CN1296299C - 玻璃池窑拉丝方法及其装置 - Google Patents
玻璃池窑拉丝方法及其装置 Download PDFInfo
- Publication number
- CN1296299C CN1296299C CNB200410046452XA CN200410046452A CN1296299C CN 1296299 C CN1296299 C CN 1296299C CN B200410046452X A CNB200410046452X A CN B200410046452XA CN 200410046452 A CN200410046452 A CN 200410046452A CN 1296299 C CN1296299 C CN 1296299C
- Authority
- CN
- China
- Prior art keywords
- crucible
- discharging mouth
- cell furnace
- glass
- supply channel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Crucibles And Fluidized-Bed Furnaces (AREA)
Abstract
本发明涉及一种玻璃池窑拉丝方法及其装置。为克服现有技术不易控温,投资大的缺陷,该方法是通过在玻璃池窑的供料道底部设置出料口,出料口下端设置可更换的出料嘴,在出料嘴下方配置拉丝坩锅来进行拉丝;该装置包括与玻璃池窑的流液洞相连的用于输出成品玻璃液的带保温层的供料道,在供料道底部制有出料口,出料口下端进一步配装有出料嘴,出料嘴的下方配有拉丝坩埚,坩埚的下方进一步配有拉引玻璃丝的高速滚筒;出料嘴配装有流量控制器,出料嘴通过活动固定架以可更换的方式配装在供料道的出料口处。因此,其具有结构简单,坩埚易于更换,制造、安装、维护、使用方便,设备投资少,运行成本低,温控精度高,产品质量高,节能效果优异,生产效率高的优点。
Description
技术领域
本发明涉及一种玻璃纤维的制造技术,特别是涉及一种玻璃池窑拉丝方法及其装置。
背景技术
目前,玻璃纤维制造设备有两种。一种是独立设置的拉丝坩锅。使用时需要不断地向坩锅内投入玻璃球原料或碎玻璃,再利用电加热的方式将固体玻璃原料熔化,并升至一定温度时才能进行拉丝生产。固体玻璃原料熔化升温步骤需要耗用大量的电能,在玻璃纤维生产成本中占有很大的比重,能耗高是现有玻璃纤维生产设备的最大缺陷。而玻璃球是由现有玻璃池窑生产的玻璃液冷却固化而成的,玻璃液成球过程不但需要工艺成本,而且玻璃液携带的热能也白白地浪费掉了。另一种是池窑拉丝,即在玻璃池炉的供料道上直接设置拉丝漏板,进行拉丝;其与前一种拉丝装置相比节约了大部分能耗,但控温难度大,漏板不易更换,且漏板必需用昂贵的白金材料,投资特别大。
发明内容
本发明的目的在于克服现有技术的上述缺陷,提供一种易控温的玻璃池窑拉丝方法,本发明的目的还在于提供用于实施本发明方法的玻璃池窑拉丝装置,该装置具有易于控温,投资少的优点。
为实现上述目的,本发明玻璃池窑拉丝方法是通过在玻璃池窑的供料道底部设置出料口,出料口下端设置可更换的出料嘴,在出料嘴下方配置拉丝坩锅来进行拉丝。由于本发明方法所采用的拉丝坩锅与供料道分体设置,易于更换,所以坩锅不必采用昂贵的白金材料,独立设置的拉丝坩锅也更易控温,另外其供料道也可以同时变窄(不再需要容纳宽度较大的漏板),节省保温能源和供料道建设、占地成本。因此,其具有易控温、节约能源的优点。
用于实施本发明方法的玻璃池窑拉丝装置包括与玻璃池窑的流液洞相连的用于输出成品玻璃液的带保温层的供料道,在供料道底部制有出料口,出料口下端进一步配装有出料嘴,出料嘴的下方配有拉丝坩锅,坩锅的下方进一步配有拉引玻璃丝的高速滚筒。坩锅材质可以是白金、耐热合金或普通耐火材料,更优选耐热合金材料。如此设计,电热拉丝坩锅能够直接利用玻璃池窑的高温玻璃液,即无需耗用玻璃熔化和升温的电能;采用出料嘴的下方配有电热拉丝坩锅的配置方式,即出料嘴与坩锅分离的配置方式,更方便在生产中更换坩锅或坩锅漏板,由于更换漏板或坩锅方便,所以可以不使用寿命长、价格昂贵的白金漏板,而选用寿命短的廉价坩锅,从而大大降低设备一次性投资成本和保障生产效率。因此,其不但能大幅度地节省电能,而且还具有成本低,使用方便,可操作性强的优点。
作为优化,出料嘴配装有流量控制器,出料嘴通过活动固定架以可更换的方式配装在供料道的出料口处。如此设计,根据生产的实际需要可以方便地更换不同孔径规格的出料嘴。流量控制器的引入则能做到根据生产需要量供给玻璃液,便于操作。
作为优化,出料嘴的流量控制器优选插板。如此设计,结构简单又方便操作。
作为优化,供料道在出料口的两侧安装有加热电极;插板由导电的金属材料制成并通过电开关和电源电连供料道内的电极,形成由插板、供料道内电极组成的电加热器。如此设计,供料道内加热电极可用于保持玻璃液温度,供料道内加热电极与插板配合既有利于更精确地保持料温,又能在插板关闭后再生产时熔化出料口和出料嘴处的玻璃料,从而方便拉开插板。
作为优化,拉丝坩锅内还设置加热电板。如此设计,可以提高温控精度。
作为优化,坩锅的上部装有用于承接出料嘴下落的玻璃液的接料管。如此设计,加大供料道与坩锅的距离更方便坩锅的安装、更换和使用。
