A kind of hobbing combination machine
Technical field
The utility model relates to Metal Cutting Machine Tool, electromechanical integration field, particularly a kind of hobbing combination machine.
Background technology
A kind of steering arm shaft tapering spline that is applied to automobile will remove a tooth or piece together a wide tooth every 90 °, promptly as shown in Figure 1, needs remove a tooth or piece together a tooth in four positions, upper and lower, left and right of spline.Have now this kind steering arm shaft tapering spline is processed with three kinds of methods: 1, adopt spline miller to mill out the tapering spline earlier, remove tooth with milling machine again; 2, adopt the hilted broadsword whirling; 3, after the cutting of gear-hobbing machine upper spline again at the milling machine tooth that gets on.
First method and second method working (machining) efficiency are low, but the third method, the carbide chip loss is big, often needs the tool changing sheet, and flank of tooth fineness is poor; Yet no matter which kind of method of employing all can't be finished the processing of steering arm shaft tapering spline on same equipment, make the working (machining) efficiency of this workpiece low, and, make that machining accuracy is difficult to guarantee owing to will change process equipment.
The utility model content
The purpose of this utility model provides a kind of hobbing combination machine, and it can process the tapering spline and can finish tooth again or piece together tooth processing, can independently finish the processing of steering arm shaft tapering spline than background technology the utility model.
Above-mentioned technical purpose of the present utility model is achieved by the following technical programs: a kind of hobbing combination machine, it comprises main mechanical, electrical cabinet, Hydraulic Station, cools off chip removal device automatically, described main frame comprises workpiece installation component, cutter holder assembly, be used for the knife rest gyro black assembly of tool setting, make cutter holder assembly produce the horizontal axis displacement the horizontal axis feed mechanism, make cutter holder assembly produce the depth-feed mechanism of radial displacement; Described cutter holder assembly comprises cutter slew gear, cutter head switching mechanism and gang tool coaxial by hobcutter and milling cutter and that one is formed by connecting.
During processing work, install workpiece to be processed by the workpiece installation component, determine that by cutter head switching mechanism the current cutter head that uses is hobcutter again, and after finishing by the tool setting of knife rest gyro black assembly, make cutter slew gear, horizontal axis feed mechanism and depth-feed mechanism interoperation again, adopt the gear hobbing generating to finish the processing of tapering spline, by cutter head switching mechanism current processing cutter head is converted to milling cutter again, and finish tooth or piece together tooth processing by the horizontal axis feed mechanism.
As of the present utility model preferred, first elastic coupling that described horizontal axis feed mechanism comprises first AC servo motor, be connected with first AC servo motor, first ball wire bar pair that is connected with first elastic coupling are formed.
As of the present utility model preferred, second elastic coupling that described depth-feed mechanism comprises second AC servo motor, be connected with second AC servo motor, second ball wire bar pair that is connected with second elastic coupling are formed.
As of the present utility model preferred, the right-hand worm that described knife rest gyro black assembly comprises brshless DC motor, be connected with brshless DC motor, first left-hand helical gear that is connected with right-hand worm.
As of the present utility model preferred, the dextrorotation helical gear that described cutter slew gear comprises the 3rd AC servo motor, be connected with the 3rd AC servo motor, second left-hand helical gear that is connected with the dextrorotation helical gear.
As of the present utility model preferred, described cutter head switching mechanism comprises the 4th AC servo motor, ball screw nut.
As of the present utility model preferred, driving gear set, first pull bar of being located at main shaft that the 5th AC servo motor that described workpiece installation component comprises the main shaft casing, be located at workpiece clamp locking oil cylinder, the main shaft of main shaft casing one side, be placed in first main shaft bearing on the main shaft, be placed in dividing gear on the main shaft, be arranged in workpiece clamp locking oil cylinder below and the 5th AC servo motor and dividing gear both are connected, be connected in the work piece holder of first pull bar, the tailstock center that matches with work piece holder.
