CN1197676C - 钻头 - Google Patents
钻头 Download PDFInfo
- Publication number
- CN1197676C CN1197676C CNB008189579A CN00818957A CN1197676C CN 1197676 C CN1197676 C CN 1197676C CN B008189579 A CNB008189579 A CN B008189579A CN 00818957 A CN00818957 A CN 00818957A CN 1197676 C CN1197676 C CN 1197676C
- Authority
- CN
- China
- Prior art keywords
- main body
- blade
- drill
- drill bit
- drill main
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/14—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by boring or drilling
- B28D1/146—Tools therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/005—Cylindrical shanks of tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B51/00—Tools for drilling machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/75—Stone, rock or concrete
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2231/00—Details of chucks, toolholder shanks or tool shanks
- B23B2231/02—Features of shanks of tools not relating to the operation performed by the tool
- B23B2231/0216—Overall cross sectional shape of the shank
- B23B2231/022—Triangular
- B23B2231/0224—Rounded triangular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2240/00—Details of connections of tools or workpieces
- B23B2240/08—Brazed connections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2240/00—Details of connections of tools or workpieces
- B23B2240/16—Welded connections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/14—Configuration of the cutting part, i.e. the main cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/18—Configuration of the drill point
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2251/00—Details of tools for drilling machines
- B23B2251/20—Number of cutting edges
- B23B2251/202—Three cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2265/00—Details of general geometric configurations
- B23B2265/32—Polygonal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/78—Tool of specific diverse material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/89—Tool or Tool with support
- Y10T408/907—Tool or Tool with support including detailed shank
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/89—Tool or Tool with support
- Y10T408/909—Having peripherally spaced cutting edges
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Drilling Tools (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Earth Drilling (AREA)
- Holo Graphy (AREA)
- Surgical Instruments (AREA)
Abstract
Description
Claims (8)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000037718 | 2000-02-16 | ||
| JP37718/2000 | 2000-02-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1434754A CN1434754A (zh) | 2003-08-06 |
| CN1197676C true CN1197676C (zh) | 2005-04-20 |
Family
ID=18561568
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB008189579A Expired - Lifetime CN1197676C (zh) | 2000-02-16 | 2000-12-07 | 钻头 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US7097396B1 (zh) |
| EP (1) | EP1275457B1 (zh) |
| JP (1) | JP3796445B2 (zh) |
| CN (1) | CN1197676C (zh) |
| AT (1) | ATE464965T1 (zh) |
| AU (2) | AU1733401A (zh) |
| CA (1) | CA2399353C (zh) |
| DE (1) | DE60044264D1 (zh) |
| ES (1) | ES2357613T3 (zh) |
| HK (1) | HK1054713A1 (zh) |
| TW (1) | TW479005B (zh) |
| WO (1) | WO2001060557A1 (zh) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10239422A1 (de) * | 2002-08-28 | 2004-03-18 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Werkzeug zur spanenden Bearbeitung |
| DE102006000208A1 (de) * | 2006-04-28 | 2007-10-31 | Hilti Ag | Drehschlagbohrer mit viergängigem Bohrwendelschaft |
| US7861807B2 (en) * | 2008-12-03 | 2011-01-04 | Black & Decker Inc. | Drill bit including one piece cutting head |
| BR112013016494B1 (pt) * | 2010-12-28 | 2020-11-17 | Toyota Jidosha Kabushiki Kaisha | Broca de duas laminas |
| DE102011076890A1 (de) * | 2011-06-01 | 2012-12-06 | Swg Schraubenwerk Gaisbach Gmbh | Bohrer |
| DE102012015370A1 (de) | 2012-08-03 | 2014-02-06 | Irwin Industrial Tool Co. | Bohrkopf für einen Bohrer und Bohrer |
| DE102012015369A1 (de) | 2012-08-03 | 2014-02-06 | Irwin Industrial Tool Co. | Bohrkopf für einen Bohrer und Bohrer |
| US9695640B2 (en) | 2012-08-03 | 2017-07-04 | Irwin Industrial Tool Company | Drill head for a drill and drill |
| USD735329S1 (en) * | 2012-09-07 | 2015-07-28 | Bien-Air Holding Sa | Shank for surgical drill |
| USD734790S1 (en) * | 2013-06-12 | 2015-07-21 | Element Six (Production) (Pty) Ltd | Drill bit tip |
| KR20220047580A (ko) * | 2019-08-27 | 2022-04-18 | 스미또모 덴꼬오 하드메탈 가부시끼가이샤 | 드릴 |
| US11321506B2 (en) * | 2019-09-17 | 2022-05-03 | Regents Of The University Of Minnesota | Fast algorithm to simulate the response of PDC bits |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1136987A (en) * | 1913-06-16 | 1915-04-27 | Samuel Peck | Impact rotary drill. |
| US1964030A (en) * | 1931-08-26 | 1934-06-26 | Abbott P Brush | Drill |
| US2260288A (en) * | 1940-12-07 | 1941-10-28 | Lester G Black | Drill for penetrating hard metals |
| US2404048A (en) * | 1944-08-05 | 1946-07-16 | Franklin G Gepfert | Drill |
| US2404049A (en) * | 1944-08-30 | 1946-07-16 | Franklin G Gepfert | Drill |
| US2673716A (en) * | 1950-09-02 | 1954-03-30 | Clyde E Avery | Bit |
| US2640379A (en) * | 1951-11-28 | 1953-06-02 | Graves Mark | Drill |
| US2876995A (en) * | 1954-09-02 | 1959-03-10 | Sr Francis M Neighly | Percussion drills |
| US3564948A (en) * | 1968-12-06 | 1971-02-23 | Illinois Tool Works | Drill |
| JPS5537284Y2 (zh) * | 1972-06-09 | 1980-09-02 | ||
| US4160616A (en) * | 1977-10-03 | 1979-07-10 | Winblad Michael E | Drill containing minimum cutting material |
| US4383784A (en) * | 1980-01-07 | 1983-05-17 | Precision Twist Drill & Machine Co. | Method and means of manufacturing a rotary cutting tool |
| JPS6347815A (ja) | 1986-08-18 | 1988-02-29 | Canon Inc | 電子タイプライタ |
| JPS6347815U (zh) * | 1986-09-13 | 1988-03-31 | ||
| DE3707798A1 (de) * | 1987-03-11 | 1988-09-22 | Hawera Probst Kg Hartmetall | Gesteinsbohrer |
| DE3742661A1 (de) * | 1987-12-16 | 1989-07-13 | Hawera Probst Kg Hartmetall | Gesteinsbohrer |
| SE461024B (sv) * | 1988-06-23 | 1989-12-18 | Sandvik Ab | Borr |
| US5184926A (en) * | 1990-11-05 | 1993-02-09 | Megatool, Inc. | Root-strength drill bit and method of making |
| DE4407119A1 (de) * | 1993-12-11 | 1995-06-14 | Hawera Probst Kg Hartmetall | Gesteinsbohrer |
| US5664914A (en) | 1994-04-27 | 1997-09-09 | Kabushiki Kaisha Mekuto | Drill |
| JP3307809B2 (ja) * | 1995-10-05 | 2002-07-24 | 兼房株式会社 | シャンク付回転工具 |
| GB9625398D0 (en) | 1996-12-06 | 1997-01-22 | Merck Sharp & Dohme | Method of treatment,manufacture,compositions and compounds |
| DE19722519A1 (de) | 1997-05-30 | 1998-12-03 | Hawera Probst Gmbh | Bohrwerkzeug |
| DE19810193A1 (de) * | 1998-03-10 | 1999-09-16 | Hilti Ag | Bohrwerkzeug |
| JP3895904B2 (ja) * | 2000-05-30 | 2007-03-22 | 株式会社ミヤナガ | ドリルビット |
| US6929433B2 (en) * | 2000-10-12 | 2005-08-16 | Randall C. Andronica | Drill and surface insensitive starting drill for difficult materials and deep holes |
| JP3739048B2 (ja) * | 2002-11-01 | 2006-01-25 | 株式会社ミヤナガ | ドリルビット |
-
2000
- 2000-07-12 US US10/203,508 patent/US7097396B1/en not_active Expired - Lifetime
- 2000-12-06 TW TW089125950A patent/TW479005B/zh not_active IP Right Cessation
- 2000-12-07 AU AU1733401A patent/AU1733401A/xx active Pending
- 2000-12-07 DE DE60044264T patent/DE60044264D1/de not_active Expired - Lifetime
- 2000-12-07 CN CNB008189579A patent/CN1197676C/zh not_active Expired - Lifetime
- 2000-12-07 AT AT00979974T patent/ATE464965T1/de active
- 2000-12-07 CA CA002399353A patent/CA2399353C/en not_active Expired - Fee Related
- 2000-12-07 AU AU2001217334A patent/AU2001217334B2/en not_active Expired
- 2000-12-07 EP EP00979974A patent/EP1275457B1/en not_active Expired - Lifetime
- 2000-12-07 WO PCT/JP2000/008662 patent/WO2001060557A1/ja active IP Right Grant
- 2000-12-07 JP JP2001559638A patent/JP3796445B2/ja not_active Expired - Lifetime
- 2000-12-07 ES ES00979974T patent/ES2357613T3/es not_active Expired - Lifetime
-
2003
- 2003-09-26 HK HK03106954A patent/HK1054713A1/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| AU1733401A (en) | 2001-08-27 |
| TW479005B (en) | 2002-03-11 |
| US7097396B1 (en) | 2006-08-29 |
| EP1275457A4 (en) | 2004-07-28 |
| AU2001217334B2 (en) | 2004-12-23 |
| EP1275457B1 (en) | 2010-04-21 |
| WO2001060557A1 (fr) | 2001-08-23 |
| ATE464965T1 (de) | 2010-05-15 |
| EP1275457A1 (en) | 2003-01-15 |
| CN1434754A (zh) | 2003-08-06 |
| ES2357613T3 (es) | 2011-04-28 |
| JP3796445B2 (ja) | 2006-07-12 |
| HK1054713A1 (en) | 2003-12-12 |
| CA2399353C (en) | 2006-01-17 |
| CA2399353A1 (en) | 2002-10-28 |
| DE60044264D1 (de) | 2010-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
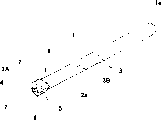
| CN1197676C (zh) | 钻头 | |
| CN1199769C (zh) | 钻头 | |
| US6354771B1 (en) | Cutting or breaking tool as well as cutting insert for the latter | |
| US7658136B2 (en) | Hole saw blade | |
| CN1204990C (zh) | 钻头 | |
| CN1017818B (zh) | 用于砖石和岩石钻孔的扁钻刀片 | |
| US20010013429A1 (en) | Rock drill | |
| CN1107409A (zh) | 麻花钻 | |
| JP3739048B2 (ja) | ドリルビット | |
| JP4189380B2 (ja) | ドリルビット | |
| CN1200790C (zh) | 一种加工刀片的方法 | |
| CN107448149A (zh) | 脊形切削齿 | |
| WO2011149143A1 (ko) | 드릴 비트 | |
| CN1032131A (zh) | 具有倒棱强力切削刃的砖石钻头刀片 | |
| JP2008062620A (ja) | ドリルビット | |
| JP3598268B2 (ja) | ドリルビット | |
| JP3604344B2 (ja) | ドリルビット | |
| EP0350526B1 (en) | Non-core drill | |
| CN2792664Y (zh) | 钻头的切削部锥面导角结构 | |
| CN216634251U (zh) | 一种三刃钻头及电锤钻 | |
| JPH07293173A (ja) | ロックビット | |
| KR100592543B1 (ko) | 드릴 비트 | |
| CN114378770A (zh) | 一种三刃钻头及电锤钻 | |
| CN2622376Y (zh) | 一字阶梯三刃钎头 | |
| JPH08281509A (ja) | スローアウェイドリル用のチップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| CI01 | Publication of corrected invention patent application |
Correction item: Inventor Correct: Miyanaga Masaaki False: Miyanaga Masaaki Number: 32 Page: 223 Volume: 19 |
|
| CI02 | Correction of invention patent application |
Correction item: Inventor Correct: Miyanaga Masaaki False: Miyanaga Masaaki Number: 32 Page: The title page Volume: 19 |
|
| COR | Change of bibliographic data |
Free format text: CORRECT: INVENTOR; FROM: HISASHI MASAAKI TO: YONGCHANG MING PALACE |
|
| ERR | Gazette correction |
Free format text: CORRECT: INVENTOR; FROM: HISASHI MASAAKI TO: YONGCHANG MING PALACE |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20050420 |
|
| CX01 | Expiry of patent term |