作为优化,玻璃坩锅内装有玻璃液位传感器,玻璃液位传感器进一步连接有玻璃液位显示器或和出料嘴配装的流量控制器。如此设计,玻璃液位传感器的引入则能够做到随时了解坩锅内玻璃液位变化情况,便于及时调整玻璃液流量和实现稳定液位的目的。
作为优化,流量控制器包括插板、用于推拉插板的步进电机以及用于控制和驱动步进电机的控制电路。如此设计,具有结构简单,制造安装使用方便的优点。
作为优化,坩锅或和接料管的外周更优选设置保温层。如此设计,既有利于减少散热损失,又能降低控温难度。作为优化,接料管上端与出料嘴的垂直距离优选5-1500mm;接料管上端与出料嘴的垂直距离更优选5-300mm。如此设计两者间距,既方便坩锅的安装和更换,又方便生产操作,还有利于控温和减少热损失。
采用此技术方案后,本发明玻璃池窑拉丝装置具有结构简单,坩锅易于更换,制造、安装、维护、使用方便,设备投资少,运行成本低,温控精度高,产品质量高,节能效果优异,生产效率高的优点。
附图说明
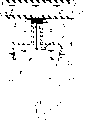
图1是本发明玻璃池窑拉丝装置的结构示意图。
具体实施方式
下面结合附图和具体实例作更进一步的说明:
如图所示,本发明玻璃池窑拉丝装置包括与玻璃池窑的流液洞相连的用于输出成品玻璃液13的带保温层的供料道1,在供料道1底部制有出料口,出料口下端进一步配装有带流量控制器的出料嘴2,出料嘴2通过活动固定架3以可更换的方式配装在供料道1的出料口处。出料嘴2的下方配有电热拉丝坩锅4,坩锅4底部设置有耐热合金漏板11,电热拉丝坩锅4内设置加热电板10,坩锅4的下方进一步配有高速滚筒5拉引玻璃丝12。出料嘴的流量控制器为导电金属材料制成的插板6。供料道1在出料口的两侧安装有加热电极7;插板7还6通过电开关和电源电连供料道1内的电极7,形成由插板7、供料道1内电极7组成的电加热器。坩锅4的上部装有用于承接出料嘴2下落的玻璃液13的接料管8。坩锅4内装有玻璃液位传感器9,玻璃液位传感器9进一步连接有玻璃液位显示器和出料嘴2配装的流量控制器。流量控制器包括插板、用于推拉插板7的步进电机以及用于控制和驱动步进电机的控制电路。坩锅4和接料管8的外周设置保温层。
Claims (10)
1、一种玻璃池窑拉丝方法,其特征在于通过在玻璃池窑的供料道底部设置出料口,出料口下端设置可更换的出料嘴,在出料嘴下方配置拉丝坩锅来进行拉丝。
2、用于实施权利要求1所述方法的玻璃池窑拉丝装置,包括与玻璃池窑的流液洞相连的用于输出成品玻璃液的带保温层的供料道,其特征在于在供料道底部制有出料口,出料口下端进一步配装有出料嘴,出料嘴的下方配有拉丝坩锅,坩锅的下方进一步配有拉引玻璃丝的高速滚筒。
3、根据权利要求2所述的玻璃池窑拉丝装置,其特征在于出料嘴配装有流量控制器,出料嘴通过活动固定架以可更换的方式配装在供料道的出料口处。
4、根据权利要求3所述的玻璃池窑拉丝装置,其特征在于出料嘴的流量控制器是插板。
5、根据权利要求4所述的玻璃池窑拉丝装置,其特征在于供料道在出料口的两侧安装有加热电极;插板由导电的金属材料制成并通过电开关和电源电连供料道内的电极,形成由插板、供料道内电极组成的电加热器。
6、根据权利要求2所述的玻璃池窑拉丝装置,其特征在于拉丝坩锅内还设置加热电板。
7、根据权利要求2、3、4、5或6所述的玻璃池窑拉丝装置,其特征在于坩锅的上部装有用于承接出料嘴下落的玻璃液的接料管。
8、根据权利要求7所述的玻璃池窑拉丝装置,其特征在于坩锅内装有玻璃液位传感器,玻璃液位传感器进一步连接有玻璃液位显示器或/和出料嘴配装的流量控制器。
9、根据权利要求8所述的玻璃池窑拉丝装置,其特征在于流量控制器包括插板、用于推拉插板的步进电机以及用于控制和驱动步进电机的控制电路。
10、根据权利要求2、3、4、5或6所述的玻璃池窑拉丝装置,其特征在于坩锅或/和接料管的外周设置保温层。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB200410046452XA CN1296299C (zh) | 2004-06-09 | 2004-06-09 | 玻璃池窑拉丝方法及其装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNB200410046452XA CN1296299C (zh) | 2004-06-09 | 2004-06-09 | 玻璃池窑拉丝方法及其装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1706763A CN1706763A (zh) | 2005-12-14 |
| CN1296299C true CN1296299C (zh) | 2007-01-24 |
Family
ID=35580902
