CN202123188U - 大型齿轮组合锻造模具 - Google Patents
大型齿轮组合锻造模具 Download PDFInfo
- Publication number
- CN202123188U CN202123188U CN2011202169270U CN201120216927U CN202123188U CN 202123188 U CN202123188 U CN 202123188U CN 2011202169270 U CN2011202169270 U CN 2011202169270U CN 201120216927 U CN201120216927 U CN 201120216927U CN 202123188 U CN202123188 U CN 202123188U
- Authority
- CN
- China
- Prior art keywords
- forging
- die
- bevel gear
- gear
- large gear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Forging (AREA)
Abstract
本实用新型公开了一种大型齿轮组合锻造模具,包括下模座、下定位板还包括锥齿轮粗锻型腔的上模和锥齿轮精锻型腔的下模,下模安装在下定位板上。本实用新型采用非传统的锻模结构,运用温热镦粗加挤压变形的复合锻造工艺,在不改用大吨位锻造设备的条件下,锻出锥齿轮的精密齿面部分,又粗锻出圆柱齿轮坯和端面齿坯部份,达到稳定锻件质量,提高锻造效率,减少工序,降低生产成本。
Description
技术领域
本实用新型涉及一种锻造模具,特别是一种大型齿轮组合锻造模具。
背景技术
目前,大型组合齿轮在常规锻造中,一般采用开式模锻压入模式成型。由于工件变形量大,锻造时坯料充满型腔困难,工艺往往采用多步变形,工序为:下料、加热、镦粗、加热、予锻、机械去氧化皮、终锻、切边。这种常规锻造工艺,工序多,锻压温度变化大,锻件质量不稳定;而且所需设备多,锻造后加工余量大,费工、费时,生产成本高,基本不能达到无加工余量的尺寸精度9级、表面粗糙度Ra<6.3的指标。
实用新型内容
为了克服现有齿轮在常规锻造中,锻造后加工余量大,费工、费时,生产成本高的不足,本实用新型提供一种大型齿轮组合锻造模具。
本实用新型解决其技术问题所采用的技术方案是:大型齿轮组合锻造模具,包括下模座、下定位板,还包括锥齿轮粗锻型腔的上模和锥齿轮精锻型腔的下模,下模安装在下定位板上。
本模具采用组合式结构,上模为粗锻模,下模为精锻模,分模面选取在锥齿轮的齿根型面上。这种模具结构,实现了镦粗加挤压的复合变形方式,可以减少金属流动时与模腔壁的摩擦阻力,锻压时金属更容易充满型腔。
坯料加热锻造温度设置为750~850°C,降低金属材料内部变形抗力。进一步提高坯料的变形能力,降低锻压设备的吨位要求。
本实用新型的有益效果是,采用锻模结构,运用温热镦粗加挤压变形的复合锻造工艺,在不用大吨位锻造设备的条件下,金属在锻模型腔中流动时受到镦粗加挤压复合变形力的作用,使得坯料变形更容易,既锻出锥齿轮的精密齿面部分,又粗锻出圆柱齿轮坯和端面齿坯部份,提高锻造效率,减少工序,降低生产成本。
附图说明
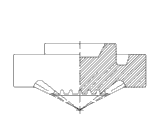
图1是本实用新型的结构示意图;
图2是本实用新型锥齿轮锻件的结构示意图。
图中零部件及编号:
1-下模座;2-下定位板;3-上模;4-下模;5-锻件。
具体实施方式
下面结合附图和实施例对本实用新型进一步说明。
如图1~图2所示,大型齿轮组合锻造模具,包括下模座1、下定位板2,还包括锥齿轮粗锻型腔的上模3和锥齿轮精锻型腔的下模4,下模4安装在下定位板2。
采用组合式结构的上模3为粗锻模,下模4为精锻模,分模面选取在锥齿轮的齿根型面上。这种模具结构,实现了镦粗加挤压的复合变形方式,可以减少金属流动时与模腔壁的摩擦阻力,锻件5锻压时金属更容易充满型腔。
锻模材料选用H13或5CrNiMo,通过电火花或高速铣加工下模4的型腔,保证锻后的锥齿齿面能达到产品技术要求,后续不再进行加工。下模4为精锻型腔,便于锻压起模时清除齿面氧化皮,确保精锻齿面的粗糙度;将圆柱齿坯和端面齿坯成型的型腔整合在上模3,便于锻件5锻压成型和脱模。
上模3与下模4的分模面设有高度为2mm的毛边桥,不设毛边仓。
锻件5加热锻造温度为750~850℃,降低金属材料内部变形抗力。进一步提高坯料的变形能力,降低锻压设备的吨位要求。
实施锻压工序为:下料、加热、锻造Ⅰ、机械去除氧化皮、锻造Ⅱ,完成锥齿轮整个锻造过程。
Claims (2)
1.一种大型齿轮组合锻造模具,包括下模座(1)、下定位板(2),其特征在于,还包括锥齿轮粗锻型腔的上模(3)和锥齿轮精锻型腔的下模(4),所述的下模(4)安装在下定位板(2)上。
2.根据权利要求1所述的大型齿轮组合锻造模具,其特征在于,所述的上模(3)与下模(4)的分模面设有高度为2mm的毛边桥。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011202169270U CN202123188U (zh) | 2011-06-24 | 2011-06-24 | 大型齿轮组合锻造模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011202169270U CN202123188U (zh) | 2011-06-24 | 2011-06-24 | 大型齿轮组合锻造模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202123188U true CN202123188U (zh) | 2012-01-25 |
Family
ID=45486259
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011202169270U Expired - Fee Related CN202123188U (zh) | 2011-06-24 | 2011-06-24 | 大型齿轮组合锻造模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202123188U (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105750469A (zh) * | 2016-05-12 | 2016-07-13 | 中车戚墅堰机车车辆工艺研究所有限公司 | 一种盘类锻件锻造模具及锻造方法 |
| CN107716579A (zh) * | 2017-11-03 | 2018-02-23 | 六安市金龙齿轮有限公司 | 一种齿轮的精密加工模具及其齿轮加工方法 |
| CN108160896A (zh) * | 2017-12-29 | 2018-06-15 | 江苏飞船股份有限公司 | 内置缓施压结构的结合齿精锻模 |
| CN110576139A (zh) * | 2019-10-09 | 2019-12-17 | 如皋市大生线路器材有限公司 | 一种球窝锻造模具组及其锻造工艺 |
| CN111112541A (zh) * | 2018-10-31 | 2020-05-08 | 丰田自动车株式会社 | 用于锻造齿轮的方法和设备 |
| WO2021238307A1 (zh) * | 2020-05-24 | 2021-12-02 | 江苏飞船股份有限公司 | 直伞锥齿轮温锻精密成形模具 |
| CN113909418A (zh) * | 2021-10-08 | 2022-01-11 | 青州市建富齿轮有限公司 | 一种用于主动锥齿轮的锻造模具 |
-
2011
- 2011-06-24 CN CN2011202169270U patent/CN202123188U/zh not_active Expired - Fee Related
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105750469A (zh) * | 2016-05-12 | 2016-07-13 | 中车戚墅堰机车车辆工艺研究所有限公司 | 一种盘类锻件锻造模具及锻造方法 |
| CN107716579A (zh) * | 2017-11-03 | 2018-02-23 | 六安市金龙齿轮有限公司 | 一种齿轮的精密加工模具及其齿轮加工方法 |
| CN107716579B (zh) * | 2017-11-03 | 2024-06-07 | 六安市金龙齿轮有限公司 | 一种齿轮的精密加工模具及其齿轮加工方法 |
| CN108160896A (zh) * | 2017-12-29 | 2018-06-15 | 江苏飞船股份有限公司 | 内置缓施压结构的结合齿精锻模 |
| CN111112541A (zh) * | 2018-10-31 | 2020-05-08 | 丰田自动车株式会社 | 用于锻造齿轮的方法和设备 |
| CN111112541B (zh) * | 2018-10-31 | 2021-07-27 | 丰田自动车株式会社 | 用于锻造齿轮的方法和设备 |
| CN110576139A (zh) * | 2019-10-09 | 2019-12-17 | 如皋市大生线路器材有限公司 | 一种球窝锻造模具组及其锻造工艺 |
| WO2021238307A1 (zh) * | 2020-05-24 | 2021-12-02 | 江苏飞船股份有限公司 | 直伞锥齿轮温锻精密成形模具 |
| CN113909418A (zh) * | 2021-10-08 | 2022-01-11 | 青州市建富齿轮有限公司 | 一种用于主动锥齿轮的锻造模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202123188U (zh) | 大型齿轮组合锻造模具 | |
| CN102107255B (zh) | 一种盆形零件毛胚胎模锻成型的方法 | |
| CN202137312U (zh) | 汽车自动变速器输出花键轴冷挤压模具 | |
| CN101791671B (zh) | 一种钛合金叶片精密成形锻造方法 | |
| CN202290828U (zh) | 一种齿轮轴一次成形模具 | |
| CN208437591U (zh) | 一种法兰盘一次锻压成型模具 | |
| CN203900355U (zh) | 一种凸轮轴齿轮毛坯精锻生产用组合模具 | |
| CN104139279B (zh) | 内梯形槽环形件的制造工艺 | |
| CN202655425U (zh) | 一种用侧刃定距的导柱导向落料模具 | |
| CN1785550A (zh) | 一种滑动叉锻造方法 | |
| CN202114211U (zh) | 具有内曲面型腔的外齿轮的一次成形模 | |
| CN202701125U (zh) | 一种精密冲压成形模具 | |
| CN103302123A (zh) | 非标低速压力机下反挤压长筒形套管的工艺 | |
| CN103658213A (zh) | 一种高效加工直齿圆柱齿轮的挤压新方法 | |
| CN103447779A (zh) | 驱动桥锥齿轮锻件锻造生产工艺及设备 | |
| CN202447520U (zh) | 轮辋体冷压成型装置 | |
| CN204769943U (zh) | 导电芯轴冷挤成型装置 | |
| CN201871727U (zh) | 粉末冶金成形机 | |
| CN103658500A (zh) | 一种直齿圆柱内齿轮的精密温锻一次成形新工艺 | |
| CN202212516U (zh) | 新型传动轴花键轴头锻造模具 | |
| CN202224580U (zh) | 一种制坯辊锻复合模具 | |
| CN210701899U (zh) | 一种管件管端成形自定心翻口模具 | |
| CN204735551U (zh) | 一种铝质手机后盖冷挤压成形模具 | |
| CN203764671U (zh) | 花键轴半闭式轴向挤压模具 | |
| CN209077693U (zh) | 一种便于解决断面不匹配的锻造模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CP01 | Change in the name or title of a patent holder |
Address after: 625100 Ya'an Industrial Park, Sichuan, Ya'an Patentee after: Sichuan famous tooth gear manufacturing Limited by Share Ltd Address before: 625100 Ya'an Industrial Park, Sichuan, Ya'an Patentee before: Sichuan Mingchi Gear Manufacturing Co., Ltd. |
|
| CP01 | Change in the name or title of a patent holder | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20120125 Termination date: 20190624 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |