CN202192376U - 自动焊接铝合金导管的接头结构 - Google Patents
自动焊接铝合金导管的接头结构 Download PDFInfo
- Publication number
- CN202192376U CN202192376U CN2011201891912U CN201120189191U CN202192376U CN 202192376 U CN202192376 U CN 202192376U CN 2011201891912 U CN2011201891912 U CN 2011201891912U CN 201120189191 U CN201120189191 U CN 201120189191U CN 202192376 U CN202192376 U CN 202192376U
- Authority
- CN
- China
- Prior art keywords
- conduit
- aluminum alloy
- enlarging
- joint structure
- flared opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
本实用新型涉及一种自动焊接铝合金导管的接头结构,包括导管Ⅰ和导管Ⅱ,在导管Ⅱ的一端设有扩口,导管Ⅰ插入到导管Ⅱ的扩口内,其扩口为平行于轴线的直边扩口,并且扩口的内孔与导管Ⅰ的外壁接触。该结构使用在无人工填丝的全位置自动焊接技术上,该接头结构焊接完的铝合金导管不仅外形美观,而且承载能力强。
Description
技术领域
本实用新型涉及一种自动焊接铝合金导管的接头结构,适用于铝合金导管不加丝自动焊接工艺的接头。
背景技术
铝及铝合金具有优异的物理特性和力学性能,其密度低、比强度高、导热率高、耐腐蚀能力强的优点被广泛应用。但是铝具有许多与其他金属不同的物理特性,导致铝及铝合金与其他金属不同的焊接工艺特点。铝在空气中及焊接时极易氧化,生成的氧化铝熔点高、非常稳定、能吸潮、不易去除,妨碍焊接及钎焊过程的进行,故通常情况下,铝合金导管的焊接通常采用手工填丝,由于铝合金的焊接与其他黑色金属的焊接相比,具有特殊的物理性能和化学性能,常常造成焊接质量较低,焊缝成形差,如未焊透、烧穿和出现过多气孔夹杂等缺陷,造成一次合格率非常低,极大地浪费了人力、物力和财力,同时焊接时工作效率低。
发明内容
本实用新型要解决的技术问题是提供一种自动焊接铝合金导管的接头结构,该结构使用在无人工填丝的全位置自动焊接技术上,该接头结构焊接完的铝合金导管不仅外形美观,而且承载能力强。
为解决以上问题,本实用新型的具体技术方案如下:一种自动焊接铝合金导管的接头结构,包括导管Ⅰ和导管Ⅱ,在导管Ⅱ的一端设有扩口,导管Ⅰ插入到导管Ⅱ的扩口内。
所述的扩口为平行于轴线的直边扩口,并且扩口的内孔与导管Ⅰ的外壁接触。
该自动焊接铝合金导管的接头采用扩口结构,使扩口充当填丝,保证焊口的完整性,当采用直边扩口,并且扩口的内孔与导管Ⅰ的外壁接触时,两根导管搭接充分,间隙小,故焊接后可以得到成形美观,质量满足生产要求的焊接接头。
附图说明
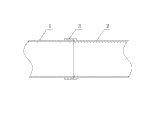
图1为自动焊接铝合金导管的接头结构的结构示意图。
具体实施方式
如图1所示,一种自动焊接铝合金导管的接头结构,包括导管Ⅰ1和导管Ⅱ2,在导管Ⅱ的一端设有扩口3,导管Ⅰ1插入到导管Ⅱ2的扩口3内。
所述的扩口3为平行于轴线的直边扩口,并且扩口3的内孔与导管Ⅰ1的外壁接触。
Claims (2)
1.一种自动焊接铝合金导管的接头结构,包括导管Ⅰ和导管Ⅱ,其特征在于:在导管Ⅱ的一端设有扩口,导管Ⅰ插入到导管Ⅱ的扩口内。
2.如权利要求1所述的自动焊接铝合金导管的接头结构,其特征在于:所述的扩口为平行于轴线的直边扩口,并且扩口的内孔与导管Ⅰ的外壁接触。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011201891912U CN202192376U (zh) | 2011-06-08 | 2011-06-08 | 自动焊接铝合金导管的接头结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011201891912U CN202192376U (zh) | 2011-06-08 | 2011-06-08 | 自动焊接铝合金导管的接头结构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202192376U true CN202192376U (zh) | 2012-04-18 |
Family
ID=45947307
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011201891912U Expired - Fee Related CN202192376U (zh) | 2011-06-08 | 2011-06-08 | 自动焊接铝合金导管的接头结构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202192376U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106500523A (zh) * | 2016-11-02 | 2017-03-15 | 泰州三福船舶工程有限公司 | 一种新型船用货油加热蒸汽盘管 |
-
2011
- 2011-06-08 CN CN2011201891912U patent/CN202192376U/zh not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106500523A (zh) * | 2016-11-02 | 2017-03-15 | 泰州三福船舶工程有限公司 | 一种新型船用货油加热蒸汽盘管 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN204975757U (zh) | 一种厚壁接管骑座式单面焊焊接坡口 | |
| CN202317348U (zh) | 异径管轴向钎焊连接结构 | |
| CN201514143U (zh) | H型鳍片换热管上的鳍片 | |
| CN201615295U (zh) | 一种金属管焊接结构 | |
| CN103978063A (zh) | 异种金属管材及其制备方法和应用 | |
| CN202192376U (zh) | 自动焊接铝合金导管的接头结构 | |
| CN103143852B (zh) | 一种钎焊接接口和对该接口进行焊接的方法 | |
| CN202140704U (zh) | 薄壁不锈钢管钎焊连接结构 | |
| CN205437529U (zh) | 一种用于管件多层套装钎焊的螺旋形钎料 | |
| CN201226353Y (zh) | 加大留金角度的超声波焊接劈刀 | |
| CN202934256U (zh) | 一种铝药芯焊丝扁焊环 | |
| CN110142476A (zh) | 一种不锈钢管钎焊 | |
| CN203147094U (zh) | 铜铝管电阻焊接头 | |
| CN203052018U (zh) | 一种金属管连接套件 | |
| CN202377687U (zh) | 一种钎焊接接口 | |
| CN204852730U (zh) | 一种保温管三通连接结构 | |
| CN202149300U (zh) | 一种铜管变径的铜铝连接管接头结构 | |
| CN201599502U (zh) | 一种蒸发器铝管接头焊接结构 | |
| CN206397687U (zh) | 一种排气管结构 | |
| CN202150953U (zh) | 一种电热管与法兰的连接结构 | |
| CN204913087U (zh) | 一种双胀铜钎焊接口对接管 | |
| CN207229950U (zh) | 制冷机管路连接结构 | |
| CN206795068U (zh) | 一种抗氧化药芯焊丝 | |
| CN203297799U (zh) | 一种波纹管与法兰快速焊接机构 | |
| CN203893724U (zh) | 一种导热管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20120418 Termination date: 20140608 |