Wherein the 5th AC servo motor, dividing gear and driving gear set three have formed the workpiece slew gear that is used for turning of work piece that cooperates cutter slew gear, horizontal axis feed mechanism and depth-feed mechanism three action.
As of the present utility model preferred, described cutter holder assembly also comprises tool-post structure, line slideway auxiliary, it is on the line slideway auxiliary to be slidingly connected to and tangential slide plate that fixedly connected with tool-post structure, auxiliary stand, the knife bar of fixedlying connected with gang tool, second main shaft bearing, drive knife bar and rotate and be placed in splined shaft in second main shaft bearing, be arranged in splined shaft and second pull bar of fixedlying connected with knife bar, be placed in second pull bar spline housing, air cooling equipment outward.
As of the present utility model preferred, the top of described main shaft casing also is fixedly connected with the centralized positioning system, the guide post of dress sensor probe in described centralized positioning system comprises, is placed in the micrometer adjusting screw of the cylinder frame on the guide post, the cylinder that is connected in the guide post upper end, the guide pad of fixedlying connected with cylinder, adjusting guide pad lengthwise position, " L " shape support that is threaded with micrometer adjusting screw, " L " shape gusset piece of fixedlying connected with " L " shape support, fixedlys connected with " L " shape gusset piece and be fixed in fixed support on the main shaft casing.
According to specification requirement, the spline tooth center that steering arm shaft tapering spline is combined into and the off-centring angle of sector center tooth for≤± 2 ', the centralized positioning system has guaranteed machining accuracy effectively, make above-mentioned deviation angle≤± 2 '; Workpiece is provided with three big modulus teeth, before going tooth processing, first cooperating by centralized positioning system and workpiece slew gear, make the axis of three those big modulus teeth of centre in the big modulus tooth and the dead in line of guide post, to finish location action, adopt milling cutter to finish the tooth action by workpiece slew gear and cooperating of horizontal axis feed mechanism again.
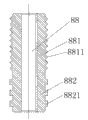
As of the present utility model preferred, coaxial and one is formed by connecting described hobcutter by the multi-disc roll blade; Coaxial and one is formed by connecting described milling cutter by the multi-disc cutter blade.
In the prior art, the consumption of blade is big in the process, the roll blade of high-speed motion particularly, therefore, often will carry out tool changing operation, the utility model concentrates on the multi-disc blade on the same cutter, when one of them breaks down, can use another sheet blade by cutter head switching mechanism, significantly reduce the frequency of changing blade.
In sum, the utlity model has following beneficial effect: the utility model can independently be finished the processing of steering arm shaft tapering spline, therefore than two kinds of methods in the background technology, production efficiency is significantly improved, cost is also low, owing to needn't carry out the clamping second time, therefore, improved machining accuracy again again to workpiece; And since cutter of the present utility model integrated the multi-disc blade, than the second method of background technology, do not need tool changing sheet continually.
Description of drawings
Fig. 1 is that workpiece upper spline tooth distributes and big modulus tooth distribution schematic diagram;
Fig. 2 is the gang tool structural representation;
Fig. 3 is the embodiment overall schematic;
Fig. 4 is a workpiece installation component structural representation;
Fig. 5 is workpiece installation component and centralized positioning system annexation schematic diagram;
Fig. 6 is the cutter holder assembly structural representation;
Fig. 7 embodiment operation principle schematic diagram.
Among the figure, 1, main frame, 11, first AC servo motor, 12, first elastic coupling, 13, first ball wire bar pair, 2, the electricity cabinet, 20, spline housing, 21, tool-post structure, 22, tangential slide plate, 23, line slideway auxiliary, 24, auxiliary stand, 25, knife bar, 26, air cooling equipment, 27, second main shaft bearing, 28, splined shaft, 29, second pull bar, 3, automatically cool off chip removal device, 31, first pull bar, 32, work piece holder, 33, tailstock center, 34, the 5th AC servo motor, 36, dividing gear, 37, the main shaft casing, 38, main shaft, 39, first main shaft bearing, 40, the workpiece clamp locking oil cylinder, 43, driving gear set, 44, brshless DC motor, 45, right-hand worm, 46, first left-hand helical gear, 51, the 3rd AC servo motor, 52, the dextrorotation helical gear, 53, second left-hand helical gear, 54, the 4th AC servo motor, 55, ball screw nut, 60, gusset piece, 61, guide post, 62, cylinder frame, 63, cylinder, 64, guide pad, 65, micrometer adjusting screw, 66, fixed support, 67, " L " shape support, 68, the T cabinet frame, 74, second AC servo motor, 75, second elastic coupling, 76, second ball wire bar pair, 88, gang tool, 881, hobcutter, 882, milling cutter, 8811, roll blade, 8821, cutter blade, 91, big modulus tooth, 92, spline tooth.
