CN1268585C - 多孔陶瓷结构体的制造方法 - Google Patents
多孔陶瓷结构体的制造方法 Download PDFInfo
- Publication number
- CN1268585C CN1268585C CNB031017320A CN03101732A CN1268585C CN 1268585 C CN1268585 C CN 1268585C CN B031017320 A CNB031017320 A CN B031017320A CN 03101732 A CN03101732 A CN 03101732A CN 1268585 C CN1268585 C CN 1268585C
- Authority
- CN
- China
- Prior art keywords
- formed body
- temperature
- ceramic structure
- central part
- porous ceramic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/636—Polysaccharides or derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/16—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay
- C04B35/18—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on silicates other than clay rich in aluminium oxide
- C04B35/195—Alkaline earth aluminosilicates, e.g. cordierite or anorthite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63404—Polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- C04B35/63424—Polyacrylates; Polymethacrylates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
- C04B35/634—Polymers
- C04B35/63492—Natural resins, e.g. rosin
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/0006—Honeycomb structures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/06—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof by burning-out added substances by burning natural expanding materials or by sublimating or melting out added substances
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/06—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof by burning-out added substances by burning natural expanding materials or by sublimating or melting out added substances
- C04B38/063—Preparing or treating the raw materials individually or as batches
- C04B38/0635—Compounding ingredients
- C04B38/0645—Burnable, meltable, sublimable materials
- C04B38/068—Carbonaceous materials, e.g. coal, carbon, graphite, hydrocarbons
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/34—Non-shrinking or non-cracking materials
- C04B2111/343—Crack resistant materials
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
- C04B2235/3218—Aluminium (oxy)hydroxides, e.g. boehmite, gibbsite, alumina sol
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids, or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3436—Alkaline earth metal silicates, e.g. barium silicate
- C04B2235/3445—Magnesium silicates, e.g. forsterite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/349—Clays, e.g. bentonites, smectites such as montmorillonite, vermiculites or kaolines, e.g. illite, talc or sepiolite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/42—Non metallic elements added as constituents or additives, e.g. sulfur, phosphor, selenium or tellurium
