CN1236908C - 多层擦拭装置 - Google Patents
多层擦拭装置 Download PDFInfo
- Publication number
- CN1236908C CN1236908C CNB02815018XA CN02815018A CN1236908C CN 1236908 C CN1236908 C CN 1236908C CN B02815018X A CNB02815018X A CN B02815018XA CN 02815018 A CN02815018 A CN 02815018A CN 1236908 C CN1236908 C CN 1236908C
- Authority
- CN
- China
- Prior art keywords
- layer
- synusia
- ground floor
- perforate
- bond locations
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 claims abstract description 119
- 239000000835 fiber Substances 0.000 claims description 46
- 229920002678 cellulose Polymers 0.000 claims description 22
- 239000001913 cellulose Substances 0.000 claims description 22
- 239000000853 adhesive Substances 0.000 claims description 17
- 230000001070 adhesive effect Effects 0.000 claims description 17
- 229920001169 thermoplastic Polymers 0.000 claims description 14
- 239000004416 thermosoftening plastic Substances 0.000 claims description 14
- 239000010410 layer Substances 0.000 description 126
- 239000002648 laminated material Substances 0.000 description 20
- 238000000034 method Methods 0.000 description 13
- 238000010521 absorption reaction Methods 0.000 description 9
- 239000004744 fabric Substances 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000000203 mixture Substances 0.000 description 8
- 230000009286 beneficial effect Effects 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 6
- 239000000155 melt Substances 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 239000011121 hardwood Substances 0.000 description 5
- 238000003475 lamination Methods 0.000 description 5
- -1 polypropylene Polymers 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000004140 cleaning Methods 0.000 description 4
- 239000011162 core material Substances 0.000 description 4
- 239000007799 cork Substances 0.000 description 4
- 238000004049 embossing Methods 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 239000011229 interlayer Substances 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 229920003043 Cellulose fiber Polymers 0.000 description 3
- 229920001131 Pulp (paper) Polymers 0.000 description 3
- 229920002472 Starch Polymers 0.000 description 3
- 230000002745 absorbent Effects 0.000 description 3
- 239000002250 absorbent Substances 0.000 description 3
- 238000003490 calendering Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000002209 hydrophobic effect Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000002356 single layer Substances 0.000 description 3
- 239000008107 starch Substances 0.000 description 3
- 235000019698 starch Nutrition 0.000 description 3
- 229920002955 Art silk Polymers 0.000 description 2
- 241000218631 Coniferophyta Species 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 239000002657 fibrous material Substances 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000011343 solid material Substances 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 241000609240 Ambelania acida Species 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 206010016322 Feeling abnormal Diseases 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 241000218922 Magnoliophyta Species 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 240000002853 Nelumbo nucifera Species 0.000 description 1
- 235000006508 Nelumbo nucifera Nutrition 0.000 description 1
- 235000006510 Nelumbo pentapetala Nutrition 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 239000010905 bagasse Substances 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000009954 braiding Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000004069 differentiation Effects 0.000 description 1
- 235000011194 food seasoning agent Nutrition 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 239000012982 microporous membrane Substances 0.000 description 1
- 230000005012 migration Effects 0.000 description 1
- 238000013508 migration Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 230000035807 sensation Effects 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/425—Cellulose series
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/559—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving the fibres being within layered webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/06—Vegetal fibres
- B32B2262/062—Cellulose fibres, e.g. cotton
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
- Y10T428/234—Sheet including cover or casing including elements cooperating to form cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
- Y10T428/24331—Composite web or sheet including nonapertured component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/2481—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including layer of mechanically interengaged strands, strand-portions or strand-like strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24826—Spot bonds connect components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/249921—Web or sheet containing structurally defined element or component
- Y10T428/249924—Noninterengaged fiber-containing paper-free web or sheet which is not of specified porosity
- Y10T428/249933—Fiber embedded in or on the surface of a natural or synthetic rubber matrix
- Y10T428/249939—Two or more layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/668—Separate nonwoven fabric layers comprise chemically different strand or fiber material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/659—Including an additional nonwoven fabric
- Y10T442/671—Multiple nonwoven fabric layers composed of the same polymeric strand or fiber material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/69—Autogenously bonded nonwoven fabric
