CN1495009A - 可减小模制产品重量变化的控制注塑机的方法 - Google Patents
可减小模制产品重量变化的控制注塑机的方法 Download PDFInfo
- Publication number
- CN1495009A CN1495009A CNA031562760A CN03156276A CN1495009A CN 1495009 A CN1495009 A CN 1495009A CN A031562760 A CNA031562760 A CN A031562760A CN 03156276 A CN03156276 A CN 03156276A CN 1495009 A CN1495009 A CN 1495009A
- Authority
- CN
- China
- Prior art keywords
- heating cylinder
- molten resin
- temperature
- density
- injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/78—Measuring, controlling or regulating of temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/7604—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76066—Time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76083—Position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76127—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/7618—Injection unit
- B29C2945/7619—Injection unit barrel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76177—Location of measurement
- B29C2945/76287—Moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76498—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76531—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76595—Velocity
- B29C2945/76605—Velocity rotational movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76655—Location of control
- B29C2945/76658—Injection unit
- B29C2945/76662—Injection unit hopper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76655—Location of control
- B29C2945/76658—Injection unit
- B29C2945/76665—Injection unit screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76655—Location of control
- B29C2945/76775—Fluids
- B29C2945/76785—Fluids hydraulic fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0063—Density
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
一种用于控制注塑机的方法包括如下的步骤:测量加热圆筒中熔融树脂的密度;根据预定的算法确定加热圆筒的温度状态;以及基于测量步骤和确定的温度状态控制加热圆筒的温度,从而使得熔融树脂密度的变化最小。
Description
技术领域
本发明涉及一种控制注塑机的方法,特别涉及一种适于减小模制产品重量变化的控制方法。
背景技术
参考图1,下面将描述电机驱动注塑机,集中描述其中的注射装置。电机驱动注塑机包括一个由伺服电机驱动的注射装置。在这种注射装置中,伺服电机的旋转通过滚珠丝杠和丝母转换为直线运动,从而使螺杆前后运动。
在图1中,注射伺服电机11的转动传递给滚珠丝杠12。丝母13固定在压力板14上,并且随着滚珠丝杠12的转动可前后运动。压力板14沿着固定在基架(图中未标出)上的四个导向杆15、16(图中仅标出两个)移动。压力板14的前后运动通过轴承17、测压传感器18和注射轴19传递给螺杆20。螺杆20可在加热圆筒21中转动和轴向运动。加热圆筒21包括一个漏斗22,用于在相应于螺杆20后部的位置处供入树脂。用于转动螺杆20的伺服电机24的旋转运动通过诸如皮带或皮带轮之类的连接件23传递给注射轴19。换句话说,伺服电机24转动注射轴19带动螺杆20旋转。
在注塑/测量过程中,螺杆20在加热圆筒21中旋转并向后运动,从而熔融的树脂可保存在螺杆20的前部,即喷嘴21-1侧的加热圆筒2 1中。通过逐步增加保存在螺杆20前部的熔融树脂量所导致的压力可使螺杆20向后运动。
在填充和注射过程中,通过注射伺服电机11的驱动力可使得螺杆20向前运动,从而保存在螺杆20前部的熔融树脂可填充进金属模具中并受压模制。在这种情况下,可由测压传感器18检测挤压熔融树脂的力作为注射压力。检测的注射压力被测压传感器放大器25放大并提供给控制器26。压力板14上设置有位置探测器27,用于检测螺杆20的移动量。由位置探测器27输出的检测信号被位置探测器放大器28放大并提供给控制器26。
控制器26根据显示/设定单元33预先设定的设定值通过人机控制器34输出相应于各个过程的电流(转矩)指令值。驱动器29控制用于驱动注射伺服电机11的电流以控制注射伺服电机11的输出转矩。驱动器30控制用于驱动伺服电机24的电流以控制伺服电机24的转数。注射伺服电机11和伺服电机24包括分别用于检测转数的编码器31和32。编码器31和32检测的转数被提供给控制器26。尤其是,编码器32检测的转数用于获知螺杆20的转数。
另一方面,多个加热器40设置在加热圆筒的21的周围,用于加热和熔化从漏斗22加入的树脂。这些加热器40由温控器41控制。温控器41接收来自多个设置在加热器40附近的热电偶42的温度检测信号。温控器41将来自多个热电偶42的温度检测信号输出到控制器26作为热电偶检测值。温控器41还根据表示从控制器26发送的加热器温度设定值的加热器温度设定信号控制多个加热器40。
实际上,如图2所示,多个区域被限定在加热圆筒2周围,各个加热器设置在它们在加热圆筒21周围的各个区域处,并根据通电独立控制。正常情况下,以这样的方式限定多个区域,即区域Z0紧接着漏斗22下面,从此处开始,向着喷嘴21-1依次是Z1、Z2、Z3、Z4和Z5。
在注塑机中,在很短的时间内低成本地大批量制造质量稳定的产品是很重要的。此后,关于稳定质量的描述将限制于模制产品的重量。用于获得稳定质量的控制方法如下。第一种方法是一种可修正干扰的控制方法。换句话说,反馈控制保持一种特性恒定,该特性被认为是模制产品重量变化的替代物。第二种方法是一种目的是通过预先估计模制产品重量变化来使其重量不变化的控制方法,并施加消除估计变化的信号(前馈控制)。
但是,在第二种控制方法中,很难确定控制目标。因此,通常在使用第二种控制方法之前必须解决很多问题。
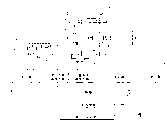
现在参考图3的框图,下面将概括地描述根据注射过程中出现的第二种控制方法的模具内部压力前馈控制方法。在图3中,Gc(S)表示用于控制图1中所述的注射伺服电机11的控制器中的传递函数,Gp(S)表示该过程的传递函数。G1p(S)表示用于将诸如加热圆筒21的温度变化之类的干扰转换为熔融树脂的密度变化的传递函数。正是熔融树脂的密度变化影响模具内部压力,因此,模制产品的重量可能变化。干扰可由各种因素产生,例如,加热圆筒21的温度变化、或诸如温度或压力之类的熔融树脂的状态、或螺杆的转数。总之,与各种类型的干扰相对应的各个传感器可检测这些干扰,检测结果被提供给减法器51。假设控制器中的传递函数Gc(S)和过程的传递函数Gp(S)之间的信号是一个可由结合图1描述的测压传感器检测的值,则满足
Gc(S)=测压传感器的检测值(S)/干扰(S),
Gp(S)=模具内部压力/测压传感器的检测值(S)。
另一方面,传递函数G1p(S)用于产生可消除由干扰(在这种情况下,是影响满足产品重量的模具内部压力)导致的控制量变化的信号。假设由于扰导致的模具内部压力的变化量是Δp(t),传递函数G1p(S)用于产生与-Δp(t)相对应的信号。
如上所述,在当前的前馈控制方法中,通过检测已转换为熔融树脂的密度变化的干扰并将消除检测的熔融树脂密度变化的操作信号施加到控制系统中,可保持模具内部压力处于想要的值,从而消除模制产品重量的变化。这里描述的操作信号特别是指被认为是操作量的注射过程中螺杆的实时行程的信号。
但是,将熔融树脂的密度变化转换为螺杆的实时行程是不容易的,即使对于熔融树脂密度的相同的变化,当在注射运动中树脂的温度或填料量发生变化时,传递函数G1p(S)必须变化。前馈控制很难。
现在将从不同的观点描述前馈控制的困难。熔融树脂密度变化的主要原固在于树脂材料尺寸的变化(颗粒或磨制材料尺寸的变化)。在实际的模制操作中,此处采用的用于稳定熔融树脂密度的方法是使用改变图2所示的加热圆筒21的区域Z1和Z2的设定温度的技术。更具体他说,由于树脂材料的尺寸变大、模制循环变短或测量行程变大等之类的原因使得树脂的熔化花费的时间比平常长,在这样的模制过程中加热圆筒21的区域Z1和Z2的温度设定值增加。原因在于区域Z1和Z2的温度设定值的很小的变化对树脂的熔化温度影响不大。改变螺杆的转数或螺杆的背压可被考虑为另外的方法,但由于其对树脂的温度有较大的影响,不易采用这种方法。
发明内容
相应的,本发明的目的是消除前馈控制中发现的问题,提供一种可减小模制产品重量变化的控制注塑机的方法。
本发明的另一个目的是稳定熔融树脂的密度,提供一种可减小模制产品的重量变化的控制注塑机的系统。
根据本发明第一方面,提供一种用于控制注塑机的系统,所述系统包括:一个用于测量加热圆筒中熔融树脂的密度的测量单元; 一个用于根据预定的算法确定加热圆筒的温度的状态的确定单元。一个用于根据测量的熔融树脂的密度和温度的状态控制加热圆筒的温度的控制单元,从而使熔融树脂的密度变化最小。
根据本发明第二方面,提供一种用于控制注塑机的方法,所述方法包括如下步骤:测量加热圆筒中熔融树脂的密度;根据预定的算法确定加热圆筒的温度状态;以及基于测量步骤和确定的温度状态控制加热圆筒的温度,从而使得熔融树脂密度的变化最小。
附图说明
图1是说明电机驱动注塑机的一个实例的示意图;
图2是说明将要设置在加热圆筒周围的多个加热器的示意图;
图3是示出常规的模具内部压力前馈控制系统的方框图;
图4是示出本发明第一实施例的模具内部压力前馈控制系统的方框图;
图5是说明熔融树脂密度测量的示意图;以及
图6是本发明第二实施例的控制系统的方框图。
具体实施方式
参考图4,下面将描述本发明第一实施例的模具内部压力前馈控制系统。图4是本发明的模具内部压力前馈控制系统的方框图。在本发明中,如图4所示,一个反馈控制系统60被加到结合图3所描述的前馈控制系统中。
反馈控制系统60用于对通过测量熔融树脂密度的测量装置测量的熔融树脂的变化进行反馈。反馈控制系统60在注塑过程中工作,并被设计成通过在注射过程开始之前由反馈控制系统60将熔融树脂的密度变化降到最小来消除常规系统中发现的不确定影响。
更具体他说,在反馈控制系统60中,通过使用测量熔融树脂密度的测量装置检测的值来控制螺杆的任何一个转数、螺杆的背压和加热圆筒温度,使得它们的变化最小。现在参考图1所示的电机驱动注塑机,螺杆20的转数的控制可通过控制伺服电机24实现。螺杆20的转数的控制可通过控制注射伺服电机11实现。加热圆筒21的温度的控制可通过控制加热器40实现。
本实施例所采用的注塑机具有下述的结构。换句话说,本实施例的注塑机在螺杆的头部具有一个检查机构,该检查机构在注射前关闭,其中熔融树脂密度的测量可通过挤压螺杆进行。简单他说,如图5所示,以这样的方式检测熔融树脂的密度,即在测量过程完成时,检查机构20-1将螺杆20头部的前部与加热圆筒21的测量部隔开,然后,注射伺服电机11(见图1)向螺杆20施加恒定的力F使其向前移动,检测螺杆20的向前位移ΔS的结果量,由此可基于检测的螺杆20的向前位移ΔS检测熔融树脂的密度。由用于检测螺杆20的位置的位置探测器(图1中的27)检测螺杆20的向前位移ΔS的量。例如,在日本未审查专利公报N0.11-34133中公开了具有这种结构的注塑机。
总之,如上所述,在注塑过程中使得熔融树脂密度的变化最小后,在注射过程中进行结合图3所描述的前馈控制。换句话说,注射伺服电机11控制螺杆20的注射行程。当然,伺服电机24的控制或加热圆筒21的温度的控制可不采用注射伺服电机11的控制。
根据第一实施例,可以很容易地设计在理论上模制产品的重量变化为零的前馈控制系统,从而实现其重量变化为零的模制产品质量的改进。
现在参考图6,描述根据本发明第二实施例的控制方法。图6是示出可实现第二实施例的控制方法的控制系统的方框图。在图6中,Gc(S)表示控制器中的传递函数,Gp(S)表示过程的传递函数。G2p(S)表示用于将测量时间的变化转换为熔融树脂的密度变化的传递函数的干扰。G3p(S)表示用于将螺杆的确定转矩的变化转换为熔融树脂的密度变化的传递函数。该方框图示出,前馈控制减小了由干扰,即由测量时间或螺杆的驱动转矩的变化影响的熔融树脂的密度的变化。
第二实施例中所示的注塑机还具有如第一实施例所述的熔融树脂的密度可被测量熔融树脂密度的测量装置测量的结构。
在该控制系统中,下述的算法控制已经结合图1描述的加热圆筒21的最佳温度。
(1)、作为第一步骤,对测量时间和螺杆的驱动转矩进行测量,换句话说,注射伺服电机11的驱动转矩的特性可决定加热圆筒的当前温度的水平。特性的测量是指对每一次模制产品的注射测量测量时间或螺杆的驱动转矩,以及测量其变化的图形。测量时间是指进行注塑/测量过程的时间,同时,它是螺杆20由伺服电机24转动的时间。驱动转矩的特性可通过检测提供给注射伺服电机11的驱动电流来测量。
a、关于测量时间,在测量时间随着模制循环数目增加而增加的情况下,加热圆筒的当前温度被认为较低,另一方面,当测量时间在相同的状态下变短时,加热圆筒的当前温度被认为较高。
b、关于螺杆的驱动转矩,在驱动转矩随着模制循环数目增加而减小的情况下,加热圆筒的当前温度被认为较高,另一方面,当驱动转矩在相同的状态下增加时,加热圆筒的当前温度被认为较低。
c、熔融树脂密度的变化由最小填料值的变化识别。最小填料值的变化可通过公式(注射前螺杆的位置一最小填料的位置=上述的螺杆向前位移量)获得。该值由用于检测螺杆位置的位置探测器(图1中的27)作为螺杆行程量检测。在上述的公报中更具体地描述了该检测方法。
(2)、然后,根据上述的算法将加热圆筒的温度控制在特定的范围内,这样,熔融树脂密度的变化,即最小填料值的变化为零,当然,加热圆筒21的温度控制可通过温控器41和控制器26控制位于结合图1和图2描述的区域Z1和Z2中的加热器40的通电进行,例如,在加热器的温度已经被确定为较高的状态下,当熔融树脂的密度变化较大时,用于区域Z1和Z2中的各个加热器40的加热器温度设定信号由控制器26发送到温控器41以降低加热圆筒21的温度。
根据第二实施例的第二种控制方法可简化已经被认为是很难的前馈控制系统的设计。
根据第二实施例,考虑将加热圆筒的温度作为操作量,可稳定熔融树脂的密度,从而可实现模制产品重量变化最小的控制方法。
在第一和第二实施例中,根据采用电机驱动注塑机的前提进行了描述,本发明还可应用于液压注射注塑机。换句话说,在液压驱动注塑机中,使用通过液压压力驱动的注射圆筒,而不是如图:中所示的注射装置中使用滚珠丝杠和丝母的旋转运动-直线运动转换机构。注射行程通过控制施加在注射圆筒上的液压压力控制。
Claims (10)
1.一种用于控制注塑机的系统,其特征在于:所述系统包括:
一个用于测量加热圆筒中熔融树脂的密度的测量单元;
一个用于根据预定的算法确定加热圆筒的温度的状态的确定单元。
一个用于根据测量的熔融树脂的密度和温度的状态控制加热圆筒的温度的控制单元,从而使熔融树脂的密度变化最小。
2.根据权利要求1所述的系统,其特征在于:所述确定单元被设计成可根据预定的算法测量测量时间和注射螺杆的驱动转矩的特性,并且该确定单元在测量时间随着模制循环数目增加而增加时确定加热圆筒的当前温度较低,在测量时间随着模制循环数目增加而减小时确定加热圆筒的当前温度较高。
3.根据权利要求2所述的系统,其特征在于:该确定单元在注射螺杆的驱动转矩随着模制循环数目增加而减小时确定加热圆筒的当前温度较高,在注射螺杆的驱动转矩随着模制循环数目增加而增加时确定加热圆筒的当前温度较低。
4.根据权利要求1所述的用于控制注塑机的系统,其特征在于:还包括多个位于所述加热圆筒附近的加热器,其中所述控制器控制所述多个加热器中的一个加热器,所述一个加热器设置在所述加热圆筒上的树脂供料料斗附近。
5.根据权利要求4所述的系统,其特征在于:所述确定单元确定注射螺杆的向前位移量,其中根据所确定的向前位移确定熔融树脂的密度。
6.一种用于控制注塑机的方法,其特征在于:所述方法包括如下步骤:
测量加热圆筒中熔融树脂的密度;
根据预定的算法确定加热圆筒的温度状态;以及
基于测量步骤和确定的温度状态控制加热圆筒的温度,从而使得熔融树脂密度的变化最小。
7.根据权利要求6所述的方法,其特征在于:所述确定步骤包括根据预定的算法测量测量时间和注射螺杆的驱动转矩的特性,
其中该确定步骤在测量时间随着模制循环数目增加而增加时确定加热圆筒的当前温度较低,在测量时间随着模制循环数目增加而减小时确定加热圆筒的当前温度较高。
8.根据权利要求7所述的方法,其特征在于:所述确定步骤在注射螺杆的驱动转矩随着模制循环数目增加而减小时确定加热圆筒的当前温度较高,在注射螺杆的驱动转矩随着模制循环数目增加而增加时确定加热圆筒的当前温度较低。
9.根据权利要求6所述的方法,其特征在于:所述控制加热圆筒的温度的步骤包括控制多个加热器中的一个第一加热器,所述第一加热器设置在所述加热圆筒上的树脂供料料斗附近。
10.根据权利要求9所述的方法,其特征在于:该确定步骤确定注射螺杆的向前位移量,其中根据所确定的向前位移确定熔融树脂的密度。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000085958A JP3277490B2 (ja) | 2000-03-27 | 2000-03-27 | 射出成形機の制御方法 |
| JP85958/2000 | 2000-03-27 | ||
| JP103341/2000 | 2000-04-05 | ||
| JP2000103341A JP3309280B2 (ja) | 2000-04-05 | 2000-04-05 | 射出成形機の制御方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011092513A Division CN1141210C (zh) | 2000-03-27 | 2001-03-01 | 可减小模制产品重量变化的控制注塑机的方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1495009A true CN1495009A (zh) | 2004-05-12 |
| CN1256230C CN1256230C (zh) | 2006-05-17 |
Family
ID=26588389
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011092513A Expired - Fee Related CN1141210C (zh) | 2000-03-27 | 2001-03-01 | 可减小模制产品重量变化的控制注塑机的方法 |
| CNB031562760A Expired - Fee Related CN1256230C (zh) | 2000-03-27 | 2001-03-01 | 可减小模制产品重量变化的控制注塑机的方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011092513A Expired - Fee Related CN1141210C (zh) | 2000-03-27 | 2001-03-01 | 可减小模制产品重量变化的控制注塑机的方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6555034B2 (zh) |
| EP (2) | EP1475212A1 (zh) |
| KR (2) | KR100405834B1 (zh) |
| CN (2) | CN1141210C (zh) |
| AT (1) | ATE292006T1 (zh) |
| DE (1) | DE60109673T2 (zh) |
| SG (1) | SG91321A1 (zh) |
| TW (1) | TW587009B (zh) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7103445B2 (en) | 2002-11-27 | 2006-09-05 | Kimberly-Clark Worldwide, Inc. | System and method for controlling the dispense rate of particulate material |
| KR101201789B1 (ko) * | 2004-12-10 | 2012-11-16 | 한국항공우주산업 주식회사 | 가열성형기의 제어방법 |
| DE102007020365A1 (de) * | 2007-04-30 | 2008-11-13 | Siemens Ag | Lagerbaugruppe mit integriertem Messsystem |
| US20090057938A1 (en) * | 2007-08-28 | 2009-03-05 | Husky Injection Molding Systems Ltd. | Closed Loop Control for an Injection Unit |
| CN102079125B (zh) * | 2010-12-22 | 2013-04-17 | 浙江大学 | 一种注塑成型塑料镜片焦距无模型控制方法 |
| CN102101352B (zh) * | 2010-12-22 | 2013-08-07 | 浙江大学 | 一种注塑成型制品重量无模型控制方法 |
| KR101273164B1 (ko) * | 2011-01-27 | 2013-06-14 | 엘에스엠트론 주식회사 | 사출성형기의 스크류 제어 방법 |
| JP5731933B2 (ja) * | 2011-08-30 | 2015-06-10 | 川崎重工業株式会社 | 適応制御装置および適応制御方法ならびに射出成形機の制御装置および制御方法 |
| CN102601950B (zh) * | 2012-01-16 | 2014-04-23 | 上海智觉光电科技有限公司 | 一种基于模糊算法的目标监视检测方法及系统 |
| JP5727536B2 (ja) * | 2013-03-11 | 2015-06-03 | ファナック株式会社 | 力伝達部の温度管理機能を有する射出成形機の制御装置 |
| AT516452B1 (de) * | 2014-08-14 | 2016-08-15 | Engel Austria Gmbh | Plastifiziereinheit für eine Spritzgießmaschine |
| TWI607853B (zh) * | 2015-08-10 | 2017-12-11 | 和碩聯合科技股份有限公司 | 提供成型機台之成型參數的方法 |
| CN106427004A (zh) * | 2016-12-19 | 2017-02-22 | 东莞市广信知识产权服务有限公司 | 一种制鞋用鞋底成型控制系统及其工艺 |
| JP7528005B2 (ja) * | 2021-02-26 | 2024-08-05 | 住友重機械工業株式会社 | 射出成形機 |
| CN113799350B (zh) * | 2021-08-23 | 2023-07-21 | 西诺控股集团有限公司 | 一种智能检测塑化能力的控制方法和装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2019608B (en) * | 1978-04-13 | 1982-10-20 | Toshiba Machine Co Ltd | Controlling injection moulding |
| SE462379B (sv) * | 1987-08-07 | 1990-06-18 | Bo Nilsson | Foerfarande foer styrning av vissa parametrar vid framstaellning av plastvaror |
| JP2845592B2 (ja) | 1990-08-29 | 1999-01-13 | 積水化学工業株式会社 | 射出成形方法 |
| JPH04336222A (ja) | 1991-05-14 | 1992-11-24 | Sumitomo Jukikai Plast Mach Kk | 射出成形機のノズル内樹脂圧による制御方法 |
| JP3493878B2 (ja) * | 1996-03-21 | 2004-02-03 | 松下電工株式会社 | 射出成形方法 |
| JP3343499B2 (ja) * | 1997-07-18 | 2002-11-11 | 住友重機械工業株式会社 | 溶融樹脂の密度の検出方法 |
| JP2000052391A (ja) * | 1998-08-10 | 2000-02-22 | Japan Steel Works Ltd:The | 射出成形機の温度制御方法 |
-
2000
- 2000-12-30 SG SG200007706A patent/SG91321A1/en unknown
-
2001
- 2001-01-02 US US09/750,722 patent/US6555034B2/en not_active Expired - Fee Related
- 2001-01-18 TW TW090101108A patent/TW587009B/zh not_active IP Right Cessation
- 2001-01-31 EP EP04004377A patent/EP1475212A1/en not_active Withdrawn
- 2001-01-31 AT AT01102115T patent/ATE292006T1/de not_active IP Right Cessation
- 2001-01-31 DE DE60109673T patent/DE60109673T2/de not_active Expired - Lifetime
- 2001-01-31 EP EP01102115A patent/EP1138458B1/en not_active Expired - Lifetime
- 2001-02-13 KR KR10-2001-0006900A patent/KR100405834B1/ko not_active IP Right Cessation
- 2001-03-01 CN CNB011092513A patent/CN1141210C/zh not_active Expired - Fee Related
- 2001-03-01 CN CNB031562760A patent/CN1256230C/zh not_active Expired - Fee Related
-
2003
- 2003-07-16 KR KR10-2003-0048518A patent/KR100405835B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| KR100405835B1 (ko) | 2003-11-14 |
| KR20030063332A (ko) | 2003-07-28 |
| US20010023996A1 (en) | 2001-09-27 |
| SG91321A1 (en) | 2002-09-17 |
| KR100405834B1 (ko) | 2003-11-14 |
| DE60109673T2 (de) | 2006-03-09 |
| CN1256230C (zh) | 2006-05-17 |
| CN1315244A (zh) | 2001-10-03 |
| EP1138458B1 (en) | 2005-03-30 |
| CN1141210C (zh) | 2004-03-10 |
| DE60109673D1 (de) | 2005-05-04 |
| EP1138458A2 (en) | 2001-10-04 |
| US6555034B2 (en) | 2003-04-29 |
| EP1475212A1 (en) | 2004-11-10 |
| EP1138458A3 (en) | 2001-12-05 |
| ATE292006T1 (de) | 2005-04-15 |
| TW587009B (en) | 2004-05-11 |
| KR20010090715A (ko) | 2001-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1256230C (zh) | 可减小模制产品重量变化的控制注塑机的方法 | |
| CN1118361C (zh) | 电机驱动注塑机的增塑与计量过程中的减压方法 | |
| CN101111359A (zh) | 成形条件设定方法以及射出成形机的控制方法 | |
| EP3135455B1 (en) | Injection unit | |
| US20160257047A1 (en) | Pressure controller for injection molding machine | |
| CN1159145C (zh) | 能减小模制产品重量差异的塑料注射成形机的控制方法和装置 | |
| CN1117657C (zh) | 用于注塑机的注射控制方法 | |
| US6565781B2 (en) | Method for controlling screw position in an injection molding machine | |
| CN1098150C (zh) | 一种电机驱动注塑机中测力传感器零位的调整方法 | |
| JPH09512761A (ja) | 電動モータの効率の変動の補償 | |
| US4802267A (en) | Method and apparatus for controlling retracting speeds of injection molding machines | |
| JP3309280B2 (ja) | 射出成形機の制御方法 | |
| JP6639981B2 (ja) | 射出成形機 | |
| JP3236826B2 (ja) | 射出成形機のストローク設定装置 | |
| JP3277490B2 (ja) | 射出成形機の制御方法 | |
| KR200348431Y1 (ko) | 사출성형기의 배압 제어장치 | |
| JP3511260B2 (ja) | 射出成形機の制御方法 | |
| JP2018069627A (ja) | 射出成形機 | |
| KR20170001019A (ko) | 사출 성형기 | |
| JPH11221841A (ja) | 射出制御方法および電動式射出装置 | |
| JP3848137B2 (ja) | 射出制御装置 | |
| JP2761442B2 (ja) | 射出成形機 | |
| JP3535063B2 (ja) | 射出成形機 | |
| JP3240513B2 (ja) | 射出成形機のスクリュ回転数設定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20060517 Termination date: 20150301 |
|
| EXPY | Termination of patent right or utility model |