖推向下导槽的第一级推块,所述第一级推块上方连接有用于将手挽上盖推向上导槽的第二级推块。
所述前连接板与调节螺杆之间设有轴向推力轴承,所述第一齿轮轴前端设有齿轮轴手柄,所述前连接板和后连接板底部分别设有与机架本体配合的冲孔导向块。
本实用新型一种在线扣合手挽制袋装置,在机架本体沿塑料薄膜输送方向上依次设有用于塑料薄膜冲孔的冲孔机构和用于将手挽上盖与手挽下盖相互扣合在塑料薄膜冲孔上的扣合机构。可以边制袋,边将手挽上盖与手挽下盖扣合在塑料薄膜冲孔上,实现了自动化生产,降低产线作业人员的劳动强度和减少劳动成本,同时提高了产品质量和生产效率,保证大批量生产时具有质量稳定可靠的特点。
【附图说明】
下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:
图1为本实用新型的结构示意图。
图2为图1中A的放大视图。
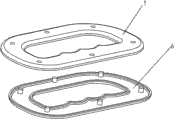
图3为手挽上盖和手挽下盖的爆炸视图。
图4为本实用新型中冲孔机构的结构示意图。
图5为冲孔机构中冲孔模具、冲孔气缸及冲孔部件的连接结构示意图。
图6为本实用新型中扣合机构的结构示意图。
图7为扣合机构的爆炸视图之一。
图8为扣合机构的爆炸视图之二。
图9为本实用新型中输送机构的结构示意图。
图10为输送机构与双层送料机构连接的爆炸视图。
图11为上导槽和下导槽的结构示意图。
图12为本实用新型中上料机构的结构示意图。
【具体实施方式】
下面结合附图对本实用新型的实施方式作详细说明。
本实用新型一种在线扣合手挽制袋装置,包括机架本体1,所述机架本体1上设有用于牵引塑料薄膜3运动的牵引机构,所述机架本体1沿塑料薄膜3输送方向上依次设有用于塑料薄膜3冲孔的冲孔机构4和用于将手挽上盖6与手挽下盖5相互扣合在塑料薄膜3冲孔上的扣合机构7,所述扣合机构7连接有用于将手挽上盖6和手挽下盖5分别输送至扣合机构7上的双层送料机构8,所述双层送料机构8通过输送机构9连接有分别将手挽上盖6和手挽下盖5输出的上料机构2,所述机架本体1上还设有用于调节冲孔机构4和扣合机构7间距的调节机构10。当生产不同规格的塑料薄膜袋时,通过调节机构10,可以调节冲孔机构4和扣合机构7之间的距离,以满足生产需求。
所述冲孔机构4包括前连接板41和后连接板42,所述前连接板41和后连接板42之间连接有导杆43,所述导杆43上滑动连接有冲孔座44,所述冲孔座44上设有冲孔模具45,所述冲孔模具45上设有用于塑料薄膜3通过的导向缝隙46,所述冲孔模具45上还设有垂直于导向缝隙46的模孔47,所述冲孔机构4还包括与冲孔模具45固定连接的冲孔气缸48,所述冲孔气缸48的输出端连接有与模孔47配合的冲孔部件49,所述前连接板41连接有调节螺杆411,所述调节螺杆411一端与冲孔座44配合连接,通过转动调节螺杆411,带动冲孔座44沿导杆43横向移动,进而达到调节整个冲孔机构4横向移动,所述调节机构10包括设在机架本体1上的传动齿条100和设在前连接板41与后连接板42之间第一齿轮轴412,所述第一齿轮轴412上设有与传动齿条100啮合的第一齿轮413,转动第一齿轮轴412,第一齿轮413则在传动齿条100上滚动,进而使冲孔机构4纵向移动。
所述扣合机构7包括可相对机架本体1调节移动的扣合调节连接架70,所述扣合调节连接架70上设有可相对扣合调节连接架70移动的扣合气缸座711,所述扣合气缸座711上下两端分别设有上扣合气缸713和下扣合气缸714,所述上扣合气缸713输出端连接有上扣合压块715,所述下扣合气缸714输出端连接有与上扣合压块715配合的下扣合压块716,所述双层送料机构8延伸至上扣合压块715与下扣合压块716之间。
所述扣合调节连接架70包括左侧板71和右侧板72,所述左侧板71和右侧板72的两端分别连接有前侧板73和后侧板74,所述左侧板71外侧两端部均设有齿轮轴固定板75,所述调节机构10包括设在机架本体1上的传动齿条100和设在两块齿轮轴固定板75之间的第二齿轮轴76,所述第二齿轮轴76上设有与传动齿条100啮合的第二齿轮77,所述左侧板71和右侧板72的内侧均设有滑槽79,所述滑槽79配合有移动导向块710,所述移动导向块710设在扣合气缸座711两侧,移动导向块710与扣合气缸座711固定连接,所述前侧板73连接有用于调节扣合气缸座711沿滑槽79移动的丝杆712,转动第二齿轮轴76,可以调节扣合调节连接架70及扣合气缸座711沿传动齿条100在机架本体1上纵向移动,以调节扣合机构7与冲孔机构4的间距。
所述前侧板73和后侧板74底部设有与机架本体1配合的纵向导向块78,所述右侧板72连接有排气座717,所述排气座717上设有用于上下两层塑料薄膜3之间排气的排气夹板718。
