CN1207136C - 制造有至少一个发泡空腔的塑料空心型材的挤压设备和方法 - Google Patents
制造有至少一个发泡空腔的塑料空心型材的挤压设备和方法 Download PDFInfo
- Publication number
- CN1207136C CN1207136C CNB008173524A CN00817352A CN1207136C CN 1207136 C CN1207136 C CN 1207136C CN B008173524 A CNB008173524 A CN B008173524A CN 00817352 A CN00817352 A CN 00817352A CN 1207136 C CN1207136 C CN 1207136C
- Authority
- CN
- China
- Prior art keywords
- profile
- foaming
- lance
- plastic
- melt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
- B29C44/22—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length consisting of at least two parts of chemically or physically different materials, e.g. having different densities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/20—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of indefinite length
- B29C44/32—Incorporating or moulding on preformed parts, e.g. linings, inserts or reinforcements
- B29C44/334—Filling the preformed spaces or cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/11—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels comprising two or more partially or fully enclosed cavities, e.g. honeycomb-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/12—Articles with an irregular circumference when viewed in cross-section, e.g. window profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/256—Exchangeable extruder parts
- B29C48/2566—Die parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/304—Extrusion nozzles or dies specially adapted for bringing together components, e.g. melts within the die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/90—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article
- B29C48/901—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article of hollow bodies
- B29C48/903—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article of hollow bodies externally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/90—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article
- B29C48/904—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article using dry calibration, i.e. no quenching tank, e.g. with water spray for cooling or lubrication
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/90—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article
- B29C48/906—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article using roller calibration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/90—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article
- B29C48/908—Thermal treatment of the stream of extruded material, e.g. cooling with calibration or sizing, i.e. combined with fixing or setting of the final dimensions of the extruded article characterised by calibrator surface, e.g. structure or holes for lubrication, cooling or venting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9115—Cooling of hollow articles
- B29C48/912—Cooling of hollow articles of tubular films
- B29C48/913—Cooling of hollow articles of tubular films externally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/001—Profiled members, e.g. beams, sections
- B29L2031/003—Profiled members, e.g. beams, sections having a profiled transverse cross-section
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1376—Foam or porous material containing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
Abstract
本发明涉及一种制造有至少一个发泡空腔的塑料空心型材的挤压设备和方法。为了实现经济和无故障连续挤压具有至少一个发泡空腔的塑料空心型材,挤压设备的型材模设计为有下列各部分的手枪状:含有熔体输入通道(166)的枪柄(102),输入通道可连接在挤压机(300)的熔体入口处并通入围绕喷枪导引通道(150)的熔体径向分配器通道(164)内;以及,枪管(101),包括一个从熔体径向分配器通道(164)延伸到型材喷嘴(160)的熔体环形通道(162)和一个从喷枪入口(152)延伸到喷嘴(160)贯通的喷枪导引通道(150)。
Description
技术领域
本发明涉及一种制造其横截面有至少一个空心型材部分的发泡的塑料空心型材的挤压设备。
背景技术
由DE-OS 1959464已知连续挤压连续型材的方法和设备,型材有一热塑性塑料外套和一个泡沫材料芯。在一个用于制造带空腔的外套型材的挤压机型材模内设一混合物输入管,通过它可在空腔内喷入反应混合物,以构成泡沫材料芯。此塑料型材接着进入冷却与校准器。混合物输入管一直伸入校准器的空腔内。混合物输入管的喷嘴处于型材壁上的一个区域内。在该区域外套型材的温度降到至少100℃,尤其降到20至50℃。混合物输入管纵向可移动,以便能调整喷嘴的轴向位置,然而存在的缺点是,通过喷嘴喷入的反应混合物可能回流到外套型材的高温区内。为此所建议的具有密封混合物输入管与外套型材之间环形腔的密封环的喷嘴的方案,不仅昂贵而且易出故障,因为所形成的泡沫前锋直接处于喷嘴前。在密封环粘住时,必须拆卸整个型材模。被粘牢的混合物输入管只有破坏外套型材管才能拆除。采用已知的设备和已知的方法,不能保证无故障和无监控地工作。
发明内容
因此本发明的目的是提供一种经改善的挤压设备,借助它可实现经济和无故障连续挤压带至少一个发泡空腔的塑料空心型材。
根据本发明,提出一种制造发泡塑料空心型材的挤压设备,它有至少下列各部分:
-一台制备和供给一种塑料熔体的挤压机;
-一个与挤压机在熔体入口处导引熔体地相连的型材模,它包括一个具有至少一个空心型材喷嘴部分的型材喷嘴;
-至少一把发泡喷枪,它至少部分设在通往型材喷嘴的熔体环形通道内部并同轴于从型材喷嘴排出的塑料空心型材排出方向,其特征为:型材模设计为手枪状,它有下列各部分:
-一个含有熔体输入通道的枪柄,输入通道可连接到挤压机的熔体入口处并通入到一个围绕喷枪导引通道的熔体径向分配器通道内;以及
-一个枪管,包括一个从熔体径向分配器通道延伸到型材喷嘴的熔体环形通道和一个从喷枪入口延伸到型材喷嘴贯通的喷枪导引通道;
其中,喷枪导向轴线和在冷却与校准器内的塑料空心型材的轨道沿排出方向向下相对于水平线成一角度α=1-10°。
根据本发明,喷枪导向轴线和在冷却与校准器内的塑料空心型材的轨道沿排出方向向下相对于水平线成一角度α=1-1.5°。
根据本发明,发泡喷枪外周边与挤压机外周边保持一个径向距离。
根据本发明,发泡喷枪可滑动和轴向移动地支承在导轨上。
根据本发明,导轨装在挤压机外周边上。
根据本发明,发泡喷枪口有一超声波接头和/或一个温度传感器。
根据本发明,发泡喷枪有一种整体式型材截面;以及,在发泡喷枪内导引下列管道:
-一个第一发泡剂管道;
-一个第二发泡剂管道;
-一个进水管道;以及
-至少一个回水管道。
根据本发明,发泡剂管道通往发泡喷枪口;以及,发泡喷枪口设一静态混合管,它在其内部包含许多转向板,以在混合管内至少两种通过发泡剂管道供入的液体可混合成一种均匀的液体混合物。
根据本发明,在发泡喷枪内部还设有压缩空气供入管道和/或电缆通道和/或通风管道。
根据本发明,发泡喷枪在其下侧有至少一个滑块。
根据本发明,枪管还至少包括下列沿轴向前后排列的各部分:
-一个分配器座;
-至少一块减径板;以及
-一块喷嘴板。
根据本发明,沿挤压方向看,在减径板前设至少一块流动通道板。
根据本发明,型材模至少包括:
-一个型材壁槽,它围绕着一个用于在塑料空心型材内构成至少一个空腔的芯部;以及
-一个加工在芯部的泡沫体辅助壁槽,它至少沿一部分型材壁槽与之相隔一定距离地设置,并通过至少一个横挡槽与之连通。
根据本发明,沿排出方向在型材模下游设至少一个冷却与校准器。
根据本发明,冷却与校准器包括一辊式校准装置,塑料空心型材在此装置内各方面通过许多辊加压。
根据本发明,所述角度α=1.35°。
业已证明角度为1-1.5°是特别恰当的,特别是α=1.35°。在这样一种斜度的情况下,可克服可发泡的液体在塑料空心型材壁上的粘附力,并导致液体沿一个方向从发泡喷枪口流出。不过此斜度小到使发泡剂只达到很小的流速。由此保证发泡还在冷却与校准器的范围内进行,以及没有发泡剂在发泡反应开始前进入排出装置内。
导轨相对于水平线的角度α优选地与喷枪导向轴线的相同,所以导轨与喷枪导向轴线布置成同轴。
尤其是一种实施形式是有利的,其中,发泡喷枪外周边与挤压机外周边保持一个径向距离。
“径向距离”应就挤压机的中心线而言,并表示一个在垂直于挤压机中心线的剖视图中挤压机与发泡喷枪之间的距离。
由于有此径向距离故可自由接近发泡喷枪,并能在喷枪入口处从后面插入型材模内。发泡喷枪也可以在挤压设备工作过程中插入、移动和/或取出,无需分解型材模。
为了防止弯曲可设一导轨,发泡喷枪可滑动和轴向移动地支承在导轨上。发泡喷枪向后从型材模伸出的部分可放在导轨上并在那里被支承。导轨上的滑动层有利于发泡喷枪的轴向移动性。
导轨可直接装在挤压机上。
按另一种实施形式,冷却与校准器包括一辊式校准装置,塑料空心型材在此装置内各方面通过许多辊加压。在这里有利的是,当被挤压的塑料空心型材通过校准孔板时只须克服很小的摩擦力,从而易于型材的排出。
根据本发明,还提出一种制造有至少一个发泡空腔的塑料空心型材的方法,包括下列步骤:
(1)挤压塑料空心型材以构成至少一个空腔,以及,以排出速度VA拉出塑料空心型材;
(2)冷却以排出速度VA继续运动的塑料空心型材的塑料;
(3)在空腔内插入发泡喷枪,其中,发泡喷枪口定位在塑料空心型材的一个区域内,在该区域中,塑料空心型材围绕发泡喷枪口区段的温度被冷却到发泡温度TA;
(4)以发泡剂温度TS在空腔内喷入由两种可发泡的成分组成的反应混合物,令其发泡成为塑料隔离泡沫体,与此同时从塑料空心型材的外侧持续地再校准及再冷却,
其特征为:从型材模排出的塑料空心型材在一轨道上拉出并再处理,此轨道从型材模出发相对于水平线向下倾斜一个角度α=1-10°。
根据本发明,选择一种反应混合物,它在发泡喷枪口处给定的发泡剂温度TS的条件下,直至形成塑料泡沫有10-20s反应时间。
根据本发明,反应混合物作为第一种反应成分包括一种异氰酸盐和作为第二种反应成分包括一种多元醇和水和/或一种羧酸,并发泡成聚氨酯泡沫体、聚异氰酸盐泡沫体或聚脲泡沫体。
根据本发明,多元醇与异氰酸盐按100份重量多元醇比120至160份重量异氰酸盐的比例混合。
根据本发明,每100份重量多元醇加15至25体积百分比的空气,以及由多元醇与空气组成的混合物与120至160份重量异氰酸盐混合。
根据本发明,由不饱和聚酯树脂、硬化剂和膨胀剂组成的反应混合物发泡成一种聚酯树脂泡沫体。
根据本发明,由膨胀剂和可膨胀的热塑性塑料组成的反应混合物发泡成热塑性塑料泡沫体。
根据本发明,排出速度VA在1-8m/min之间。
根据本发明,发泡温度TA=25-50℃。
根据本发明,发泡剂温度TS=15-25℃。
根据本发明,所述可膨胀的热塑性塑料是聚苯乙稀。
根据本发明,排出速度VA=2m/min。
根据本发明,发泡温度TA=30℃。
鉴于上面已阐述的由先有技术已知的方法的缺点,本发明的目的是要能达到经济和无干扰连续挤压具有至少一个发泡空腔的塑料空心型材。
为达到此目的,从型材模排出的塑料空心型材在一轨道上拉出并再处理,此轨道从型材模出发相对于水平线向下倾斜一个角度α。
由此做到使喷出的反应混合物从喷嘴流出,以及泡沫前锋在离发泡喷枪口有一距离处才开始形成。这样,一方面抑制了反应混合物回流到塑料空心型材较热的区域内,另一方面有效防止了发泡喷枪口的粘结。
这种有利的方法还可以采取措施进一步改进,即,选择一种反应混合物,它在喷枪口处给定的平均发泡温度的条件下,直至形成塑料泡沫有10-20s反应时间。
优选地喷入多元醇(polyalkohole)和异氰酸盐作为发泡剂。由上述反应成分组成的混合物反应成聚氨酯泡沫,造成了一种均匀充填空腔的塑料隔离泡沫体。
本发明还涉及一种有型材壁的可发泡的塑料空心型材,它的横截面有一空腔。通常采用先有技术已知的设备和方法,始终发泡这种类型的塑料空心型材,即,它们的几何形状只是针对其以后的使用目的,例如用于窗框或窗扇结构才是最佳的。因此,若在空腔内加入膨胀的塑料泡沫,则在空腔内的压力,尤其在加入形成硬泡沫的反应混合物的情况下,会增大到这样的程度,即导致围绕空腔的型材壁变形。这种变形必须借助连接在下游的校准器麻烦地消除,然而这种消除只能是有限的,因为塑料空心型材已经固化,当它进入校准器时难以塑性变形。
因此,本发明另一项任务是,提供一种前言所述类型可发泡的塑料空心型材,其中避免在发泡时由于空腔内的内压造成几何形状改变。
为达到此目的采取的措施是,空腔沿其横截面周边用一个与型材壁有一定距离的泡沫体辅助壁进行衬里,其中,泡沫体辅助壁通过至少一个横挡与型材壁(81)互相连接。
发泡剂喷入由泡沫体辅助壁确定的空腔内并随化学反应的开始而膨胀。若空腔已充满,压力上升,从而在泡沫体辅助壁上施加力,这些力导致泡沫体辅助壁部分塑性变形。由此降低内压,减少对真正的型材壁,尤其对在成品塑料空心型材看得见的区域内型材壁的压力影响。
附图说明
下面借助实施例并参见附图进一步说明本发明。
附图具体表示:
图1按本发明的挤压设备局部侧视图;
图2图1的局部详图,包括型材模和已插入的发泡喷枪示意侧视图;
图3型材模剖视图;
