CN203203453U - 一种扁管型翅片管 - Google Patents
一种扁管型翅片管 Download PDFInfo
- Publication number
- CN203203453U CN203203453U CN 201320004221 CN201320004221U CN203203453U CN 203203453 U CN203203453 U CN 203203453U CN 201320004221 CN201320004221 CN 201320004221 CN 201320004221 U CN201320004221 U CN 201320004221U CN 203203453 U CN203203453 U CN 203203453U
- Authority
- CN
- China
- Prior art keywords
- tube
- tube type
- type heat
- heat exchange
- flat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
本实用新型提供一种扁管型翅片管,它包括凸扁管型换热基管和钎焊于其上的铝质翅片,所述的凸扁管型换热基管两主侧面经钎焊总成后为平面,两端半圆弧连接;所述铝质翅片外观为波浪形,相邻中间片平行,两端为半圆弧过渡,表面轧制有凹凸状纹路。凸扁管型换热基管端部半圆弧处的壁厚较厚。所述的铝质翅片与凸扁管型换热基管均采用高强度铝合金材料。其优点在于:凸扁管型换热基管可以通过热挤压拉伸工艺一次成形,克服了铝钢复合型基管的缺陷,大大提高了设备运行的安全性与稳定性;通过强化换热,降低了系统设备重量和总体造价。
Description
技术领域
本实用新型涉及一种主要用于电力行业,也适用于石化、冶金行业空冷热交换器上的传热元件,特别是一种直接空冷凝汽器用翅片管。
背景技术
当前,针对直接空冷凝汽器,主要有三种翅片管可供选择:
1、大口径钢管钎焊铝翅片(哈蒙型)由比利时哈蒙卢莫斯(HAMON-LUMMUS)公司发明,目前已在世界范围普遍采用,包括中国及世界各主要设备生产商均采用该项技术。大口径口琴型基管与波浪型翅片经钎焊粘连,基管采用耐高温的铝钢复合板材料经专用机械卷制成形,中间对接焊缝采用高频焊接后,再经电弧高温喷铝方式进行覆盖防腐;翅片采用防腐型高强度合金铝材料。
2、热镀锌椭圆钢管套矩形钢翅片(基伊埃型)由德国基伊埃(GEA)公司发明,已有60多年的应用历史,包括中国在内的世界多个国家已引进该项技术。翅片通过将钢带冲压成形,逐一套在椭圆基管上组成翅片管。为达到防腐及使翅片根部与基管紧密粘连的目的,必须将翅片管进行热镀锌表面处理。同铝相比,钢的导热性相差很多,因此在系统换热面积的选取上要增加很多,而且系统总体换热器设备重量也会大大增加。
3、椭圆钢管绕钢翅片(巴克杜尔型)由德国巴克杜尔(Balck-Durr)公司最先应用,是将钢带缠绕在椭圆钢管上两者结合组成翅片管,同样,须将翅片管进行热镀锌表面处理,在设备换热选型上要选取更多的换热面积以及增加更大的设备重量。
针对选择1:由于基管原材料为特殊的铝钢复合板,价格昂贵,其制造工艺极为复杂,在钎焊温度接近铝材料熔点600余摄氏度高温条件下,要求保证材料结合性,做到铝钢两部分不脱离。目前中国采用的国产材料大多采取降低炉温的方式以保证焊接效果,焊接质量很不稳定;中间对接焊缝覆铝层在经高温钎焊后基本脱落,露出基钢表面,占整个基管外表面积约2%,该部分与翅片焊接脱焊,对换热性能有一定影响;基管主体材料为钢,重量较全铝型翅片管要大,而且其导热性不如铝,换热面积选用较全铝型翅片管有所加大,因此增进了换热器设备制造成本。
针对选择2、选择3:为达到防腐及使翅片根部与基管紧密粘连的目的,必须将翅片管进行热镀锌表面处理,因此须解决环保治理问题;同铝相比,钢的导热性相差很多,因此在换热面积的选取上要增加很多,换热器设备总体重量增加近一倍;两种翅片管均可认为是 多个单体翅片与基管的结合体,因此存在加工工序繁杂、生产效率低、成材率不稳定、加工设备占用空间大的问题,换热器成本在几种翅片管中为最高,并相应抬高了支撑钢结构与空冷塔建造成本。这两种翅片管在换热元件选择上往往不作为最佳。
发明内容
本实用新型的目的在于提供一种扁管型翅片管,有利于提高钎焊质量,并具备更好的工艺性。