- C04B2235/422—Carbon
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/44—Metal salt constituents or additives chosen for the nature of the anions, e.g. hydrides or acetylacetonate
- C04B2235/449—Organic acids, e.g. EDTA, citrate, acetate, oxalate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6583—Oxygen containing atmosphere, e.g. with changing oxygen pressures
- C04B2235/6584—Oxygen containing atmosphere, e.g. with changing oxygen pressures at an oxygen percentage below that of air
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Filtering Materials (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Porous Artificial Stone Or Porous Ceramic Products (AREA)
Abstract
本发明提供烧成时不发生裂纹的、能够制造不仅是低气孔率的还有高气孔率的陶瓷结构体的多孔陶瓷结构体的制造方法。该方法是采用以陶瓷原料为主成分、并含有造孔剂的原料制造成型体,将得到的成型体干燥并烧成的多孔陶瓷结构体的制造方法。在烧成成型体时,使烧成气氛的温度在成型体的至少一部分发生烧收缩的温度范围内,与成型体中心部的温度实质上同步,同时进行升温。
Description
技术领域
本发明涉及一种多孔陶瓷结构体的制造方法。更详细地讲,涉及控制烧成时的烧成气氛的升温速度并抑制裂纹等产生的多孔陶瓷结构体的制造方法。本发明的制造方法可适用于各种多孔陶瓷结构体的制造,特别适合于在成型体烧成时通过造孔剂的燃烧使得成型体内部的温度上升显著的高气孔率多孔质蜂窝状结构体的制造。
现有技术
作为除去从柴油机等排出的粒子状物质等的捕集除去手段等,广泛地采用多孔陶瓷蜂窝状结构体。在该多孔陶瓷蜂窝状结构体中,由于有降低压力损失和提高捕集效率等要求,近年来,正在向高气孔率化方向发展,气孔率40%以上的产品成为主流。
以前,作为多孔质蜂窝状结构体的制造方法,广泛使用加入了造孔剂的原料来制作成型体,并将该成型体干燥、烧成的方法。作为造孔剂,从燃烧时发热量小等观点出发,主要采用碳等,但是,根据上述需要,正在推进的是增加造孔剂的量或者并用可发泡树脂等可进一步高气孔率化的造孔剂。
但是,针对这种高气孔率化的要求,如果采用与目前相同的升温程序烧成大量加入碳等造孔剂或者进一步加入发泡树脂等的成型体,则在得到的陶瓷结构体上产生原因不明的裂纹,在制造高气孔率的陶瓷结构体时成为新的问题。
发明内容
本发明鉴于上述问题,目的在于提供在烧成时不产生裂纹,不仅能制造低气孔率而且能制造高气孔率的陶瓷结构体的多孔陶瓷结构体的制造方法。
本发明人为了解决上述课题进行了锐意研究,结果发现,首先,在产生裂纹的蜂窝状结构体中,在烧成工序中,在成型体的中心部附近和外表面附近产生很大的温度差。因此,对其原因进行了调查和研究,在中心部附近和烧成气氛中,其升温速度发生了较大的差别,特别是,在为了高气孔率化而含有碳和低温下燃烧的造孔剂时,该差别很明显。这是因为,在碳燃烧的温度下已经形成了气孔,促进了碳的燃烧,蜂窝状结构体中心部附近的温度容易上升。
其次,本发明人进一步研究,结果发现,例如,如果烧成采用堇青石化原料制成的成型体,则仅在达到800~1200℃这一特定温度范围的部分发生烧收缩。这可以解释为,在产生上述温度差时,在先达到引起该烧收缩的温度范围的部位,由于先于其它部位发生烧收缩,所以在两部位之间发生热收缩的差别,由此产生裂纹。
最后,本发明人基于这些研究结果,进行进一步研究发现,除了考虑成型体的体积和烧成气氛的氧含量等之外,通过控制造孔剂的种类和添加量以及升温速度等,在上述发生烧收缩的温度范围内,通过使烧成气氛温度与烧成时的成型体中心部的温度实质上同步,从而解决上述问题,完成本发明。
也就是说,本发明提供一种多孔陶瓷结构体的制造方法,该方法的特征是:它是由以陶瓷原料为主成分,含有造孔剂的原料制造成型体,将得到的成型体干燥并烧成的多孔陶瓷结构体的制造方法,在烧成成型体时,使烧成气氛的温度在成型体的至少一部分发生烧收缩的温度范围内与成型体中心部的温度实质上同步,同时进行升温。
又,本发明提供一种多孔陶瓷结构体的制造方法,该方法的特征是:它是由以堇青石化原料为主成分,含有造孔剂的原料制造成型体,将得到的成型体干燥、烧成的多孔陶瓷结构体的制造方法,在成型体烧成时,将烧成气氛的温度在成型体的至少一部分为800~1200℃的温度范围内,相对于成型体中心部温度的差控制在-150℃~+50℃的范围,同时进行升温。
在本发明中,优选增减造孔剂的量,控制成型体中心部的温度。具体地说,根据采用的原料不同而不同,例如,如果是以堇青石化原料为主成分的成型体,优选增减在400~1200℃范围内燃烧的造孔剂的量,来控制成型体中心部的温度。更优选,在这样的成型体中,增减在400~1200℃范围内燃烧的造孔剂的量来控制成型体中心部的温度,并且增减在400~1200℃范围内燃烧的造孔剂以及在不足400℃温度下燃烧的造孔剂的量来控制气孔率。
在本发明中,作为在400~1200℃范围内燃烧的造孔剂,从发热量小的观点出发,优选碳。又,作为在不足400℃温度下燃烧的造孔剂,可举出选自小麦粉、淀粉、酚醛树脂、可发泡树脂(foamable resin)、已发泡的泡沫树脂(foamed resin)、聚甲基丙烯酸甲酯和聚对苯二甲酸乙二醇酯中的至少一种。
在本发明中,成型体含有相对于堇青石化原料100质量份为5~25质量份的碳,且含有相对于堇青石化原料100质量份为1~5质量份的可发泡树脂或者已发泡的泡沫树脂。
在本发明中,使烧成气氛的温度在温度为400~1200℃的范围内以10~80℃/小时的速度升高来烧成成型体为好。烧成成型体时的气氛在温度为400~1200℃的范围内含有7~17体积%的氧为好。
