CN203203539U - 一种汽车门窗框断面轮廓检测夹板 - Google Patents
一种汽车门窗框断面轮廓检测夹板 Download PDFInfo
- Publication number
- CN203203539U CN203203539U CN 201220744488 CN201220744488U CN203203539U CN 203203539 U CN203203539 U CN 203203539U CN 201220744488 CN201220744488 CN 201220744488 CN 201220744488 U CN201220744488 U CN 201220744488U CN 203203539 U CN203203539 U CN 203203539U
- Authority
- CN
- China
- Prior art keywords
- clamping plate
- automotive door
- train wheel
- wheel bridge
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
本实用新型公开了一种汽车门窗框断面轮廓检测夹板,旨在提供一种结构简单,检测效率高的车门窗框断面轮廓检测工具。它包括检测板,检测板由上夹板和下夹板组成,上夹板和下夹板上设置有检测汽车门窗框断面轮廓用的检测孔,上夹板和下夹板配合边上通过设置楔形卡槽结构进行固定连接。该一种汽车门窗框断面轮廓检测夹板结构简单,操作灵活可靠,能够快速准确地检测汽车门窗框截面轮廓,适用于批量生产线检测。
Description
技术领域
本实用新型涉及一种轮廓检测工具,尤其是指一种汽车门窗框截面复杂轮廓尺寸的检测夹板。
背景技术
在汽车行业中,大量采用辊压工艺生产汽车门窗框,由于尺寸精度要求较高,结构又比较复杂,截面轮廓尺寸不符就会影响汽车门窗玻璃与密封条贴合,造成汽车门窗漏雨、异响等问题。目前行业内除了本体检具作为检测汽车门窗框依据外,对汽车门窗框本体断面轮廓尺寸进行检查的方法一般只有截取断面进行投影比较,这种方法操作起来比较麻烦,不适应大批量生产节奏。目前很少有其他的方法进行快速便捷的检测窗框辊压断面尺寸。
中国专利授权公告号CN 101738171A,授权公告日2010年6月16日公开一种原木的二维形状测定装置以及方法。它能在全长上正确地测定原木的在与临时抽心垂直的截面轮廓的二维形状。其解决方法如下:在照射与临时轴心平行的线状光线的状态下,用照相机进行摄影。接着,通过使用取长度方向不管什么地方都能与原木外周面相接目映射的、线状光线的摄影图像,进行所定的运算,分别计算从在临时轴心上每隔所定间隔决定的多个位置,到原木外周面上、线状光线照射位置的各距离。由此,能在原木全长精细地求得包含以往被漏看的表面的阴凸、从临时轴心到原木外周面的正确的距离。该检测轮廓的方法采用光学放射方法描绘被检物的轮廓,需要较复杂的仪器设备,适用于轮廓较为简单的结构,而车门窗框断面轮廓复杂多变,对尺寸要求苛刻,而且检测工具简单便捷适应大规模流水线生产需要,所以该轮廓检测方法不能用于车门窗框断面轮廓检测。
实用新型内容
本实用新型为了克服常规车门窗框断面轮廓检测方法操作麻烦,不适应批量生产节奏的问题,提供了一种结构简单,检测效率高的车门窗框断面轮廓检测工具。
本实用新型的一种汽车门窗框断面轮廓检测夹板,包括检测板,所述的检测板由上夹板和下夹板组成,所述的上夹板和下夹板上设置有检测汽车门窗框断面轮廓用的检测孔,所述的上夹板和下夹板配合边上通过设置燕尾槽结构进行固定连接。上夹板和下夹板通过配合边上的燕尾槽结构组合成完整的检测板,检测板的中间根据汽车门窗框端面尺寸切割出对应的中空轮廓,检测时将上夹板和下夹板分别扣在被检汽车门窗框的外框和内框,通过配合边上的燕尾槽结构组合成完整的检测板,然后沿汽车门窗框滑动,通过观察检测孔与汽车门窗框断面轮廓之间的间隙情况,即可判定出窗框的轮廓尺寸符合情况,必要时可在存在间隙处塞入间隙塞规得出具体数值,最终判断汽车门窗框是否合格。这种检测工具结构简单,操作方便、快速,能对门窗框端面进行整体检测,适用于批量生产过程中的检测。
作为优选,所述的燕尾槽结构包括楔形凸台和与之配合的楔形凹槽,所述的楔形凸台设置在下夹板的与上夹板配合的边上,所述的楔形凹槽设置在上夹板的对应位置上。上夹板和下夹板配合两端采用楔形凸台和凹槽配合作为上下夹板紧固以及定位方案,从而保证上夹板和下夹板在操作使用过程中不轻易脱开。
作为优选,检测板上设置有两个燕尾槽结构,所述的燕尾槽结构分别设置在上夹板和下夹板配合边的两端。由于检测板中间为检测孔,燕尾槽结构只能设置在检测板的两侧,而一个燕尾槽结构固定时容易产生弯矩,使上下夹板配合不紧密,影响检测精度,而两端分别设置一个燕尾槽结构不就可以提高装卡强度,而且能彻底消除弯矩。
作为优选,所述的检测板上还设置有两个水平限位框,所述的水平限位框包括相互平行的夹板A和夹板B,和连接夹板A和夹板B的侧板,所述的夹板A和夹板B一端的对应位置设置有圆孔,所述的上夹板上两侧边分别设置一圆孔,所述的两个水平限位框套在检测板的两侧,通过一沉头螺栓依次并穿过夹板A,上夹板和夹板B的圆孔与检测板实现转动连接,所述的沉头螺栓另一端设置有螺母。水平限位框为由两平行夹板A、B与侧板组成的“匚”形结构,夹板A、B和上夹板对应位置设置有圆孔,通过螺栓依次穿过使水平限位框与上夹板形成转动连接,沉头螺栓另一端用螺母封住。检测时合上水平限位框,两平行夹板A和B夹住上下夹板的侧边,能防止检测过程上下夹板的水平滑移而脱落,提高检测效率,检测结束后向外侧旋转水平限位框,下夹板可以通过水平滑移与上夹板分离。
作为优选,所述的夹板A上与下夹板相对的内板面上设置一半球形凸块,下夹板对应位置设置有与之配合的半球形凹槽A。水平限位框合拢时,夹板A上的凸块扣在凹槽A内,达到锁紧作用,防止检测过程中由于倾斜,水平限位框自动打开。
作为优选,所述的夹板A与检测板相对的内板面中部设置一凹槽B。由于夹板A内板面上有凸块,水平限位框在打开和合拢时凸块都会紧紧压在下夹板的板面上,使打开和合拢都比较费劲,同时还容易磨损,在夹板A的内板面中部设置一凹槽B后,打开或合拢水平限位框时只需先按下夹板A外板面凹槽B对应位置,利用撬杠原理和弹性变形,凸块所在一端就会自动翘起来,这样就可以轻松打开或合拢水平限位框了,同时也减少凸块的磨损。
作为优选,所述的夹板A外板面凹槽B对应的位置处设置有防滑条纹。防滑条纹设置在夹板A外板面凹槽B对应的位置,在打开和合拢过程中起到防滑作用,同时标示了凹槽B的位置。
作为优选,所述的上夹板和下夹板上分别设置有可手握持的长孔。操作人员可以将手伸进长孔里握紧,方便操作。
因此,本实用新型具有如下有益效果:(1)能够快速准确地检测汽车门窗框截面轮廓;(2)结构简单,操作灵活可靠。
附图说明
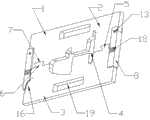
图1是本实用新型的结构示意图;
图2是水平限位框的侧视图;
图中:1.检测板、2.上夹板、3.下夹板、4.检测孔、5.燕尾槽结构、6.楔形凸台、7.楔形凹槽、8. 水平限位框、9.夹板A、10.夹板B、11.侧板、12.圆孔、13.沉头螺栓、14.螺母、15.凸块、16凹槽A、17.凹槽B、18.防滑条纹、19.长孔。
具体实施方式
下面结合附图对本实用新型作进一步的描述。
在图1的实施例中,一种汽车门窗框断面轮廓检测夹板,包括检测板1,检测板1由上夹板2和下夹板3组成,上夹板2和下夹板3上设置有检测汽车门窗框断面轮廓用的检测孔4,上夹板2和下夹板3配合边上通过设置两个燕尾槽结构5进行固定连接,两个燕尾槽结构5分别设置在配合边的两端,燕尾槽结构5包括楔形凸台6和与之配合的楔形凹槽7,楔形凸台6设置在下夹板3的与上夹板2配合的边上,楔形凹槽7设置在上夹板2的对应位置上。上夹板2和下夹板3通过配合边上的两个燕尾槽结构5组合成完整的检测板1,检测板1的中间根据汽车门窗框端面尺寸切割出对应的中空轮廓,检测时将上夹板2和下夹板3分别扣在被检汽车门窗框的外框和内框,通过配合边上的燕尾槽结构5组合成完整的检测板1,然后沿汽车门窗框滑动,通过观察检测孔4与汽车门窗框断面轮廓之间的间隙情况,即可判定出窗框的轮廓尺寸符合情况,必要时可在存在间隙处塞入间隙塞规得出具体数值,最终判断汽车门窗框是否合格。这种检测工具结构简单,操作方便、快速,能对门窗框端面进行整体检测,适用于批量生产过程中的检测。
检测板1上还设置有两个水平限位框8,水平限位框8包括相互平行的夹板A9和夹板B10,和连接夹板A9和夹板B10的侧板11,夹板A9和夹板B10一端的对应位置设置有圆孔12,上夹板2上两侧边分别设置一圆孔12,两个水平限位框8套在检测板1的两侧,通过一沉头螺栓13依次并穿过夹板A9,上夹板2和夹板B10的圆孔12与检测板1实现转动连接,沉头螺栓13另一端设置有螺母14。水平限位框8为由两平行夹板A9、B与侧板11组成的“匚”形结构,夹板A9、B和上夹板2对应位置设置有圆孔12,通过螺栓依次穿过使水平限位框8与上夹板2形成转动连接,沉头螺栓13另一端用螺母14封住。检测时合上水平限位框8,两平行夹板A9和B夹住上下夹板3的侧边,能防止检测过程上下夹板3的水平滑移而脱落,提高检测效率,检测结束后向外侧旋转水平限位框8,下夹板3可以通过水平滑移与上夹板2分离。夹板A9上与下夹板3相对的内板面上设置一半球形凸块15,下夹板3对应位置设置有与之配合的半球形凹槽A16。水平限位框8合拢时,夹板A9上的凸块15扣在凹槽A16内,达到锁紧作用,防止检测过程中由于倾斜,水平限位框8自动打开。夹板A9与检测板1相对的内板面中部设置一凹槽B17。由于夹板A9内板面上有凸块15,水平限位框8在打开和合拢时凸块15都会紧紧压在下夹板3的板面上,使打开和合拢都比较费劲,同时还容易磨损,在夹板A9的内板面中部设置一凹槽B17后,打开或合拢水平限位框8时只需先按下夹板3A外板面凹槽B17对应位置,利用撬杠原理和弹性变形,凸块15所在一端就会自动翘起来,这样就可以轻松打开或合拢水平限位框8了,同时也减少凸块15的磨损。夹板A9外板面凹槽B17对应的位置处设置有防滑条纹18。防滑条纹18设置在夹板A9外板面凹槽B17对应的位置,在打开和合拢过程中起到防滑作用,同时标示了凹槽B17的位置。
上夹板2和下夹板3上分别设置有可手握持的长孔19。操作人员可以将手伸进长孔19里握紧,方便操作。
该一种汽车门窗框断面轮廓检测夹板结构简单,操作灵活可靠,能够快速准确地检测汽车门窗框截面轮廓,适用于批量生产线检测。
Claims (8)
1.一种汽车门窗框断面轮廓检测夹板,包括检测板(1),其特征在于,所述的检测板(1)由上夹板(2)和下夹板(3)组成,所述的上夹板(2)和下夹板(3)上设置有检测汽车门窗框断面轮廓用的检测孔(4),所述的上夹板(2)和下夹板(3)配合边上通过设置燕尾槽结构(5)进行固定连接。
2.根据权利要求1所述的一种汽车门窗框断面轮廓检测夹板,其特征在于,所述的燕尾槽结构(5)包括楔形凸台(6)和与之配合的楔形凹槽(7),所述的楔形凸台(6)设置在下夹板(3)的与上夹板(2)配合的边上,所述的楔形凹槽(7)设置在上夹板(2)的对应位置上。
3.根据权利要求1或2所述的一种汽车门窗框断面轮廓检测夹板,其特征在于,检测板(1)上设置有两个燕尾槽结构(5),所述的燕尾槽结构(5)分别设置在上夹板(2)和下夹板(3)配合边的两端。
4.根据权利要求1或2所述的一种汽车门窗框断面轮廓检测夹板,其特征在于,检测板(1)上还设置有两个水平限位框(8),所述的水平限位框(8)包括相互平行的夹板A(9)和夹板B(10),和连接夹板A(9)和夹板B(10)的侧板(11),所述的夹板A(9)和夹板B(10)一端的对应位置设置有圆孔(12),所述的上夹板(2)上两侧边分别设置一圆孔(12),所述的两个水平限位框(8)套在检测板(1)的两侧,并通过一沉头螺栓(13)依次穿过夹板A(9),上夹板(2)和夹板B(10)的圆孔(12)与检测板(1)实现转动连接,所述的沉头螺栓(13)另一端设置有螺母(14)。
5.根据权利要求4所述的一种汽车门窗框断面轮廓检测夹板,其特征在于,所述的夹板A(9)上与下夹板(3)相对的内板面上设置一凸块(15),下夹板(3)对应位置设置有与之配合的凹槽A(16)。
6.根据权利要求5所述的一种汽车门窗框断面轮廓检测夹板,其特征在于,所述的夹板A(9)与检测板(1)相对的内板面中部设置一凹槽B(17)。
7.根据权利要求6所述的一种汽车门窗框断面轮廓检测夹板,其特征在于,所述的夹板A(9)外板面凹槽B(17)对应的位置处设置有防滑条纹(18)。
8.根据权利要求1或7所述的一种汽车门窗框断面轮廓检测夹板,其特征在于,所述的上夹板(2)和下夹板(3)上分别设置有可手握持的长孔(19)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220744488 CN203203539U (zh) | 2012-12-31 | 2012-12-31 | 一种汽车门窗框断面轮廓检测夹板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220744488 CN203203539U (zh) | 2012-12-31 | 2012-12-31 | 一种汽车门窗框断面轮廓检测夹板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203203539U true CN203203539U (zh) | 2013-09-18 |
Family
ID=49147640
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220744488 Expired - Fee Related CN203203539U (zh) | 2012-12-31 | 2012-12-31 | 一种汽车门窗框断面轮廓检测夹板 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203203539U (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105737722A (zh) * | 2016-04-24 | 2016-07-06 | 安徽华茂纺织股份有限公司 | 细纱机罗拉隔具定规检测面垂直度的校验装置 |
| CN106289128A (zh) * | 2016-08-22 | 2017-01-04 | 安徽华茂纺织股份有限公司 | 一种并条机前罗拉进出定规工作面垂直度校验装置 |
| CN106767267A (zh) * | 2017-03-09 | 2017-05-31 | 安徽华茂纺织股份有限公司 | 精梳机牵伸压力棒隔具定规综合误差校验装置及使用方法 |
| CN107121041A (zh) * | 2017-06-19 | 2017-09-01 | 沈阳飞机工业(集团)有限公司 | 一种零件外形检验装置 |
| CN108151618A (zh) * | 2016-12-06 | 2018-06-12 | 江西昌河航空工业有限公司 | 一种对泡沫材料零件进行检测的夹具 |
| CN108152117A (zh) * | 2016-12-06 | 2018-06-12 | 江西昌河航空工业有限公司 | 一种卡板检测装置 |
| CN109373869A (zh) * | 2018-11-13 | 2019-02-22 | 东莞市国森科精密工业有限公司 | 一种交叉滚子轴承滚道角度的精度检测治具 |
-
2012
- 2012-12-31 CN CN 201220744488 patent/CN203203539U/zh not_active Expired - Fee Related
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105737722A (zh) * | 2016-04-24 | 2016-07-06 | 安徽华茂纺织股份有限公司 | 细纱机罗拉隔具定规检测面垂直度的校验装置 |
| CN106289128A (zh) * | 2016-08-22 | 2017-01-04 | 安徽华茂纺织股份有限公司 | 一种并条机前罗拉进出定规工作面垂直度校验装置 |
| CN108151618A (zh) * | 2016-12-06 | 2018-06-12 | 江西昌河航空工业有限公司 | 一种对泡沫材料零件进行检测的夹具 |
| CN108152117A (zh) * | 2016-12-06 | 2018-06-12 | 江西昌河航空工业有限公司 | 一种卡板检测装置 |
| CN108152117B (zh) * | 2016-12-06 | 2021-07-02 | 江西昌河航空工业有限公司 | 一种卡板检测装置 |
| CN106767267A (zh) * | 2017-03-09 | 2017-05-31 | 安徽华茂纺织股份有限公司 | 精梳机牵伸压力棒隔具定规综合误差校验装置及使用方法 |
| CN107121041A (zh) * | 2017-06-19 | 2017-09-01 | 沈阳飞机工业(集团)有限公司 | 一种零件外形检验装置 |
| CN109373869A (zh) * | 2018-11-13 | 2019-02-22 | 东莞市国森科精密工业有限公司 | 一种交叉滚子轴承滚道角度的精度检测治具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203203539U (zh) | 一种汽车门窗框断面轮廓检测夹板 | |
| CN105603876B (zh) | 混凝土桥梁预应力筋张拉力的动态实时监控方法及专用预应力施工系统 | |
| CN210638864U (zh) | 一种建筑材料气密性检测装置 | |
| CN211626851U (zh) | 可一次检测一对球阀的球阀气密性检测装置 | |
| CN110595980A (zh) | 一种模拟混凝土渗水耐久性的实验装置 | |
| CN104061842B (zh) | 一种用于检测车辆骨架腰梁的拉线工装及检验方法 | |
| CN105571459B (zh) | 一种检测内、外尺寸的测具 | |
| CN209181961U (zh) | 一种电缆水密性浸泡试验槽 | |
| CN215677870U (zh) | 一种塑料门窗角强度测试装置 | |
| CN205426053U (zh) | 一种用于水下结构物表面平整度的测量装置 | |
| CN211696785U (zh) | 一种远传压力表 | |
| CN210268589U (zh) | 一种软包电芯测试装置 | |
| CN211205176U (zh) | 一种阀总成变形检具 | |
| CN203687871U (zh) | 用于测量列车车轮的高精度的标定棋盘格 | |
| CN102735143B (zh) | 全尺寸防错通止规 | |
| CN202676110U (zh) | 全尺寸防错通止规 | |
| CN111999023A (zh) | 一种弹簧弹性检测装置 | |
| CN220039702U (zh) | 一种剪式测力器 | |
| CN209726996U (zh) | 一种电池密封性检测厚度参数测量机构 | |
| CN202013267U (zh) | 水密性实验测量仪 | |
| CN104634654A (zh) | 测试辅助工装 | |
| CN219608345U (zh) | 一种新能源汽车音响密封性检测设备 | |
| CN205279910U (zh) | 一种乘用车焊合件智能检测台 | |
| CN203680766U (zh) | 一种带模具变形位移检测工装 | |
| CN103759909B (zh) | 一种橡胶护罩气密性检测装置及检测方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130918 Termination date: 20131231 |