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB200410046452XA Expired - Fee Related CN1296299C (zh) | 2004-06-09 | 2004-06-09 | 玻璃池窑拉丝方法及其装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN1296299C (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102515503A (zh) * | 2011-11-18 | 2012-06-27 | 巨石集团有限公司 | 一种通过实时修正拉丝流量来调整玻璃纤维线密度的方法和装置 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103728997B (zh) * | 2013-04-22 | 2017-09-12 | 太仓派欧技术咨询服务有限公司 | 一种离心喷吹高温液体在线流量监控系统及其监控方法 |
| CN104261653B (zh) * | 2014-07-29 | 2017-04-19 | 安徽盛世新能源材料科技有限公司 | 一种水晶玻璃板材成型炉的实心柱料嘴 |
| CN104692646B (zh) * | 2015-03-26 | 2017-03-15 | 山东聚源玄武岩纤维股份有限公司 | 一种用于生产玄武岩连续纤维的窑炉拉丝系统 |
| CN105274689A (zh) * | 2015-11-13 | 2016-01-27 | 通城县同力玻纤有限公司 | 一种直接玻璃纤维纱的生产方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2429530Y (zh) * | 2000-06-19 | 2001-05-09 | 自贡市贡井玻纤有限公司 | 直接利用玻璃窑炉料液的拉丝装置 |
-
2004
- 2004-06-09 CN CNB200410046452XA patent/CN1296299C/zh not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2429530Y (zh) * | 2000-06-19 | 2001-05-09 | 自贡市贡井玻纤有限公司 | 直接利用玻璃窑炉料液的拉丝装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102515503A (zh) * | 2011-11-18 | 2012-06-27 | 巨石集团有限公司 | 一种通过实时修正拉丝流量来调整玻璃纤维线密度的方法和装置 |
| CN102515503B (zh) * | 2011-11-18 | 2014-08-20 | 巨石集团有限公司 | 一种通过实时修正拉丝流量来调整玻璃纤维线密度的方法和装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1706763A (zh) | 2005-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113480150A (zh) | 一种柔性玻璃制备系统及方法 | |
| CN103130398B (zh) | 一种浮法玻璃流道 | |
| CN201660544U (zh) | 一种铂金通道的电加热结构 | |
| CN208362171U (zh) | 一种节能窑炉 | |
| CN103011580A (zh) | 一种高强玻璃纤维池窑拉丝方法及其装置 | |
| CN104926081A (zh) | 玻璃熔化装置及其熔化方法 | |
| CN1296299C (zh) | 玻璃池窑拉丝方法及其装置 | |
| CN202785940U (zh) | 一种玻璃窑炉 | |
| CN2873795Y (zh) | 连铸式电渣炉 | |
| CN201485370U (zh) | 一种熔制高硅氧玻璃的立式窑炉 | |
| CN1944296A (zh) | 玻璃熔化电极以及用于熔化玻璃或玻璃陶瓷的方法 | |
| CN210595769U (zh) | 一种玻璃电熔炉电排渣装置 | |
| CN201183770Y (zh) | 一种适合减压澄清技术的玻璃熔窑 | |
| CN1217867C (zh) | 高硼硅仪器玻璃六角形台阶式冷顶全电熔炉技术 | |
| CN201186895Y (zh) | 适合于玻璃熔窑使用的减压澄清装置 | |
| CN206289286U (zh) | 一种自动上料式真空单臂电渣炉 | |
| CN111470756B (zh) | 一种用于电子显示玻璃生产的独立熔化宽体熔窑 | |
| CN211896642U (zh) | 一种控温效果好的玻璃成型供料通道 | |
| CN213012556U (zh) | 一种大尺寸石英玻璃板连熔炉 | |
| CN2449169Y (zh) | 一种全电熔组合窑炉 | |
| CN203582732U (zh) | 一种玻璃纤维拉丝炉 | |
| CN101357819A (zh) | 贵金属料道加热装置及方法 | |
| CN202007184U (zh) | 一种灯管玻璃供料道上层玻璃液的分离装置 | |
| CN201704185U (zh) | 生产高硼硅电光源玻璃材料的全电熔炉设备 | |
| CN2182807Y (zh) | 光学玻璃电熔炉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20070124 Termination date: 20110609 |