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Laminated Bodies (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Orthopedics, Nursing, And Contraception (AREA)
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
Abstract
多层制品,其包括粘合在一起的第一和第二层。所述第一层包括两个层片和两个层片之间的第三材料。该两个层片在多个离散粘合位置粘合在一起。层片的粘合在层片之间形成一个内部区域。第一层的第三材料设置在层片之间并基本填充内部区域。所述第三材料具有至少一个与所述第一或第二层片不同的材料特性,所述材料特性选自:热特性、伸长特性、弹性特性或传导特性,所述第三材料基本填充所述内部区域;第三材料在与所述粘合位置重合的区域开孔,这样所述第一和第二层片通过所述开孔连接在一起;制品的第二层包括纤维素网。
Description
相关申请的交叉参考
本申请要求于2001年7月30日提交的美国临时申请60/308,749的优先权。
发明领域
一种多层制品。更具体地讲,一种具有至少一层吸收性纤维素网和至少一层多层片层压材料的制品,所述多层片层压材料具有至少三个层片,包括一个开孔的中间层片。
发明背景
通过将离散网以层叠关系连接来形成层压制品在本领域是为人所熟知的。层压制品包括相异的层压材料。所述材料可以具有相异的机械拉伸特性、热特性或视觉/触觉特性。例如,无纺织网可以与具有相对刚性的织物连接以便为织物提供柔软的表面感觉。
相异的材料可通过热粘合、胶粘合、超声键合等方法连接。粘合方法经常由材料本身决定,并且经常要求粘合剂粘合。例如,具有广泛不同的溶融特性的层压材料可能要求在层压材料层之间有一粘合剂层。甚至具有类似溶融特性的层压材料,如无纺和热塑性薄膜材料,也经常使用粘合剂连接以获得适当的粘合,从而避免不必要的分层。尽管粘合剂可能是必要的,但这种加工方法由于添加粘合剂而变得昂贵,而且取决于所添加的层压材料和粘合剂的含量,所得层压材料也经常相对较硬。
层压材料通常旨在连接不同组成层的各种特性以获得协同有益效果。例如,多层无纺层压制品可以用作无纺网如织网的替代品。已知,网包括一层热塑性人造纤维和一层纤维质基质的纤维。纤维质基质的纤维作为以一定的间隔热粘合于热塑性人造纤维层公开。然而,欲获得所需的粘合,似乎所有层之间的热粘合是必要的。
授予Haq等人的欧洲专利EP-A-112,654公开了一种层压材料,该层压材料包括两个无纺织物的薄层或中间夹有一种实芯材料的薄层,该实芯材料可以是高度多孔的,任选包含液体的聚合物。两个外薄层通过多个小的间隔开的粘合位置,例如点焊相互粘合在一起,而与芯材料无关。优选地,芯材料为连续薄层形式,并被穿孔以配合粘合位置。然而,似乎其将产生一个将所述芯材料对齐以粘合穿过外层的严重的加工问题。
无纺织网作为一次性消费品,如尿布,失禁短裤、训练裤、女性卫生用品等,以及擦拭物,如一次性湿擦试软纸的组分是有益的。然而,当单独使用时,该类无纺物由于已知制造方法的限制,尤其是与织成的或编织的材料相比,其有益特性,包括视觉、触觉、强度或吸收特性的范围受到限制。重要地是,由于加工限制,包括不相容的材料(如热相异的材料),成本考虑(如粘合层压材料的成本)或触觉特性(如柔软性和视觉美观性)的原因,用于一次性消费品的无纺织网层压材料因此受到了限制。
具有至少三层的层压材料也是本领域已知的,该三层的层压材料的最外层通过在粘合剂过程中在中间或内层(一层或多层)形成的孔相互粘合。取决于为外层和内层所选择的材料,该层压材料可具有各种不同的可能的特性。通过使用无纺外层来获得柔软的布样手感,以及通过使用类似BOUNTY牌纸巾的纤维质的中间层来增加吸收性是可能的。然而,由于所述层在外层之间的粘合位置处具有开孔,内层的连续性被打断。
因此,希望获得具有相异材料特性,并且不依赖于每个组成层的热能力来获得结构完整性的层压制品。
此外,希望获得既包括无纺织网又包括纤维素网的层压制品。
此外,希望获得不使用粘合剂将组成层连接在一起而形成的层压网。
还有,希望一种连接了无纺层的柔软性和耐久性和连续纤维质层的吸收性的多层网。
发明概述
一次性多层制品,该制品具有柔软性、吸收性和足以经受清洗的耐久性。该制品包括相互粘合在一起的至少第一层和第二层。所述第一层还包括第一层片、第二层片和第三材料。第一和第二层片在多个离散粘合位置以面对面的关系连接。第一和第二层片在它们之间形成了一个基本由所述第三材料填充的内部区域。
第三材料具有至少一个与第一或第二层片不同的材料特性,所述材料特性选自:热特性、伸长特性、弹性特性或传导特性。第三材料可以是纤维素网。第三材料在与第一和第二层片的粘合位置重合的区域具有开孔。第一和第二层片通过开孔相互连接在一起。
第二层包括纤维素网,该网还可包括多个层片。可包括与第一层相似或完全相同的第三层。
由此本发明公开了一种多层制品,所述多层制品包括:第一层,所述第一层还包括:第一层片;与所述第一层片在多个离散的粘合位置以面对面的关系连接的第二层片,所述第一和第二层片在它们之间形成内部区域;设置在所述第一和第二层片之间的第三材料,所述第三材料具有至少一个与所述第一或第二层片不同的材料特性,所述材料特性选自:热特性、伸长特性、弹性特性或传导特性,所述第三材料基本填充所述内部区域;和在与所述粘合点重合的区域开孔的第三材料,这样所述第一和第二层片通过所述开孔连接;第二层,所述第二层还包括连续的纤维素网;第三层,所述第三层还包括:第一层片;与所述第一层片在多个离散的粘合位置以面对面的关系连接的第二层片,所述第一和第二层片在它们之间形成内部区域;设置在所述第一和第二层片之间的第三材料,所述第三材料具有至少一个与所述第一或第二层片不同的材料特性,所述材料特性选自:热特性、伸长特性、弹性特性或传导特性,所述第三材料基本填充所述内部区域;和在与所述粘合点重合的区域开孔的第三材料,这样所述第一和第二层片通过所述开孔连接在一起;其中所述第二层设置在所述第一层和所述第三层之间;其中所述第一层粘合于所述第二层,且所述第二层粘合于所述第三层。
根据本发明的一方面,所述第一层的第三材料和所述第三层的第三材料是纤维质的。
根据本发明的一方面,所述第一、第二和第三层在离散粘合点的预定图案处连接。
根据本发明的一方面,a)所述第一层和第三层的第一和第二层片还包括热塑性纤维;b)所述第一、第二和第三层无需添加粘合剂即可热粘合。
根据本发明的一方面,所述第一层具有开孔。
根据本发明的一方面,所述第一层的第三材料是纤维素网。
根据本发明的一方面,a)所述第一层和所述第三层的第一和第二层片还包括热塑性纤维;b)所述第一、第二和第三层无需添加粘合剂即可热粘合。
根据本发明的一方面,所述第一层和所述第二层在离散粘合位置的预定图案处连结在一起。
本发明的另外一方面公开了一种多层制品,所述多层制品包括:第一层,所述第一层还包括:a)第一层片;b)与所述第一层片在多个离散的粘合位置以面对面的关系连接的第二层片,所述第一和第二层片在它们之间形成内部区域;c)设置在所述第一和第二层片之间的第三材料,所述第三材料具有至少一个与所述第一或第二层片不同的材料特性,所述材料特性选自:热特性、伸长特性、弹性特性或传导特性,所述第三材料基本填充所述内部区域;和d)在与所述粘合点重合的区域开孔的第三材料,这样所述第一和第二层片通过所述开孔连结;其中所述第一层具有开孔;第二层,所述第二层还包括连续的纤维素网;第三层,所述第三层还包括:a)第一层片;b)与所述第一层片在多个离散的粘合位置以面对面的关系连接的第二层片,所述第一和第二层片在它们之间形成内部区域;c)设置在所述第一和第二层片之间的第三材料,所述第三材料具有至少一个与所述第一或第二层片不同的材料特性,所述材料特性选自:热特性、伸长特性、弹性特性或传导特性,所述第三材料基本填充所述内部区域;和d)在与所述粘合点重合的区域开孔的第三材料,这样所述第一和第二层片通过所述开孔连接;其中所述第三层具有开孔;其中所述第二层设置在所述第一层和所述第三层之间;其中所述第一层粘合于所述第二层,且所述第二层粘合于所述第三层。
根据本发明的一方面,所述第一层的第三材料和所述第三层的第三材料是纤维质的。
根据本发明的一方面,所述第一、第二和第三层在离散粘合位置的预定图案处连接。
根据本发明的一方面,a)所述第一层和所述第三层的第一和第二层片还包括热塑性纤维;b)所述第一、第二和第三层无需添加粘合剂即可热粘合。
附图概述
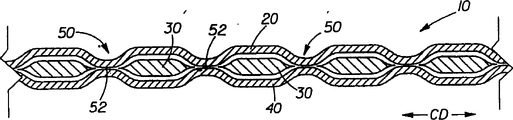
图1是本发明的层压制品的一个实施方案的透视图。
图2是图1所示的层压制品的第一层的实施方案的横截面视图。
图3是本发明的第一层的一个粘合位置的放大详图。
图4A是本发明的一个实施方案中的一个粘合位置的放大平面图。
图4B是本发明的一个实施方案中的粘合位置图案一部分的平面图。
图5是本发明的层压制品的制作方法的示意图。
图6是溶融粘合压光装置的透视图。
图7是本发明的层压制品的横截面视图。
图8是本发明的第一层的另一个实施方案的顶部平面图。
图9是图8所示的第一层的一部分的横截面视图。
发明详述
多层制品包括至少第一层和第二层。该些层在一个或多个粘合位置以面对面的关系粘合。(一个或多个)粘合位置包括位于该制品面上的宏观图案。
该图案可包括沿制品的边缘粘合以及横穿制品的内面设置。制品的边缘被认为是自制品的周边向内延伸约一英寸(25mm)的制品的区域。制品区域的剩余部分被认为是制品的内面。沿边缘进行粘合可防止制品在边缘处分层。分层,或制品的层的分离,降低了制品的一体感,因而是不受欢迎的。
各层可以连续相互粘合。连续粘合的一个实施例是具有在边缘处沿制品的整个周边不间断地延伸的粘合的制品。
不同的层也可使用包括多个离散粘合位置的图案来粘合。粘合位置的形状对于本发明并不重要。已发现,正方形、椭圆形、圆形、三角形、线段和弧段都可以产生可接受的制品。制品的粘合位置的面积必须大于第一层的粘合位置。据信,小于第一层的粘合位置的制品粘合位置将产生穿过第一层的开孔,小于第一层的粘合位置与第一层的粘合位置重合。在该示例中,第一和第二层之间不会发生粘合。
本文中使用的制品的粘合面积定义为位于第一和第二层之间的所有粘合位置的面积的总和除以制品的总面积。粘合面积用百分数表示。例如,面积为65平方厘米(10平方英寸)的制品,其中不同层之间的所有粘合位置的面积的总和为6.5平方厘米(1平方英寸)具有10%的粘合面积。第一层的第一和第二层片之间的粘合位置未包括在该计算公式中。
更大的粘合面积导致更一体化的制品。更大的粘合面积也将通过降低制品的大部分的厚度来降低制品的总体吸收能力。更大的粘合面积也将增加制品的刚性和降低制品的柔软性。这是因为在粘合位置区域,制品的第一和第二层的表面特性被降低或更改。第一层的纤维的溶融降低了制品的柔软性,第二层的厚度的减少降低了制品的吸收能力。
仅在边缘粘合的制品的粘合面积可低至2%。在整个内面以及在边缘粘合的制品的粘合面积可高达60%。其具有柔软性和吸收性并具有布样感觉的该制品的一个特定实施方案的粘合面积介于3%和10%之间。该实施方案中的实际粘合面积取决于沿边缘粘合的大小和数量。
贯穿制品整个内部设置的粘合位置为制品提供结构一体性。这些点为制品提供更强的一体性手感,其更象纺织品或布样手感。内部粘合位置的图案对于本发明并不重要,任何可产生所希望的一体感水平而不会降低制品的吸收能力或柔软感的图案都可以使用。也可以使用几何规则图案或不规则图案。包括系列离散粘合位置和任意形状的任意形状的图案也可以使用。
图4A和4B图示了本发明的一个实施方案的粘合位置形状和粘合位置图案。在该实施方案中,尺寸300和400为约0.3125英寸(8mm)。该实施方案中的粘合位置以横穿制品内面的图案方式排列,与图4B所示类似。在该图案中,粘合位置居中,其间距为约0.5英寸(12.5mm)。图案中点的行和列的间距为约二至三英寸(50至75mm)。在该实施方案中,沿制品的边缘使用一个类似形状但更大的粘合位置。该更大的粘合位置的尺寸300和400为约0.5英寸(12.5mm),且所述点居中,其间距为约0.625英寸(16mm)。
使用连续和离散粘合保持了不同层的连续性。尽管降低了第二层在粘合位置处的厚度,但并没有消除层的吸收能力。不同层未被刺破并保持它们的连续性。对于纤维质的第二层,该连续性允许被吸收的流体容易地移动穿过整个层片。流体的该易迁移性对于保持纤维素网和制品的吸收速率具有重要性。
第一层:
本发明的第一层可根据Curro等人提交于2000年12月20日的美国专利申请09/089,356.1中公开的内容制造,所述申请引入本文以供参考。
本发明的第一层10包括至少三个层片,所述三个层片以层叠和面对面的关系设置,如图2所示。层片应足够薄以便可根据本文描述的方法加工,但实际厚度(即,厚度)被认为具有限制性。第一外层片20优选为热粘合的,并且可以为无纺织网,该无纺织网包括足量的热塑性材料,层片具有预定延伸性和断裂伸长量。“足量”是指在热和/或压力作用下能够进行热粘合以产生一体层的热塑性材料的量。第二外层片40优选为与第一外层片20相同的材料,但也可以是不同的材料,也可以热粘合,并具有预定延伸性和断裂伸长量。
除了热塑性无纺材料外,第一层的外层片还可以包括聚合物膜,例如聚烯烃(如,PP或PE)薄膜。如果整个外层片不是均匀地为热塑性,至少足以影响溶融的量必须是热塑性的。可以在外层中使用共轭纤维,例如双组分纤维,来方便外层的热粘合。第一层的外层片可以包括成型薄膜,如具有下列专利中描述的微孔的成型薄膜:普通转让的美国专利4,629,643;1986年12月16日授予Curro等人;和4,609,518,1986年9月2日授予Curro等人;两个专利均引入本文以供参考。
无纺外层片可以为弹性的、高度弹性的或无弹性的。无纺层片可以为任意可溶融的,包括纺粘层片、熔吹层片,或粘合梳理层片。如果无纺层片是熔吹纤维网,它可以包括熔吹微纤维。无纺层片可由纤维成型聚合物,例如聚烯烃制造。示例性的聚烯烃包括一种或多种聚丙烯、聚乙烯、乙烯共聚物、丙烯共聚物和丁烯共聚物。无纺层片也可以包括合成纤维质纤维,或挤出的淀粉纤维。无纺层片的基重可以为约10至约90克/平方米(gsm),或在另一个实施方案中为约15至约30gsm。
无纺外层片本身可以是多层材料,例如具有至少一层纺粘网与至少一层熔吹网、粘合粗梳网,或其它合适的材料连接。例如,无纺层片可以是多层网,其具有基重为约7至约270克/平方米(约0.2至约8盎司/平方码)的纺粘聚丙烯第一层,基重为约7至约135克/平方米(约0.2至约4盎司/平方码)的熔吹聚丙烯层片,和基重为约7至约270克/平方米(约0.2至约8盎司/平方码)的纺粘聚丙烯第二层片。可供选择地,无纺层片可以是单层材料,如,例如基重为约7至约340克/平方米(约0.2至约10盎司/平方码)的纺粘层片,或基重为约7至约270克/平方米(约0.2至约8盎司/平方码)的熔吹层片。
无纺外层片也可以是由两种或多种不同纤维的混合物或纤维与颗粒的混合物组成的复合材料。这类混合物可以通过将纤维和/或颗粒添加至气流来形成,在气流中熔吹纤维或纺粘纤维被携带以便在收集纤维之前,纤维与其它材料(例如,木浆、短纤维、合成纤维、淀粉纤维和颗粒)发生紧密的缠绕的共混合。在加工之前,纤维的无纺网外层片可以通过粘合连接来形成共聚网结构。合适的粘合技术包括,但不限于,化学粘合、热粘合,如点压光、水包围和缝纫。
至少一个第三中间层片30设置在两个外层片之间。第一层10通过连接方式,如超声焊接或热压光来加工以提供多个能够与外层片20和40耦合的溶融粘合位置50,由此将组成层片形成一体层。当连接到一起后,两个外层片在它们之间形成一个内部区域。内部区域为环绕粘合位置50的外层片之间的空间。在一个实施方案中,中间层片30基本填充内部区域,中间层片30被开孔并与粘合位置50重合。
尽管第一层10主要在无纺层片和复合材料的上下文的情况下公开,但原则上第一层10可以由满足本发明中所公开的要求(如,溶融特性,伸长性)的任何材料制造。例如,外层片20和40可以为热塑性薄膜、微孔薄膜、开孔薄膜等等。中间层片30可以是纸,包括面巾纸,金属,包括金属箔;其它非热塑性网材料,纺织物,等等。一般来说,要求外层片材料具有足够的柔韧性以能够进行本发明所述的加工。
无开孔的实施方案
在一个实施方案中,如图2的断面所示,中间层片30可以开孔,但不在两个外层片上开孔,以提供三个层片的层压材料,该层压材料的特征在于第一层10(整体上)为无开孔,而中间层片30为有开孔。重要的是,第一层的制造无需将层片和材料对准以确保穿过中间层片30的孔的外层片的粘合。描述上述层10的实施方案的一种方式是一体层10,当用裸眼在约50cm的距离以垂直角度观看时,呈现出在整个层压材料上无开孔或穿孔,但粘合位置50仍然可见。
如图2所示,选择中间层片30,这样当层10的组成层片被加工时,位于溶融粘合位置50区域的中间层片30的某些部分会分离以允许第一外层片20在溶融粘合位置50和在两种材料52的界面直接溶融粘合到第二外层片40上。因此,通过位移在层压步骤中形成中间层片30中的开孔。以这种方式,中间层片30可作为无开孔的层片提供,从而避免了在层压时将开孔与粘合位置对齐的复杂对准步骤。此外,第三材料30不必与外层片20和40具有热相容性,甚至不必具有熔点。其只需在加工设备施加的力的作用下可以位移。因此,一种描述本发明的第一层的方式是将中间层片材料与第一或第二层片材料进行区分,即中间层片材料具有至少一个与第一或第二层片材料不同的材料特性(热特性,或伸长特性)。所谓“热特性”主要是指热溶融特性,这样中间层片没有熔点,或如果有熔点,优选高于两个外层片中的任何一个约10摄氏度,更优选高于约20摄氏度,也可以高于两个外层片中任何一个100摄氏度。所谓“伸长特性”是指在张力下中间层片的材料呈现出少于两个外层片中任何一个至少10%、更优选50%、最大100%的断裂伸长量。因此,中间层片具有延伸性,而两个外层片中的任何一个可具有高度延伸性。
这种层压网的优点是在一些实施方案中,例如,对于实芯中间层片30材料(即,一个连续薄片,即,基本没有开孔、间隙或其它空隙),其导致一体网,该网具有与外层片20,和40完全、紧密接触的开孔中间层片30。所谓“完全”和“紧密”是指中间层片30填充外层片20和40之间的全部未粘合区域,这样除了在粘合位置50接触外,外层片20和40不会接触。当然,已认识到,许多感兴趣的材料具有显著的空气含量,填充外层片20和40之间的“全部”未粘合区域并不是指除去全部的空气含量。
中间层片30可以涉及或参与外层片20和40之间的粘合。所谓“涉及”是指中间层片在一定程度上可与一个或两个最接近的外层片紧密接触或可能的话部分融合。该涉及是由于在粘合位置50的周边周围的实际粘合(例如,对于热塑性中间层片30),或可能是由于机械互动,如通过缠绕(例如,对于纤维无纺层片之间的纤维质纤维中间层片30),也是在粘合位置50的周边周围。
这种中间层片30的分离可以通过剪切、切割或碎裂中间层片30来发生,使中间层片30的材料发生足够的位移以允许两个外层片20和40的热粘合。因此,必须选择中间层片30来具有允许这种位移的特性。因此,中间层片30应具有一个或多个下列特性:相对较低的延伸性、相对较高的易碎性,或相对较高的易变形性,这样中间层片30的材料可以被“挤压”或被移出热粘合位置50的区域。重要的是,不要求中间层片30熔出热粘合位置的区域。因此,中间层片,取决于所得一体网的所希望的最终结果和目的,可以具有弹性、高度弹性、延伸性或高度延伸性。
不受理论的约束,据信要实现中间层片30的位移和粘合外层片,下文描述的热点压光应形成具有窄宽度W尺寸和高纵横比的热粘合位置。例如,图3显示了具有窄宽度尺寸W和高纵横比即,长度,L,远大于宽度,W的单热粘合位置50的溶融区域。应选择长度L以允许适当的粘合面积,同时宽度W足够的窄,这样用于形成粘合位置的隆起(如下所述)可以在粘合位置区域使用下文所述的方法切割、移位或刺穿中间层片30。宽度W可以介于约0.008cm(0.003英寸)和0.05cm(0.020英寸)之间,但在一个优选的实施方案中,介于约0.01cm(0.005英寸)和0.03cm(0.010英寸)之间,并且取决于中间层片30的特性,也可以进行调节。
据信,溶融粘合位置50的纵横比可以低至约3(即,长/宽比例等于3/1)。其也可以介于约4和20之间。在一个优选的实施方案中,溶融粘合位置50的纵横比为约10。据信,溶融粘合位置50的纵横比仅受压光辊的点粘合隆起的相应纵横比的限制,如下详述。
在一个实施方案中,每个粘合位置的纵向轴,1,其在方向上对应粘合位置50的长度,以规则、重复的图案设置,该图案的方向基本平行于加工方向,MD,如图1所示。但每个粘合位置的纵向轴可以规则、重复的图案设置,该图案定向于交织方向,或随机定向于交织和加工方向的混合方向。例如,粘合位置50可以“人字形”图案设置。
当无纺织网用作第一层10的组成层片时,可以对将外层片20和40粘合在一起的粘合位置50和组成层片本身中可能存在的热粘合位置进行重要区分。例如,无纺织网典型地通过以离散间隔开的熔融粘合区域的规则图案,如授予Hansen等人的美国专利No.3,855,046,和图5中一般性地所示的授予Levy等人的美国专利5,620,779中的图案热粘合来强化。其它薄膜、无纺织网等等出于美学考虑可具有热压花。因此,在一体网10中,可以有许多热粘合位置,一些为粘合位置50,而另一些为例如基础无纺物中的粘合位置。
基础无纺物的粘合位置的纵横比典型地不大于1,这样这些粘合剂典型地在如下所述的拉伸步骤中不在组成层片中形成开孔。此外,这些粘合位置的间距典型地为粘合和未粘合区域的重复图案,该粘合和未粘合区域可能提供或不提供紧挨未粘合区域的加工方向(MD)列。然而,在形成粘合位置50后,不太可能有任何未粘合区域的显著的加工方向列;任何组成无纺织物的总体粘合图案是现有粘合的区域和粘合位置50的组合。这两组粘合位置一起导致粘合位置的复杂图案,该图案可以被描述或不被描述为柱形、规则的或均匀的。
如图2所示,所得的第一层网为其本身是无开孔的层压网10,但中间层片30是开孔的,这些开孔与粘合位置50的区域重合。如上所述,所谓“无开孔的”是指,整体上,层压网10被认为是“无开孔的”。认识到第一层的无开孔层压网10由于材料和加工可变性或层压后处理,可以具有局部切穿,或在粘合位置50处撕裂。理想地是,将整个网的这种切穿最小化或完全消除。同样,已认识到在某些例子中,中间层片30可能不会在粘合位置50的全部位置完全位移,这样,中间层片30的一些局部可能没有开孔(且其它外层片未粘合)。尽管如此,本发明是将层压网10作为整体描述的,因此并不旨在受由于潜在的材料或加工变量造成的偏差或异常的限制。
中间层片30本身不必与外层片热相容。中间层片30甚至不必具有溶融加工性。例如,其可以是纤维质材料,如纸;金属材料,如金属箔;无纺或编织材料,如棉花或人造丝混纺物;或热固性薄膜,或包括淀粉纤维的网。中间层片30可以为具有可加工成开孔层片的适当特性的另一无纺物。如果中间层片30具有溶点,其优选比外层片高至少约10摄氏度,更优选高至少约20摄氏度。然而,中间层片30不必具有熔点,并且可仅在粘合层压材料所要求的压光温度下发生软化。
开孔实施方案
当上述无开孔的热粘合层压材料第一层沿与熔融粘合位置50的纵向轴,1,通常垂直的方向拉伸或延伸的时候,可获得进一步的有益效果。在熔融粘合位置50的熔融粘合倾向于在粘合位置产生所述层的局部弱化部分。因此,由于层10的一些部分沿通常垂直于粘合位置50的纵向轴1的方向延伸,位于粘合位置处的材料在拉力下失效,从而形成开孔。熔融粘合位置50的相对较高的纵横比允许在足够的延伸后形成相对较大的孔。当层10均匀拉伸时,结果获得与熔融粘合位置50的图案对应的多个开孔45的规则图案。
图8显示了本发明第一层的开孔层压材料的部分剖面图示。如图所示,部分剖面允许每个层片在平面图中观看。在热粘合的层压材料沿与熔融粘合位置的纵向轴的垂直方向,在此为交织方向(CD)并在延伸方向具有足够的伸长以形成开孔拉伸后,产生图8所示的第一层10。如图所示,在原来为熔融粘合位置50的位置,由于相对较弱的粘合位置在拉力下失效,从而产生了开孔45。也如图所示,取决于中间层30的材料特性,中间层30可在层压材料10内保持一般均匀地分布。例如,如果中间层30的延伸性大于外层20或40,那末,其将或弹性地或通过塑性变形简单延伸,但在网10的无开孔区域保持基本均匀地分布。例如,如果热塑性薄膜用作中间层30,其将或延伸地或弹性地(取决于薄膜的类型)延伸,但可在,例如,密度或基重方面保持基本均匀。
在开孔45形成后,外层20和40的热粘合部分主要保持在对应粘合位置50的长度尺寸的开孔周边的部分上。因此,并不是每个开孔45都具有热粘合材料的周边,但只有部分保持粘合,如图8的62所示。这种层压网的一个有益特性是一旦开孔,就会方便与中间层的流体流通。因此,吸收性中间层30可在两个相对无吸收性的外层之间使用。
至中间层30涉及或参与的程度,在任何外层20和40之间的粘合中,其也将参与到如图4所示的粘合部分62的剩余部分中。该涉及可能是由于在粘合位置50周边(例如,对于热塑性中间层30)周围的某种程度的实际粘合,或其可能是由于机械相互作用,如缠绕(例如,对于位于纤维无纺层之间的纤维质纤维中间层30)。
第一层也可如图8所示延伸,但选择中间层30以具有断裂伸长,小于两个外层中的任何一个,和小于实际伸长幅度。因此,在层压网沿一般垂直于纵向轴,1,延伸,足以在外层20和40(和因此整个层压网10)后,中间层30在拉力下失效。因此,中间层30在足够的延伸后破裂(即,在拉力下失效),这样延伸后中间层30不再在层压网10的无开孔区域上具有均匀的分布。
具有类似于如图5所示的结构的网10的一个实施例是具有相对延伸性无纺物外层和相对低延伸性面巾纸的中间层的网。一个尤其有趣的结构连接了一个高度疏水的外层和一个高度吸收性的中间层。一个合适的疏水材料在授予Dettre等人的美国专利3,354,022中有描述。该材料具有一个斥水表面,其具有一个大于90度的内在前进水接触角度和一个至少为75度的内在后退水接触角度。该材料呈现出极端疏水的特性,与已知荷叶上的效果相似。当该种材料与一吸收性中间层,如BOUNTY牌纸巾连接时,所得复合物可以为高度吸收性的,同时保持非常清洁和干燥的外表面。为了获得不同程度的吸收性能,外层的基重和多孔性可能不同。
一般情况下,对于具有一般平行于沿加工方向延伸的熔融粘合位置50的行的第一层10,其在延伸后相应形成一般开孔的平行行,并具有与外层相比较低断裂伸长的外层,所得延伸的和开孔的层10的特征在于一般较低的基重和加工方向的开孔之间的低密度区域。同样,该层压网10的特征在于相对较高的基重和加工方向(CD)的开孔的邻近行之间的高密度区域。通过选择中间层材料30和可能的后层压操作,例如,一个压花步骤,层压网的厚度同样可以变化,较厚的区域通常对应密度较高的区域。
纤维素网
第二层包括一个吸收性的纤维素网。纤维素网是纤维性的、宏观两维的和平面的,尽管不必是平滑的。该网在第三维上的确有一些厚度。然而,该厚度与实际的前两维相比是非常小的。纤维结构内可以有至少两个区域,其通过一个重要的特性区分,这些特性包括例如基重、密度、投影平均孔面积或厚度。该网公开于1994年1月11日授予Van Phan等人的美国专利5,277,761中,该专利引入本文以供参考。
两维纤维素网是由线性元素近似的纤维。所述纤维为两维纤维素网的组分,两维纤维素网具有一个与其它两个相对非常小的尺寸(共同垂直,且对于纤维的纵向轴为径向或垂直)相比非常大的尺寸(沿纤维的纵向轴),这样取得线性的近似值。虽然对纤维的显微检查可能显示其它两维,该两维与纤维的主维相比较小,该其它较小的两维在纤维的整个轴向长度上不必为基本等价或常数。唯一重要的是该纤维能够在其轴的周围弯曲并且能够与其它纤维粘合。纤维可以是合成的,如聚烯烃或聚酯;也可以是纤维质的,如棉绒、人造丝或甘蔗渣;或可以是木浆,如软木(裸子植物或针叶类)或硬木(被子植物或落叶类)或前述的层。在本文中,如果纤维网包括至少约50%或至少50%体积的纤维质纤维,包括但不限于上面列出的纤维,则纤维网被认为是“纤维质的”。已发现,木浆纤维的纤维质混合物,其包括具有约2.0至约4.5厘米长度和约12至约25微米直径的软木,和具有小于约1毫米长度和约12至约25微米直径的硬木纤维可很好地用于本文中描述的纤维网。
该网可包括单层片或多个层片。层可以有压花或无压花。该层可以包括面巾纸,如BOUNTY牌纸巾,可购自Procter&Gamble Co.,CincinnatiOhio,USA。BOUNTY牌纸巾的制造受下列美国专利的保护:4,529,480;4,637,859;4,687,153;5,223,096;和5,240,562;所述专利在此引入本文以供参考。
该实施方案的有益特性之一是BOUNTY薄纸保留了相当的吸收性。BOUNTY的连续网没有被不连续的粘合图案中断。因此,BOUNTY薄纸保留了相当的吸收能力。
在本发明的一个实施方案中,设置于第一层的第一和第二层片之间的第三材料也是纤维素网。优选地,第三材料的纤维素网的基重为约20gsm至约50gsm,并包括软木浆纤维与硬木浆纤维的混合物,优选软木占网的约50%至约90%,硬木占网的约10%至约50%。本发明的纤维素网可通过对流空气干燥法,传导性Yankee干燥法,或任何其它本领域已知的造纸法生产。在一个实施方案中,单层片的纤维素网用作第一层的第三材料,并作为第二层粘合于BOUNTY牌纸巾的薄片。一个具有代表性的BOUNTY牌纸巾是由对流空气干燥法制造的,其基重为42gsm,并包括70%软木和30%硬木纤维。该实施方案的吸收速率等于两张BOUNTY的吸收速率。该实施方案的吸收能力超过了单独等量的纤维质材料的吸收速率。这令人惊奇,因为该实施方案包含的吸收性纤维质结构少于两张BOUNTY,并且第一层的无纺层片并不增添吸收能力。
第一层也比第二层也更耐用,因此能够起清洁表面的作用以能够进行与使用纤维质擦拭物如纸巾相比更彻底的对制品的清洁。在本发明的第一层中使用无纺外层片导致柔软的外表面。
在一个实施方案中,纤维质的第二层也包括本发明的一外层。该实施方案展示了由于吸收性纤维素网直接接触流体所产生的高吸收速率。
三层实施方案
第三层与第一层基本相似或完全相同,并可作为外层添加。在该实施方案中,第二层设置在第一和第三层之间。在该实施方案中,第二层粘合于第一和第三两者中的每一个,而不会将第二层开孔。
该实施方案的优点在于在制品的两面都具有柔软的布样感。此外,当第三层的第三材料是纤维素网时,所述制品获得附加的吸收能力。
制造方法
层压制品进一步的特征在于可在没有粘合剂的条件下将两层连接成为一体网。即,在某些实施方案中,不要求粘合剂来将不同层粘合在一起;连接是通过将能量输入到组成层中,如通过在溶融粘合位置将两个层溶融粘合在一起来实现的。在其它实施方案中,能量输入可以通过超声键合、红外线粘合、或压力粘合来实现。相应地,本发明的一个重要有益效果是提供了层压制品,该制品为一体制品,其无需使用粘合剂即可形成。这不仅简化了加工和降低了层压制品的成本,其也导致了制品具有更大的柔韧性和更大的柔软性。
图5为本发明的层压制品的制造方法的示意图。第一层120,从供料辊104上松开,并沿与其相关的箭头指示的方向行进,同时,供料辊104沿与其相关的箭头指示的方向行进。同样,第二层140从供料辊105上松开。两个组件(或更多个组件,如果使用两个以上的层的话)穿过由辊110和112形成的热点粘合辊排列108的辊隙106。
参考图5和6,无纺热点粘合辊排列108包括带图案的压光辊110和平滑的砧辊112。辊112可以是平滑的右圆形钢性圆柱体,并可具有一层例如尿烷涂层。辊112可供选择地为匹配的图案辊。带图案的压光辊110和辊112之一或两者可以被加热,其中任一辊的温度和两个辊之间的压力可以通过己知的方法进行调节以提供所需的温度,如果有的话,提供在多个粘合位置将两层粘合在一起的压力。
配置带图案的压光辊110使其具有圆柱形表面114,和多个隆起或自表面114向外延伸的图案元件116。隆起116以预定的图案设置,使每个隆起116被配置和设置以在多个粘合位置溶融粘合两个外层。图4B示意了隆起的一种图案。
如图6所示,带图案的压光辊110可具有隆起116的重复图案,隆起116沿表面114的整个圆周延伸。可供选择地,隆起116可绕表面114的一部分或多个部分延伸。
隆起的高度应根据要粘合的层压材料的厚度来选择。一般来说,在压光步骤中,高度尺寸应大于层压网的最大厚度,以便在粘合位置和仅在粘合位置发生适当的粘合。
通过辊隙106后,两个(或多个)组件网120,和140已形成为一体层压网10。在该步骤的此时,外层被相互热粘合在一起并无开孔,如图1和7所示。
Claims (12)
1.多层制品,所述多层制品包括:
第一层,所述第一层还包括:
a)第一层片;
b)与所述第一层片在多个离散的粘合位置以面对面的关系连接的第二层片,所述第一和第二层片在它们之间形成内部区域;
c)设置在所述第一和第二层片之间的第三材料,所述第三材料具有至少一个与所述第一或第二层片不同的材料特性,所述材料特性选自:热特性、伸长特性、弹性特性或传导特性,所述第三材料基本填充所述内部区域;和
d)在与所述粘合点重合的区域开孔的第三材料,这样所述第一和第二层片通过所述开孔连接;
第二层,所述第二层还包括连续的纤维素网;
第三层,所述第三层还包括:
a)第一层片;
b)与所述第一层片在多个离散的粘合位置以面对面的关系连接的第二层片,所述第一和第二层片在它们之间形成内部区域;
c)设置在所述第一和第二层片之间的第三材料,所述第三材料具有至少一个与所述第一或第二层片不同的材料特性,所述材料特性选自:热特性、伸长特性、弹性特性或传导特性,所述第三材料基本填充所述内部区域;和
d)在与所述粘合点重合的区域开孔的第三材料,这样所述第一和第二层片通过所述开孔连接在一起;
其中所述第二层设置在所述第一层和所述第三层之间;
其中所述第一层粘合于所述第二层,且所述第二层粘合于所述第三层。
2.如权利要求1所述的多层制品,其特征在于,所述第一层的第三材料和所述第三层的第三材料是纤维质的。
3.如权利要求2所述的多层制品,其特征在于,所述第一、第二和第三层在离散粘合点的预定图案处连接。
4.如权利要求1所述的多层制品,其特征在于:
a)所述第一层和第三层的第一和第二层片还包括热塑性纤维;
b)所述第一、第二和第三层无需添加粘合剂即可热粘合。
5.如权利要求1所述的多层制品,其特征在于,所述第一层具有开孔。
6.如权利要求5所述的多层制品,其特征在于,所述第一层的第三材料是纤维素网。
7.如权利要求6所述的多层制品,其特征在于:
a)所述第一层和所述第三层的第一和第二层片还包括热塑性纤维;
b)所述第一、第二和第三层无需添加粘合剂即可热粘合。
8.如权利要求5所述的多层制品,其特征在于,所述第一层和所述第二层在离散粘合位置的预定图案处连结在一起。
9.多层制品,所述多层制品包括:
第一层,所述第一层还包括:
a)第一层片;
b)与所述第一层片在多个离散的粘合位置以面对面的关系连接的第二层片,所述第一和第二层片在它们之间形成内部区域;
c)设置在所述第一和第二层片之间的第三材料,所述第三材料具有至少一个与所述第一或第二层片不同的材料特性,所述材料特性选自:热特性、伸长特性、弹性特性或传导特性,所述第三材料基本填充所述内部区域;和
d)在与所述粘合点重合的区域开孔的第三材料,这样所述第一和第二层片通过所述开孔连结;
其中所述第一层具有开孔;
第二层,所述第二层还包括连续的纤维素网;
第三层,所述第三层还包括:
a)第一层片;
b)与所述第一层片在多个离散的粘合位置以面对面的关系连接的第二层片,所述第一和第二层片在它们之间形成内部区域;
c)设置在所述第一和第二层片之间的第三材料,所述第三材料具有至少一个与所述第一或第二层片不同的材料特性,所述材料特性选自:热特性、伸长特性、弹性特性或传导特性,所述第三材料基本填充所述内部区域;和
d)在与所述粘合点重合的区域开孔的第三材料,这样所述第一和第二层片通过所述开孔连接;
其中所述第三层具有开孔;
其中所述第二层设置在所述第一层和所述第三层之间;
其中所述第一层粘合于所述第二层,且所述第二层粘合于所述第三层。
10.如权利要求9所述的多层制品,其特征在于,所述第一层的第三材料和所述第三层的第三材料是纤维质的。
11.如权利要求10所述的多层制品,其特征在于,所述第一、第二和第三层在离散粘合位置的预定图案处连接。
12.如权利要求9所述的多层制品,其特征在于:
a)所述第一层和所述第三层的第一和第二层片还包括热塑性纤维;
b)所述第一、第二和第三层无需添加粘合剂即可热粘合。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US30874901P | 2001-07-30 | 2001-07-30 | |
| US60/308,749 | 2001-07-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1541159A CN1541159A (zh) | 2004-10-27 |
| CN1236908C true CN1236908C (zh) | 2006-01-18 |
Family
ID=23195230
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB02815018XA Expired - Fee Related CN1236908C (zh) | 2001-07-30 | 2002-07-19 | 多层擦拭装置 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US6986932B2 (zh) |
| EP (1) | EP1412174A1 (zh) |
| JP (1) | JP2004536728A (zh) |
| KR (1) | KR20040017840A (zh) |
| CN (1) | CN1236908C (zh) |
| AU (1) | AU2002313695B2 (zh) |
| BR (1) | BR0211616A (zh) |
| CA (1) | CA2452757C (zh) |
| HK (1) | HK1070621A1 (zh) |
| MX (1) | MXPA04000472A (zh) |
| WO (1) | WO2003011585A1 (zh) |
| ZA (1) | ZA200400695B (zh) |
Families Citing this family (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6855172B2 (en) | 1998-10-13 | 2005-02-15 | Dry, Inc. | Dry-cleaning article, composition and methods |
| IT1314877B1 (it) * | 2000-11-22 | 2003-01-16 | Perini Fabio Spa | Metodo e dispositivo per la produzione di un materiale cartaceo infoglio plurivelo e prodotto cosi'ottenuto |
| DE10134482A1 (de) * | 2001-07-16 | 2003-01-30 | Bayer Ag | Substituierte Isoindole und ihre Verwendung |
| US8398820B2 (en) | 2002-10-07 | 2013-03-19 | Georgia-Pacific Consumer Products Lp | Method of making a belt-creped absorbent cellulosic sheet |
| US7494563B2 (en) | 2002-10-07 | 2009-02-24 | Georgia-Pacific Consumer Products Lp | Fabric creped absorbent sheet with variable local basis weight |
| US7662257B2 (en) * | 2005-04-21 | 2010-02-16 | Georgia-Pacific Consumer Products Llc | Multi-ply paper towel with absorbent core |
| US20050142307A1 (en) * | 2003-12-31 | 2005-06-30 | Kronzer Francis J. | Heat transfer material |
| US8293072B2 (en) | 2009-01-28 | 2012-10-23 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight absorbent sheet prepared with perforated polymeric belt |
| US7381299B2 (en) * | 2004-06-10 | 2008-06-03 | Kimberly-Clark Worldwide, Inc. | Apertured tissue products |
| US7799169B2 (en) * | 2004-09-01 | 2010-09-21 | Georgia-Pacific Consumer Products Lp | Multi-ply paper product with moisture strike through resistance and method of making the same |
| JP4782489B2 (ja) * | 2005-06-27 | 2011-09-28 | トヨタ紡織株式会社 | フィルタ用濾材 |
| US8921244B2 (en) * | 2005-08-22 | 2014-12-30 | The Procter & Gamble Company | Hydroxyl polymer fiber fibrous structures and processes for making same |
| JP4913381B2 (ja) * | 2005-09-26 | 2012-04-11 | ユニ・チャーム株式会社 | 吸収性物品 |
| US8540846B2 (en) | 2009-01-28 | 2013-09-24 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight multi-ply sheet with cellulose microfiber prepared with perforated polymeric belt |
| DE102006037111A1 (de) * | 2006-08-07 | 2008-02-14 | Andritz Küsters GmbH & Co. KG | Verfahren zur Herstellung eines textilen Flächengebildes, textiles Flächengebilde und Wischtuch |
| US7803244B2 (en) | 2006-08-31 | 2010-09-28 | Kimberly-Clark Worldwide, Inc. | Nonwoven composite containing an apertured elastic film |
| US20090071114A1 (en) * | 2007-03-05 | 2009-03-19 | Alan Smithies | Gas turbine inlet air filtration filter element |
| US8852474B2 (en) | 2007-07-17 | 2014-10-07 | The Procter & Gamble Company | Process for making fibrous structures |
| US10024000B2 (en) | 2007-07-17 | 2018-07-17 | The Procter & Gamble Company | Fibrous structures and methods for making same |
| US20090022983A1 (en) * | 2007-07-17 | 2009-01-22 | David William Cabell | Fibrous structures |
| US20090022960A1 (en) * | 2007-07-17 | 2009-01-22 | Michael Donald Suer | Fibrous structures and methods for making same |
| US7972986B2 (en) * | 2007-07-17 | 2011-07-05 | The Procter & Gamble Company | Fibrous structures and methods for making same |
| EP2185274A4 (en) * | 2007-09-07 | 2012-12-05 | Turbulent Energy Inc | DYNAMIC MIXTURE OF LIQUIDS |
| US9144774B2 (en) * | 2009-09-22 | 2015-09-29 | Turbulent Energy, Llc | Fluid mixer with internal vortex |
| US8715378B2 (en) | 2008-09-05 | 2014-05-06 | Turbulent Energy, Llc | Fluid composite, device for producing thereof and system of use |
| US9708185B2 (en) * | 2007-09-07 | 2017-07-18 | Turbulent Energy, Llc | Device for producing a gaseous fuel composite and system of production thereof |
| JP2009081301A (ja) * | 2007-09-26 | 2009-04-16 | Toyo Tanso Kk | 太陽電池ユニット |
| US8287677B2 (en) | 2008-01-31 | 2012-10-16 | Kimberly-Clark Worldwide, Inc. | Printable elastic composite |
| FR2928383B1 (fr) | 2008-03-06 | 2010-12-31 | Georgia Pacific France | Feuille gaufree comportant un pli en materiau hydrosoluble et procede de realisation d'une telle feuille. |
| US8870839B2 (en) * | 2008-04-22 | 2014-10-28 | The Procter & Gamble Company | Disposable article including a nanostructure forming material |
| US8679992B2 (en) * | 2008-06-30 | 2014-03-25 | Kimberly-Clark Worldwide, Inc. | Elastic composite formed from multiple laminate structures |
| US8603281B2 (en) * | 2008-06-30 | 2013-12-10 | Kimberly-Clark Worldwide, Inc. | Elastic composite containing a low strength and lightweight nonwoven facing |
| CA2735867C (en) | 2008-09-16 | 2017-12-05 | Dixie Consumer Products Llc | Food wrap basesheet with regenerated cellulose microfiber |
| GB0821702D0 (en) * | 2008-11-28 | 2008-12-31 | Brightwake Ltd | Process |
| US9132225B2 (en) | 2009-01-15 | 2015-09-15 | Brightwake Limited | Cardiopulmonary bypass circuit including a filtration device |
| GB2469020B (en) * | 2009-03-30 | 2014-04-02 | Brightwake Ltd | Composite absorbent materials and methods for their production |
| US8844495B2 (en) * | 2009-08-21 | 2014-09-30 | Tubulent Energy, LLC | Engine with integrated mixing technology |
| BR112012010371A2 (pt) * | 2009-11-02 | 2016-06-07 | Procter & Gamble | estruturas fibrosas com baixa formação de fiapos, e métodos para fabricação dos mesmos |
| EP2496737A1 (en) * | 2009-11-02 | 2012-09-12 | The Procter & Gamble Company | Fibrous elements and fibrous structures employing same |
| CA2779611C (en) | 2009-11-02 | 2021-11-23 | The Procter & Gamble Company | Calendered fibrous structure ply with pore volume distribution |
| ES2464128T3 (es) * | 2009-11-02 | 2014-05-30 | The Procter & Gamble Company | Elementos fibrosos de polipropileno y procesos para su fabricación |
| US9631321B2 (en) | 2010-03-31 | 2017-04-25 | The Procter & Gamble Company | Absorptive fibrous structures |
| WO2012070462A1 (ja) * | 2010-11-22 | 2012-05-31 | 花王株式会社 | シート融着体の製造方法及びシート融着体 |
| JP2012111076A (ja) * | 2010-11-22 | 2012-06-14 | Kao Corp | 積層シート |
| PL2564822T3 (pl) * | 2011-08-31 | 2014-05-30 | Mondi Consumer Packaging Tech Gmbh | Sposób wytwarzania wstęgi materiału, z której można wykrawać elastycznie rozciągliwe elementy do zapinania pieluch |