所述双层送料机构8包括用于输送手挽上盖6的上导槽81,所述上导槽81下方设有用于输送手挽下盖5的下导槽82,所述上导槽81前端设有用于手挽上盖6定位的上定位孔84,所述下导槽82前端设有用于手挽下盖5定位的下定位孔85,所述下定位孔85内侧设有用于支撑手挽下盖5的凸沿87。塑料薄膜3位于上定位孔84与下定位孔85之间,当手挽上盖6进入上定位孔84时,手挽上盖6临时卡在上定位孔84中;与此同时,手挽下盖5也进入下定位孔85,凸沿87的支撑着手挽下盖5。之后下扣合气缸714顶起下扣合压块716,使并贴近下定位孔85底部,下扣合压块716的导向端穿过下定位孔85,上扣合气缸713则使上扣合压块715向下压手挽上盖6,使手挽上盖6上定位孔84分离,上扣合压块715穿过上定位孔84,手挽上盖6沿着下扣合压块716滑落至塑料薄膜3的冲孔上,上扣合压块715进一步下压,将手挽上盖6与手挽下盖5压紧扣合。
所述上料机构2包括上料连接架21,所述上料连接架21上设有可相对上料连接架21横向调节移动的横向滑板22,所述横向滑板22上设有可相对横向滑板22纵向调节移动的纵向滑板23,所述纵向滑板23上设有用于将手挽上盖6或手挽下盖5振动后整齐排列输出的振盘24,所述振盘24上部侧面设有与输送机构9连接的出料口25。
所述输送机构9包括输送支架91,所述输送支架91上设有与出料口25连接的纵向输送滑道94所述输送支架91上设有与输送滑道94对接的传送带92,所述输送支架91上还设有用于驱动传送带92运动的驱动装置93,所述传送带92另一端与双层送料机构8对接。
所述双层送料机构8进料端设有进料推动气缸95,所述进料推动气缸95输出端连接有将手挽下盖5推向下导槽82的第一级推块96,所述第一级推块96上方连接有用于将手挽上盖6推向上导槽81的第二级推块97。
所述前连接板41与调节螺杆411之间设有轴向推力轴承416,所述第一齿轮轴412前端设有齿轮轴手柄414,所述前连接板41和后连接板42底部分别设有与机架本体1配合的冲孔导向块415。
Claims (10)
1.一种在线扣合手挽制袋装置,其特征在于包括机架本体(1),所述机架本体(1)上设有用于牵引塑料薄膜(3)运动的牵引机构,所述机架本体(1)沿塑料薄膜(3)输送方向上依次设有用于塑料薄膜(3)冲孔的冲孔机构(4)和用于将手挽上盖(6)与手挽下盖(5)相互扣合在塑料薄膜(3)冲孔上的扣合机构(7),所述扣合机构(7)连接有用于将手挽上盖(6)和手挽下盖(5)分别输送至扣合机构(7)上的双层送料机构(8),所述双层送料机构(8)通过输送机构(9)连接有分别将手挽上盖(6)和手挽下盖(5)输出的上料机构(2),所述机架本体(1)上还设有用于调节冲孔机构(4)和扣合机构(7)间距的调节机构(10)。
2.按权利要求1所述一种在线扣合手挽制袋装置,其特征在于所述冲孔机构(4)包括前连接板(41)和后连接板(42),所述前连接板(41)和后连接板(42)之间连接有导杆(43),所述导杆(43)上滑动连接有冲孔座(44),所述冲孔座(44)上设有冲孔模具(45),所述冲孔模具(45)上设有用于塑料薄膜(3)通过的导向缝隙(46),所述冲孔模具(45)上还设有垂直于导向缝隙(46)的模孔(47),所述冲孔机构(4)还包括与冲孔模具(45)固定连接的冲孔气缸(48),所述冲孔气缸(48)的输出端连接有与模孔(47)配合的冲孔部件(49),所述前连接板(41)连接有调节螺杆(411),所述调节螺杆(411)一端与冲孔座(44)配合连接,所述调节机构(10)包括设在机架本体(1)上的传动齿条(100)和设在前连接板(41)与后连接板(42)之间第一齿轮轴(412),所述第一齿轮轴(412)上设有与传动齿条(100)啮合的第一齿轮(413)。
3.按权利要求1所述一种在线扣合手挽制袋装置,其特征在于所述扣合机构(7)包括可相对机架本体(1)调节移动的扣合调节连接架(70),所述扣合调节连接架(70)上设有可相对扣合调节连接架(70)移动的扣合气缸座(711),所述扣合气缸座(711)上下两端分别设有上扣合气缸(713)和下扣合气缸(714),所述上扣合气缸(713)输出端连接有上扣合压块(715),所述下扣合气缸(714)输出端连接有与上扣合压块(715)配合的下扣合压块(716),所述双层送料机构(8)延伸至上扣合压块(715)与下扣合压块(716)之间。
4.按权利要求3所述一种在线扣合手挽制袋装置,其特征在于所述扣合调节连接架(70)包括左侧板(71)和右侧板(72),所述左侧板(71)和右侧板(72)的两端分别连接有前侧板(73)和后侧板(74),所述左侧板(71)外侧两端部均设有齿轮轴固定板(75),所述调节机构(10)包括设在机架本体(1)上的传动齿条(100)和设在两块齿轮轴固定板(75)之间的第二齿轮轴(76),所述第二齿轮轴(76)上设有与传动齿条(100)啮合的第二齿轮(77),所述左侧板(71)和右侧板(72)的内侧均设有滑槽(79),所述滑槽(79)配合有移动导向块(710),所述移动导向块(710)设在扣合气缸座(711)两侧,所述前侧板(73)连接有用于调节扣合气缸座(711)沿滑槽(79)移动的丝杆(712)。
5.按权利要求4所述一种在线扣合手挽制袋装置,其特征在于所述前侧板(73)和后侧板(74)底部设有与机架本体(1)配合的纵向导向块(78),所述右侧板(72)连接有排气座(717),所述排气座(717)上设有用于上下两层塑料薄膜(3)之间排气的排气夹板(718)。
6.按权利要求1或3所述一种在线扣合手挽制袋装置,其特征在于所述双层送料机构(8)包括用于输送手挽上盖(6)的上导槽(81),所述上导槽(81)下方设有用于输送手挽下盖(5)的下导槽(82),所述上导槽(81)前端设有用于手挽上盖(6)定位的上定位孔(84),所述下导槽(82)前端设有用于手挽下盖(5)定位的下定位孔(85),所述下定位孔(85)内侧设有用于支撑手挽下盖(5)的凸沿(87)。
7.按权利要求1所述一种在线扣合手挽制袋装置,其特征在于所述上料机构(2)包括上料连接架(21),所述上料连接架(21)上设有可相对上料连接架(21)横向调节移动的横向滑板(22),所述横向滑板(22)上设有可相对横向滑板(22)纵向调节移动的纵向滑板(23),所述纵向滑板(23)上设有用于将手挽上盖(6)或手挽下盖(5)振动后整齐排列输出的振盘(24),所述振盘(24)上部侧面设有与输送机构(9)连接的出料口(25)。
8.按权利要求7所述一种在线扣合手挽制袋装置,其特征在于所述输送机构(9)包括输送支架(91),所述输送支架(91)上设有与出料口(25)连接的纵向输送滑道(94)所述输送支架(91)上设有与输送滑道(94)对接的传送带(92),所述输送支架(91)上还设有用于驱动传送带(92)运动的驱动装置(93),所述传送带(92)另一端与双层送料机构(8)对接。
9.按权利要求8所述一种在线扣合手挽制袋装置,其特征在于所述双层送料机构(8)进料端设有进料推动气缸(95),所述进料推动气缸(95)输出端连接有将手挽下盖(5)推向下导槽(82)的第一级推块(96),所述第一级推块(96)上方连接有用于将手挽上盖(6)推向上导槽(81)的第二级推块(97)。
10.按权利要求2所述一种在线扣合手挽制袋装置,其特征在于所述前连接板(41)与调节螺杆(411)之间设有轴向推力轴承(416),所述第一齿轮轴(412)前端设有齿轮轴手柄(414),所述前连接板(41)和后连接板(42)底部分别设有与机架本体(1)配合的冲孔导向块(415)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320365809.5U CN203381238U (zh) | 2013-06-24 | 2013-06-24 | 一种在线扣合手挽制袋装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320365809.5U CN203381238U (zh) | 2013-06-24 | 2013-06-24 | 一种在线扣合手挽制袋装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203381238U true CN203381238U (zh) | 2014-01-08 |
Family
ID=49869761
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320365809.5U Withdrawn - After Issue CN203381238U (zh) | 2013-06-24 | 2013-06-24 | 一种在线扣合手挽制袋装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203381238U (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103331945A (zh) * | 2013-06-24 | 2013-10-02 | 中山市新宏业自动化工业有限公司 | 一种扣合手挽制袋装置 |
| CN110481095A (zh) * | 2019-08-21 | 2019-11-22 | 中山市汇丰机电科技有限公司 | 袋子提手压合组装机 |
| CN111716822A (zh) * | 2020-06-24 | 2020-09-29 | 温州大学平阳智能制造研究院 | 全自动米袋提手压合生产线装置 |
| CN111716823A (zh) * | 2020-06-24 | 2020-09-29 | 温州大学平阳智能制造研究院 | 米袋提手压合机 |
| CN110481095B (zh) * | 2019-08-21 | 2024-09-24 | 日力智能科技(中山)有限公司 | 袋子提手压合组装机 |
-
2013
- 2013-06-24 CN CN201320365809.5U patent/CN203381238U/zh not_active Withdrawn - After Issue
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103331945A (zh) * | 2013-06-24 | 2013-10-02 | 中山市新宏业自动化工业有限公司 | 一种扣合手挽制袋装置 |
| CN110481095A (zh) * | 2019-08-21 | 2019-11-22 | 中山市汇丰机电科技有限公司 | 袋子提手压合组装机 |
| CN110481095B (zh) * | 2019-08-21 | 2024-09-24 | 日力智能科技(中山)有限公司 | 袋子提手压合组装机 |
| CN111716822A (zh) * | 2020-06-24 | 2020-09-29 | 温州大学平阳智能制造研究院 | 全自动米袋提手压合生产线装置 |
| CN111716823A (zh) * | 2020-06-24 | 2020-09-29 | 温州大学平阳智能制造研究院 | 米袋提手压合机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103331945B (zh) | 一种扣合手挽制袋装置 | |
| CN206141006U (zh) | 全自动无纺布袋加工设备 | |
| CN202828231U (zh) | 双工位颗粒物品六面整形真空包装机 | |
| CN103619123A (zh) | 一种pfc贴合补强片的全自动设备 | |
| CN206551559U (zh) | 一种全自动四角贴角机 | |
| CN203381238U (zh) | 一种在线扣合手挽制袋装置 | |
| CN108145987A (zh) | 一种自动盖帽热合机 | |
| CN104492908A (zh) | 一种用于制作离合器线圈壳体的自动冲裁机 | |
| CN103949605A (zh) | 自动扳扣机 | |
| CN207107012U (zh) | 铝合金标牌的覆膜机 | |
| CN108162495A (zh) | 全自动无纺布袋加工设备 | |
| CN202123674U (zh) | 一种冲压装置 | |
| CN103331946B (zh) | 一种焊手挽制袋装置 | |
| CN208298946U (zh) | 一种导带机构及其打带机 | |
| CN213705898U (zh) | 一种载带包装设备 | |
| CN102248556B (zh) | 一种全自动冲孔机 | |
| CN201538065U (zh) | 一种包装盒折叠机 | |
| CN202387829U (zh) | 一种布衣柜金属连接件的全自动成型装置 | |
| CN202804873U (zh) | 一种餐具加工用立面磨削系统 | |
| CN204471904U (zh) | 一种塑料套管成型装置 | |
| CN111674100A (zh) | 一种手提式塑料袋自动化制作系统及制作方法 | |
| CN103331901A (zh) | 一种吹瓶机的变节距装置 | |
| CN203590684U (zh) | 自动收送料装置和pfc贴合补强片的全自动设备 | |
| CN110369882A (zh) | 一种可精确定位并进行任意图形无版切割的激光模切机 | |
| CN204353272U (zh) | 一种用于制作离合器线圈壳体的自动冲裁机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20140108 Effective date of abandoning: 20151202 |
|
| C25 | Abandonment of patent right or utility model to avoid double patenting |