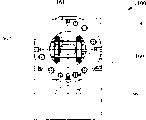
图4型材模前视图;
图5a用此挤压设备制造的塑料窗挡型材透视图;
图5b用此挤压设备制造的塑料窗框型材透视图;
图6发泡喷枪剖面图;
图7用于图5b所示塑料窗框型材的校准孔板;
图8辊式校准器示意剖视图;
图9可发泡的塑料空心型材剖视图;
图10型材模俯视图。
具体实施方式
图1表示按本发明的挤压设备。设一挤压机300,用于制备塑料熔体和通过型材模100挤压。挤压机300有至少一个借助加热带加热的缸筒308和至少一根设在缸筒308内可旋转的螺杆,用于在加料漏斗306处加入的塑料粉或颗粒的增塑。
为了制造PVC塑料空心型材,使用双螺旋挤压机300,其螺杆直径D=130mm和有效螺杆长度为22D,亦即螺杆直径的22倍,等于2860mm。在加工PVC时,优选地采用逆向旋转的双螺旋挤压机或特殊设计的单螺旋挤压机。这些考虑的优点是塑料可以大流量塑化和输送并因而只在挤压机内滞留短的时间,从而减少塑料热分解的危险。因为尤其在双螺旋挤压机中,大量热以耗散能的形式加入熔体内,所以挤压机300在前部区内也可以有空气冷却装置310,以防缸筒和在缸筒内的塑料熔体过热。
在挤压机300头部前有一型材模100,熔体在其中变形为成型的塑料条,然后在型材喷嘴160处从型材模100排出。
在型材模100内插入发泡枪400,它与下列供应装置相连:
-压缩空气装置480;
-有进水和回水的冷却水循环装置482;
-发泡剂储罐490、492。
两种反应成分从发泡剂储罐490、492彼此独立地通过发泡喷枪400导引,并在发泡喷枪口401处的混合头排出时互相混合,在那里它们彼此反应形成塑料泡沫。
若不仅一个空腔而是塑料空心型材的多个空腔要求发泡,则每个空腔插入一单独的发泡喷枪。一把、两把或多把发泡喷枪可以与公共的供应装置480、482、490、492相连。
本发明的一项重要特征是,发泡喷枪口401终止在冷却和校准器200的区域内,在这里型材已经冷却到约为30℃的发泡温度TA。在此温度下,挤压出的塑料空心型材形状稳定到这样的程度,即应能避免因发泡引起的内部压力使型材壁隆凸。为此,塑料空心型材在冷却与校准器200内从外部用冷却水冷却。
发泡剂的冷却在发泡喷枪400内部通过水冷装置来保证,以防加热发泡喷枪400和在其中导引的发泡剂。
发泡喷枪400的长度选择为,使发泡喷枪400能向前移到塑料空心型材内令发泡喷枪口401处于发泡温度区域内的程度,而发泡喷枪400的后端则始终在型材模100的喷枪导引通道150内导引。在图示的实施形式中,发泡喷枪400的长度约为6m。在这里,发泡喷枪400仅支承在型材模100的喷枪导引通道150中。发泡喷枪400从喷枪导引通道150伸出的端部没有支承,所以产生大的挠度。取决于塑料空心型材的壁厚、要发泡的空腔尺寸等,发泡喷枪口401应定位在那里的地点位于型材模100前方约3m至5m处。为防止挠曲变形,可在挤压机上装一导轨。它优选地与喷枪导向轴线154有相同的相对于水平线的夹角α,从而使导轨与喷枪导向轴线154同轴布置。发泡喷枪400向后从型材模100伸出的部分可以放在导轨上并在那里得到支承。导轨上的滑动层有助于发泡喷枪400的轴向移动性。
在发泡喷枪口401处设传感器,以便能监测在发泡剂喷入地点存在的压力和温度状况。尤其是,发泡喷枪口401还有一超声波传感器,以便能调整以及在连续工作中保持发泡枪口401与在塑料空心型材内部正在形成的泡沫体之间的距离。由发泡喷枪400的混合头排出的互相混合的发泡剂成分,在正确调整挤压设备工作温度的情况下,在大约离开发泡喷枪口401 500mm的地方发生反应。由于这一距离可防止堵塞发泡喷枪口401。
紧邻型材模100的型材喷嘴160设冷却与校准器200。从型材模100排出的处于能塑性变形状态的成型塑料条。在冷却与校准器200中冷却到低于塑料软化温度的发泡温度。在这种情况下也防止由于冷却的塑料的收缩造成形状改变,以便在冷却与校准器200端部获得具有所期望的端部几何尺寸的塑料空心型材。
冷却与校准器200由预冷却与校准器210和接着的再冷却与校准器220组成。在校准与冷却器210、220内部设许多彼此隔开间距地并列的校准孔板221.1-221.n,在这里它们的数量可达60块。
校准孔板221.1-221.n的任务是,对于从型材模100排出的尚热的和能塑性变形的塑料空心型材50,在冷却过程中,形状准确地导引和校准在外轮廓上选出的地方。同时采取下列措施防止冷却时塑料空心型材50收缩:在预冷与校准器210的区域内设真空箱211.1-211.n,真空箱内处于负压状态,从而在空心型材50内部与其外轮廓之间形成压差。由于此压力梯度使空心型材的外轮廓尺寸准确地贴靠在校准孔板221.1-221.n上。
图7表示了一块校准孔板221.1和在其中导引的型材50。每块校准孔板可整体式地由单个校准体224制成,其中加工了一个尺寸准确的型材横截面孔,后者由要制造的塑料空心型材50具体的横截面造型决定。但它也可以由可分解的多个部分组成,以便于加工型材横截面孔的棱边。校准孔板221.1-221.n的型材横截面孔按型材的冷却特性构形。例如,第一块校准孔板221.1相对于型材横截面孔有预紧度,也就是说它朝型材横截面孔内曲拱。在选出的位置短的校准体222对准型材横截面孔内部,以便靠模成形型材部分如槽52、54、55,它们必须达到特别准确的尺寸精度。
在冷却与校准器220之后设一图中未表示的传送装置,它将已制成的连续型材以排出速度VA连续地输送。
在传送装置后面设截割装置,成品塑料空心型材条在其中切断并转移给堆垛装置。
除了再校准和冷却器220外或在它所在地点,可在冷却与校准器200内设辊式校准装置500,图8中画了这一装置。在一个封闭的外壳510内上下布置两根平行的轴520、522。轴520、522上装有许多旋转的校准辊540.1-540.n。沿着辊式校准装置500的纵向,不仅在上轴520平面内,而且在下轴522平面内,均设多个这种校准辊540.1-540.n组。沿挤压方向,校准辊540.1-540.n与相邻辊组错开排列,所以插入辊式校准装置500内的塑料空心型材60外表面的全部区域都与校准辊540.1-540.n接触。塑料空心型材60发泡腔96的尺寸约为65×55cm。通过校准辊540·1-540·n使塑料空心型材60的长壁成形为达到预期的最终尺寸。同样防止了在泡沫芯96区域内的形状改变。塑料空心型材60的侧壁同样被加压,压力来自侧向的校准辊组530、532。在校准辊组530、532处,宽的辊分别跨接塑料空心型材60整个连续的侧壁,而较窄的辊承担其余型材的成型任务。与在型材长的侧面处的上和下校准辊540.1-540.n一样,侧面校准辊组530、532同样也前后排列。
如尤其图2所示,按本发明的手枪状型材模100,主要由枪管101和枪柄102组成。
在枪管101内部有一个贯穿的喷枪导引通道150。在枪管101后端,亦即与型材喷嘴160相对的那一端,喷枪导引通道150扩展为喷枪入口152,以便于发泡喷枪400插入型材模100的喷枪导引通道150内。在挤压机300外侧与发泡喷枪400周边之间,在图2所示的型材模100实施例中,存在一个距离D,所以在挤压机300与发泡喷枪400之间构成一个空隙。由此,发泡喷枪可沿轴向自由运动。
喷枪导向轴线154相对于水平线沿塑料空心型材的排出方向向下倾斜一个角度α。由此,使通过发泡喷枪400喷入空心型材喷嘴段内的液体以低的流速从发泡喷枪口401流出,从而避免在发泡时粘结和/或堵塞发泡喷枪口401。
枪柄102直接连接在挤压机300上并构成一个向枪管100导引熔体的连接通道。
尤其如图3所示,在枪柄102内部设溶体输入通道166。它从熔体入口168一直延伸到熔体径向分配器通道164。熔体输入通道166两次折角,所以熔体从挤压机轴线302平面向外引出。
枪柄102的中心线相对于挤压机轴线302抬高约300mm。
在图3所示的实施形式中,枪柄102包括一个转向块120,它有在中部的连接环121以及在端头的连接环122。在转向块120内,熔体从挤压机轴线302出发转向。
连接环122借助一夹紧环110与一个可适配的挤压机连接环304压紧连接。连接环121通过另一个夹紧环130与分配器座的连接环148连接。借助连接环148、121、133、304和夹紧环110、130连接的各构件,可以方便地加工在内部的折角的熔体输入通道166。
熔体输入通道166通入熔体径向分配器通道164内。在垂直于喷枪导向轴线154的横截面内看,分配器通道164分配熔体的流路,围绕喷枪导引通道150导引熔体,并在喷枪导引通道150的那一侧重新统一流路,如由在用于薄膜挤压的风嘴内的螺旋分配器已知的那样。在分配器座147的前端,熔体径向分配器通道164是环形的。熔体径向分配器通道164的横截面可以是圆环形的;但它也可以已近似于要制造的塑料型材的横截面,也就是说例如是矩形的。除此之外,熔体从在枪柄102中部的熔体输入通道166的方向,转向到沿喷枪导向轴线154的方向。