| US9623626B2 (en) * | 2012-02-28 | 2017-04-18 | Dsm Ip Assets B.V. | Flexible composite material and use hereof, process for making a flexible composite material |
| EP2867010A1 (en) | 2012-06-29 | 2015-05-06 | The Procter & Gamble Company | Textured fibrous webs, apparatus and methods for forming textured fibrous webs |
| US9469091B2 (en) | 2012-08-08 | 2016-10-18 | 3M Innovative Properties Company | Method of making extensible web laminates |
| WO2014209651A1 (en) * | 2013-06-27 | 2014-12-31 | 3M Innovative Properties Company | Polymeric layers and methods of making the same |
| BR112015032752A2 (pt) * | 2013-06-27 | 2017-07-25 | 3M Innovative Properties Co | camadas poliméricas compósitas e métodos de preparação dos mesmos |
| US10857040B2 (en) | 2014-12-11 | 2020-12-08 | Attends Healthcare Products, Inc. | Disposable absorbent garment having elastic sheet material and elastic strands |
| EP3600876A4 (en) * | 2017-03-27 | 2021-04-21 | Sellars Absorbent Materials, Inc. | ABSORBENT LAMINATED MATERIAL |
| CN109184074B (zh) * | 2018-09-14 | 2021-06-15 | 兰州大学 | 一种高强度大变形碳纤维复合板及其制备方法 |
| GB2586151B (en) * | 2019-08-07 | 2023-09-13 | Three Smith Group Ltd | Mono-structure |
| US11479013B2 (en) * | 2020-06-24 | 2022-10-25 | Dupont Safety & Construction, Inc. | Water-drainable air-barrier tape for buildings |
| US20220032572A1 (en) | 2020-07-30 | 2022-02-03 | Pratt Corrugated Holdings, Inc. | Sheet with cushioning inserts |
| CN112807155B (zh) * | 2021-01-27 | 2022-03-25 | 福建恒安集团有限公司 | 一种具有记忆功能的卫生巾 |
Family Cites Families (103)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2257428A (en) * | 1937-08-04 | 1941-09-30 | Ruegenberg Gottfried | All-around extensible paper |
| US2679887A (en) * | 1949-07-22 | 1954-06-01 | Arkell Safety Bag Co | Method of making crinkled laminated material |
| BE538987A (zh) * | 1954-06-16 | 1900-01-01 | ||
| GB816673A (en) * | 1954-06-16 | 1959-07-15 | Hector Wallace Griswold | Non-woven fabric and method of producing same |
| US2896692A (en) * | 1954-11-22 | 1959-07-28 | Fiammiferi Ed Affini Spa Fab | Method of making cushioning paper |
| JPS5112856B1 (zh) * | 1967-05-09 | 1976-04-22 | ||
| US3597299A (en) * | 1968-07-03 | 1971-08-03 | Kimberly Clark Co | Disposable washcloth |
| US3616133A (en) * | 1968-12-23 | 1971-10-26 | Kimberly Clark Co | Heavy-duty wipe |
| US3881987A (en) * | 1969-12-31 | 1975-05-06 | Scott Paper Co | Method for forming apertured fibrous webs |
| US3800364A (en) * | 1970-03-24 | 1974-04-02 | Johnson & Johnson | Apparatus (discontinuous imperforate portions on backing means of closed sandwich) |
| US3681182A (en) * | 1970-03-24 | 1972-08-01 | Johnson & Johnson | Nonwoven fabric comprising discontinuous large holes connected by fiber bundles defining small holes |
| US3681184A (en) * | 1970-03-24 | 1972-08-01 | Johnson & Johnson | Nonwoven fabrics comprising bamboo,diamond and the like patterns |
| US4207367A (en) * | 1970-03-30 | 1980-06-10 | Scott Paper Company | Nonwoven fabric |
| US3728203A (en) * | 1971-05-28 | 1973-04-17 | Taylor L Inc | Patterned composite material |
| US3949127A (en) * | 1973-05-14 | 1976-04-06 | Kimberly-Clark Corporation | Apertured nonwoven webs |
| US3860003B2 (en) * | 1973-11-21 | 1990-06-19 | Contractable side portions for disposable diaper | |
| US3953638A (en) * | 1973-11-26 | 1976-04-27 | The Procter & Gamble Company | Multi-ply absorbent wiping product having relatively inextensible center ply bonded to highly extensible outer plies |
| US4285100A (en) * | 1975-03-31 | 1981-08-25 | Biax Fiberfilm Corporation | Apparatus for stretching a non-woven web or an orientable polymeric material |
| GB1548865A (en) * | 1975-06-16 | 1979-07-18 | Smith & Nephew Res | Integral fibrillated net material |
| US4153664A (en) * | 1976-07-30 | 1979-05-08 | Sabee Reinhardt N | Process for pattern drawing of webs |
| US4101625A (en) * | 1977-01-10 | 1978-07-18 | Fmc Corporation | Method for making corrugated molecularly oriented plastic strapping |
| US4338366A (en) * | 1977-10-28 | 1982-07-06 | The Procter & Gamble Company | Surface wiping implement |
| US4239792A (en) * | 1979-02-05 | 1980-12-16 | The Procter & Gamble Company | Surface wiping device |
| US4342314A (en) * | 1979-03-05 | 1982-08-03 | The Procter & Gamble Company | Resilient plastic web exhibiting fiber-like properties |
| US4276336A (en) * | 1979-04-23 | 1981-06-30 | Sabee Products, Inc. | Multi-apertured web with incremental orientation in one or more directions |
| US4573991A (en) * | 1979-07-25 | 1986-03-04 | Personal Products Company | Gatherable laminated structure including an apertured elastic member |
| US4333979A (en) * | 1980-08-18 | 1982-06-08 | Kimberly-Clark Corporation | Soft, bulky, lightweight nonwoven web and method of producing; the web has both fused spot bonds and patterned embossments |
| CA1211603A (en) * | 1981-06-01 | 1986-09-23 | Zia Haq | Article carrying active material |
| CA1196620A (en) * | 1981-06-26 | 1985-11-12 | Donald Barby | Substrate carrying a porous polymeric material |
| US4808178A (en) * | 1981-07-17 | 1989-02-28 | The Proctor & Gamble Company | Disposable absorbent article having elasticized flaps provided with leakage resistant portions |
| US4429014A (en) * | 1982-07-16 | 1984-01-31 | Scott Paper Company | Laminated wiper |
| NZ205183A (en) * | 1982-08-13 | 1987-01-23 | Unilever Plc | Wiping cloth includes a liquid"active material" |
| US4525407A (en) * | 1982-08-27 | 1985-06-25 | Chicopee | Elastic composites |
| NZ206331A (en) * | 1982-11-26 | 1986-05-09 | Unilever Plc | Liquid-permeable,flexible,sheet-like articles |
| US4588630A (en) * | 1984-06-13 | 1986-05-13 | Chicopee | Apertured fusible fabrics |
| US4522863A (en) * | 1984-06-21 | 1985-06-11 | Kimberly-Clark Corporation | Soft nonwoven laminate bonded by adhesive on reinforcing scrim |
| US4720415A (en) * | 1985-07-30 | 1988-01-19 | Kimberly-Clark Corporation | Composite elastomeric material and process for making the same |
| US4657802A (en) * | 1985-07-30 | 1987-04-14 | Kimberly-Clark Corporation | Composite nonwoven elastic web |
| US4606964A (en) * | 1985-11-22 | 1986-08-19 | Kimberly-Clark Corporation | Bulked web composite and method of making the same |
| US4758297A (en) * | 1986-06-03 | 1988-07-19 | Fmc Corporation | Hot pin laminated fabric |
| US4675226A (en) * | 1986-07-07 | 1987-06-23 | Ott Hoye L | Stitchbonded composite wiper |
| US4741944A (en) * | 1986-07-30 | 1988-05-03 | Kimberly-Clark Corporation | Wet wipe and wipe dispensing arrangement |
| US4816025A (en) * | 1986-10-10 | 1989-03-28 | The Procter & Gamble Company | Absorbent article having a containment pocket |
| US4801482A (en) * | 1986-10-15 | 1989-01-31 | Kimberly-Clark Corporation | Elastic nonwoven pad |
| JPH0737702B2 (ja) * | 1986-12-31 | 1995-04-26 | ユニ・チヤ−ム株式会社 | 開孔模様を有する不織布 |
| US4847134A (en) * | 1987-12-22 | 1989-07-11 | Kimberly-Clark Corporation | Stretchable absorbent undergarment |
| US4891258A (en) * | 1987-12-22 | 1990-01-02 | Kimberly-Clark Corporation | Stretchable absorbent composite |
| US4888229A (en) * | 1988-04-08 | 1989-12-19 | The Texwipe Company | Wipers for cleanroom use |
| US5085914A (en) * | 1989-07-21 | 1992-02-04 | Weyerhaeuser Company | Thermoplastic material containing towel |
| US5030500A (en) * | 1989-07-21 | 1991-07-09 | Weyerhaeuser Company | Thermoplastic material containing towel |
| US5114781A (en) * | 1989-12-15 | 1992-05-19 | Kimberly-Clark Corporation | Multi-direction stretch composite elastic material including a reversibly necked material |
| US5116662A (en) * | 1989-12-15 | 1992-05-26 | Kimberly-Clark Corporation | Multi-direction stretch composite elastic material |
| US5204158A (en) * | 1991-05-30 | 1993-04-20 | Chicopee | Irregular patterned entangled nonwoven fabrics and their production |
| US5334446A (en) * | 1992-01-24 | 1994-08-02 | Fiberweb North America, Inc. | Composite elastic nonwoven fabric |
| US5302446A (en) * | 1992-03-30 | 1994-04-12 | International Paper Company | Two-sided skin care wipe material and method for its manufacture |
| US5320891A (en) * | 1992-12-31 | 1994-06-14 | Kimberly-Clark Corporation | Particle barrier nonwoven material |
| US5338766A (en) * | 1993-03-26 | 1994-08-16 | The Procter & Gamble Company | Superabsorbent polymer foam |
| EP0695382B1 (en) * | 1993-04-22 | 1997-07-09 | E.I. Du Pont De Nemours And Company | Bulky, stable nonwoven fabric |
| US5518801A (en) * | 1993-08-03 | 1996-05-21 | The Procter & Gamble Company | Web materials exhibiting elastic-like behavior |
| US5891544A (en) * | 1993-08-03 | 1999-04-06 | The Procter & Gamble Company | Web materials exhibiting elastic-like behavior |
| US5713881A (en) * | 1993-10-22 | 1998-02-03 | Rezai; Ebrahim | Non-continuous absorbent composites comprising a porous macrostructure of absorbent gelling particles and a substrate |
| JP4045365B2 (ja) * | 1993-11-15 | 2008-02-13 | 株式会社日本吸収体技術研究所 | 抗菌性複合不織布およびその製造方法 |
| CA2136675C (en) * | 1993-12-17 | 2005-02-15 | Kimberly-Clark Worldwide, Inc. | Liquid permeable, quilted film laminates |
| CA2123330C (en) * | 1993-12-23 | 2004-08-31 | Ruth Lisa Levy | Ribbed clothlike nonwoven fabric and process for making same |
| CA2148289C (en) * | 1994-05-20 | 2006-01-10 | Ruth Lisa Levy | Perforated nonwoven fabrics |
| US5567501A (en) * | 1994-06-15 | 1996-10-22 | International Paper Company | Thermally apertured nonwoven product |
| US6025050A (en) * | 1994-06-15 | 2000-02-15 | Bba Nonwovens Simpsonville, Inc. | Thermally appertured nonwoven laminates for wipes and coverstock for hygienic articles |
| US5635290A (en) * | 1994-07-18 | 1997-06-03 | Kimberly-Clark Corporation | Knit like nonwoven fabric composite |
| US5595567A (en) * | 1994-08-09 | 1997-01-21 | The Procter & Gamble Company | Nonwoven female component for refastenable fastening device |
| IT1268105B1 (it) * | 1994-10-07 | 1997-02-20 | P & G Spa | Struttura di copertura per un articolo assorbente. |
| US5671498A (en) * | 1995-04-04 | 1997-09-30 | Martin; Timothy J. | Scrubbing device |
| MX9708465A (es) * | 1995-05-02 | 1998-02-28 | Kimberly Clark Co | Laminados de no tejido-pelicula. |
| US5733822A (en) * | 1995-08-11 | 1998-03-31 | Fiberweb North America, Inc. | Composite nonwoven fabrics |
| US5770144A (en) * | 1995-09-01 | 1998-06-23 | Mcneil-Ppc, Inc. | Method of forming improved apertured films by using fluid perforation |
| US5628097A (en) * | 1995-09-29 | 1997-05-13 | The Procter & Gamble Company | Method for selectively aperturing a nonwoven web |
| US5658639A (en) * | 1995-09-29 | 1997-08-19 | The Proctor & Gamble Company | Method for selectively aperturing a nonwoven web exhibiting surface energy gradients |
| US5626571A (en) * | 1995-11-30 | 1997-05-06 | The Procter & Gamble Company | Absorbent articles having soft, strong nonwoven component |
| US5902667A (en) * | 1996-02-02 | 1999-05-11 | Stahls', Inc. | Impressed emblem and method |
| US6132841A (en) * | 1997-02-06 | 2000-10-17 | Tredegar Corporation | Wiping device |
| US7087287B2 (en) * | 1997-02-21 | 2006-08-08 | The Procter & Gamble Company | Tear resistant porous extensible web |
| JPH10251954A (ja) * | 1997-03-07 | 1998-09-22 | Uni Charm Corp | 拭き取りシートおよびその製造方法 |
| US6027593A (en) * | 1997-04-01 | 2000-02-22 | Lunt; Audrey | Process for the fabrication of disposable diapers and other disposable products and a disposable diaper |
| US5906879A (en) * | 1997-04-30 | 1999-05-25 | Kimberly-Clark Worldwide, Inc. | Ultra resilient three-dimensional nonwoven fiber material and process for producing the same |
| US6280757B1 (en) * | 1997-05-22 | 2001-08-28 | The Procter & Gamble Company | Cleansing articles for skin or hair |
| US6129815A (en) * | 1997-06-03 | 2000-10-10 | Kimberly-Clark Worldwide, Inc. | Absorbent towel/wiper with reinforced surface and method for producing same |
| US6060149A (en) * | 1997-09-12 | 2000-05-09 | The Procter & Gamble Company | Multiple layer wiping article |
| US6057024A (en) * | 1997-10-31 | 2000-05-02 | Kimberly-Clark Worldwide, Inc. | Composite elastic material with ribbon-shaped filaments |
| US6410820B1 (en) * | 1997-11-14 | 2002-06-25 | The Procter & Gamble Company | Method of making a slitted or particulate absorbent material and structures formed thereby |
| US6203654B1 (en) * | 1998-02-20 | 2001-03-20 | The Procter & Gamble Company | Method of making a slitted or particulate absorbent material |
| JP3628883B2 (ja) * | 1997-11-26 | 2005-03-16 | ユニ・チャーム株式会社 | 使い捨て着用物品に使用する可撓性シートおよびその製造方法 |
| US6270875B1 (en) * | 1998-01-26 | 2001-08-07 | The Procter & Gamble Company | Multiple layer wipe |
| US6086984A (en) * | 1998-05-22 | 2000-07-11 | Delaware Valley Corporation | Elastic nonwoven fabric |
| US6110848A (en) | 1998-10-09 | 2000-08-29 | Fort James Corporation | Hydroentangled three ply webs and products made therefrom |
| NL1012368C2 (nl) * | 1999-06-16 | 2000-12-19 | Goyarts B V | Wasbare onderlegger en werkwijze voor het vervaardigen daarvan. |
| US6716498B2 (en) * | 1999-12-21 | 2004-04-06 | The Procter & Gamble Company | Applications for substance encapsulating laminate web |
| US6808791B2 (en) * | 1999-12-21 | 2004-10-26 | The Procter & Gamble Company | Applications for laminate web |
| US6878433B2 (en) * | 1999-12-21 | 2005-04-12 | The Procter & Gamble Company | Applications for laminate web |
| EP1244406B1 (en) * | 1999-12-21 | 2012-01-18 | The Procter & Gamble Company | Laminate web comprising an apertured layer and method for manufacture thereof |
| US20020039867A1 (en) * | 1999-12-21 | 2002-04-04 | The Procter & Gamble Company | Substance encapsulating laminate web |
| US20020022426A1 (en) * | 1999-12-21 | 2002-02-21 | The Procter & Gamble Company | Applications for elastic laminate web |
| US6730622B2 (en) * | 1999-12-21 | 2004-05-04 | The Procter & Gamble Company | Electrical cable |
| US6863960B2 (en) * | 1999-12-21 | 2005-03-08 | The Procter & Gamble Company | User-activatible substance delivery system |
| US6884494B1 (en) * | 1999-12-21 | 2005-04-26 | The Procter & Gamble Company | Laminate web |
-
2002
- 2002-07-10 US US10/192,372 patent/US6986932B2/en not_active Expired - Lifetime
- 2002-07-19 AU AU2002313695A patent/AU2002313695B2/en not_active Ceased
- 2002-07-19 WO PCT/US2002/023193 patent/WO2003011585A1/en active IP Right Grant
- 2002-07-19 MX MXPA04000472A patent/MXPA04000472A/es active IP Right Grant
- 2002-07-19 CN CNB02815018XA patent/CN1236908C/zh not_active Expired - Fee Related
- 2002-07-19 BR BR0211616-2A patent/BR0211616A/pt not_active IP Right Cessation
- 2002-07-19 CA CA002452757A patent/CA2452757C/en not_active Expired - Fee Related
- 2002-07-19 KR KR10-2004-7001262A patent/KR20040017840A/ko not_active Application Discontinuation
- 2002-07-19 EP EP02753404A patent/EP1412174A1/en not_active Withdrawn
- 2002-07-19 JP JP2003516797A patent/JP2004536728A/ja active Pending
-
2004
- 2004-01-28 ZA ZA200400695A patent/ZA200400695B/en unknown
-
2005
- 2005-04-20 HK HK05103377A patent/HK1070621A1/xx not_active IP Right Cessation
- 2005-08-17 US US11/205,831 patent/US20050276956A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US6986932B2 (en) | 2006-01-17 |
| WO2003011585A1 (en) | 2003-02-13 |
| CA2452757C (en) | 2008-07-15 |
| EP1412174A1 (en) | 2004-04-28 |
| ZA200400695B (en) | 2004-10-11 |
| US20030021952A1 (en) | 2003-01-30 |
| AU2002313695B2 (en) | 2005-08-11 |
| BR0211616A (pt) | 2004-08-24 |
| KR20040017840A (ko) | 2004-02-27 |
| MXPA04000472A (es) | 2004-03-26 |
| CA2452757A1 (en) | 2003-02-13 |
| HK1070621A1 (en) | 2005-06-24 |
| CN1541159A (zh) | 2004-10-27 |
| US20050276956A1 (en) | 2005-12-15 |
| JP2004536728A (ja) | 2004-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1236908C (zh) | 多层擦拭装置 | |
| JP4562391B2 (ja) | 弾性のある積層ウェブ | |
| CN1092731C (zh) | 叠层非织造织物,包括它的吸收产品和织物的制造方法 | |
| JP4954412B2 (ja) | 有孔層を有する積層体ウェブ及びその製造方法 | |
| CN1697639A (zh) | 物质包封层压织网 | |
| KR101222098B1 (ko) | 신장성 흡수성 복합체 | |
| CN1547631A (zh) | 高度伸长的有孔无纺织网及其制造方法 | |
| AU2002313695A1 (en) | Multi-layer wiping device | |
| JP2004536728A5 (zh) | ||
| US20210007908A1 (en) | Soft Nonwoven Fabric and Method of Manufacturing Thereof | |
| CN1720362A (zh) | 簇状的层压纤维网 | |
| FR2529235A1 (fr) | Etoffe de barrage impermeable et absorbante comportant des fibres et des nappes fibreuses et procede pour sa fabrication | |
| CN1898080A (zh) | 超声层合的多层织物 | |
| WO2008129138A1 (en) | Nonwoven bonding patterns producing fabrics with improved abrasion resistance and softness | |
| JPH09143853A (ja) | 積層不織布およびその製造方法 | |
| EP3555353B1 (en) | Hydraulically treated nonwoven fabrics and method of making the same | |
| JP3760599B2 (ja) | 積層不織布及びそれを用いた吸収性物品 | |
| JP6643494B2 (ja) | 手触りが改善された不織布 | |
| CN1400940A (zh) | 有刚性化区的弹性层叠布及其制造方法 | |
| JP2003301360A (ja) | マット及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1070621 Country of ref document: HK |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |