CN202814299U - 一种用于连杆中心至侧面距检测的工具 - Google Patents
一种用于连杆中心至侧面距检测的工具 Download PDFInfo
- Publication number
- CN202814299U CN202814299U CN201220411357.5U CN201220411357U CN202814299U CN 202814299 U CN202814299 U CN 202814299U CN 201220411357 U CN201220411357 U CN 201220411357U CN 202814299 U CN202814299 U CN 202814299U
- Authority
- CN
- China
- Prior art keywords
- connecting rod
- center
- tool
- block
- rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Abstract
本实用新型公开了一种用于连杆中心至侧面距检测的工具,主要用于发动机连杆大小头中心至侧面位置尺寸的柔性检测。其主要技术特征是:在本体的左部,装配有定位导套和小孔定位芯轴;在本体的右部,安装有定位块、前后引导块;一个网纹螺栓通过支架和销与导向滑块连接,导向滑块与两滚轮配合,带动两滚轮自行归正至连杆大小孔中心;在本体的右前侧固定一个基准块,工作时用块规进行检测。本实用新型通过试用证明:从根本上克服了连杆大、小孔中心定位不准确、检测工具重复设计制造的现象。达到保障测量的准确性,降低成本,提高效率,适应连杆大批量生产的需求。
Description
技术领域
本实用新型属于一种机械检测工具,主要用于发动机连杆大、小头中心至侧面位置尺寸的柔性检测,也适用于其它类似工件的检测。
背景技术
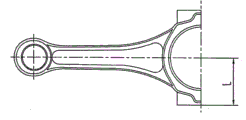
发动机连杆是发动机的重要部件之一,技术精度要求较高。其中连杆大、小孔中心至侧面距离L(见图1)是一个多变的位置尺寸,简单的进行符合性检测判定,将直接影响到产品测量的准确性。为减少测量误差,有时连杆大、小头孔中心至侧面位置尺寸的判定采用在三座标测量仪上进行检测,它通过被测要素,控制工件上的被测点、线、面的实际位置偏离理想位置的示值来度量被测位置误差。但三座标测量仪需进口,价格昂贵,体积大,不便于搬动,而且测量时对环境、温度等要求较高,因此不能随时测量已加工的产品。不能直接用于生产线的跟踪检测。
在实际中,使用常规的检测工具来测量,它不能准确定位连杆大、小孔中心,两孔中心位置误差在测量时存在随意性,致使测量结果的准确率仅在15%左右,从而形成累积误差,在产品的以下加工过程中,定位精度低,废品率增加,制造成本居高不下;由于连杆系列产品加工方式基本相同,因此测量方法和测量基准也是统一的,但在实际中,不同产品、不同工艺尺寸,必须设计对应的测量工具,这就造成重复设计,延长工装设计制造时间,增加制造成本。现行的测量方法远不适应大批量生产的需求。
发明内容:
本实用新型要解决的主要技术问题和目的是:根据目前连杆大、小孔中心至侧面距离检测方式存在的缺陷,提供一种滚轮式结构和小孔插芯式结构相结合的检测工具。从根本上克服连杆大、小孔中心定位不准确、检测工具重复设计制造的现象。达到保障测量的准确性,降低成本,提高效率,适应大批量生产的需求。
本实用新型的主要技术方案:其结构是,A、在本体的左部中心位置,装配有定位导套,并配合一个小孔定位芯轴,用以确定连杆小孔中心;B、在本体的右部中心位置,分别用螺钉、定位销将定位块与前后引导块连接,而后一起固定在本体上;C、网纹螺栓与支架配合连接,支架通过螺钉固定在本体上,网纹螺栓通过其前端的圆周槽和销的接触与导向滑块连接,导向滑块通过小轴与两滚轮的中心孔配合连接,使导向滑块能在两引导块之间移动,带动两滚轮自行归正至连杆大小孔中心;D、在本体的右前侧用螺钉和定位销将基准块固定在本体上,在检测时针对不同连杆的检测尺寸,使用不同的块规进行检测;E、在本体的四角分别装配有支脚。
本实用新型通过实际应用证明:完全达到研制目的,1、能够准确、快速的定位连杆大、小孔中心位置,依据大、小孔中心至侧面宽度位置尺寸要求作出准确的符合性判定,准确率由原来的15%提高到95%以上,用在生产上实时监控工件质量;2、适用于不同规格、不同工艺尺寸的多种连杆的测量要求,能满足大孔孔径Φ40mm~45mm,小孔孔径Φ15mm~25mm,大、小孔中心距105~125mm,大、小孔中心至侧面距离25mm~35mm的测量需要;3、该工具结构简单,成本低,易推广,完全适应大批量生产的需求。
附图说明
下面结合附图,对本实用新型的具体实施方式作进一步详细地描述。
图1,是连杆中心至侧面距L的示意图。
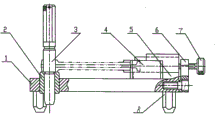