为了优化熔体流动和降低熔体内的压力,在分配器座164上连接第一块减径板145。在减径板145内的环形通道聚拢地在减径板内延伸,也就是说减小环形通道的内部净宽度;与此同时环形通道总体上收缩成漏斗状。因此在环形通道内导引的熔体,一方面降低其压力,另一方面使之接近型材喷嘴的端部尺寸。在第一块流动通道板144内加工一同轴的环形通道,在此环形通道内可形成层流。
图3表示的型材模100实施例有另一块减径板143和另一块流动通道板142。喷嘴板141构成封盖,其中加工一型材喷嘴160,通过其设计确定被挤出的塑料空心型材的形状。
为了补偿热损失,型材模100通过电热器172、174和/或通过图中未表示的加热带调温。
图4表示在带有型材喷嘴160的喷嘴板141上方看型材模100的俯视图。型材喷嘴160的空心型材喷嘴部分161布置为,使它围绕着喷枪导引通道150。喷枪导引通道150有带修圆的角的矩形截面。
型材模100内插入至少一把发泡喷枪400,用于型材要发泡的空腔。图6表示了发泡喷枪400的横截面。发泡喷枪用AlMgSi塑性合金通过连续挤压制成,例如类型6060(AlMgSi0.5)或6005A(AlMgSi0.7)。
横截面主要由外壁402和内壁404组成,它们通过横档407连接。此外在内部还设多个管道410、412、414,它们倚靠着内壁404或部分组合在内壁中。管道410、412、414通过加劲横挡406互相连接,以便在总体上提高发泡喷枪400的强度。由于壁402、404和管道410、412、414通过横挡406、407连接,所以在型材横截面内构成许多封闭的空心型材部分,它们可利用来导通液体和气体,或用于穿入电导线。
在本实施例中,在外壁402与内壁404之间的四个角侧构成封闭的空心型材部分作为回水管道430、431、432、433,冷却水可通过它们排入冷却水循环装置482,冷却水通过嵌在中央的进水管道414一直导引到喷枪口401。上部管道用作第一和第二发泡剂管道410、412,两种发泡剂成分通过它们彼此独立地从发泡剂储罐490、492导引到喷枪口401。
另一个横截面孔用作压缩空气供入管道420。压缩空气在发泡喷枪口401上的混合头前不远处通过至少一个压缩空气出口排出,它的任务是冲洗和冷却发泡喷枪,除此以外使塑料空心型材要发泡的空腔内静止的空气运动。
为了也能从内部冷却空腔的壁并因而将塑料更快地冷却到发泡温度,也可以取代压缩空气或除压缩空气外附加地引入冷却气体,如二氧化碳或氮。
因为发泡喷枪400由于其大的长度可能导致挠曲和不能无接触地在挤出的塑料空心型材的空腔内部导引,发泡喷枪400在下侧设滑块408、409。借助这些同轴的滑块,在挤压设备工作时发泡喷枪400支承在塑料空心型材的壁上。在发泡喷枪400与塑料空心型材之间的滑动通过这些狭窄的滑块408、409变得更加轻松。
压缩空气还可通过未表示的出口喷嘴排出,并相对于塑料空心型材的壁形成气垫,以便使发泡喷枪400与塑料空心型材之间的滑动更加容易。若在滑块408、409之间吹入压缩空气,则可借助发泡喷枪400与位于它下方的塑料空心型材壁之间的一个薄的气垫将发泡喷枪抬起。
在发泡喷枪400内另一个空腔用作电缆通道440,以便将在喷枪口401处的传感器信号向挤压设备的监控装置导引。
另一个空腔可用作通风管道441,以便防止在泡沫膨胀时空腔内形成负压。
图5a和5b中表示了选择的塑料窗型材,它们用按本发明的挤压设备制造。
图5a表示塑料窗挡型材30。它由窗挡外部型材33和窗挡内部型材34组成。它有一个窗挡外部型材槽35和窗挡内部型材壁36。在窗挡内部型材34的内部用38表示一个框式腔。在框式腔38内插入窗挡金属型材37。此外,窗挡内部型材34有一空腔39。空腔39与外部型材用40表示的导水腔不同之处在于,它没有加劲和分割腔的中间壁,因为在空腔39内置有用93表示的塑料隔离泡沫体,它有隔热和隔音的特性以及除此之外增强窗挡内部型材34,从而如已说明的那样可以取消中间壁。此外,为了装入玻璃板,在窗挡外部型材上设用31和32表示的窗挡密封型材。
图5b表示塑料窗框型材70。它有一包括导水腔76的窗框外部型材73。在窗框外部型材73上连接一窗框内部型材74,在其空腔75内插入用77表示的窗框金属型材。此外,在窗框外部型材73上在相应的槽内夹紧一窗框密封型材71。窗框内部型材74在其空腔75内充填已提及的塑料隔离泡沫体97。
在图10中表示的型材模180至少包括:
-型材壁槽181,它围绕着一个用于在塑料空心型材内构成至少一个空腔的芯部184;以及
-加工在芯部184内的泡沫体辅助壁槽182,它至少沿型材壁槽181的一部分与其相隔一定距离地设置,以及通过至少一个横挡槽183与型材壁槽连通。
在此模具内,大体平行于型材壁槽181设第二槽,即泡沫体辅助壁槽182。这两个槽181、182通过横挡槽183互相连通,并分别构成围绕芯部184的环形熔体通道,芯部用于构成空腔。
在图9中表示的实施形式表示发泡塑料空心型材80的横截面,它用图10所示的型材模180制造,以及特别适用于采用按本发明的发泡方法。
塑料空心型材80按塑料空心型材以后的使用目的如通常所要求的那样设计,就此而言不需要型材壁81的几何形状专门来适应按本发明的方法。塑料空心型材80有至少一个空腔,它由型材壁81构成。
本发明的要点是,在型材壁81内的空腔沿其横截面周边的至少一部分用泡沫体辅助壁82衬里。泡沫体辅助壁82通过横挡82与型材壁81相隔一定距离地设置。泡沫体辅助壁82的壁原小于型材壁81的壁厚,并优选地约为型材壁81壁厚的一半。发泡剂引入借助泡沫体辅助壁82衬里的空腔内,并在那里通过发生化学反应开始膨胀。若空腔完全充满,内压力增大,内压在泡沫体辅助壁82上施加一个力。尤其由于泡沫体辅助壁比较薄的壁厚为约1mm至2mm,所以它可以变形,于是空腔内的压力下降并防止影响型材壁81。借此使型材壁81保持尺寸准确,与它在发泡剂喷入时刻之前通过冷却与校准器成形的一样。在里面的泡沫体辅助壁82因发泡引起的变形从外面是看不见的。
塑料空心型材80按本发明的设计尤其有这样的优点,即,可过量喷入发泡剂,也就是说,单位时间可喷入比在给定排出速度时计算出用于充填空腔所需的更多的发泡剂。由此始终保证完全充填空腔并保证均匀的气孔结构。在空腔内所构成的塑料隔离泡沫体98由于过量造成的过压,通过使泡沫体辅助壁82和横挡83有一定量的变形补偿,不会影响塑料空心型材80的外轮廓形状。
下面说明借助本发明的挤压设备制造一种至少部分发泡的塑料空心型材。
此方法至少包括下列步骤:
-挤压塑料空心型材以构成至少一个空腔,以及,以排出速度VA拉出塑料空心型材;
-冷却以排出速度VA继续运动的塑料空心型材的塑料;
-在空腔内插入发泡喷枪,其中,发泡喷枪口定位在塑料空心型材的一个区域内,在该区域中,塑料空心型材围绕发泡喷枪口区段的温度被冷却到发泡温度TA;
-在空腔内喷入由两种可发泡的成分组成的反应混合物,令其发泡成为塑料隔离泡沫体,与此同时从塑料空心型材的外侧持续地再校准及冷却。
在加料漏斗306处输入粒状或粉末状聚氯乙烯(PVC)。聚氯乙烯借助挤压机30的缸筒壁加热器和通过塑料物质在螺杆处由于剪切产生的耗散能加热,并在平均物质温度为170℃至200℃时在挤压机300内熔化。
由于螺杆旋转,PVC熔体连续不断地压入型材模100。在那里它通过熔体入口168流动,并在转向块120中相对于水平面转向一个角度约45°。接着,熔体通过设在枪柄102内部的熔体输入通道166一直流到熔体径向分配器通道164。在那里熔体再次相对于水平面转向并分配为,使一部分熔体沿挤压方向在左面以及另一部分沿挤压方向在右面围绕喷枪导引通道150流动。熔体径向分配器通道164位于喷枪导引通道150上方的区域重新统一熔体分流并进入熔体环形通道162,熔体环形通道162一直延伸到型材喷嘴160以及在其内部设喷枪导引通道150。在模具100内的电热器保证聚氯乙烯熔体保持选定的温度和熔体的粘度不过分地增大。
在型材模100出口的型材喷嘴160处,PVC熔体成形为塑料空心型材50,它以挤压速度VE从型材模100排出。挤压速度VE通过挤压机螺杆和型材模100的几何尺寸以及由工艺参数亦即螺杆转速和缸筒壁温决定。
从型材模100的喷嘴160排出的塑料空心型材条通过冷却与校准器210、220导引,并被传送装置按排出速度VA输送。排出速度VA优选地等于挤压机处的出口速度VE。但它也可以略大,从而借助于由此造成的拉伸,避免直接在喷嘴后面还是软的空心型材下垂,并与冷却和校准器210、220配合作用获得更高的尺寸准确度。排出速度VA约为2m/min。它可以根据被挤压的塑料空心型材的结构和取决于另一些工艺参数在1与8m/min之间。