The specific embodiment
Below in conjunction with accompanying drawing the utility model is described in further detail.
This specific embodiment only is to explanation of the present utility model; it is not to restriction of the present utility model; those skilled in the art can make the modification that does not have creative contribution to present embodiment as required after reading this specification, but as long as all are subjected to the protection of Patent Law in claim scope of the present utility model.
Spline tooth 92 distributions and the big modulus tooth 91 that are applied to the steering arm shaft tapering spline of automobile distribute as shown in Figure 1.
A kind of hobbing combination machine of present embodiment, the gang tool 88 that it adopts as shown in Figure 2, coaxial and one is formed by connecting by hobcutter 881 and milling cutter 882, and for avoiding frequently changing blade, and coaxial and one is formed by connecting hobcutter 881 by multi-disc roll blade 8811; Coaxial and one is formed by connecting milling cutter 882 by multi-disc cutter blade 8821.
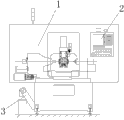
As shown in Figure 3, present embodiment comprises main frame 1, electric cabinet 2, Hydraulic Station, cools off chip removal device 3 automatically, and Hydraulic Station is not shown in the drawings.
Shown in Fig. 4 to 7, thus main frame 1 comprise workpiece installation component, cutter holder assembly, be used for tool setting the knife rest gyro black assembly, make cutter holder assembly produce the horizontal axis displacement the horizontal axis feed mechanism, make cutter holder assembly produce radial displacement to make spline tooth 92 on the workpiece produce the depth-feed mechanism of taperings.
Referring to Fig. 4 and Fig. 7, the workpiece installation component comprises main shaft casing 37, be located at the workpiece clamp locking oil cylinder 40 of main shaft casing 37 1 sides, main shaft 38, be placed in first main shaft bearing 39 on the main shaft 38, be placed in the dividing gear 36 on the main shaft 38, be positioned at the 5th AC servo motor 34 of workpiece clamp locking oil cylinder 40 belows, the driving gear set 43 that is connected with the 5th AC servo motor 34 and dividing gear 36 boths, be located at first pull bar 31 in the main shaft 38, be connected in the work piece holder 32 of first pull bar 31, the tailstock center 33 that matches with work piece holder 32 wherein is placed in the dividing gear 36 on the main shaft 38, be positioned at the 5th AC servo motor 34 of workpiece clamp locking oil cylinder 40 belows, driving gear set 43 threes that are connected with the 5th AC servo motor 34 and dividing gear 36 boths are formed for the workpiece slew gear of rotation work.
As shown in Figure 5, the top of main shaft casing 37 also is fixedly connected with the centralized positioning system, the guide post 61 of dress sensor probe in the centralized positioning system comprises, be placed in the cylinder frame 62 on the guide post 61, be connected in the cylinder 63 of guide post 61 upper ends, the guide pad 64 of fixedlying connected with cylinder 63, regulate the micrometer adjusting screw 65 of guide pad 64 lengthwise positions, " L " shape support 67 that is threaded with micrometer adjusting screw 65, " L " shape gusset piece 60 of fixedlying connected with " L " shape support 67, one end is fixedlyed connected by hold-down screw 68 with " L " shape gusset piece 60 and the other end is fixed in fixed support 66 on the main shaft casing 37 by hold-down screw 68 again; One end of " L " shape support 67 is connected with double-screw bolt, and " L " shape support 67 is fixedlyed connected with " L " shape gusset piece 60 by this double-screw bolt.
As shown in Figure 7, the horizontal axis feed mechanism comprises first AC servo motor 11, first elastic coupling 12 that is connected with first AC servo motor 11, first ball wire bar pair 13 that is connected with first elastic coupling 12 form; Second elastic coupling 75 that depth-feed mechanism comprises second AC servo motor 74, be connected with second AC servo motor 74, second ball wire bar pair 76 that is connected with second elastic coupling 75 are formed; The right-hand worm 45 that the knife rest gyro black assembly comprises brshless DC motor 44, be connected with brshless DC motor 44, first left-hand helical gear 46 that is connected with right-hand worm 45.
Referring to Fig. 6 and Fig. 7, cutter holder assembly comprises gang tool 88, tool-post structure 21, line slideway auxiliary 23, it is on the line slideway auxiliary 23 to be slidingly connected to and tangential slide plate 22 that fixedly connected with tool-post structure 21, auxiliary stand 24, the knife bar 25 of fixedlying connected with gang tool 88, second main shaft bearing 27, drive knife bar 25 and rotate and be placed in splined shaft 28 in second main shaft bearing 27, be arranged in splined shaft 28 and second pull bar 29 of fixedlying connected with knife bar 25, be placed in second pull bar 29 outer spline housing 20, air cooling equipment 26, cutter slew gear and cutter head switching mechanism; The dextrorotation helical gear 52 that the cutter slew gear comprises the 3rd AC servo motor 51, be connected with the 3rd AC servo motor 51, second left-hand helical gear 53 that is connected with dextrorotation helical gear 52; The cutter slew gear is to be used to drive splined shaft 28 rotate, thereby drives knife bar 25 and gang tool 88 high speed rotating; Cutter head switching mechanism comprises the 4th AC servo motor 54, ball screw nut 55; Cutter head switching mechanism is to be used to make tangential slide plate 22 to slide on line slideway auxiliary 23, so that second pull bar 29 stretches out, thereby the cutter head of current use is changed.
According to specification requirement, the spline tooth center that steering arm shaft tapering spline is combined into and the off-centring angle of sector center tooth for≤± 2 ', the centralized positioning system has guaranteed machining accuracy effectively, make above-mentioned deviation angle≤± 2 of present embodiment '; Workpiece is provided with three big modulus teeth 91, before going tooth processing, first cooperating by centralized positioning system and workpiece slew gear, make the axis of three those big modulus teeth 91 of centre in the big modulus tooth 91 and the dead in line of guide post 61, to finish location action, again by adopting milling cutter 882 to finish tooth or the action of assembly tooth cooperating of workpiece slew gear and horizontal axis feed mechanism.
During processing work, install workpiece to be processed by the workpiece installation component, determine that by cutter head switching mechanism the current cutter head that uses is hobcutter 881 again, and after finishing by the tool setting of knife rest gyro black assembly, re-use cutter slew gear in high speed rotating gang tool 88, the horizontal axis feed mechanism that the cutter holder assembly horizontal axis is moved, make cutter holder assembly produce the depth-feed mechanism of radial displacement and the workpiece slew gear interoperation that the drive workpiece rotates, adopt the gear hobbing generating to finish the processing of tapering spline, afterwards again by the centralized positioning system, when the sensor in the guide post 61 detects the dead in line of the axis of guide post 61 and the modulus tooth 91 broad in the middle in three big modulus teeth 91, by cutter head switching mechanism current processing cutter head is converted to milling cutter 882 again, and drive cutter holder assembly by the horizontal axis feed mechanism and remove a tooth or connect a tooth to milling cutter 882 feedings, milling cutter 882 is resetted, simultaneously, the workpiece slew gear drives workpiece after turning 90 degrees, driving milling cutter 882 by the horizontal axis feed mechanism again removes a tooth or pieces together a tooth, after operating four times successively, finish independence processing to workpiece.