CN202754163U - 编织袋液压捆扎装置 - Google Patents
编织袋液压捆扎装置 Download PDFInfo
- Publication number
- CN202754163U CN202754163U CN 201220446871 CN201220446871U CN202754163U CN 202754163 U CN202754163 U CN 202754163U CN 201220446871 CN201220446871 CN 201220446871 CN 201220446871 U CN201220446871 U CN 201220446871U CN 202754163 U CN202754163 U CN 202754163U
- Authority
- CN
- China
- Prior art keywords
- leader tape
- groove
- top board
- woven bag
- described lower
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Landscapes
- Making Paper Articles (AREA)
Abstract
编织袋液压捆扎装置,包括有捆扎机主体,捆扎机主体包括机架、设置于机架的下压板、位于下压板的上方并可在油缸的驱动下上下移动的上压板;下压板设置有可转动对接于上压板的一端和下压板的一端的下引带对接装置;上压板设置有可转动对接于上压板的另一端以及下压板的另一端的上引带对接装置;上压板设置有上压板槽,下压板设置有下压板槽,上引带对接装置设置有上引带槽,下引带对接装置设置有下引带槽;工作时,上压板槽、下引带槽、下压板槽和上引带槽相互连通形成打包带输送通道;打包带卷盘的出带口与打包带输送通道相连通。与现有技术相比,本实用新型将编织袋垛的压实和捆扎一体化完成,不仅提高了生产效率,而且还节约了生产成本。
Description
技术领域
本实用新型涉及编织袋捆扎技术,特别是涉及编织袋液压捆扎装置。
背景技术
现有技术中对于编织袋进行捆扎,是通过工人将松散编织袋垛搬运到液压打包机的压板工作面,启动打包机压实编织袋垛,然后工人用手拿着打包带从上下压板槽穿过进行人工捆绑,或者用打包夹进行钳紧,再用剪刀剪断打包带,最后,再由工人将已打好包的编织袋搬运下去。这种操作方式的工作效率较低、劳动强度较大,无形中给企业增加了许多人力成本。
因此,为解决上述现有技术存在的问题,提供一种低成本、生产效率高的编织袋液压捆扎装置的技术显得尤为重要。
实用新型内容
本实用新型的目的在于避免现有技术中的不足之处而提供一种低成本、生产效率高的编织袋液压捆扎装置。
本实用新型的目的通过以下技术方案实现:
提供编织袋液压捆扎装置,包括有捆扎机主体,所述捆扎机主体包括机架、设置于机架的下压板、位于所述下压板的上方并可在油缸的驱动下上下移动的上压板;所述下压板设置有可转动对接于所述上压板的一端和所述下压板的一端的下引带对接装置;所述上压板设置有可转动对接于所述上压板的另一端以及所述下压板的另一端的上引带对接装置;
所述上压板设置有上压板槽,所述下压板设置有下压板槽,所述上引带对接装置设置有上引带槽,所述下引带对接装置设置有下引带槽;所述上引带对接装置和所述下引带对接装置分别与所述上压板和所述下压板对接后,所述上压板槽、所述下引带槽、所述下压板槽和所述上引带槽依次相互连通形成用于包围经过压实后编织袋垛的打包带输送通道;
所述捆扎机主体设置有打包带卷盘,所述打包带卷盘的出带口与所述打包带输送通道相连通。
其中,所述上引带对接装置还设置有上引导气缸、第一驱动臂和第一气缸固定座,所述第一气缸固定座的一端固定于所述上压板,所述第一气缸固定座的另一端与所述上引导气缸的一端连接,所述上引导气缸的另一端与所述第一驱动臂的一端铰接,所述第一驱动臂的另一端与所述上引带槽的一端固接,所述上引带槽的另一端旋转90°对接时与所述下压板另一端设置的下引导弯嘴连通。
其中,所述下引带对接装置还设置有下引导气缸、第二驱动臂和第二气缸固定座,所述第二气缸固定座的一端固定于所述下压板,所述第二气缸固定座的另一端与所述下引导气缸的一端连接,所述下引导气缸的另一端与所述第二驱动臂的一端铰接,所述第二驱动臂的另一端与所述下引带槽的一端固接,所述下引带槽的另一端旋转90°对接时与所述上压板一端设置的上引导弯嘴连通。