塑料空心型材50以选定的排出速度VA通过具有真空箱211.1-211.n的预校准与冷却器210和通过具有校准孔板221.1-221.n的再冷却与校准器220运动。
在以上述方式挤出的塑料空心型材内插入发泡喷枪400。为此将发泡喷枪400插入型材模100的喷枪入口152中,并穿过喷枪导引通道150一直移到从型材喷嘴160排出的塑料空心型材条的空腔内。
发泡喷枪400在借助于设在发泡喷枪口401处的温度传感器连续测量温度的情况下在塑料空心型材内移动,一直移到使发泡喷枪口401定位在这样一个位置,在这里,围绕它的塑料空心型材的温度降到了选定的发泡温度。发泡喷枪口401的这一位置,如图1所示,通常处于冷却与校准器200内部。由于发泡喷枪400从型材模100伸出的区段大的长度导致挠曲,从而使发泡喷枪口401一直下沉到塑料空心型材的壁上。在发泡喷枪口401所在的位置,PVC塑料的物质温度借助于在冷却与校准器200内循环的冷却水降到发泡温度TA为25°-50℃。在此温度塑料固化到可避免塑料空心型材被放上的发泡喷枪口401造成变形。
借助于定位在塑料空心型材内部的发泡喷枪400,在塑料空心型材的空腔内喷入由反应成分组成的混合物,以形成聚氨酯泡沫。在发泡喷枪400内一直导引到发泡喷枪口401的混合物或逐个导引到发泡喷枪口的成分,通过在发泡喷枪400内部一直到喷枪出口的水冷装置,保持在发泡剂温度TS=25℃至35℃。
发泡剂温度通过在发泡喷枪400内部的水循环冷却装置优选地降到25℃,以避免发泡混合物直接在发泡喷枪口401前提前反应。此外为了防止发泡剂成分直接在发泡喷枪口401处反应并因而导致发泡喷枪口粘结,在型材挤压期间用发泡喷枪口401处的超声波传感器连续测量喷枪口与倾斜地向上形成的泡沫前锋之间的距离。在上述发泡剂温度条件下,喷入的混合物的反应时间为15s。当排出速度VA为2m.min-1时,反应的发泡剂混合物在15s的时间间隔内已运动到离开发泡喷枪口401约500mm。这一距离足以防止发泡喷枪400上混合头的堵塞。
若小于所要求的最短距离,则沿轴向可自由运动的发泡喷枪400可从型材模100的后侧回抽。这也可以借助电驱动装置自动实现。若尽管如此在挤压工作期间仍可能导致故障,如发泡喷枪口401粘结,则发泡喷枪400可完全从塑料空心型材和从型材模100抽出,无须中断挤压过程或分解模具。
在发泡喷枪口401上的混合头前不远处,压缩空气通过至少一个压缩空气出口排出,它的任务是冲洗和冷却发泡喷枪,除此之外促使在塑料空心型材要发泡的空腔内静止的空气运动。为了也能从内部使空腔的壁冷却并因而达到将塑料更迅速地冷却到发泡温度,也可以取代压缩空气或除压缩空气之外附加地引入冷却气体,如二氧化碳或氮。
发泡喷枪可以用至少一个不接触式喷枪固定装置在空腔内部定心和固定。为此造成一个围绕着塑料空心型材的磁场,它使插入其中的发泡喷枪定位。发泡喷枪为此至少沿其长度的一部分设辅助磁导装置。
支承气体,尤其压缩空气也可以通过发泡喷枪401的管道导引,并经由发泡喷枪400外套上的孔排出。由此将发泡喷枪支承在相对于空腔内壁的压缩空气气垫上。从而避免因重力下垂的发泡喷枪口使塑料空心型材变形或受损。
可发泡的聚氨酯所用的反应成分是异氰酸盐和水或羧酸。通过水在异氰酸盐基中的加聚作用,在脱去起膨胀和形成泡沫作用的二氧化碳的情况下按下列反应式生成聚氨酯泡沫:
异氰酸盐与羧酸的置换反应按下列反应式进行:
通过选择不同的残基,完成各式各样的合成类型。用聚亚烷基二酯作为Iolen和水作为反应成分,人们获得PUR软泡沫,用多元醇和由氯氟碳氢化合物组成的膨胀气体,人们得到PUR硬泡沫材料。在加聚作用中附加需要的助剂是催化剂、乳化剂、泡沫稳定剂(特别是聚硅氧烷-聚醚共聚物)和必要时防火剂。
优选地喷入多元醇(Polyalkohole)和异氰酸盐作为发泡剂。由上述反应成分组成的混合物反应为聚氨酯泡沫,制成一种均匀充填空腔的塑料隔离泡沫体。
为了在固化的泡沫内获得期望的气孔数和气孔的尺寸,业已证明特别有利的是,多元醇成分加20体积%气泡。气泡直接在紧接着与异氰酸盐成分混合和通过发泡喷枪在空腔内喷入发泡剂之前精细分布地加入,并因此随同到达喷入点,使气泡不会作为气体部分沉积在混合系统内。多元醇与异氰酸盐按100份比120至160份重量的比例混合,其中,100∶140份重量的混合比是优选的。业已证明,特别恰当的是采用在25℃时有下列性质的多元醇:
-OH数为300-400mg KOH/g,优选350mg KOH/g;
-粘度为200-400mPas,优选300mPas;
-比重(不含空气)为1.02至1.08g/cm3,优选1.05g/cm3以及,它与有下列性质的异氰酸盐混合:
-25至40%氰酸盐(NCO),优选31%NCO;
-粘度为160至260mPas,优选210mPas,
-比重为1.20g/cm3至1.30g/cm3,优选1.23g/cm3。
这些成分直接在发泡喷枪口处通过一根已知的静态混合管互相混合,由此开始聚氨酯反应。在上述优选的按所述比例的成分混合时,反应在混合后10至20秒开始。大约经150至240秒反应产物便不发粘。
获得一种具有均匀气孔密度的CO2膨化的聚氨酯硬泡沫,它的比重为60至35g/cm3,优选62.5g/cm3。
在空腔内在塑料空心型材挤压和成型过程中产生的空气通过通风管道441向外排出。
接着,塑料空心型材的发泡区通过再冷却与校准器220位于发泡喷枪口401前面留下的区段。
借助于如图7所示的校准孔板221.1-221.n,校准塑料空心型材50,使得用51表示的窗框外部型材和用53表示的窗框内部型材相应的槽和光滑的外侧有所要求的尺寸准确度。窗框外部型材51意味着是以后看得到的撑条,以及窗框内部型材53意味着是以后看得到的视框。还设计了已说明的导水腔,在这里用58表示。用56表示的框式腔处于空心型材50内部。用54和55表示的纵槽以及另一些槽,如已说明的那样,通过短校准体222相应地校准。可以特别清楚地看出,空腔57通过现在逐渐冷却的聚氨酯泡沫转变为塑料隔离泡沫体95。此塑料隔离泡沫体95仅仅发泡;它与塑料窗框型材的聚氯乙烯不发生任何化合并可方便地与之分离;例如在型材材料回收处理的情况下。
塑料隔离泡沫体95提高塑料空心型材的刚度。因此,尤其在型材应用于塑料窗的结构时,可以取消钢的加劲衬垫。
然后,已冷却的塑料空心型材离开冷却与校准器220,并到达传送装置。直至这一时刻,制造过程是连续进行的,也就是说,以恒定的挤压速度生产连续的塑料空心型材,它以恒定的排出速度VA连续通过冷却与校准器210、220输送。发泡也是通过连续不断喷入发泡剂混合物实现的。
只有在切割时才不再连续地进行,而是按规定的节奏。塑料空心型材借助截割装置分段,由此获得上述塑料窗框型材,之后将它们输往堆垛装置。
Claims (29)
1.一种制造发泡塑料空心型材(30;50;60;70;80)的挤压设备,它有至少下列各部分:
-一台制备和供给一种塑料熔体的挤压机(300);
-一个与挤压机(300)在熔体入口(168)处导引熔体地相连的型材模(100),它包括一个具有至少一个空心型材喷嘴部分(161)的型材喷嘴(160);
-至少一把发泡喷枪(400),它至少部分设在通往型材喷嘴(160)的熔体环形通道(162)内部并同轴于从型材喷嘴(160)排出的塑料空心型材(30;50;60;70;80)排出方向,
其特征为:型材模设计为手枪状,它有下列各部分:
-一个含有熔体输入通道(166)的枪柄(102),输入通道可连接到挤压机(300)的熔体入口处并通入到一个围绕喷枪导引通道(150)的熔体径向分配器通道(164)内;以及
-一个枪管(101),包括一个从熔体径向分配器通道(164)延伸到型材喷嘴(160)的熔体环形通道(162)和一个从喷枪入口(152)延伸到型材喷嘴(160)贯通的喷枪导引通道(150);
其中,喷枪导向轴线(154)和在冷却与校准器(200)内的塑料空心型材的轨道沿排出方向向下相对于水平线成一角度α=1-10°。
2.按照权利要求1所述的挤压设备,其特征为:喷枪导向轴线(154)和在冷却与校准器(200)内的塑料空心型材的轨道沿排出方向向下相对于水平线成一角度α=1-1.5°。
3.按照权利要求1或2所述的挤压设备,其特征为:发泡喷枪(400)外周边与挤压机(300)外周边保持一个径向距离。
4.按照权利要求1或2所述的挤压设备,其特征为:发泡喷枪(400)可滑动和轴向移动地支承在导轨上。
5.按照权利要求4所述的挤压设备,其特征为:导轨装在挤压机(300)外周边上。
6.按照权利要求1或2所述的挤压设备,其特征为:发泡喷枪口(401)有一超声波接头和/或一个温度传感器。
7.按照权利要求1所述的挤压设备,其特征为:发泡喷枪(400)有一种整体式型材截面;以及,在发泡喷枪(400)内导引下列管道:
-一个第一发泡剂管道(410);
-一个第二发泡剂管道(412);
-一个进水管道(414);以及
-至少一个回水管道(430、431、432、433)。
8.按照权利要求7所述的挤压设备,其特征为:发泡剂管道(410、412)通往发泡喷枪口(401);以及,发泡喷枪口(401)设一静态混合管,它在其内部包含许多转向板,以在混合管内至少两种通过发泡剂管道(410、412)供入的液体可混合成一种均匀的液体混合物。
9.按照权利要求7或8所述的挤压设备,其特征为:在发泡喷枪(400)内部还设有压缩空气供入管道(420)和/或电缆通道(440)和/或通风管道(441)。
10.按照权利要求1、2、7或8所述的挤压设备,其特征为:发泡喷枪(400)在其下侧有至少一个滑块(408;409)。
11.按照权利要求1、2、7或8所述的挤压设备,其特征为:枪管(101)还至少包括下列沿轴向前后排列的各部分:
-一个分配器座(147);
-至少一块减径板(143;145);以及
-一块喷嘴板(141)。
12.按照权利要求11所述的挤压设备,其特征为:沿挤压方向看,在减径板(143;145)前设至少一块流动通道板(142;144)。
13.按照权利要求1、2、7或8所述的挤压设备,其特征为:型材模(180)至少包括:
-一个型材壁槽(181),它围绕着一个用于在塑料空心型材内构成至少一个空腔的芯部(184);以及
-一个加工在芯部(184)的泡沫体辅助壁槽(182),它至少沿一部分型材壁槽(181)与之相隔一定距离地设置,并通过至少一个横挡槽(183)与之连通。
14.按照权利要求1、2、7或8所述的挤压设备,其特征为:沿排出方向在型材模(100)下游设至少一个冷却与校准器(200)。
15.按照权利要求14所述的挤压设备,其特征为:冷却与校准器(200)包括一辊式校准装置(500),塑料空心型材在此装置内各方面通过许多辊(540.1-540.n)加压。
16.按照权利要求2所述的挤压设备,其特征为:所述角度α=1.35°。
17.一种制造有至少一个发泡空腔的塑料空心型材的方法,包括下列步骤:
(1)挤压塑料空心型材以构成至少一个空腔,以及,以排出速度VA拉出塑料空心型材;
(2)冷却以排出速度VA继续运动的塑料空心型材的塑料;
(3)在空腔内插入发泡喷枪,其中,发泡喷枪口定位在塑料空心型材的一个区域内,在该区域中,塑料空心型材围绕发泡喷枪口区段的温度被冷却到发泡温度TA;
(4)以发泡剂温度TS在空腔内喷入由两种可发泡的成分组成的反应混合物,令其发泡成为塑料隔离泡沫体,与此同时从塑料空心型材的外侧持续地再校准及再冷却,
其特征为:从型材模(100)排出的塑料空心型材在一轨道上拉出并再处理,此轨道从型材模(100)出发相对于水平线向下倾斜一个角度α=1-10°。
18.按照权利要求17所述的方法,其特征为:选择一种反应混合物,它在发泡喷枪口处给定的发泡剂温度TS的条件下,直至形成塑料泡沫有10-20s反应时间。
19.按照权利要求17或18所述的方法,其特征为:反应混合物作为第一种反应成分包括一种异氰酸盐和作为第二种反应成分包括一种多元醇和水和/或一种羧酸,并发泡成聚氨酯泡沫体、聚异氰酸盐泡沫体或聚脲泡沫体。
20.按照权利要求19所述的方法,其特征为:多元醇与异氰酸盐按100份重量多元醇比120至160份重量异氰酸盐的比例混合。
21.按照权利要求20所述的方法,其特征为:每100份重量多元醇加15至25体积百分比的空气,以及由多元醇与空气组成的混合物与120至160份重量异氰酸盐混合。
22.按照权利要求17至18之一所述的方法,其特征为:由不饱和聚酯树脂、硬化剂和膨胀剂组成的反应混合物发泡成一种聚酯树脂泡沫体。
23.按照权利要求17至18之一所述的方法,其特征为:由膨胀剂和可膨胀的热塑性塑料组成的反应混合物发泡成热塑性塑料泡沫体。
24.按照权利要求18所述的方法,其特征为:排出速度VA在1-8m/min之间。
25.按照权利要求18所述的方法,其特征为:发泡温度TA=25-50℃。
26.按照权利要求18所述的方法,其特征为:发泡剂温度TS=15-25℃。
27.按照权利要求23所述的方法,其特征为:所述可膨胀的热塑性塑料是聚苯乙稀。
28.按照权利要求24所述的方法,其特征为:排出速度VA=2m/min。
29.按照权利要求25所述的方法,其特征为:发泡温度TA=30℃。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19961306A DE19961306C2 (de) | 1999-12-18 | 1999-12-18 | Extrusionsvorrichtung |
| DE19961306.0 | 1999-12-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1411407A CN1411407A (zh) | 2003-04-16 |
| CN1207136C true CN1207136C (zh) | 2005-06-22 |
Family
ID=7933318
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB008173524A Expired - Fee Related CN1207136C (zh) | 1999-12-18 | 2000-12-18 | 制造有至少一个发泡空腔的塑料空心型材的挤压设备和方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6881365B2 (zh) |
| EP (1) | EP1237697B1 (zh) |
| CN (1) | CN1207136C (zh) |
| AT (1) | ATE268680T1 (zh) |
| AU (1) | AU2842601A (zh) |
| DE (2) | DE19961306C2 (zh) |
| PL (1) | PL196099B1 (zh) |
| RU (1) | RU2243094C2 (zh) |
| WO (1) | WO2001043939A1 (zh) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT413271B (de) * | 2002-03-19 | 2006-01-15 | Greiner Extrusionstechnik Gmbh | Formgebungseinrichtung, insbesondere kalibrierblende |
| ATE528120T1 (de) * | 2005-03-16 | 2011-10-15 | Greiner Tool Tec Gmbh | Traganordnung für ein extrusionswerkzeug und verfahren zur extrusion eines gegenstandes |
| RU2444438C2 (ru) * | 2006-02-22 | 2012-03-10 | Фьючериз Отомоутив Интериорс (Острэйлиа) Пти Лтд | Композитная конструкция |
| US7680555B2 (en) * | 2006-04-03 | 2010-03-16 | Stratasys, Inc. | Auto tip calibration in an extrusion apparatus |
| US8562885B2 (en) * | 2009-02-21 | 2013-10-22 | Dow Global Technologies Inc. | Multilayer structures having annular profiles and methods and apparatus of making the same |
| DE102009019331A1 (de) | 2009-04-30 | 2010-11-04 | Bayer Materialscience Ag | Kontinuierliches Verfahren zur Herstellung eines Hohlkammerprofils |
| US8632868B2 (en) * | 2009-11-21 | 2014-01-21 | Mikron Industries, Inc. | Integrated insulation extrusion and extrusion technology for window and door systems |
| AT509229B1 (de) * | 2010-02-26 | 2011-07-15 | Isoplus Fernwaermetechnik Ges M B H | Verfahren zur herstellung eines verbundrohres |
| DE102011015455A1 (de) | 2011-03-30 | 2012-10-04 | Rehau Ag + Co. | Verfahren zur Einbringung von Schaummaterial in Hohlkammerprofile |
| FR2974323B1 (fr) * | 2011-04-22 | 2014-08-22 | Alphacan Sa | Procede de fabrication par extrusion d'un profile en matiere thermoplastique, outillage d'extrusion pour la mise en oeuvre de ce procede, et profile obtenu |
| US9492957B2 (en) | 2011-04-27 | 2016-11-15 | Basf Se | Extruded plastics profiles comprising continuously introduced insulation elements |
| WO2012146676A1 (de) | 2011-04-27 | 2012-11-01 | Basf Se | Extrudierte kunststoffprofile, enthaltend kontinuierlich eingebrachte dämmelemente |
| EP2574440A1 (de) | 2011-09-30 | 2013-04-03 | profine GmbH | Verfahren zum Ausschäumen von Hohlkammerprofilen |
| DE102011056194A1 (de) | 2011-12-08 | 2013-06-13 | Veka Ag | Verfahren zum Herstellen eines Kunststoffhohlprofils mit wenigstens einer mit einem Schaumkörper versehenen Hohlkammer sowie ein Extrusionswerkzeug dafür |
| CN104781491A (zh) | 2012-11-05 | 2015-07-15 | 巴斯夫欧洲公司 | 制备成型件的方法 |
| US10100513B2 (en) | 2012-11-05 | 2018-10-16 | Basf Se | Process for producing profiled elements |
| US9593222B2 (en) | 2013-05-14 | 2017-03-14 | Icp Adhesives And Sealants, Inc. | Method and composition for filling elongated channels with expanding foam insulation |
| DE102018122797A1 (de) * | 2018-09-18 | 2020-03-19 | Kraussmaffei Technologies Gmbh | Vorrichtung zum Formen eines Kunststoffbauteils |
| RU2745944C1 (ru) * | 2020-08-31 | 2021-04-05 | Общество с ограниченной ответственностью «АМТ» | Экструдер 3д принтера c конвекционным нагревом |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1374382A (fr) * | 1963-06-21 | 1964-10-09 | Plastival S A | Procédé de fabrication de profilés composites, dispositif machine pour la mise enoeuvre du procédé et profilés obtenus par la mise en oeuvre du procédé |
| FR96322E (fr) | 1968-11-26 | 1972-06-16 | Rhone Poulenc Sa | Nouveau réacteur étagé. |
| DE1959464A1 (de) * | 1969-11-27 | 1971-06-03 | Bayer Ag | Verfahren und Vorrichtung zum kontinuierlichen Strangpressen von endlosen Profilen mit einem Mantel aus thermoplastischem Kunststoff und einem Schaumstoffkern und nach diesem hergestellte Profile |
| US3832099A (en) * | 1971-08-24 | 1974-08-27 | Uniform Ag | Apparatus for producing polyurethane foam |
| DE2257661A1 (de) * | 1972-11-24 | 1974-05-30 | Bayer Ag | Verfahren und vorrichtung zum ausfuellen von hohlraeumen, insbesondere eines solchen zwischen einem leitungsrohr und einem dieses umgebende huellrohr, mit isolierstoff |
| AT348247B (de) * | 1974-07-25 | 1979-02-12 | Rakennusmuovi Oy | Vorrichtung zum herstellen von isolierrohren |
| DE2517664C3 (de) * | 1975-04-22 | 1981-06-19 | Metzeler Schaum Gmbh, 8940 Memmingen | Verfahren zur kontinuierlichen Herstellen von rechteckigen Schaumstoffblöcken |
| US4044084A (en) * | 1975-08-11 | 1977-08-23 | Phipps Arthur L | Method of removing an article from a chamber having a reduced pressure therein |
| DE2557572C2 (de) * | 1975-12-20 | 1982-08-19 | Maschinenfabrik Hennecke Gmbh, 5090 Leverkusen | Vorrichtung zum kontinuierlichen Herstellen von Schaumstoffblöcken mit rechteckigem Querschnitt |
| DE2844006C2 (de) * | 1978-10-09 | 1981-11-26 | Hocoplast Gmbh & Co Kg Kunststofferzeugnisse, 8330 Eggenfelden | Verfahren zum Extrudieren von Kunstsoffprofilen |
| US4225378A (en) * | 1978-12-27 | 1980-09-30 | Burroughs Corporation | Extrusion mold and method for growing monocrystalline structures |
| JPS59140034A (ja) * | 1983-01-05 | 1984-08-11 | Fukubi Kagaku Kogyo Kk | 繊維補強発泡体で充填された合成樹脂成形体の連続的製造方法 |
| US4731002A (en) * | 1986-11-19 | 1988-03-15 | American Maplan Corporation | Triple-wall foam coextrusion apparatus |
| US5286320A (en) * | 1991-11-18 | 1994-02-15 | Owens-Corning Fiberglas Technology Inc. | Method for making a pultruded panel |
| ES2139778T3 (es) * | 1994-06-29 | 2000-02-16 | Hennecke Gmbh | Procedimiento y dispositivo para la fabricacion continua de bloques o bandas de material de espuma. |
| US5653923A (en) * | 1996-02-29 | 1997-08-05 | Owens-Corning Fiberglas Technology, Inc. | Method for making shaped members using a foam froth |
| US5807514A (en) * | 1996-07-10 | 1998-09-15 | Owens-Corning Fiberglas Technology, Inc. | Manufacturing of foam-containing composites |
| DE19717066C1 (de) * | 1997-04-23 | 1998-02-26 | Daimler Benz Ag | Verfahren zum Trennen stranggepreßter Hohlprofile und Strangpreßvorrichtung |
| DE29714899U1 (de) * | 1997-08-20 | 1998-09-17 | Veka Ag | Vorrichtung zum Extrudieren von Kunststoffhohlprofilen für Fenster- oder Türprofile |
| US5942173A (en) * | 1998-05-13 | 1999-08-24 | Illinois Tool Works, Inc. | Method of filling elongated channels with polymeric foam |
-
1999
- 1999-12-18 DE DE19961306A patent/DE19961306C2/de not_active Expired - Fee Related
-
2000
- 2000-12-18 WO PCT/EP2000/012882 patent/WO2001043939A1/de active IP Right Grant
- 2000-12-18 DE DE50006769T patent/DE50006769D1/de not_active Expired - Lifetime
- 2000-12-18 US US10/169,490 patent/US6881365B2/en not_active Expired - Fee Related
- 2000-12-18 CN CNB008173524A patent/CN1207136C/zh not_active Expired - Fee Related
- 2000-12-18 AU AU28426/01A patent/AU2842601A/en not_active Abandoned
- 2000-12-18 PL PL356637A patent/PL196099B1/pl unknown
- 2000-12-18 RU RU2002119058/12A patent/RU2243094C2/ru not_active IP Right Cessation
- 2000-12-18 AT AT00993389T patent/ATE268680T1/de active
- 2000-12-18 EP EP00993389A patent/EP1237697B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE50006769D1 (de) | 2004-07-15 |
| RU2243094C2 (ru) | 2004-12-27 |
| EP1237697B1 (de) | 2004-06-09 |
| EP1237697A1 (de) | 2002-09-11 |
| ATE268680T1 (de) | 2004-06-15 |
| WO2001043939A1 (de) | 2001-06-21 |
| PL196099B1 (pl) | 2007-12-31 |
| DE19961306C2 (de) | 2002-10-31 |
| PL356637A1 (en) | 2004-06-28 |
| CN1411407A (zh) | 2003-04-16 |
| US6881365B2 (en) | 2005-04-19 |
| US20030031816A1 (en) | 2003-02-13 |
| DE19961306A1 (de) | 2001-07-05 |
| RU2002119058A (ru) | 2004-02-20 |
| AU2842601A (en) | 2001-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1207136C (zh) | 制造有至少一个发泡空腔的塑料空心型材的挤压设备和方法 | |
| CN1121310C (zh) | 带有至少一个校准模的校准装置 | |
| CN1104316C (zh) | 注射发泡成型的热塑性树脂产品及其生产方法 | |
| CN1137021C (zh) | 发泡热塑性树脂板的制造设备 | |
| CN1231342C (zh) | 用于成型细长轴构件的方法 | |
| CN1139471C (zh) | 合成树脂的模具内膨胀发泡成型装置和方法 | |
| CN101068670A (zh) | 注射发泡成型方法和注射发泡成型用模具 | |
| CN1852797A (zh) | 热塑性树脂发泡性粒子的制造方法 | |
| US7878792B2 (en) | Support arrangement for an extrusion tool and extrusion tool for moulding an object | |
| KR100912211B1 (ko) | 멀티 성형장치 | |
| JP7193795B2 (ja) | 熱溶解積層法による三次元造形プリンタ用の未加硫ゴム組成物、未加硫ゴム組成物を造形原料とする三次元造形物の製造方法 | |
| CN1226130C (zh) | 挤压设备的成型装置 | |
| JP2010105165A (ja) | セラミック成形体の連続成形装置 | |
| KR100744649B1 (ko) | 흡입송풍방식으로 열가소성수지로 이루어진 중공 제품을 제조하기 위한 장치 | |
| CN1723109A (zh) | 成形方法及树脂成形体 | |
| CN109334060B (zh) | 二泡内注水吹胀pvc热收缩标签膜制备方法 | |
| CN209832529U (zh) | 一种pla薄膜生产的螺杆挤出机 | |
| JP2011062936A (ja) | 押出成形装置 | |
| EA004153B1 (ru) | Способ изготовления формованных изделий и установка для его осуществления | |
| CN1059867A (zh) | 热塑性树脂交联泡沫体的制造方法及装置 | |
| KR101725182B1 (ko) | 합성수지 시트 제조장치 | |
| KR101747668B1 (ko) | 압출성형기용 멀티레이어 다이스 | |
| CN220904103U (zh) | 一种吹膜机模头 | |
| JP2007007942A (ja) | 導電性ゴムローラの製造方法 | |
| JP2024013084A (ja) | 床材の製造方法および床材製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20050622 Termination date: 20161218 |