本发明的制造方法,在多孔陶瓷结构体中,对蜂窝状结构体也特别适合使用。
这里,通过图1~3,对本发明制造方法中烧成工序的基本原理进行说明。图1是表示在烧成工序中成型体中心部温度在高于烧成气氛温度的状态下变化的例子的图,图2是相反地表示成型体中心部温度在低于烧成气氛温度的状态下变化的例子的图。图3是表示多孔陶瓷结构体中心部温度与烧成气氛温度大体一致地变化的例子的图。各图表示烧成以堇青石化原料为主成分并含有造孔剂碳(活性炭)的成型体的例子,各图中,虚线表示成型体中心部的温度,实线表示烧成气氛的温度。
首先,图1所示的例子是在大量含有碳等造孔剂的成型体的情况下可以见到的,烧成温度一旦达到造孔剂的可燃烧温度(在图中约400℃相当于该温度),显示出成型体中心部的温度高于烧成气氛温度。这是因为,通过造孔剂燃烧产生的热聚集在成型体内部,温度上升也进一步促进造孔剂燃烧,直至造孔剂完全烧失,成型体中心部的温度保持在高于烧成气氛温度的状态。
另一方面,由堇青石化原料构成的成型体一旦达到800~1200℃的温度范围,急剧地引起烧收缩。因此,在先达到该温度范围的成型体内部,先于其外部,发生隔壁的烧收缩,在两部分之间产生拉伸应力。因此,在该拉伸应力大时,在得到的陶瓷结构体的内部产生裂纹。
其次,图2表示的例子是成型体中心部的温度在低于烧成气氛温度的状态下变化的例子。这是例如在成型体尺寸大或者烧成气氛的升温速度极快等情况下引起的,烧成气氛的升温速度相对于烧成气氛的热量从成型体外表面向中心部传导的速度非常大的结果。在这种情况下,成型体外部的隔壁先于其内部达到了800~1200℃的烧收缩温度范围。因此,在成型体外部的隔壁,先于其内部的隔壁发生烧收缩,在两部分之间产生拉伸应力。这样,在该拉伸应力大时,在得到的陶瓷结构体的外部产生裂纹。
与此相反,图3表示的例子是综合考虑到成型体中心部的温度高于烧成气氛的温度的因素和反之的成型体中心部的温度低于烧成气氛的温度的因素,在成型体的至少一部分发生烧收缩的温度范围内,使烧成气氛温度与成型体中心部的温度实质上同步,同时进行升温、烧成的本发明的例子。
通过这样的烧成,在成型体外部和其内部烧收缩大致同时发生,成型体各部分的收缩差基本上没有,因此,在成型体各部分之间不产生拉伸应力,在得到的陶瓷结构体上不产生裂纹。
附图的简单说明
图1是表示在烧成工序中使成型体中心部的温度高于烧成气氛温度的例子的曲线图。
图2是表示在烧成工序中使成型体中心部的温度低于烧成气氛温度的例子的曲线图。
图3是表示在烧成工序中成型体中心部的温度与烧成气氛温度大体一致的例子的曲线图。
图4是表示烧成体积为3L的成型体时在400~1200℃范围内的升温速度与碳添加量的关系的曲线图。
图5是表示烧成体积为15L的成型体时在400~1200℃范围内的升温速度与碳添加量的关系的曲线图。
图6是表示烧成体积为28L的成型体时在400~1200℃范围内的升温速度与碳添加量的关系的曲线图。
图7是表示在各实施例和比较例中,成型体烧成时成型体中心部和烧成气氛的升温状态的曲线图。
图8是表示在各实施例和比较例中成型体烧成时的成型体中心部和烧成气氛的升温状态的曲线图。
图9是表示在各实施例和比较例中成型体烧成时的成型体中心部和烧成气氛的升温状态的曲线图。
图10是表示在各实施例和比较例中成型体烧成时的成型体中心部和烧成气氛的升温状态的曲线图。
发明的实施方案
下面,对本发明的实施方案的每个工序进行具体说明。
在本发明的制造方法中,首先由以陶瓷原料为主成分、含有造孔剂的原料制造成型体,并干燥该成型体。
在本发明中,对陶瓷原料没有特别的限制,例如可举出堇青石化原料、氧化铝或者磷酸锆等。
又,在堇青石化原料为陶瓷原料的情况下,通常可举出将高岭土、滑石、石英、熔融二氧化硅、多铝红柱石(莫来石)等二氧化硅(SiO2)源成分,滑石、菱镁矿等氧化镁(MgO)源成分和高岭土、氧化铝、氢氧化铝等氧化铝(Al2O3)源成分以堇青石晶体的理论组成进行混合的产物。但是,根据用途不同,可有意地改变该理论组成,或者含有杂质云母、石英、Fe2O3、CaO、Na2O或K2O等。而且,通过一边保持该理论组成控制构成原料的种类或者其混合比例,或者对各种原料的粒径进行控制,可以控制得到过滤器的气孔率和气孔径。
作为本发明使用的造孔剂,例如,可以举出石墨、活性炭等碳,丙烯酸类微胶囊等已发泡的泡沫树脂、可发泡树脂、小麦粉、淀粉、酚醛树脂、聚甲基丙烯酸甲酯、聚乙烯或者聚对苯二甲酸乙二醇酯等。关于与烧成条件的关系,在后面描述。
在本发明中,根据需要,可以含有其它添加剂,例如可以含有成型助剂、粘合剂或者分散剂等。
作为成型助剂,例如可举出硬脂酸、油酸、月桂酸钾皂、乙二醇或者三亚甲基二醇等。
作为粘合剂,例如可举出羟基丙基甲基纤维素、甲基纤维素、羟基乙基纤维素、羧甲基纤维素或者聚乙烯基醇等,作为分散剂,例如可举出糊精、脂肪酸皂或者多元醇等。
这些添加剂根据需要可一种单独使用,也可以两种以上组合使用。
在本发明中,对成型体的制造方法没有特别的限制,可采用合适的优选方法进行。例如,在制造作为排气净化过滤器而使用的蜂窝状结构体时,混合相对于堇青石化原料100质量份为造孔剂5~40质量份、水10~40质量份和根据需要加入的粘合剂3~5质量份和分散剂0.5~2质量份后,采用真空和泥机等制成圆柱状陶土(坯土),通过将该陶土成型为蜂窝状构造进行制造。
作为成型陶土的方法,可举出例如挤出成型法、射出成型法或者压制成型法等,其中,从连续成型容易,使陶瓷晶体取向,并具有低热膨胀性方面考虑,优选采用挤出成型法进行。
作为成型体的干燥方法,例如,可以举出热风干燥、微波干燥、感应干燥、减压干燥、真空干燥或者冻结干燥等,可根据所用的陶瓷原料选择合适的方法。在以堇青石化原料为主成分的成型体的情况下,就能够快速均一地干燥整体这方面而言,可采用组合热风干燥和微波干燥或者感应干燥的干燥工序进行为好。
其次,在本发明的制造方法中,通过使烧成气氛的温度在成型体的至少一部分发生烧收缩的温度范围内实质上与成型体中心部的温度同步,对成型体进行升温,进行烧成。
由此,在烧成时在成型体各部分之间不产生拉伸应力,能够得到不产生裂纹的高气孔率的陶瓷结构体。
这里,在本说明书中,“中心部”是指蜂窝状结构体的中心轴中点附近的隔壁部分。