本实用新型解决其技术问题所采用的技术方案是:扁管型翅片管包括凸扁管型换热基管和钎焊于其上的铝质翅片,所述的凸扁管型换热基管两主侧面经钎焊总成后为平面,两端半圆弧连接;所述铝质翅片外观为波浪形,相邻中间片平行,两端为半圆弧过渡,表面轧制有凹凸状纹路。
为改善所述凸扁管型换热基管的整体强度,在所述凸扁管型换热基管端部半圆弧的内部设有加强筋。
为强化所述凸扁管型换热基管的换热效果,凸扁管型换热基管管壁内表面加工有凹凸状沟槽以增加与蒸汽流体接触面积。
为进一步有利于提高所述的铝质翅片与凸扁管型换热基管的钎焊质量,凸扁管型换热基管端部半圆弧处的壁厚较厚。
所述的铝质翅片与凸扁管型换热基管的材质采用高强度铝合金材料。
本实用新型所具有的有益效果是:凸扁管型翅片管可以通过热挤压拉伸工艺一次成形,不存在中间对接焊缝;采用铝质材料,克服了铝钢复合型基管的缺陷,大大提高了设备运行的安全性与稳定性;通过强化换热,优化了换热器性能;翅片管重量减小近30%,系统设备重量减小,承重设备也得到简化,降低了总体造价;由于充分利用现有加工设备及场地,因此产生了明显经济效益。
附图说明
下面结合附图和实施例对本实用新型进一步说明。
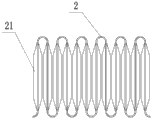
图1:是本实用新型的结构示意图例;
图2:是本实用新型中凸扁管型换热基管的结构示意图;
图3:是本实用新型中铝质翅片的结构示意图;
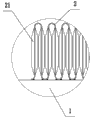
图4:是本实用新型的局部放大图。
图中1:凸扁管型换热基管(钎焊总成后);11:中部圆弧面;12:衔接平面;13:端部半圆弧;14:加强筋;15:凹凸状沟槽;2:铝质翅片;21:翅片凹凸状纹路。
具体实施方式
实施例一:本实施例所述的扁管型翅片管包括凸扁管型换热基管1和铝质翅片2,在凸扁管型换热基管1的两个主侧面上各钎焊有所述的铝质翅片2。钎焊之前,所述的凸扁管型换热基管1两主侧面的中部为向外凸起的中部圆弧面11,沿着该中部圆弧面11的两侧各设有衔接平面12,对应的衔接平面12之间用端部半圆弧13连接。在所述端部半圆弧的内部设有加强筋14,两侧主平面内表面设有凹凸状沟槽15。所述凸扁管型换热基管1的两中部圆弧面11向外凸起1mm。本实施例所述的凸扁管型换热基管1,长度为10080mm;宽度为218.3mm;厚度为19mm,为满足机械性能并保证翅片钎焊质量,凸扁管型换热基管1的两中部圆弧面11壁厚为2mm,端部半圆弧13处的厚度为3mm;加强筋14的厚度为1.5mm内表面凹凸状沟槽15截面可采用不同的形式,可取但不限于圆弧形、三角楔形、梯形等,本例所示为圆弧形。
所述中部圆弧面11钎焊过程中,受到翅片压力时适当变形为平面,并保持向外的张力,以保证钎焊时提供与翅片根部足够的夹紧力;所述衔接平面和端部半圆弧处的壁厚较厚,钎焊过程中,作为翅片定位的基准面,以保证焊接尺寸精度。
本实施例中所述铝质翅片2外观为波浪形,相邻中间片平行,两端为半圆弧过渡;翅片2选用高强度铝合金,通过将铝带滚齿轧制成形,在其表面轧制出凹凸状纹路21以加强与管外空气气流的接触,提高换热效果。
钎焊过程中,将铝质翅片2的一侧接触于凸扁管型翅片管的中部圆弧面11上,并施加钎焊翅片时的压紧力为1800~2000N/m的压力使得该中部圆弧面受到翅片压力而变形为平面,并在保持压力的情况下实施钎焊操作,将翅片逐一焊接在所述的中部圆弧面上,使得所述的凸扁管型换热基管1两主侧面为平面。
实施例二:本实施例所述的凸扁管型翅片管包括凸扁管型换热基管1和铝质翅片2,在凸扁管型换热基管1的两个主侧面上各钎焊有所述的铝质翅片2。钎焊之前,所述的凸扁管型换热基管1两主侧面的中部为向外凸起的中部圆弧面11,沿着该中部圆弧面11的两侧各设有衔接平面12,对应的衔接平面12之间用端部半圆弧13连接。在所述端部半圆弧的内部设有加强筋14,两侧主平面内表面设有凹凸状沟槽15。所述凸扁管型换热基管1的两中部圆弧面11向外凸起0.5mm。
本实施例所述的凸扁管型换热基管1,长度为9080mm;宽度为218.6mm;厚度为19mm,为满足机械性能并保证翅片钎焊质量,凸扁管型换热基管1的两中部圆弧面11的壁厚为2.2mm,端部半圆弧13处的厚度为3mm;加强筋14的厚度为1.5mm内表面凹凸状 沟槽15截面可采用不同的形式,可取但不限于圆弧形、三角楔形、梯形等,本例所示为圆弧形。