其中,所述上引带槽的一端设置有用于与所述上压板的另一端相对接的上引带槽嘴;所述下引带槽的一端设置有用于与所述下压板的另一端相对接的下引带槽嘴。
其中,所述上压板槽内设置有上弓架,所述下压板槽内设置有下弓架;所述上弓架的进端口、出端口以及所述下弓架的进端口、出端口的形状均设置为喇叭形或者渐缩形。
其中,所述上压板槽和所述下压板槽的槽腔形状为圆形、扁形、椭圆形和矩形中的任一种。
其中,所述上引带槽的槽口以及所述下引带槽的槽口均设置为喇叭形或者渐缩形。
其中,所述上压板一体铸造成型设置或者由型钢焊接成型设置;所述下压板一体铸造成型设置或者由型钢焊接成型设置。
其中,所述捆扎机主体的一侧设置有进输送装置,所述捆扎机主体相对的另一侧设置有出输送装置;所述进输送装置和所述出输送装置与所述下压板呈同一水平面设置。
其中,所述打包带输送通道设置有多条,所述打包带卷盘设置的数量与所述打包带输送通道相对应。
本实用新型的有益效果:
本实用新型的编织袋液压捆扎装置,包括有捆扎机主体,所述捆扎机主体包括机架、设置于机架的下压板、位于所述下压板的上方并可在油缸的驱动下上下移动的上压板;所述下压板设置有可转动对接于所述上压板的一端和所述下压板的一端的下引带对接装置;所述上压板设置有可转动对接于所述上压板的另一端以及所述下压板的另一端的上引带对接装置; 所述上压板设置有上压板槽,所述下压板设置有下压板槽,所述上引带对接装置设置有上引带槽,所述下引带对接装置设置有下引带槽;所述上引带对接装置和所述下引带对接装置分别与所述上压板和所述下压板对接后,所述上压板槽、所述下引带槽、所述下压板槽和所述上引带槽依次相互连通形成用于包围经过压实后编织袋垛的打包带输送通道;所述捆扎机主体设置有打包带卷盘,所述打包带卷盘的出带口与所述打包带输送通道相连通。与现有技术相比,本实用新型将编织袋垛的压实和捆扎一体化完成,不仅提高了生产效率,而且还节约了生产成本。
附图说明
利用附图对实用新型作进一步说明,但附图中的实施例不构成对本实用新型的任何限制,对于本领域的普通技术人员,在不付出创造性劳动的前提下,还可以根据以下附图获得其它的附图。
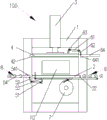
图1是本实用新型的编织袋液压捆扎装置的结构示意图。
图2是本实用新型的编织袋液压捆扎装置的使用状态结构示意图。
图3是本实用新型的编织袋液压捆扎装置的上压板的结构示意图。
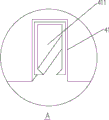
图4是图3中“A”处的放大结构示意图。
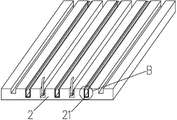
图5是本实用新型的编织袋液压捆扎装置的下压板的结构示意图。
图6是图5中“B”处的放大结构示意图。
图7是本实用新型的编织袋液压捆扎装置的下压板的截面结构示意图。
图8是本实用新型的编织袋液压捆扎装置的下引带槽与上引导弯嘴的部分结构示意图。
图9是本实用新型的编织袋液压捆扎装置的下引带槽的内部结构示意图。
图10是本实用新型的编织袋液压捆扎装置的下弓架的结构示意图。
图11是本实用新型的编织袋液压捆扎装置的另一实施例的使用状态结构示意图。
在图1至图11中包括有:
100——捆扎机主体、
1——机架、
2——下压板、21——下压板槽、211——下弓架、212——渐缩形、213——喇叭形、22——下引导弯嘴、
3——油缸、
4——上压板、41——上压板槽、411——上弓架、42——上引导弯嘴、
51——下引导气缸、52——第二驱动臂、53——第二气缸固定座、54——下引带槽、541——下引带槽嘴、
61——上引导气缸、62——第一驱动臂、63——第一气缸固定座、64——上引带槽、641——上引带槽嘴、
7——打包带卷盘、
8——进输送装置、
9——出输送装置、
10——编织袋垛。
具体实施方式
结合以下实施例对本实用新型作进一步描述。
实施例1
本实用新型的编织袋液压捆扎装置的具体实施方式之一,如图1至图10所示,包括有捆扎机主体100,所述捆扎机主体100包括机架1、设置于机架1的下压板2、位于所述下压板2的上方并可在油缸3的驱动下上下移动的上压板4;所述下压板2设置有可转动对接于所述上压板4的一端和所述下压板2的一端的下引带对接装置;所述上压板4设置有可转动对接于所述上压板4的另一端以及所述下压板2的另一端的上引带对接装置;
所述上压板4设置有上压板槽41,所述下压板2设置有下压板槽21,所述上引带对接装置设置有上引带槽64,所述下引带对接装置设置有下引带槽54;所述上引带对接装置和所述下引带对接装置分别与所述上压板4和所述下压板2对接后,所述上压板槽41、所述下引带槽54、所述下压板槽21和所述上引带槽64依次相互连通形成用于包围经过压实后编织袋垛10的打包带输送通道;
所述捆扎机主体100设置有打包带卷盘7,所述打包带卷盘7的出带口与所述打包带输送通道相连通。
本实施例中,打包带卷盘7设置于下压板2的下方。
与现有技术相比,本实用新型将编织袋垛10的压实和捆扎一体化完成,不仅提高了生产效率,而且还节约了生产成本。
具体的,所述上引带对接装置还设置有上引导气缸61、第一驱动臂62和第一气缸固定座63,所述第一气缸固定座63的一端固定于所述上压板4,所述第一气缸固定座63的另一端与所述上引导气缸61的一端连接,所述上引导气缸61的另一端与所述第一驱动臂62的一端铰接,所述第一驱动臂62的另一端与所述上引带槽64的一端固接,所述上引带槽64的另一端旋转90°对接时与所述下压板2另一端设置的下引导弯嘴22连通。
具体的,所述下引带对接装置还设置有下引导气缸51、第二驱动臂52和第二气缸固定座53,所述第二气缸固定座53的一端固定于所述下压板2,所述第二气缸固定座53的另一端与所述下引导气缸51的一端连接,所述下引导气缸51的另一端与所述第二驱动臂52的一端铰接,所述第二驱动臂52的另一端与所述下引带槽54的一端固接,所述下引带槽54的另一端旋转90°对接时与所述上压板4一端设置的上引导弯嘴42连通。
具体的,所述上引带槽64的一端设置有用于与所述上压板4的另一端相对接的上引带槽嘴641;所述下引带槽54的一端设置有用于与所述下压板2的另一端相对接的下引带槽嘴541。
具体的,所述上压板槽41内设置有上弓架411,所述下压板槽21内设置有下弓架211;所述上弓架411的进端口、出端口以及所述下弓架211的进端口、出端口的形状均设置为喇叭形213或者渐缩形。方便打包带在弓架内穿行,同时也能够使打包带顺利进入其它段节的打包带输送通道。
具体的,所述上压板槽41和所述下压板槽21的槽腔形状为圆形、扁形、椭圆形和矩形中的任一种。
具体的,所述上引带槽64的槽口以及所述下引带槽54的槽口均设置为喇叭形213或者渐缩形212。能够使打包带顺利通过并进入其它段节的打包带输送通道。
具体的,所述上压板4一体铸造成型设置或者由型钢焊接成型设置;所述下压板2一体铸造成型设置或者由型钢焊接成型设置。
具体的,所述捆扎机主体100的一侧设置有进输送装置8,所述捆扎机主体100相对的另一侧设置有出输送装置9;所述进输送装置8和所述出输送装置9与所述下压板2呈同一水平面设置。优选的,所述进输送装置8是由输送滚筒组成的输送装置或者是输送平台式输送装置;所述出输送装置9是由输送滚筒组成的输送装置或者是输送平台式输送装置。该捆扎机主体100前后配有输送滚筒组成的输送装置或者是输送平台式输送装置,只需将编织袋垛10成排放在捆扎机主体100前的输送装置,工人将其推入捆扎机主体100的工作面,启动捆扎机主体100之后由机械完成捆扎工作,打好包后工人再将其拉出到后面的输送装置。
具体的,所述打包带输送通道设置有多条,所述打包带卷盘7设置的数量与所述打包带输送通道相对应。打包带输送通道设置有多条,是为了使松散的编织袋在压实后,使打包带进行一道或多道的捆扎。
具体的工作原理:
启动捆扎机主体100,油缸3向下运动,并启动上引导气缸61和下引导气缸51,在上引导气缸61的气缸杆作用下,上引带槽64向下转动90度角,使上引带槽64的上端设置的上引带槽嘴641与上压板4的另一端对接,上引带槽64的下端向下旋转90°与下压板2另一端设置的下引导弯嘴22对接;同理,在下引导气缸51的气缸杆作用下,下引带槽54向上转动90度角,使下引带槽54的下端设置的下引带槽嘴541与下压板2的一端对接,下引带槽54的上端向上旋转90°与上压板4一端设置的上引导弯嘴42对接,对接后如图2所示。
同时,油缸3继续向下运动,对接后的下引带槽54沿上引导弯嘴42内运动,上引带槽64沿下引导弯嘴22内运动,从而将上压板4向下压实工作空间内的编织袋垛10,工人可以进行包装皮的折边包裹,对编织袋垛10进行压实压力的检测,当压力表达到预设值时,压力表的触点断开停止加压。至此完成压实操作。
此时,捆扎机控制器启动打包带卷盘7中的打包带沿着输送通道进行输送;当打包带走完一圈,触动停止微动开关,停止打包带的输送,捆扎机进行打包带的拉紧、热粘合、切断,由于拉紧、热粘合和切断工序属于现有技术范畴,在此不再赘述。至此完成捆扎操作。
打包带捆扎完成后,捆扎机控制器开启油缸3提升上压板4,同时也开启上引带槽气缸和下引带槽气缸,从而将上引带槽64和下引带槽54复位;当上压板4上升触动到停止行程开关时,上压板4停止上升,液压捆扎机等待下一压实、捆扎打包工作周期。随后,工人将已打包好的编织袋垛10拉出捆扎机的工作面,通过后面的输送装置集中等待码垛。
实施例2
本实用新型的编织袋液压捆扎装置的具体实施方式之二,如图11所示,本实施例的主要技术方案与实施例1相同,在本实施例中未解释的特征,采用实施例1中的解释,在此不再进行赘述。本实施例与实施例1的区别在于,打包带卷盘7设置于上压板4的上方。
最后应当说明的是,以上实施例仅用以说明本实用新型的技术方案,而非对本实用新型保护范围的限制,尽管参照较佳实施例对本实用新型作了详细地说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的实质和范围。
Claims (10)
1.编织袋液压捆扎装置,其特征在于:包括有捆扎机主体,所述捆扎机主体包括机架、设置于机架的下压板、位于所述下压板的上方并可在油缸的驱动下上下移动的上压板;所述下压板设置有可转动对接于所述上压板的一端和所述下压板的一端的下引带对接装置;所述上压板设置有可转动对接于所述上压板的另一端以及所述下压板的另一端的上引带对接装置;
所述上压板设置有上压板槽,所述下压板设置有下压板槽,所述上引带对接装置设置有上引带槽,所述下引带对接装置设置有下引带槽;所述上引带对接装置和所述下引带对接装置分别与所述上压板和所述下压板对接后,所述上压板槽、所述下引带槽、所述下压板槽和所述上引带槽依次相互连通形成用于包围经过压实后编织袋垛的打包带输送通道;
所述捆扎机主体设置有打包带卷盘,所述打包带卷盘的出带口与所述打包带输送通道相连通。
2.根据权利要求1所述的编织袋液压捆扎装置,其特征在于:所述上引带对接装置还设置有上引导气缸、第一驱动臂和第一气缸固定座,所述第一气缸固定座的一端固定于所述上压板,所述第一气缸固定座的另一端与所述上引导气缸的一端连接,所述上引导气缸的另一端与所述第一驱动臂的一端铰接,所述第一驱动臂的另一端与所述上引带槽的一端固接,所述上引带槽的另一端旋转90°对接时与所述下压板另一端设置的下引导弯嘴连通。
3.根据权利要求2所述的编织袋液压捆扎装置,其特征在于:所述下引带对接装置还设置有下引导气缸、第二驱动臂和第二气缸固定座,所述第二气缸固定座的一端固定于所述下压板,所述第二气缸固定座的另一端与所述下引导气缸的一端连接,所述下引导气缸的另一端与所述第二驱动臂的一端铰接,所述第二驱动臂的另一端与所述下引带槽的一端固接,所述下引带槽的另一端旋转90°对接时与所述上压板一端设置的上引导弯嘴连通。
4.根据权利要求3所述的编织袋液压捆扎装置,其特征在于:所述上引带槽的一端设置有用于与所述上压板的另一端相对接的上引带槽嘴;所述下引带槽的一端设置有用于与所述下压板的另一端相对接的下引带槽嘴。
5.根据权利要求1所述的编织袋液压捆扎装置,其特征在于:所述上压板槽内设置有上弓架,所述下压板槽内设置有下弓架;所述上弓架的进端口、出端口以及所述下弓架的进端口、出端口的形状均设置为喇叭形或者渐缩形。
6.根据权利要求1所述的编织袋液压捆扎装置,其特征在于:所述上压板槽和所述下压板槽的槽腔形状为圆形、扁形、椭圆形和矩形中的任一种。
7.根据权利要求1所述的编织袋液压捆扎装置,其特征在于:所述上引带槽的槽口以及所述下引带槽的槽口均设置为喇叭形或者渐缩形。
8.根据权利要求1所述的编织袋液压捆扎装置,其特征在于:所述上压板一体铸造成型设置或者由型钢焊接成型设置;所述下压板一体铸造成型设置或者由型钢焊接成型设置。
9.根据权利要求1所述的编织袋液压捆扎装置,其特征在于:所述捆扎机主体的一侧设置有进输送装置,所述捆扎机主体相对的另一侧设置有出输送装置;所述进输送装置和所述出输送装置与所述下压板呈同一水平面设置。
10.根据权利要求1所述的编织袋液压捆扎装置,其特征在于:所述打包带输送通道设置有多条,所述打包带卷盘设置的数量与所述打包带输送通道相对应。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220446871 CN202754163U (zh) | 2012-09-04 | 2012-09-04 | 编织袋液压捆扎装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201220446871 CN202754163U (zh) | 2012-09-04 | 2012-09-04 | 编织袋液压捆扎装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202754163U true CN202754163U (zh) | 2013-02-27 |
Family
ID=47733359
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201220446871 Expired - Fee Related CN202754163U (zh) | 2012-09-04 | 2012-09-04 | 编织袋液压捆扎装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202754163U (zh) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103895892A (zh) * | 2014-03-14 | 2014-07-02 | 南京际华五三零二服饰装具有限责任公司 | 一种气动式捆扎设备 |
| CN105416633A (zh) * | 2015-11-25 | 2016-03-23 | 江苏升茂塑胶制品有限公司 | 一种机械式打包塑胶制品外包装置 |
| DE102015012484A1 (de) | 2015-09-24 | 2017-03-30 | Giesecke & Devrient Gmbh | Banderolierung von Banknoten |
| CN107284725A (zh) * | 2017-07-29 | 2017-10-24 | 衡阳功整钢纤维有限公司 | 稳固的钢纤维托盘装载方法及设备 |
| CN111252314A (zh) * | 2020-04-29 | 2020-06-09 | 杭州心米商贸有限公司 | 废弃纸板压缩包装设备 |
| DE102019113181A1 (de) * | 2019-05-17 | 2020-11-19 | Krones Aktiengesellschaft | Umreifungsvorrichtung, Vorrichtung und Verfahren zur Herstellung eines wenigstens einen Artikel umfassenden Gebindes |
| CN113562273A (zh) * | 2021-09-27 | 2021-10-29 | 徐州瑞雪包装有限公司 | 一种塑料编织袋生产打包装置 |
| CN115072043A (zh) * | 2022-08-22 | 2022-09-20 | 南通盈裕包装科技有限公司 | 一种纤维的成品包装设备 |
-
2012
- 2012-09-04 CN CN 201220446871 patent/CN202754163U/zh not_active Expired - Fee Related
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103895892A (zh) * | 2014-03-14 | 2014-07-02 | 南京际华五三零二服饰装具有限责任公司 | 一种气动式捆扎设备 |
| DE102015012484A1 (de) | 2015-09-24 | 2017-03-30 | Giesecke & Devrient Gmbh | Banderolierung von Banknoten |
| CN105416633A (zh) * | 2015-11-25 | 2016-03-23 | 江苏升茂塑胶制品有限公司 | 一种机械式打包塑胶制品外包装置 |
| CN107284725A (zh) * | 2017-07-29 | 2017-10-24 | 衡阳功整钢纤维有限公司 | 稳固的钢纤维托盘装载方法及设备 |
| DE102019113181A1 (de) * | 2019-05-17 | 2020-11-19 | Krones Aktiengesellschaft | Umreifungsvorrichtung, Vorrichtung und Verfahren zur Herstellung eines wenigstens einen Artikel umfassenden Gebindes |
| CN111252314A (zh) * | 2020-04-29 | 2020-06-09 | 杭州心米商贸有限公司 | 废弃纸板压缩包装设备 |
| CN111252314B (zh) * | 2020-04-29 | 2022-01-07 | 荣成市盛高包装制品有限公司 | 废弃纸板压缩包装设备 |
| CN113562273A (zh) * | 2021-09-27 | 2021-10-29 | 徐州瑞雪包装有限公司 | 一种塑料编织袋生产打包装置 |
| CN115072043A (zh) * | 2022-08-22 | 2022-09-20 | 南通盈裕包装科技有限公司 | 一种纤维的成品包装设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202754163U (zh) | 编织袋液压捆扎装置 | |
| CN102785790B (zh) | 一种自动化编织袋液压捆扎装置 | |
| CN102424128B (zh) | 一种套袋式管材自动包装机 | |
| CN103625678B (zh) | 自动码垛捆钞一体机 | |
| CN105584666B (zh) | 一种丝袜自动包装生产线 | |
| CN106672339B (zh) | 一种商品包装箱全自动封箱流水线 | |
| CN103359339B (zh) | 一种塑料袋折叠机 | |
| CN106742162A (zh) | 捆扎缠绕一体包装机 | |
| CN104290950B (zh) | 纸币定型捆扎和塑封包装装置 | |
| CN205525145U (zh) | 一种丝袜自动包装生产线 | |
| CN204150314U (zh) | 一种全自动塑封包装机 | |
| CN108860854A (zh) | 罐盒全自动包装线 | |
| CN202244137U (zh) | 一种成包面巾纸半自动装袋设备 | |
| CN203997067U (zh) | 一种生活用纸包装机 | |
| CN207292663U (zh) | 一种自封袋包装机的夹链压平装置 | |
| CN201989957U (zh) | 烟用复烤纸箱的全自动装订捆扎装置 | |
| CN207292520U (zh) | 一种牛皮纸捆包机 | |
| CN208149693U (zh) | 一种新型大型纸箱棱角打包专用保护装置 | |
| CN207360684U (zh) | 一种自动化包装机 | |
| CN104229181B (zh) | 纸币塑封包装机 | |
| CN203544419U (zh) | 一种液压式打包机 | |
| CN205327475U (zh) | 全自动筒纱打包机 | |
| CN215399793U (zh) | 一种包装袋折叠捆扎机 | |
| CN203512101U (zh) | 捆扎机 | |
| CN213800308U (zh) | 自动捆扎机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20130227 Termination date: 20140904 |
|
| EXPY | Termination of patent right or utility model |