又,“成型体的至少一部分发生热收缩的温度范围”根据构成成型体的原料不同而不同,例如,如果是以堇青石化原料为主成分的成型体,为800~1200℃,如果是以磷酸锆为主成分的成型体,为1000~1200℃。
又,“实质上同步”是指,在能够获得抑制裂纹发生的效果的范围内,使烧成气氛的温度相对于成型体中心部的温度在特定的范围内,同时升温。具体地讲,根据构成成型体的原料的收缩率,该范围多少地发生变动,相对于成型体中心部的温度为-150~+50℃左右的温度范围。
因此,在本发明中,在烧成以堇青石化原料为主成分的成型体时,优选使烧成气氛的温度在成型体至少一部分为800~1200℃的温度范围内相对于成型体的中心部温度的差,控制在-150~+50℃的温度范围内,同时升温,更优选控制在-120~+30℃的温度范围内同时进行升温,特别优选控制在-100℃~+20℃的温度范围内同时进行升温。
在本发明中,作为使烧成气氛的温度与成型体中心部温度同步的方法,可举出例如在测定成型体中心部温度的同时,使烧成气氛温度跟随测定的成型体中心部温度的方法,或者预先进行试验性烧成,由该结果求出烧成气氛温度与成型体中心部温度同步的升温程序,根据该程序,进行烧成的方法,其中,从操作容易性方面考虑,优选后者。
但是,不管是什么方法,烧成气氛的升温速度在容易控制的范围内设定为好。具体地说,优选使烧成气氛温度在温度为从所用的造孔剂中、在400℃以上进行燃烧的造孔剂的开始燃烧温度到成型体还没有发生烧收缩的温度范围内以10~80℃/小时的速度升高,例如,在烧成含有以堇青石化原料为主成分,以碳为造孔剂的成型体时,根据碳的种类、成型体的尺寸等而不同,优选在温度为400~1200℃的范围内以10~80℃/小时的速度升温。
另一方面,成型体中心部和烧成气氛的温度差,除了烧成气氛的升温速度之外,还受到造孔剂的种类或含量、烧成气氛的氧含量或者成型体的形状或者尺寸等因素的影响。因此,调整这些因素中的至少一个使两者的温度同步,从能够使上述烧成气氛的升温速度在容易控制的范围角度考虑是优选的。
特别是,在本发明中,即使是成型体的体积等不同的成型体,也可以同时进行烧成工序,从生产效率上极为有利方面考虑,优选包括增减至少在400~1200℃范围内燃烧的造孔剂的量的温度控制方法。
在本发明中,作为在400~1200℃范围内燃烧的造孔剂,在与在不足400℃温度下燃烧的造孔剂并用时,即使在不足400℃温度下燃烧的造孔剂燃尽,成型体的强度减小后,残存造孔剂也能确保烧成时成型体的刚性,从这一点而言,优选碳。
作为碳,例如可举出石墨和活性炭等,例如,活性炭可以作为在400~1200℃范围内燃烧的造孔剂使用,石墨可以作为在600~1200℃范围内燃烧的造孔剂使用。
又,在使用碳作为造孔剂时,为了利用燃烧时发出的热量,能够容易地控制烧成气氛和成型体中心部的温度差,优选相对于堇青石化原料100质量份含有5~25质量份。
特别是,如前所述,合适的碳添加量根据与成型体中心部和烧成气氛的温度差有关的其它因素来相对地改变。
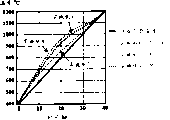
因此,下面举出具体的例子,就成型体体积和气氛升温速度的关系对合适的碳添加量进行描述。图4~6是表示分别烧成体积(其中,这里是指忽略了贯通孔等空间的表观上的体积)为3L、15L、28L的成型体时碳的添加量和气氛升温速度的关系的图。
首先,如图4所示,烧成体积为3L的成型体时,气氛升温速度(y)与碳添加量(x)满足下述关系式(1)表示的关系时,能够获得不产生裂纹的陶瓷结构体。
y≥2x+10 …(1)
同样,如图5所示,在烧成体积为15L的成型体时,气氛升温速度(y)和碳的添加量(x)满足下述关系式(2)和(3)表示的关系时,可以得到不发生裂纹的陶瓷结构体。
y≥2x …(2)
y≤2x+20 …(3)
进而,如图6所示,在烧成体积为28L的成型体时,气氛升温速度(y)和碳的添加量(x)满足下述关系式(4)表示的关系时,可以得到不发生裂纹的陶瓷结构体。
y≤2x+10 …(4)
上面是就成型体体积和气氛升温速度的关系对合适的碳添加量进行了说明,对于其它因素也同样,即,从与其它各因素的关系方面考虑合适的范围不一样。
其次,在本发明中,烧成以堇青石化原料为主成分的成型体的情况下,更优选下面的方法:用在400~1200℃范围内燃烧的造孔剂的量控制成型体中心部和烧成气氛的温度差,同时增减在400~1200℃范围内燃烧的造孔剂的量和在不到400℃温度下燃烧的造孔剂的量,来控制气孔率。根据该方法,只考虑成型体中心部和烧成气氛的温度差,就可以确定在400~1200℃范围内燃烧的造孔剂的添加量,而且,由于只采用该造孔剂就能够用在不足400℃温度下燃烧的造孔剂补足不充分的气孔形成,可以进一步提高气孔率。
在本发明中,作为在不足400℃温度下燃烧的造孔剂,可举出选自小麦粉、淀粉、酚醛树脂、可发泡树脂、已发泡的泡沫树脂、聚甲基丙烯酸甲酯和聚对苯二甲酸乙二醇酯中的至少一种,其中,从采用少量就能够获得气孔率50%以上的极高气孔率的陶瓷结构体方面来看,优选可发泡树脂或者已发泡的发泡树脂,从可更高气孔率化方面考虑,特别优选丙烯酸系微胶囊等已发泡的泡沫树脂。
特别是,如果大量加入在300~400℃低温下烧失的可发泡树脂等,在碳等在400℃以上开始燃烧的造孔剂燃烧时,由于已经形成了多数气孔,形成了该造孔剂易于燃烧的环境,所以难以控制升温速度。因此,在不足400℃的温度下燃烧的造孔剂,在陶土中,优选含有不足15质量%,更优选含有10质量%以下。
在本发明中,可以采用烧成气氛的氧浓度来控制成型体中心部和烧成气氛的温度差。但是,在用烧成气氛的氧浓度进行控制时,必须考虑安全面,因此,在400~1200℃的烧成温度时,优选将烧成气氛的氧浓度控制在7~17体积%的范围为好。
上面对本发明的制造方法进行了说明,本发明的制造方法与形状、尺寸和构造等没有关系,可适用于各种多孔陶瓷结构体。但是,由于造孔剂的燃烧得到促进,烧成气氛和中心部的温度差容易变大,因此特别适用于高气孔率的多孔质蜂窝状结构体的制造方法。
实施例
下面通过实施例对本发明作具体说明,但是,本发明并不受这些实施例的限制。对各实施例和比较例的评价如下进行。
(评价方法)
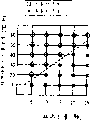
基于各实施例和比较例制作蜂窝状结构体时,通过R热电偶测定成型体中心部和烧成气氛的温度,求出二者的差。而且,对基于各实施例和比较例制造的蜂窝状结构体100个,用肉眼确定有无裂纹及其位置。
(实施例1)
首先,以滑石(平均粒径21微米)39.8质量%、高岭土(平均粒径11微米)18.5质量%、氧化铝(平均粒径7微米)14.0质量%、氢氧化铝(平均粒径2微米)15.2质量%、二氧化硅(平均粒径25微米)12.5质量%的比例混合,制备堇青石化原料。
接着,相对于该堇青石化原料100质量份,将含有碳(平均粒径53微米)10.0质量份、泡沫树脂(foamed resin)(平均粒径50微米)2.0质量份、粘合剂4质量份、表面活性剂0.5质量份和水31质量份的原料加入到混练机中,混练30分钟,制成陶土。
接着,将得到的陶土加入到真空混泥机中,进行混练,制成圆柱状后,投入到挤出成型机中,成型为蜂窝状。而且,将该成型体感应干燥后,用热风干燥进行绝干,以给定尺寸切断两个端面。
最后,在400~1200℃(碳开始燃烧,未发生烧收缩的温度范围)、烧成气氛的氧浓度10~15体积%,用表1所示的No.3的升温程序进行烧成,体积:3L(尺寸:φ150mm×L150mm),隔壁厚度:300微米,孔(セル;cell)数:300个孔/英寸2(46.5×10-2/mm2)的蜂窝状结构体。制造条件和评价结果在表1、2中。将成型体中心部和烧成气氛的升温状态示于图7。
(实施例2~6和比较例1~5)
除了在表1和表2所示的升温程序下进行烧成,以及制成表2所示的体积(3L(尺寸:φ150mm×L150mm)、15L(尺寸:φ250mm×L300mm)、28L(尺寸:φ300mm×L400mm))的蜂窝状结构体之外,其他与实施例1同样,制造蜂窝状结构体。制造条件和评价结果在表1、2中表示。将成型体中心部和烧成气氛的升温状态示于图7和图8。
表1
| 升温程序 | 升温速度(℃/小时) |
| 400~1200℃ | |
| No.1 | 10 |
| No.2 | 20 |
| No.3 | 30 |
| No.4 | 40 |
| No.5 | 50 |
| No.6 | 60 |
| No.7 | 70 |
| No.8 | 80 |
表2
| 体积 | 升温程序 | 烧成气氛相对于成型体中心部的温度差(Max) | 裂纹发生率(%) | 裂纹发生位置 | |
| 比较例1 | 3L | No.1 | -200℃ | 100 | 中心部附近 |
| 实施例1 | 3L | No.3 | -150℃ | 0 | - |
| 实施例2 | 3L | No.4 | -200℃ | 0 | - |
| 实施例3 | 3L | No.6 | -50℃ | 0 | - |
| 比较例2 | 15L | No.1 | -160℃ | 100 | 中心部附近 |
| 实施例4 | 15L | No.4 | 50℃ | 0 | - |
| 比较例3 | 15L | No.5 | 60℃ | 100 | 外表面附近 |
| 比较例4 | 15L | No.7 | 100℃ | 100 | 外表面附近 |
| 比较例5 | 15L | No.8 | 120℃ | 100 | 外表面附近 |
| 实施例5 | 28L | No.1 | -60℃ | 0 | - |
| 实施例6 | 28L | No.3 | 30℃ | 0 | - |
(评价)
如表2和图7、8所示,对于比较例1和2的制造方法,在成型体中心部的温度为800~1200℃的范围,烧成气氛温度相对于成型体中心部的温度的差最大超过了-150℃。而且,采用任意一种制造方法在制作的蜂窝状结构体100个上都产生裂纹,裂纹的位置主要在中心部附近。
对于比较例3、4和5的制造方法,在成型体中心部的温度为800~1200℃的范围,烧成气氛温度相对于成型体中心部的温度的差最大超过了+50℃。而且,采用任意一个制造方法,在制作的蜂窝状结构体100个上都产生裂纹,裂纹的位置主要在外表面附近。
与此不同,对于实施例1~6的制造方法,在成型体中心部的温度为800~1200℃的范围,烧成气氛温度相对于成型体中心部的温度的差最大在-150~+50℃的范围内。而且,采用任何制造方法,在制作的蜂窝状结构体100个上都没有产生裂纹,裂纹发生率为0%。
(实施例7和比较例6、7)
除了以表1所示的升温程序No.2进行烧成、采用相对于堇青石化原料100质量份,含有20.0质量份的碳(平均粒径53微米)的原料、以及制造表2所示的体积(3L(尺寸:φ150mm×L150mm)、15L(尺寸:φ250mm×L300mm)、28L(尺寸:φ300mm×L400mm))的蜂窝状结构体以外,其他与实施例1同样,制造蜂窝状结构体。制造条件和评价结果在表3中表示。而且,图9表示成型体中心部和烧成气氛的升温状态。
表3
| 体积(L) | 碳添加量(质量份) | 升温程序 | 烧成气氛相对于成型体中心部的温度差(Max) | 裂纹发生率(%) | 裂纹发生位置 | |
| 比较例6 | 3 | 15 | No.2 | -200℃ | 100 | 中心部附近 |
| 比较例7 | 15 | 15 | No.2 | -180℃ | 100 | 中心部附近 |
| 实施例7 | 28 | 15 | No.2 | -50℃ | 0 | - |
(实施例8、9)
除了以表1所示的升温程序No.2进行烧成、采用相对于堇青石化原料100质量份,分别含有5.0质量份、10质量份的碳(平均粒径53微米)的原料以及分别制造表2所示的体积(3L(尺寸:φ150mm×L150mm)、15L(尺寸:φ250mm×L300mm)的蜂窝状结构体以外,与实施例1同样,制造蜂窝状结构体。制造条件和评价结果与实施例7一起在表4中表示。而且,图10示出了成型体中心部和烧成气氛的升温状态。
表4
| 体积(L) | 碳添加量(质量份) | 升温程序 | 烧成气氛相对于成型体中心部的温度差(Max) | 裂纹发生率(%) | 裂纹发生位置 | |
| 实施例8 | 3 | 5 | No.2 | -150℃ | 0 | 中心部附近 |
| 实施例9 | 15 | 10 | No.2 | -120℃ | 0 | - |
| 实施例7 | 28 | 15 | No.2 | -50℃ | 0 | - |
(评价)
如表3和图9所示,使碳的添加量恒定为15质量%,将成型体的体积分别为3L、15L、28L的成型体以升温程序2(在400~1200℃内的升温速度20℃/小时)进行烧成时,在烧成最大的成型体(体积为28L)的实施例7中,得到的蜂窝状结构体100个上全部都没有产生裂纹,烧成最小的成型体(体积3L)的比较例6和烧成中间成型体(体积为15L)的比较例7中,得到的蜂窝状结构体100个上都产生了裂纹,裂纹发生率为100%。
与此不同,如图4和图10所示,关于最小的成型体(体积3L),碳添加量减少至5质量%的实施例8,关于中间尺寸的成型体(体积15L),碳的添加量为中间量10质量%的实施例9,以及关于最大的成型体(体积为28L),碳的添加量最多,为15质量%的实施例7,分别在400~1200℃范围内以升温速度20℃/小时进行烧成,结果在每个制造方法中,制造的蜂窝状结构体100个中都没有产生裂纹,裂缝发生率为0%。
发明效果
如以上所说明的,根据本发明的多孔陶瓷结构体的制造方法,不仅制造低气孔率,即使制造高气孔率的陶瓷结构体的情况下,也能够通过烧成制造不产生裂纹的多孔陶瓷结构体。特别是,对于控制特定的造孔剂的添加量的方法,可以将体积等不同的成型体在同一烧成工序中不产生裂纹的情况下制成高气孔率的多孔陶瓷结构体,能够提供生产效率上极为有利的制造方法。本发明的制造方法,适用作为制造低气孔率的陶瓷蜂窝状结构体的制造方法,特别适合作为高气孔率的陶瓷蜂窝状结构体的制造方法。
Claims (6)
1、一种多孔陶瓷结构体的制造方法,其特征在于,该方法是采用以陶瓷原料为主成分并含有造孔剂的原料制作成型体并将该成型体干燥、烧成的多孔陶瓷结构体的制造方法,在烧成该成型体时,一边使烧成气氛的温度在该成型体的至少一部分发生烧成收缩的温度范围内与该成型体中心部的温度实质上同步,一边进行升温,一边将烧成气氛的温度相对于该成型体中心部温度的差控制在-150~+50℃的范围,一边进行升温。
2、权利要求1记载的多孔陶瓷结构体的制造方法,其特征在于,该方法是采用以堇青石化原料为主成分并含有造孔剂的原料制作成型体并将该成型体干燥、烧成的多孔陶瓷结构体的制造方法,在烧成该成型体时,一边将烧成气氛的温度在该成型体的至少一部分为800~1200℃的温度范围内相对于该成型体中心部温度的差控制在-150~+50℃的范围,一边进行升温。
3、权利要求2记载的多孔陶瓷结构体的制造方法,其特征在于,上述成型体含有相对于堇青石化原料100质量份为5~25质量份的碳,并且含有相对于堇青石化原料100质量份为1~5质量份的上述可发泡树脂或者已发泡的泡沫树脂。
4、权利要求2记载的多孔陶瓷结构体的制造方法,其中,使上述烧成气氛的温度在温度为400~1200℃的范围内以10~80℃/小时的速度升高。
5、权利要求2记载的多孔陶瓷结构体的制造方法,其中,烧成上述成型体时的气氛在温度为400~1200℃的范围内具有有7~17体积%的氧。
6、权利要求2记载的多孔陶瓷结构体的制造方法,其中,上述多孔陶瓷结构体是蜂窝状结构体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002012115A JP2003212672A (ja) | 2002-01-21 | 2002-01-21 | 多孔質セラミックス構造体の製造方法 |
| JP12115/2002 | 2002-01-21 | ||
| JP12115/02 | 2002-01-21 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1434000A CN1434000A (zh) | 2003-08-06 |
| CN1268585C true CN1268585C (zh) | 2006-08-09 |
Family
ID=27649409
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB031017320A Expired - Lifetime CN1268585C (zh) | 2002-01-21 | 2003-01-21 | 多孔陶瓷结构体的制造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20030151155A1 (zh) |
| JP (1) | JP2003212672A (zh) |
| CN (1) | CN1268585C (zh) |
| BE (1) | BE1017933A3 (zh) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4222600B2 (ja) * | 2003-01-07 | 2009-02-12 | 日本碍子株式会社 | セラミックハニカム構造体の焼成方法 |
| JP2004315346A (ja) * | 2003-03-28 | 2004-11-11 | Ngk Insulators Ltd | ハニカム構造体 |
| US7897099B2 (en) * | 2004-01-13 | 2011-03-01 | Ngk Insulators, Ltd. | Method for producing honeycomb structure |
| JPWO2005068396A1 (ja) * | 2004-01-13 | 2007-12-27 | 日本碍子株式会社 | ハニカム構造体及びその製造方法 |
| US20070082174A1 (en) * | 2004-03-23 | 2007-04-12 | Ngk Insulators, Ltd. | Honeycomb structure and method for manufacturing the same |
| US20050218543A1 (en) * | 2004-03-31 | 2005-10-06 | Ngk Insulators, Ltd. | Method of controlling pore characteristics of porous structure |
| JPWO2006006667A1 (ja) | 2004-07-14 | 2008-05-01 | 日本碍子株式会社 | 多孔質ハニカム構造体の製造方法 |
| WO2006030811A1 (ja) * | 2004-09-14 | 2006-03-23 | Ngk Insulators, Ltd. | 多孔質ハニカムフィルター |
| JP5217091B2 (ja) | 2005-01-28 | 2013-06-19 | 独立行政法人産業技術総合研究所 | セラミック体、触媒担持能を有するセラミック担体、セラミック触媒体及びその製造方法 |
| CN100391900C (zh) * | 2005-01-28 | 2008-06-04 | 余国良 | 一种陶瓷制品的成形方法及其生产设备 |
| WO2006130759A2 (en) * | 2005-05-31 | 2006-12-07 | Corning Incorporated | Aluminum titanate ceramic forming batch mixtures and green bodies including pore former combinations and methods of manufacturing and firing same |
| US7575618B2 (en) * | 2006-03-30 | 2009-08-18 | Corning Incorporated | Reactive binders for porous wall-flow filters |
| JP2007277037A (ja) | 2006-04-05 | 2007-10-25 | National Institute Of Advanced Industrial & Technology | セラミック体、セラミック触媒体及びその製造方法 |
| US20070281127A1 (en) * | 2006-05-30 | 2007-12-06 | Monika Backhaus-Ricoult | Cordierite formation |
| JP4650392B2 (ja) * | 2006-10-31 | 2011-03-16 | 株式会社デンソー | ハニカム成形体の焼成方法 |
| JP2008110896A (ja) * | 2006-10-31 | 2008-05-15 | Denso Corp | セラミックハニカム構造体の製造方法 |
| US7767257B2 (en) * | 2007-05-31 | 2010-08-03 | Corning Incorporated | Method for preparing a porous inorganic coating on a porous support using certain pore formers |
| JP5502728B2 (ja) * | 2007-05-31 | 2014-05-28 | コーニング インコーポレイテッド | 細孔形成体によるチタン酸アルミニウムセラミック形成バッチ混合物および未焼成体 |
| JP4574693B2 (ja) * | 2008-03-28 | 2010-11-04 | 日本碍子株式会社 | ハニカム構造体の製造方法 |
| US8444737B2 (en) * | 2009-02-27 | 2013-05-21 | Corning Incorporated | Ceramic structures and methods of making ceramic structures |
| US9097463B2 (en) | 2010-02-23 | 2015-08-04 | Ngk Insulators, Ltd. | Housing for heating and use method of the same, heating jig and use method of the same, and operation method of heating device |
| JP5554085B2 (ja) * | 2010-02-23 | 2014-07-23 | 日本碍子株式会社 | 加熱装置の運転方法 |
| US9464004B2 (en) * | 2011-02-28 | 2016-10-11 | Corning Incorporated | Method for manufacturing ceramic honeycombs with reduced shrinkage |
| US8696962B2 (en) * | 2011-09-16 | 2014-04-15 | Corning Incorporated | Methods for reducing defects in ceramic articles and precursors |
| DE102011054640A1 (de) | 2011-10-20 | 2013-04-25 | Hans Lingl Anlagenbau Und Verfahrenstechnik Gmbh & Co. Kg | Aufwärmverfahren und Brennofen |
| US9259727B2 (en) * | 2012-10-23 | 2016-02-16 | Institute of Nuclear Energy Research, Atomic Energy Council, Executive Yuan, R.O.C. | Method of modifying nano-porous gas-reforming catalyst with high-temperature stability |
| US9133062B2 (en) * | 2012-11-21 | 2015-09-15 | Corning Incorporated | Method of firing cordierite bodies |
| CN103623711B (zh) * | 2013-11-01 | 2015-09-30 | 郭庆 | 一种中空平板结构过滤陶瓷膜元件制备方法 |
| CN104258737B (zh) * | 2014-09-10 | 2016-01-27 | 山东工业陶瓷研究设计院有限公司 | 大尺寸薄壁中空平板陶瓷膜的制备方法 |
| CN106334443A (zh) * | 2016-09-21 | 2017-01-18 | 东莞市联洲知识产权运营管理有限公司 | 一种焦炉烟气低温脱硫脱硝工艺 |
| EP3632881A4 (en) * | 2017-05-22 | 2021-03-03 | Hangzhou Erran Technology Co. Ltd. | BIOLOGICALLY ACTIVE NANO-OXIDE CERAMIC FILM |