图2,是本实用新型的装配结构图。
图3,是图2(拆去件号3时)的俯视图。
图4,是小孔定位芯轴3的主视图。
图5,是引导块12主视图。
图6、是图5的左视图。
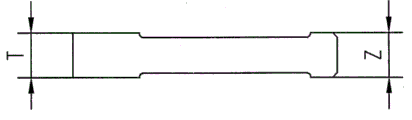
图7,是检测尺寸L的块规示意图。
具体实施方式
参照图2、3,本实用新型由本体1、定位导套2、小孔定位芯轴3、基准块4、定位块5、支架6、网纹螺栓7、支脚8、块规9、定位销10、螺钉11、引导块12、销13、导向滑块14、滚轮15、小轴16等组成。其结构是:
A、在本体1的左部中心位置,装配有定位导套2,并配合一个小孔定位芯轴3,用以确定连杆小孔中心;
B、在本体1的右部中心位置,分别用螺钉11、定位销10将定位块5与前后引导块12连接,而后一起固定在本体1上;
C、网纹螺栓7与支架6配合连接,支架6通过螺钉11固定在本体1上,网纹螺栓7通过其前端的圆周槽和销13的接触与导向滑块14连接,导向滑块14通过小轴16与两滚轮15的中心孔配合连接,使导向滑块14能在两引导块12之间移动,带动两滚轮15自行归正至连杆大、小孔中心;
D、在本体1的右前侧,用螺钉11和定位销10将基准块4固定在本体1上,在检测时针对不同连杆的检测尺寸,使用不同的块规9进行检测;
E、在本体1的四角分别装配有支脚8。
为保证检测时的准确性,小孔定位芯轴3的定位部分制造公差应为±0.005mm。小孔定位芯轴3与定位导套2的连接采用间隙配合。定位导套2与本体1采用过盈配合。引导块12与导向滑块14采用间隙配合。定位导套2的高度与定位块5的厚度应相等保证在同一平面上。支撑本体1的四个支脚8需调节至等高。
参照图7、3、1,块规9的取值为:通端T=工具中心到基准块的最小尺寸-连杆图纸要求的最大尺寸+补偿值+制造公差=A
2
- L
1
+δ
1
+ t
1
;止端Z=工具中心到基准块的最大尺寸-连杆图纸要求的最小尺寸)+补偿值+制造公差=A
1、
-L
2
+δ
2
+t
2
。(注:A
1、
A
2
分别表示工具中心到基准块的最大、最小值;L
1
、L
2
分别表示连杆图纸要求的最大、最小尺寸;δ
1
、δ
2
表示通端T、止端Z的补偿值;t
1
、t
2
分别表示通端T、止端Z的制造公差)。
参照图2、3,本实用新型的工作原理:将连杆大、小头孔分别放置在定位块5和小孔定位导套2上,插入小孔定位芯轴3,使连杆端面与测量工具的定位面完全贴合,旋转网纹螺栓7,驱动导向滑块14上的两滚轮15,施加一定的带动力矩,将连杆固定在定位面上,且保证连杆大孔被完全定位,不会作相对移动;然后将测量块规9直接插入到连杆被测量面与基准块4之间,当块规9的通端T能顺利进入通过被测连杆面,止端Z不能进入通过时,则判定此连杆中心至侧面距L合格,相反则判定不合格。
本实用新型采用滚轮和小孔插芯相结合的结构,只要更换小孔定位芯轴就适用于不同规格尺寸的连杆检测,能杜绝生产中成批质量事故的发生。
Claims (1)
1.一种用于连杆中心至侧面距检测的工具,其特征在于:结构是,A、在本体(1)的左部中心位置,装配有定位导套(2),并配合一个小孔定位芯轴(3),用以确定连杆小孔中心;B、在本体(1)的右部中心位置,分别用螺钉(11)、定位销(10)将定位块(5)与前后引导块(12)联接,而后一起固定在本体(1)上;C、网纹螺栓(7)与支架(6)配合连接,支架(6)通过螺钉(11)固定在本体(1)上,网纹螺栓(7)通过其前端的圆周槽和销(13)的接触与导向滑块(14)连接,导向滑块(14)通过小轴(16)与两滚轮(15)的中心孔配合连接,使导向滑块(14)能在两引导块(12)之间移动,带动两滚轮(15)自行归正至连杆大小孔中心;D、在本体(1)的右前侧,用螺钉(11)和定位销(10)将基准块(4)固定在本体(1)上,在检测时针对不同连杆的检测尺寸,使用不同的块规(9)进行检测;E、在本体(1)的四角分别装配有支脚(8)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201220411357.5U CN202814299U (zh) | 2012-08-20 | 2012-08-20 | 一种用于连杆中心至侧面距检测的工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201220411357.5U CN202814299U (zh) | 2012-08-20 | 2012-08-20 | 一种用于连杆中心至侧面距检测的工具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202814299U true CN202814299U (zh) | 2013-03-20 |
Family
ID=47873161
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201220411357.5U Expired - Lifetime CN202814299U (zh) | 2012-08-20 | 2012-08-20 | 一种用于连杆中心至侧面距检测的工具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202814299U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109827493A (zh) * | 2019-01-31 | 2019-05-31 | 西安西航集团莱特航空制造技术有限公司 | 一种测量开口槽底到中心距离的测具及测量方法 |
| CN110243251A (zh) * | 2019-06-19 | 2019-09-17 | 云南西仪工业股份有限公司 | 一种用于连杆多工序检测的方法 |
| CN116766135A (zh) * | 2023-08-23 | 2023-09-19 | 成都国营锦江机器厂 | 一种直升机主减速器撑杆孔心距测量工装及方法 |
-
2012
- 2012-08-20 CN CN201220411357.5U patent/CN202814299U/zh not_active Expired - Lifetime
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109827493A (zh) * | 2019-01-31 | 2019-05-31 | 西安西航集团莱特航空制造技术有限公司 | 一种测量开口槽底到中心距离的测具及测量方法 |
| CN110243251A (zh) * | 2019-06-19 | 2019-09-17 | 云南西仪工业股份有限公司 | 一种用于连杆多工序检测的方法 |
| CN116766135A (zh) * | 2023-08-23 | 2023-09-19 | 成都国营锦江机器厂 | 一种直升机主减速器撑杆孔心距测量工装及方法 |
| CN116766135B (zh) * | 2023-08-23 | 2023-11-07 | 成都国营锦江机器厂 | 一种直升机主减速器撑杆孔心距测量工装及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204214423U (zh) | 一种套筒类零件长度自动测量装置 | |
| CN202814299U (zh) | 一种用于连杆中心至侧面距检测的工具 | |
| CN202485598U (zh) | 一种测量齿轮中径跳动的自动找准检具 | |
| CN102564260A (zh) | 圆弧榫齿叶根型线及中间体型线的检测装置 | |
| CN202074906U (zh) | 用于锥孔大端测量的量具 | |
| CN204575038U (zh) | T型电梯导轨全自动检测装置 | |
| CN104776779B (zh) | 轮毂轴承外圈沟位置检测装置 | |
| CN204535603U (zh) | 轮毂轴承外圈沟位置检测装置 | |
| CN103673810A (zh) | 一种导叶臂检测工装 | |
| CN203163669U (zh) | 一种齿轮键槽对称度检具 | |
| CN204718552U (zh) | 缸套检测仪 | |
| CN203837615U (zh) | 定心式皮带轮专用检具 | |
| CN203744873U (zh) | 中线卡规 | |
| CN213179810U (zh) | 一种精确测量深内孔凹槽深度和槽口宽度的测量装置 | |
| CN202471046U (zh) | 传动轴轴管直线度与圆跳动检具 | |
| CN203310394U (zh) | 管接头的平面平行度检测机 | |
| CN205066651U (zh) | 改进型叶片叶根轮廓检测装置 | |
| CN105021114A (zh) | 导轨平行度简易检具 | |
| CN204988093U (zh) | 内径杠杆百分表校正器 | |
| CN203824467U (zh) | 一种外圆弧交点位置及跳动测量检具 | |
| CN202836429U (zh) | 一种检测汽轮机叶片装配尺寸的量具 | |
| CN202938741U (zh) | 一种用于低锥度圆锥面检测的止通卡规 | |
| CN203615876U (zh) | 一种校正噪音机两轴线交叉度的检具 | |
| CN206709767U (zh) | 一种燃气轮机静止叶片的燃气通道面积的测量装置 | |
| CN204329824U (zh) | 钢板弹簧卷耳伸直半长专用量具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20130320 |