CN201848787U - 一种旋转工装 - Google Patents
一种旋转工装 Download PDFInfo
- Publication number
- CN201848787U CN201848787U CN2010202323175U CN201020232317U CN201848787U CN 201848787 U CN201848787 U CN 201848787U CN 2010202323175 U CN2010202323175 U CN 2010202323175U CN 201020232317 U CN201020232317 U CN 201020232317U CN 201848787 U CN201848787 U CN 201848787U
- Authority
- CN
- China
- Prior art keywords
- sleeve
- eccentric shaft
- workpiece
- clutch connector
- clutch
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 244000258271 Galium odoratum Species 0.000 claims abstract description 9
- 235000008526 Galium odoratum Nutrition 0.000 claims abstract description 9
- 238000000034 method Methods 0.000 abstract description 5
- 238000004519 manufacturing process Methods 0.000 abstract description 4
- 238000003754 machining Methods 0.000 abstract description 3
- 239000011324 bead Substances 0.000 abstract 1
- 238000005516 engineering process Methods 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000007514 turning Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
Images


Landscapes
- Jigs For Machine Tools (AREA)
Abstract
一种旋转工装适用于360°旋转90°均分的四面需要加工的工件。现有工件加工工艺为将工件放在工作台上,加工工件各面孔时需对工件进行多次找正和夹紧,不能满足生产效率和加工精度要求。为解决上述问题,研究设计了一套新型旋转工装,其特征在于其由本体、圆盘、法兰、定位心轴、手柄、离合街头、偏心轴、套筒1、齿轮、弹簧2、齿条、定位套组成,其中本体与圆盘通过子口定位,手柄与离合接头通过圆柱销连接,离合接头与偏心轴通过半圆键连接,偏心轴与离合接头通过顶丝连接,离合接头与偏心轴靠半圆键和顶丝定位为一体,离合接头与套筒1通过各自开口连接。本工装结构简单、使用方便,能满足生产效率和加工精度要求。
Description
技术领域
本实用新型适用于360°旋转90°均分的四面需要加工的工件
背景技术
现有工件加工工艺为将工件放在工作台上,加工工件各面孔时需对工件进行多次找正和夹紧,无论从生产效率还是加工精度上都不能满足现有生产要求。
发明专利内容
本实用新型在在于克服上述的不足,根据工件的加工要求研究了一种旋转工装。
本实用新型由本体、圆盘、法兰、定位心轴、手柄、离合街头、偏心轴、套筒、齿轮、弹簧、齿条、定位套等组成,其特征在于本体与圆盘通过子口定位,手柄与离合接头通过圆柱销连接,离合接头与偏心轴通过半圆键连接,偏心轴与离合接头通过顶丝连接,这样离合接头与偏心轴靠半圆键和顶丝定位为一体。离合接头与套筒1通过各自开口连接,套筒与齿轮产生相互作用力,回位弹簧压入套筒之底部。
本实用新型的有益效果:利用工装一次装夹,即可对工件360°旋转90°均分的各加工面准确定位,即可加工,本工装结构简单、操作方便。
附图说明
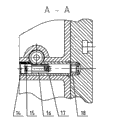
图1是传动系统主视图,图2是C-C剖视图,图3是A-A剖视图。
1.本体2.圆盘3.法兰4.定位心轴5.手柄6.离合接头7.半圆键8.偏心轴9.顶丝10.套筒1 11.齿轮12.回位弹簧1 13.套筒2 14.螺塞15.弹簧2 16.齿条17.套筒3 18.定位套
具体实施方式
如图所示,图1.本体1与圆盘2通过子口定位,法兰3与圆盘2通过T形螺栓和配合销连接,定位心轴4通过沉头螺钉与法兰连接,这样定位心轴4、法兰3及圆盘2连接为一体.
图2.C-C剖视图,手柄5与离合接头6通过圆柱销连接,离合接头6与偏心轴8通过半圆键7连接,偏心轴8与离合接头6通过顶丝9连接,这样离合接头6与偏心轴8靠半圆键7和顶丝9定位为一体。离合接头6与套筒1(10)通过各自开口连接,套筒1(10)与齿轮11产生相互作用力,回位弹簧1(12)压入套筒13之底部。
图3.A-A剖视图螺塞14与弹簧2(15)及套筒3(17)配合连接,齿条16与弹簧2(15)及套筒3(17)配合连接,齿条16与定位套18配合连接。
工作原理:
转动手柄带动离合接头、偏心轴、套筒1,此时套筒1带动齿轮,齿轮带动齿条旋转,齿轮靠套筒2及回位弹簧1挡住齿轮的止退,压入齿条内孔的弹簧2靠螺塞压入,弹簧2对齿条起动力收缩的作用,转动手柄的同时转动定位心轴,用肉眼目测大约90°时齿条伸出本体插入定位套内,此时即为定位便可加工工件。当加工完工件一面后便可转回手柄,此时齿条回缩到本体内,若需加工另一面时便可继续转动定位心轴和手柄,既可作下一个90°定位,继续加工,后面的加工便可按照前面的方法同样操作直至完成工件的加工。
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的结构作任何形式上的限制。凡是依据本实用新型的技术实质对以上实施例所做的任何简单修改、等同变化与修饰,均仍属于本发明专利的技术方案的范围内。
Claims (1)
1.一种旋转工装,其特征在于其由本体、圆盘、法兰、定位心轴、手柄、离合街头、偏心轴、套筒1、齿轮、弹簧2、齿条、定位套组成,其中本体与圆盘通过子口定位,手柄与离合接头通过圆柱销连接,离合接头与偏心轴通过半圆键连接,偏心轴与离合接头通过顶丝连接,离合接头与偏心轴靠半圆键和顶丝定位为一体,离合接头与套筒1通过各自开口连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202323175U CN201848787U (zh) | 2010-06-22 | 2010-06-22 | 一种旋转工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202323175U CN201848787U (zh) | 2010-06-22 | 2010-06-22 | 一种旋转工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201848787U true CN201848787U (zh) | 2011-06-01 |
Family
ID=44091198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010202323175U Expired - Fee Related CN201848787U (zh) | 2010-06-22 | 2010-06-22 | 一种旋转工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201848787U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105934312A (zh) * | 2014-03-10 | 2016-09-07 | 里奇工具公司 | 工具支架 |
| CN117207112A (zh) * | 2023-11-09 | 2023-12-12 | 普达迪泰(成都)智造研究院有限公司 | 一种可紧急复位的旋转机构 |
-
2010
- 2010-06-22 CN CN2010202323175U patent/CN201848787U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105934312A (zh) * | 2014-03-10 | 2016-09-07 | 里奇工具公司 | 工具支架 |
| CN117207112A (zh) * | 2023-11-09 | 2023-12-12 | 普达迪泰(成都)智造研究院有限公司 | 一种可紧急复位的旋转机构 |
| CN117207112B (zh) * | 2023-11-09 | 2024-02-23 | 普达迪泰(成都)智造研究院有限公司 | 一种可紧急复位的旋转机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202752652U (zh) | 一种法兰多孔钻床 | |
| CN201848787U (zh) | 一种旋转工装 | |
| CN202572121U (zh) | 可自动修整箱体沟槽部位的夹头结构 | |
| CN202780547U (zh) | 双工位车床旋转夹具 | |
| CN103659570B (zh) | 一种基于对研磨效率进行提高的磨削机构 | |
| CN203542068U (zh) | 一种数控机床用第四轴旋转工作台 | |
| CN103934709A (zh) | 客车主减速器主锥轴承孔粗镗和轴承座安装面加工用夹具 | |
| CN203509213U (zh) | 一种同步带轮去毛刺装置 | |
| CN102962506B (zh) | 一种基于普通车床的可拆卸模块化铣附件 | |
| CN202174434U (zh) | 一种多边形夹紧装置 | |
| CN201922282U (zh) | 突缘叉端面花键铣齿工装 | |
| CN209272912U (zh) | 多轴钻孔攻丝机构 | |
| CN204381937U (zh) | 一种铣床用传动装置 | |
| CN204546195U (zh) | 一种飞机模型螺旋桨厚度仿形磨削装置 | |
| CN217413546U (zh) | 抛光机掉件自动停车系统 | |
| CN202292213U (zh) | 旋转式车床用夹具 | |
| CN205927125U (zh) | 一种两轴数控双工位倒角专用机床 | |
| CN203636116U (zh) | 用于凸轮轴滚齿的高精度定位夹具 | |
| CN204748019U (zh) | 一种用于加工节叉轴承孔的转盘机 | |
| CN219359087U (zh) | 一种挖掘机零件抛光装置 | |
| CN203843783U (zh) | 一种预紧装置 | |
| CN201950525U (zh) | 铣四方、铣键槽方便快捷工装机构 | |
| CN202239328U (zh) | 车轮轮辐冲中孔定位装置 | |
| CN107774782A (zh) | 一种新型传动旋转模结构 | |
| CN203109315U (zh) | 一种便捷的加工异形工件的装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| DD01 | Delivery of document by public notice |
Addressee: Tianjin Construction Machinery Factory Document name: Notification of Termination of Patent Right |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110601 Termination date: 20140622 |
|
| EXPY | Termination of patent right or utility model |