本实施例中所述铝质翅片2外观为波浪形,相邻中间片平行,两端为半圆弧过渡;翅片2选用高强度铝合金,通过将铝带滚齿轧制成形,在其表面轧制出凹凸状纹路21以加强与管外空气气流的接触,提高换热效果。
钎焊过程中,将铝质翅片2的一侧接触于凸扁管型翅片管的中部圆弧面上,并施加钎焊翅片时的压紧力为1800~2000N/m的压力使得该中部圆弧面受到翅片压力而变形为平面,并在保持压力的情况下实施钎焊操作,将翅片逐一焊接在所述的中部圆弧面上,使得所述的凸扁管型换热基管1两主侧面为平面。
Claims (5)
1.一种扁管型翅片管,其特征在于:它包括凸扁管型换热基管(1)和钎焊于其上的铝质翅片(2),所述的凸扁管型换热基管(1)两主侧面经钎焊总成后为平面,两端半圆弧连接;所述铝质翅片(2)外观为波浪形,相邻中间片平行,两端为半圆弧过渡,表面轧制有凹凸状纹路(21)。
2.如权利要求1所述的扁管型翅片管,其特征在于:凸扁管型换热基管端部半圆弧(13)处的壁厚较厚。
3.如权利要求1所述的扁管型翅片管,其特征在于:在所述凸扁管型换热基管(1)端部半圆弧(13)的内部设有加强筋。
4.如权利要求1所述的扁管型翅片管,其特征在于:所述凸扁管型换热基管(1)内表面加工出凹凸状沟槽(15)。
5.如权利要求1所述的扁管型翅片管,其特征在于:所述的铝质翅片(2)与凸扁管型换热基管(1)的材质采用高强度铝合金材料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320004221 CN203203453U (zh) | 2013-01-06 | 2013-01-06 | 一种扁管型翅片管 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320004221 CN203203453U (zh) | 2013-01-06 | 2013-01-06 | 一种扁管型翅片管 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203203453U true CN203203453U (zh) | 2013-09-18 |
Family
ID=49147554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320004221 Expired - Fee Related CN203203453U (zh) | 2013-01-06 | 2013-01-06 | 一种扁管型翅片管 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203203453U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103775240A (zh) * | 2014-01-24 | 2014-05-07 | 宁波荣捷特机械制造有限公司 | 一种斯特林循环装置内的散热片 |
| CN104048542A (zh) * | 2014-06-25 | 2014-09-17 | 上海理工大学 | 平齿翅片扁圆换热管 |
| CN105987630A (zh) * | 2015-02-26 | 2016-10-05 | 泰安鼎鑫冷却器有限公司 | 一种单方向异型散热带 |
| CN114905230A (zh) * | 2022-04-28 | 2022-08-16 | 沈阳东方钛业股份有限公司 | 一种内翅管及其加工方法 |
-
2013
- 2013-01-06 CN CN 201320004221 patent/CN203203453U/zh not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103775240A (zh) * | 2014-01-24 | 2014-05-07 | 宁波荣捷特机械制造有限公司 | 一种斯特林循环装置内的散热片 |
| CN103775240B (zh) * | 2014-01-24 | 2015-11-18 | 宁波荣捷特机械制造有限公司 | 一种斯特林循环装置内的散热片 |
| CN104048542A (zh) * | 2014-06-25 | 2014-09-17 | 上海理工大学 | 平齿翅片扁圆换热管 |
| CN105987630A (zh) * | 2015-02-26 | 2016-10-05 | 泰安鼎鑫冷却器有限公司 | 一种单方向异型散热带 |
| CN105987630B (zh) * | 2015-02-26 | 2018-03-20 | 泰安鼎鑫冷却器有限公司 | 一种单方向异型散热带 |
| CN114905230A (zh) * | 2022-04-28 | 2022-08-16 | 沈阳东方钛业股份有限公司 | 一种内翅管及其加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203203453U (zh) | 一种扁管型翅片管 | |
| CN104154778A (zh) | 换热器以及换热器的制造方法 | |
| KR20140020699A (ko) | 열교환기 관, 열교환기 관조립체 및 그 제조 방법 | |
| KR20140020700A (ko) | 열교환기 관, 열교환기 관조립체 및 그 제조 방법 | |
| CN202485527U (zh) | H型鳍片管 | |
| CN102889812A (zh) | 一种新型空气冷却用单排管束 | |
| CN106403681A (zh) | 加强端部的辊弯钎焊工艺加工的微通道扁管 | |
| CN204007277U (zh) | 一种小间距翅片管以及翅片管换热器 | |
| CN103567732B (zh) | 换热器管、换热器管组件和制造它们的方法 | |
| CN201184767Y (zh) | 铝质挤拉成型的高肋式换热管 | |
| CN203231677U (zh) | 一种凸扁管型换热基管 | |
| CN204202458U (zh) | 一种内部设有偏心立筋的扁管型翅片管 | |
| CN102147204A (zh) | 一种节能防腐蚀的省煤器换热管及其制备方法 | |
| CN203479126U (zh) | 一种用于热交换器的钎焊翅片铝制扁平管 | |
| CN217131955U (zh) | 一种新型钢铝复合铸造一体成型换热管 | |
| CN212458079U (zh) | 一种整体焊接的铝管铝片换热器 | |
| CN207688712U (zh) | 一种整体挤压式螺旋翅片管 | |
| CN103776293A (zh) | 多功能翅管式水平支撑结构 | |
| CN102853710A (zh) | 燃气热水器铜铝热交换器的连接方法 | |
| CN210833213U (zh) | 一种铝制式空冷器多孔扁管与管板的连接结构 | |
| CN203534314U (zh) | H型镍合金钎焊翅片管 | |
| CN203231681U (zh) | 一种内部设有偏心立筋的扁管型换热基管 | |
| JPH03251686A (ja) | 熱交換器 | |
| CN202719913U (zh) | 一种复合中翅高效耐腐换热管 | |
| CN101870023A (zh) | 焊接换热器的夹紧装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| PP01 | Preservation of patent right |
Effective date of registration: 20201215 Granted publication date: 20130918 |
|
| PP01 | Preservation of patent right | ||
| PD01 | Discharge of preservation of patent |
Date of cancellation: 20230106 Granted publication date: 20130918 |
|
| PD01 | Discharge of preservation of patent | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130918 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |