CN201677473U - 注塑模具辅助气顶机构 - Google Patents
注塑模具辅助气顶机构 Download PDFInfo
- Publication number
- CN201677473U CN201677473U CN2010201613202U CN201020161320U CN201677473U CN 201677473 U CN201677473 U CN 201677473U CN 2010201613202 U CN2010201613202 U CN 2010201613202U CN 201020161320 U CN201020161320 U CN 201020161320U CN 201677473 U CN201677473 U CN 201677473U
- Authority
- CN
- China
- Prior art keywords
- product
- pore
- die cavity
- cover half
- air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
注塑模具辅助气顶机构,包括定模和动模,定模连接上复板,上复板中安装浇嘴,浇嘴连通定模与动模之间的型腔,型腔中有成型的产品,其特征在于所述的定模中制有气孔,气孔连通气路,气孔有防止物料倒流的堵塞装置,所述的堵塞装置包括在气孔上面制有气室,气室中安装堵体,堵体中安装堵杆,堵杆外安有压缩弹簧,堵杆与气孔相接触。本方案采用辅助气顶的方式,使产品位于动模型腔中,既实现了产品的自动脱模,又克服已有采用顶杆顶出存在的缺点,产品表面无痕迹,光滑、美观。
Description
技术领域
本实用新型涉及注塑模具辅助气顶机构,主要用于成型面积较大,壁薄,表面要求光滑的产品,例如塑料垃圾桶的桶盖等。
背景技术
在生产如塑料垃圾桶的桶盖等成型面积较大,表面要求光滑的产品时,由于塑料垃圾桶桶盖的上、下壁之间壁薄,在产品成型后会粘贴在定模中,这样就无法采用顶出机构将产品自动顶出,只能依靠工人将产品取出,生产效率低。而如果在定模中安装顶杆,在开模时将产品顶在动模中,这样在产品的表面会留有顶痕,影响美观。
发明内容
本实用新型的目的是为了克服已有技术的缺点,提供一种采用辅助气顶的方式,将产品定位在动模型腔中,产品表面无痕迹的注塑模具辅助气顶机构。
本实用新型注塑模具辅助气顶机构的技术方案是:包括定模和动模,定模连接上复板,上复板中安装浇嘴,浇嘴连通定模与动模之间的型腔,型腔中有成型的产品,其特征在于所述的定模中制有气孔,气孔连通气路,气孔有防止物料倒流的堵塞装置,所述的堵塞装置包括在气孔上面制有气室,气室中安装堵体,堵体中安装堵杆,堵杆外安有压缩弹簧,堵杆与气孔相接触。
本实用新型的注塑模具辅助气顶机构,当开模时,气路进气,气体进入气室,气室中的堵体受到气体的压力,压迫压缩弹簧压缩,堵体向上移动,带动堵杆与气孔脱离接触,气经过气孔吹出,使产品不粘贴的定模型腔中,产品位于动模型腔中,最后由注塑机顶出机构将产品自动顶出,脱模完成。本方案采用辅助气顶的方式,使产品位于动模型腔中,既实现了产品的自动脱模,又克服已有采用顶杆顶出存在的缺点,产品表面无痕迹,光滑、美观。
本实用新型的注塑模具辅助气顶机构,所述的堵杆与气孔为圆锥面密封接触,圆锥面接触密封性能好。
附图说明
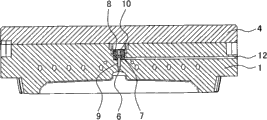
图1是本实用新型注塑模具辅助气顶机构结构示意图;
图2是图1的A-A截面示意图;
图3是图1的B处局部放大图。
具体实施方式
本实用新型涉及一种注塑模具辅助气顶机构,如图1-图3所示,包括定模1和动模2,定模连接上复板4,上复板中安装浇嘴5,浇嘴连通定模与动模之间的型腔,型腔中有成型的产品3,其特征在于所述的定模1中制有气孔6,气孔6连通气路12,气孔有防止物料倒流的堵塞装置,所述的堵塞装置包括在气孔6上面制有气室7,气室7中安装堵体8,堵体8中安装堵杆9,堵杆9外安有压缩弹簧10,堵杆9与气孔6相接触。当开模时,气路12进气,气体进入气室7,气室中的堵体8受到气体的压力,压迫压缩弹簧10压缩,堵体8向上移动,带动堵杆9与气孔6脱离接触,气经过气孔6吹出,使产品3不粘贴的定模型腔中,产品位于动模型腔中,最后由注塑机顶出机构将产品自动顶出,脱模完成。本方案采用辅助气顶的方式,使产品位于动模型腔中,既实现了产品的自动脱模,又克服已有采用顶杆顶出存在的缺点,产品表面无痕迹,光滑、美观。所述的堵杆9与气孔6为圆锥面11密封接触,圆锥面接触密封性能好。
Claims (2)
1.注塑模具辅助气顶机构,包括定模(1)和动模(2),定模连接上复板(4),上复板中安装浇嘴(5),浇嘴连通定模与动模之间的型腔,型腔中有成型的产品(3),其特征在于所述的定模(1)中制有气孔(6),气孔(6)连通气路(12),气孔有防止物料倒流的堵塞装置,所述的堵塞装置包括在气孔(6)上面制有气室(7),气室(7)中安装堵体(8),堵体(8)中安装堵杆(9),堵杆(9)外安有压缩弹簧(10),堵杆(9)与气孔(6)相接触。
2.如权利要求1所述的注塑模具辅助气顶机构,其特征在于所述的堵杆(9)与气孔(6)为圆锥面(11)密封接触。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010201613202U CN201677473U (zh) | 2010-04-13 | 2010-04-13 | 注塑模具辅助气顶机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010201613202U CN201677473U (zh) | 2010-04-13 | 2010-04-13 | 注塑模具辅助气顶机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201677473U true CN201677473U (zh) | 2010-12-22 |
Family
ID=43342531
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010201613202U Expired - Fee Related CN201677473U (zh) | 2010-04-13 | 2010-04-13 | 注塑模具辅助气顶机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201677473U (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103934987A (zh) * | 2014-04-01 | 2014-07-23 | 李金国 | Led车灯导光条气辅柔性分级脱模机构及脱模方法 |
| CN106393606A (zh) * | 2016-11-11 | 2017-02-15 | 上海未来伙伴机器人有限公司 | 一种注塑件脱模方法及注塑件模具 |
| CN111070579A (zh) * | 2020-01-09 | 2020-04-28 | 萨秘特实业(东莞)有限公司 | 一种具有凸块缓冲式塑胶模具 |
| CN112894118A (zh) * | 2021-02-04 | 2021-06-04 | 黄海港 | 一种汽车底盘摆臂总成焊接装置 |
| CN113878806A (zh) * | 2021-10-09 | 2022-01-04 | 深圳宝田飞达模具有限公司 | 一种塑胶模具的脱模装置 |
-
2010
- 2010-04-13 CN CN2010201613202U patent/CN201677473U/zh not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103934987A (zh) * | 2014-04-01 | 2014-07-23 | 李金国 | Led车灯导光条气辅柔性分级脱模机构及脱模方法 |
| CN103934987B (zh) * | 2014-04-01 | 2017-02-22 | 李金国 | Led车灯导光条气辅柔性分级脱模机构 |
| CN106393606A (zh) * | 2016-11-11 | 2017-02-15 | 上海未来伙伴机器人有限公司 | 一种注塑件脱模方法及注塑件模具 |
| CN111070579A (zh) * | 2020-01-09 | 2020-04-28 | 萨秘特实业(东莞)有限公司 | 一种具有凸块缓冲式塑胶模具 |
| CN112894118A (zh) * | 2021-02-04 | 2021-06-04 | 黄海港 | 一种汽车底盘摆臂总成焊接装置 |
| CN113878806A (zh) * | 2021-10-09 | 2022-01-04 | 深圳宝田飞达模具有限公司 | 一种塑胶模具的脱模装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201677473U (zh) | 注塑模具辅助气顶机构 | |
| CN108189331A (zh) | 一种顶杆带有气顶装置的深腔注塑模具 | |
| CN108274699A (zh) | 一种易于脱模的深腔注塑模具 | |
| CN101327638A (zh) | 塑胶模具之机械与压缩空气联动顶出机构 | |
| CN209832502U (zh) | 一种成型件自动脱模的注塑机模具 | |
| CN203901793U (zh) | 一种压茶饼模具 | |
| CN2920620Y (zh) | 可减少电子塑封产品气孔、气泡的塑封模具 | |
| CN202336980U (zh) | 注塑模具气动双脱模机构 | |
| CN208944987U (zh) | 一种设有延时顶出机构的冲压模具 | |
| CN1473696A (zh) | 注塑模的压缩空气脱模法及其模具结构 | |
| CN201721019U (zh) | 模具间隙气辅顶针机构 | |
| CN201677472U (zh) | 塑料洗脸盆模具气辅顶出机构 | |
| CN102335985A (zh) | 模具间隙气辅顶针机构 | |
| CN202029332U (zh) | 汽车保险杠注塑模外拉脱模机构 | |
| CN214239289U (zh) | 一种注塑模具斜顶脱模结构 | |
| CN206383410U (zh) | 注塑模具型腔侧防粘模机构 | |
| CN202053472U (zh) | 直顶式顶出机构模具 | |
| CN202213148U (zh) | 一种表面气体挤压注塑模具 | |
| CN211251198U (zh) | 一种模具抽真空系统 | |
| CN210061842U (zh) | 一种用于电子水泵的塑胶模具结构 | |
| CN207059149U (zh) | 注塑模具气压顶出结构 | |
| CN201659674U (zh) | 饮水桶瓶盖内盖模具二次强脱机构 | |
| CN205905326U (zh) | 一种关于模内注塑机械手吸吹结构 | |
| CN208773995U (zh) | 一种塑胶模具顶出机构 | |
| CN207594237U (zh) | 真空低压注塑成型系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20101222 Termination date: 20150413 |
|
| EXPY | Termination of patent right or utility model |