| CN109734415A (zh) * | 2019-03-19 | 2019-05-10 | 长沙理工大学 | 一种燃气具用红色多孔陶瓷炉头的制备方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0745348B2 (ja) * | 1988-02-10 | 1995-05-17 | 日本碍子株式会社 | セラミックハニカム構造体の焼成法 |
| US5256347A (en) * | 1988-02-25 | 1993-10-26 | Ngk Insulators, Ltd. | Method of firing ceramic honeycomb structure |
| US5592686A (en) * | 1995-07-25 | 1997-01-07 | Third; Christine E. | Porous metal structures and processes for their production |
| BR9814753A (pt) * | 1997-12-02 | 2000-10-03 | Corning Inc | Forno em túnel para queima de corpos alveolares cerâmicos |
| KR20010032704A (ko) * | 1997-12-02 | 2001-04-25 | 알프레드 엘. 미첼슨 | 세라믹 허니컴 바디의 소성방법 |
| JP3434197B2 (ja) * | 1998-04-03 | 2003-08-04 | 三菱重工業株式会社 | オゾン吸着剤、オゾン吸着用成形体及びその製造方法 |
| JP3949453B2 (ja) * | 2000-02-18 | 2007-07-25 | 日本碍子株式会社 | セラミックス構造体の製造方法 |
-
2002
- 2002-01-21 JP JP2002012115A patent/JP2003212672A/ja active Pending
- 2002-12-30 US US10/330,238 patent/US20030151155A1/en not_active Abandoned
-
2003
- 2003-01-17 BE BE2003/0040A patent/BE1017933A3/fr not_active IP Right Cessation
- 2003-01-21 CN CNB031017320A patent/CN1268585C/zh not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003212672A (ja) | 2003-07-30 |
| CN1434000A (zh) | 2003-08-06 |
| BE1017933A3 (fr) | 2009-12-01 |
| US20030151155A1 (en) | 2003-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1268585C (zh) | 多孔陶瓷结构体的制造方法 | |
| CN1224594C (zh) | 多孔蜂窝结构体、其用途及其制造方法 | |
| CN100341623C (zh) | 陶瓷蜂窝构造体及其制造方法、及其制造中所用的涂材 | |
| CN1248765C (zh) | 蜂窝过滤器及其制造方法 | |
| CN1210835A (zh) | 烧成时间显著缩短的堇青石物体的制备方法 | |
| KR100636727B1 (ko) | 다공질 세라믹스체의 제조 방법 | |
| CN1289442C (zh) | 陶瓷蜂窝状结构体的烧成方法 | |
| CN1824628A (zh) | 孔格封闭蜂窝结构体的制造方法及孔格封闭蜂窝结构体 | |
| CN1210836A (zh) | 快速焙烧堇青石物体的方法 | |
| CN1419469A (zh) | 多孔质蜂窝状过滤器及其制造方法 | |
| CN1824629A (zh) | 陶瓷结构体的制造方法 | |
| JP2010001184A (ja) | 排ガスフィルタの製造方法 | |
| EP3292090B1 (en) | Method of firing a ceramic honeycomb body | |
| CN1880271A (zh) | 一种清洁的轻质蜂窝陶瓷抗热震炉头及其制造方法 | |
| CN1269772C (zh) | 蜂窝状成形体的制造方法及蜂窝状结构体 | |
| CN1061330C (zh) | 耐磨烧结型锆刚玉复合材料及其生产方法 | |
| US20150352748A1 (en) | Method and system for crack-free drying of high strength skin on a porous ceramic body | |
| CN101048352A (zh) | 蜂窝结构体的制造方法以及蜂窝结构体 | |
| JP2010201923A (ja) | ハニカム構造体の製造方法 | |
| KR101351468B1 (ko) | 디젤 입자 필터의 제조방법 및 그 제조방법으로 제조된 디젤 입자 필터 | |
| EP2922804B1 (en) | Method of firing cordierite bodies | |
| WO2012039363A1 (ja) | グリーンハニカム成形体の乾燥装置及び乾燥方法、並びにセラミクスハニカム構造体の製造方法 | |
| CN101157545A (zh) | 向多晶氧化铝陶瓷中掺杂的方法 | |
| CN1134380C (zh) | 烧结锆莫来石砖的制备方法 | |
| JP2008229872A (ja) | 乾燥セラミック成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term | ||
| CX01 | Expiry of patent term |
Granted publication date: 20060809 |