CN1170734C - 包装方法 - Google Patents
包装方法 Download PDFInfo
- Publication number
- CN1170734C CN1170734C CNB008067147A CN00806714A CN1170734C CN 1170734 C CN1170734 C CN 1170734C CN B008067147 A CNB008067147 A CN B008067147A CN 00806714 A CN00806714 A CN 00806714A CN 1170734 C CN1170734 C CN 1170734C
- Authority
- CN
- China
- Prior art keywords
- described method
- accordance
- group
- egative film
- cover plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1635—Laser beams characterised by the way of heating the interface at least passing through one of the parts to be joined, i.e. laser transmission welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1654—Laser beams characterised by the way of heating the interface scanning at least one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/13—Single flanged joints; Fin-type joints; Single hem joints; Edge joints; Interpenetrating fingered joints; Other specific particular designs of joint cross-sections not provided for in groups B29C66/11 - B29C66/12
- B29C66/131—Single flanged joints, i.e. one of the parts to be joined being rigid and flanged in the joint area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/13—Single flanged joints; Fin-type joints; Single hem joints; Edge joints; Interpenetrating fingered joints; Other specific particular designs of joint cross-sections not provided for in groups B29C66/11 - B29C66/12
- B29C66/135—Single hemmed joints, i.e. one of the parts to be joined being hemmed in the joint area
- B29C66/1352—Single hem to hem joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/242—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours
- B29C66/2422—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours being circular, oval or elliptical
- B29C66/24221—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being closed, i.e. forming closed contours being circular, oval or elliptical being circular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/534—Joining single elements to open ends of tubular or hollow articles or to the ends of bars
- B29C66/5346—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat
- B29C66/53461—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat joining substantially flat covers and/or substantially flat bottoms to open ends of container bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/54—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles
- B29C66/542—Joining several hollow-preforms, e.g. half-shells, to form hollow articles, e.g. for making balls, containers; Joining several hollow-preforms, e.g. half-cylinders, to form tubular articles joining hollow covers or hollow bottoms to open ends of container bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/65—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles with a relative motion between the article and the welding tool
- B29C66/652—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles with a relative motion between the article and the welding tool moving the welding tool around the fixed article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/836—Moving relative to and tangentially to the parts to be joined, e.g. transversely to the displacement of the parts to be joined, e.g. using a X-Y table
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/50—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1603—Laser beams characterised by the type of electromagnetic radiation
- B29C65/1612—Infrared [IR] radiation, e.g. by infrared lasers
- B29C65/1619—Mid infrared radiation [MIR], e.g. by CO or CO2 lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1674—Laser beams characterised by the way of heating the interface making use of laser diodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72321—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72327—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of natural products or their composites, not provided for in B29C66/72321 - B29C66/72324
- B29C66/72328—Paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7162—Boxes, cartons, cases
- B29L2031/7164—Blister packages
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S53/00—Package making
- Y10S53/02—High frequency electric sealing
Abstract
一种形成泡罩包装的方法,其包括将一其上有泡罩袋的底片和盖片接触,并且施加激光能,在所述盖片和所述底片的所述泡罩袋之间形成连接,该泡罩包装最好是伸长形状,该泡罩包装适于容纳范围广泛的不同产品,特别是药品。
Description
本发明涉及包括使用激光焊接技术形成泡罩包装(blisterpack)的方法。许多不同的产品型式可以容纳在此种泡罩包装内。该泡罩包装特别适于容纳药品。
采用泡罩包装容纳药品已为人所熟知。一般此种包装是取一块上有一个泡罩袋的底片,在其上添加一块盖片,以便对泡罩袋形成连接。将盖片固定在底片上的已知方法包括使用粘接剂和选自热金属焊、射频焊和超声波焊的焊接方法。
采用粘接剂密封存在如何控制粘接剂的涂布以保证盖片和底片的粘接均匀以及防止浪费和脏污的问题。
采用目前已知焊接方法的缺点是在焊头和被焊基体之间要求受控制的直接接触。这就限制了其本身机理要求复杂的焊接过程的速度。此外,利用已知的焊接方法,难于生产出例如“Z”字形和网点图案的复杂焊接图案。
本发明人现在发现如果在连接泡罩包装的方法中使用激能便可以克服上述密封方法的缺点,特别是采用激光能总体上降低过程的复杂性,但可允许建立复杂的焊接图案。虽然激光焊接为一已知技术,但在形成泡罩包装上使用激光能的优点迄未被认识。
在形成本发明的泡罩包装方面使用激光能的其他优点包括可以精确地控制低焊接能量,从而能够以精确的方式形成连接,同时不影响泡罩包装的其他部分。此外,激光焊接干净,并且可以做到实际上不透气,从而获得良好的防潮性。另外,由于激光输出一般非常稳定,因而可以获得稳定的焊接再现性。
当泡罩包装用不同的薄膜构成的底片和/或盖片制造时,还有另外的优点:可以选择激光源的能量仅仅将选定的薄膜部分连接,同时保存该薄膜的其他部分的完整性。例如可以使激光能集中通过薄膜中的塑料层,但在任何毗邻的金属层上产生焊接效果。
PCT专利申请No.WO 98/16430描述激光焊接塑料形成塑料袋的方法和装置,未提到用于容纳药品的泡罩包装。
按照本发明的一个方面,提出一种形成泡罩包装的方法,其包括使其上具有一包含一产品的泡罩袋的底片和盖片接触,并施加激光能,以在盖片和底片的泡罩袋之间形成气密密封连接,其中所述盖片和所述底片均包括至少一层金属箔和该连接包括在金属箔之间的金属-金属连接。
例如该连接为焊接或软钎焊接。此处所谓焊接是由两种材料熔化而形成的连接,而所谓软钎焊接是两种材料和一种可熔合金之间形成的连接。气密密封连接包括不透气密封。
本法适用于该底片上有多个泡罩袋,并施加激光能在盖片和底片的每个泡罩袋之间形成连接。该底片和该盖片最好是伸长的(即伸长带),而该底片沿着长度方向有多个隔开的泡罩袋。按照连续的方式使用激光能连接伸长底片的每个泡罩袋最合适。
一方面,激光能来自激光源,该激光源可以相对于底片和盖片移动从而使连接正确地定位。
另一方面,该激光能来自固定的激光源,该底片和盖片可以移动从而使连接正确地定位。
再另一方面,利用一个导向机构为激光能量导向,以便能使连接正确地定位。该导向机构最好包括一个或一个以上的活动镜面。该导向机构亦可根据选择包括一个或一个以上的电流计扫描器。
一方面,该连接具有“Z”字形状。另一方面,该连接具有多网点形状。再另一方面,该连接是连续的。
该激光源可为适于激光焊接的任何源,其中包括二氧化碳、二极管、纤维和铜蒸汽激光源。该激光束也可由一Q开关钕钇铝石榴石激光器产生。一般最大平均功率为10-200W,以25-100W为宜。最大的峰值功率为10-1KW,以5-3KW为宜。
一方面,该激光能以连续方式施加。
另一方面,该激光能以脉冲方式施加。该激光源的脉冲宽度以0.5-20μs为宜。最大脉冲能量为10-100J。
再一方面,该连接的连接宽度为5μm-10mm,以10μm-1mm为宜,10-200μm更宜,20-100μm最宜。
该底片和盖片的另一层材料宜从由有机聚合物材料和纸构成的组中选择。合适的金属箔包括铝箔或锡箔,其厚度为5-100μm,以10-50μm为宜。合适的有机聚合物材料包括聚乙烯、聚丙烯、聚氯乙烯和聚对苯二甲酸乙脂。
底片和盖片最好由不同的材料构成。
该底体和盖片一方面可以包括任何合适材料的薄膜。特定的薄膜结构按照使泡罩包装性能-特别在防止空气和湿气侵入和提高密封性方面-达到最优化进行选择。
一方面提出一种方法,该方法另外包括使用激光能在其中间形成一个或一个以上的额外的连接。基本的连接以圆形为宜,而所述一个或一个以上的额外连接和基本连接同心。
另一方面提出一种方法,该方法另外包括将底片和盖片摺叠连接,以便在它们中间具有多个连接部位,同时施加激光能在每个所述部位上形成多个连接。此种方法可以造成坚固的密封,因而更能抗御湿气和空气的侵入。
再一方面,该方法另外包括施加激光能在该或每一盖板和/或底板上形成刻线。刻线的存在使使用者易于接近每个泡罩袋。在盖片和底片上都存在刻线易于将单独的泡罩袋分隔成较小的一些单元。根据选择,刻线便于目视和/或电子鉴别所述泡罩包装和/或泡罩袋。因此,例如可以用激光能在每个泡罩袋上制成条形码作为生产、质量控制、销售和另售时的识别手段。
另一方面,该方法另外包括施加激光能切割泡罩包装。该方法最好包括将泡罩包装切割线成规定的形状。根据选择,该方法包括将泡罩包装切割成规定的尺寸。
再一方面,该方法包括切割泡罩包装以便提供其上的输送孔。根据选择,该方法包括在泡罩包装上切出下垂的半圆缺口,从而上面的输送孔。此输送孔和合适的链轮轮齿啮合,用于驱使泡罩包装沿着生产线或在类如多剂量药品传送系统的输送系统内运动。
本发明的方法适于用计算机控制。
一方面,该方法包含将一个电子元件予先装入该或每个泡罩袋。该电子元件以从半导体、集成电路芯片、保险丝和电池构成的组中选择为宜。其他形式的电子元件亦可用此方法包装,以便保护其免遭湿气或灰尘之害。
另一方面,该方法包括将食品予先装入该或每个泡罩袋。该食品以从由肉、真菌蛋白、奶、奶酪、面粉、面条、米、油、糖、糖果、蔬菜、药草、点心、方便食品以及水果食品构成的组中选择为宜。小吃食品的例子包括炸土豆条、坚果、玉米花;而方便食品是超级市场上和由类似渠道出售的予制餐。其他的食品-特别是那些货架期短的食品亦可用此方法包装。该方法可用于包装经过加工和未经加工的食物。此种加工在包装前或后进行,例如加热或消毒,辅助食品例如维生素也可用此方法包装。
再一方面,该方法包括将饮料予先装入该或每个泡罩袋。该饮料以从由水、奶、咖啡、可可、茶、水果、碳酸饮料和酒精饮料构成的组中选择为宜。其他亦可按此方式包装的饮料包括营养保健饮料。
另一方面,该方法包括将一种化妆品予先装入该或每个泡罩袋。该化妆品以从由牙膏、肥皂、漱口液、香波、面霜和皮肤霜构成的组中选择为宜。
又一方面,该方法包括将一种清洁剂予先装入该或每个泡罩袋。该清洁剂以从由肥皂、去污剂、人造酶配制品和有机溶剂构成的组中选择为宜。
再一方面,该方法包括将一种消毒剂予先装入该或每个泡罩袋。该消毒剂以从由消毒剂、抗菌剂和漂白剂构成的组中选择为宜。
另一方面,该方法包括将一种感光材料予先装入该或第个泡罩袋。该感光材料以一种照相胶片为宜。其他感光材料如化学品和颜料亦可用此方法包装。
再一方面,该方法包括将一种标识材料予先装入该或每个泡罩袋。该标识材料以从由调色剂、墨水、染料、颜料、酸和碱构成的组中选择为宜。
又一方面,该方法包括将一种覆盖料予先装入该或每个泡罩袋。该覆盖料以从由油漆、颜料、染料、防蚀剂、导电剂、电绝缘剂和抗静电剂构成的组中选择为宜。
另一方面,该方法包括将一种玩具予先装入该或每个泡罩袋。该玩具以从由模型、图象、洋娃娃、动物、七巧板和游戏器材构成的组中选择为宜。
再一方面,该方法包括将一种服饰用品予先装入该或每个泡罩袋。该服饰用品以从由钮子、钩针、针、饰针、扣、钩和揿钮构成的组中选择为宜。
一方面,该方法包括将一种工具予先装入该或每个泡罩袋。该工具最好包括一件家庭用工具。该家庭用工具以从由开罐器、开瓶器、拉环器、剪子、刀、叉和匙构成的组中选择更宜。
根据选择,该工具包括家庭维修工具。该家屋维修工具以从由钉子、螺丝、销子、金属丝、改锥、刀子、刷子、扳手、尺子和记号笔构成的组中选择为宜。
另一方面,该方法将文具予先装入该或每个泡罩袋。该文具以从由铅笔、钢笔、尺子、色笔、橡皮擦、记号笔、模写板、量角器、圆规和纸构成的组中选择为宜。
再一方面,该方法包括将一种粘接剂予先装入该或每个泡罩袋。该粘接剂接合材料以从由纸、塑料、木头、橡皮、玻璃和金属构成的组中选择为宜。
又一方面,该方法包括将一种农用化学品予先装入该或每个泡罩袋。该农用化学品以从由除锈剂、杀虫剂、杀菌剂、灭鼠剂、杀线虫剂、杀螨剂和植物生长调节剂构成的组中选择为宜。
另一方面,该方法包括将一种植物种子予先装入该或每个泡罩袋。该植物种子以从来自由单子叶和双子叶植物构成的组中选定的植物为宜。
再一方面,该方法包括将一种避孕剂(器)予先装入该或每个泡罩剂。该避孕剂(器)以要么避孕器具,要么避孕药为宜。该避孕器具以从由阴茎套、子宫帽、海绵和避孕环构成的组中选择为宜。该避孕药以从由杀精子剂、雌激素、降孕甾三烯炔二醇、黄体酮、乙基羟基二降孕甾烯炔酮、18-甲炔诺酮构成的组中选择为宜。
再一方面,该方法包括将一种医用器具予先装入该或每个泡罩袋。该医用器具以从由解剖刀、体温表和注射器构成的组中选择为宜。
另一方面,该方法包括将实验室器具予先装入该或每个泡罩袋。该实验室器具以从由配剂用刀片、微生物过滤器、滤纸、无菌容器、倍替碟(Petri-plate)、小瓶、试管、组织培养皿和吸移管构成的组中选择为宜。
再一方面,该方法包括将一种月经用品予先装入该或每个泡罩袋。此种用品供妇女在月经期内使用。该月经用品最好包括止血垫。
另一方面,该方法包括将一种药品予先装入该或每个泡罩。该药品以呈干粉、片、液体、膏、乳霜或胶囊状为宜。可以用任何一种装填方法。一种粉状药品的合适装填方法是将敞开的泡罩沉入粉槽内,迫使粉进入袋内。另一个合适的装填方法是使用空心传送销。将该销沉入粉槽,使其内部装满粉,然后将销和需要装填的袋对准,再迫使粉射入(即用柱塞注射系统)该袋内。
该药品以从由舒喘灵、沙美特罗、异丙托溴铵、氟替卡松丙酸盐和倍氯美松双丙酸脂及其盐或溶合物和任何它们的混合物构成的组中选择为宜。
按照本发明的另一方面,提出用上述任何一种方法形成的泡罩包装。
本发明的进一步特征可从下述说明和附图中了解,其中:
图1表示按照本发明形成其中只有一个泡罩的泡罩包装的方法。
图2表示按照本发明形成其中只有一个泡罩的泡罩包装的第二种方法。
图3a和3b表示按照本发明形成一条伸长带形状的泡罩包装的方法。
图4a-4c表示用本发明方法获得的泡罩连接安排。
图5表示按照本发明形成一种只有一个泡罩的泡罩包装的方法,该泡罩包装由一块薄膜盖片和底片形成。
图6表明一种密封泡罩安排,该安排包括按照本发明方法的多重连接。
图7a和7b表示按照本发明使用刻线打开泡罩袋。
图8表示按照本发明具有激光刻线的泡罩包装,该刻线便于将泡罩包装分隔成单独的一些泡罩。
图9a和9b表示按照本发明采用激光连接形成的泡罩包装。
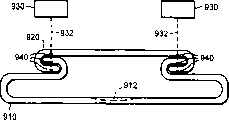
图10a和10b表示按照本发明使用激光连接形成泡罩包装的另一种方法。
图11a和11b表示按照本发明的一个泡罩包装,其具有和驱动机构啮合的输送乳。
图1表示本文所述的一个方法。底片10上有一予制的泡罩12。盖片20置于底片10之顶上并盖住泡罩袋12。激光源30将一束激光32射在连接部位40上。激光源30旋转,使盖片20和泡罩袋12的周缘之间形成连接。
图2是图1方法的一种变化。该图中,底片110和盖片120的安排如图1。但是激光源130的安排使激光束132射在可以转动的镜面150上,从而将激光束导向连接部位140。在该连接过程中,使镜面150移动,引导激光束132在盖片120和该泡罩袋112的周缘之间形成连接。
图3a和3b表示在形成具有多个泡罩的泡罩包装按步骤过程中的连续步骤。底片210上具有多个泡罩212a-d。将盖片220置于底片210顶上,并盖住每个泡罩袋212a-d。在一个连接站上,激光源230将激光束射向连接部位240。在过程进行中,传送底片210和盖片220,使每个泡罩212a-d依次来到连接站。在形成每个连接时,转动激光源230引导激光束232在盖片220和激光袋212a-d的周缘间形成连接。
图4a-4c表示按照本发明形成的不同连接外形的泡罩包装。每个情况都是表示被连接盖片320的俯视图。在图4a中,该连接系一简单的环形线连接340(即围绕下面底片的袋的周缘)。刻线360也已用激光在盖片320的一部分上刻出以便帮助打开该包装。图4b中表示Z字形的焊缝340外形,图4c表示多网点焊缝340的外形。采用Z字形或多网点使连接340易于破坏,因而也改进了包装的可开启性。
图5表示图1方法的一种变化,其特征是该泡罩包装系由一些薄膜构成。该底片有由塑料构成的第一外层410和铝箔构成的第二内层411。该底片上有一予制的泡罩412。该盖片也是由塑料第一外层420和铝箔第二内层421构成。将盖片置于底品顶上,使两铝层411和421互相接触并且盖住泡罩袋412。激光源430将激光束432射在连接部位440上。该激光源430的能量应集中到使其通过该盖片的塑料层420,但将两层铝箔411、421连接一起。如图1所示,该激光源430是转动的,从而可以为整个袋412形成连接。
图6表示使用多道连接密封泡罩包装中的一个泡罩。该简图表示被连接盖片520的俯视图。该连接系围绕下面底片(未示出)的袋周缘的环形简单线连接540。第二连接545在图上和第一连接同心,因而强化了包装,使其更能抗御湿气侵入。
图7的被连接盖片620俯视图表示使用帮助打开泡罩的刻线。图7a表示围绕泡罩密封盖片620和底片(未示出)的线连接640。刻线660由激光制出以便如图7b所示打开该泡罩袋。在对刻线660施力时,薄片625便从盖片620上撕开,从而暴露出泡罩袋612内的物质。
图8表示使用激光在制造泡罩包装时制出刻线的另一变化。在泡罩包装的被焊盖片720的俯视图中,激光连接740密封该盖片和该底片710。用激光在盖片和底片上制成刻线760,以便帮助将该泡罩包装分隔成单独一些泡罩,此时例如使用者可从包装上依次撕开一个泡罩将其中物质暴露。
图9a和b说明利用激光能形成泡罩包装的一个替代方法。图9a为具有泡罩袋812的片820的俯视图。将该片820自身摺过来,并沿着每个袋812的3个侧边施加激光能产生连接840(图9b)。如图9b所示,使激光连接沿着该泡罩包装重叠边的长度伸展,可以达到甚至更坚固的密封。
图10a和b表示使用激光能形成泡罩包装的另一方法。将来自源930的激光能束932集中在盖片920和底片910的如图10a所示折叠的连接端上,从而形成连接940。按此方式,一系列的纵向连接940将盖片920和底片910连接一起。激光集中和连接几个表面的能力产生更能抗御湿气入侵的坚固泡罩包装。在沿着该泡罩包装宽度上按规定的间隔形成的激光连接945使袋912得到进一步的密封。此种利用激光能形成泡罩包装的方法在制造包装的“带式包装”过程中特别有用。
图11说明使用激光能切穿泡罩包装以便在制造和/或充装产品时形成便于该包装沿着传送带运动的齿轮传动或类似传动装置用的啮合槽。图11a表示一泡罩包装的俯视简图,其中盖片1020已用激光连接1040和底片1010连接。用激光切穿盖片和底片形成规则的半圆缺口1065,于是从上面附落在该泡罩包装上形成半圆形槽1066。
图11b表示图11a所示泡罩包装的侧视图。该盖片和底片上由于附落而形成的半圆形薄片1068仍然附着在该泡罩包装的袋1012之上,从而避免在生产和/或充装时伴随着类如金属箔的废料产生的问题,该形成的半圆形槽1066在典型的驱动机构(未示出)中当使泡罩包装沿着传送带或生产线(未示出)运动时和轮齿自由地啮合。
此处的泡罩包装适于容纳治疗类如下述疾病的药品:溃疡,即奥美拉唑、兰索拉唑;脂类浓度,即辛代他汀、atorvastatin;高血压,即氨氯地平;抑郁症,即氟苯氧丙胺、帕罗西汀、舍曲林;变态反应,即loratidine;精神病,即臭氮平。
该泡罩包装特别适于容纳治疗呼吸障碍的药品。因而举例言,合适药品可以从下述药品中选择:止痛药,即可待因、二氢吗啡酮、麦角胺、芬太尼或吗啡;咽喉制剂,即地尔硫;抗变态反应药,即色苷酸盐、甲哌噻庚酮或奈多罗米;抗感染药,即头孢霉、青霉素、链霉素、磺胺、四环素和戊双脒;抗阻胺药,即噻吡二胺;抗炎症药,即倍氯美松双丙酸脂、氟替卡松、dipropionate、氟尼缩松、布地奈德、rofleponide、莫米松furoate、环索奈德或丙酮缩去炎松;镇咳药,即诺司卡品;支气管扩张药,即舒喘灵、沙美特罗、麻黄碱素、肾上腺素、酚丙喘宁、福莫特罗、异丙肾上腺素异丙喘宁、去氧肾上腺素、苯丙醇胺、吡布特罗;瑞普特罗、利米特罗、特布他林、乙基喘息定、妥洛特罗或4-羟-7-[2-[[2-[[3-(2-phenylethoxy)丙基]磺酰基]乙基-2(3H)-benzothiazolone;利尿剂,即阿米洛利;抗胆碱能药,即异丙托铵、噻托铵、阿托品或氧托铵;荷尔蒙,即可的松、氢化可的松或泼尼松龙;黄嘌呤,即氨茶碱、胆茶(胆)碱、赖氨酸茶碱或茶碱;治疗蛋白质和肽,即胰岛素或(胰)高血糖素;疫苗,诊断和基因治疗。本领域内的专业人员很清楚,只要合适,该药品可以以盐的形式(即作为碱金属或胺盐或作为加酸盐)或作为脂(即低烷基脂)或作为溶合物(即水合物)使药品的作用和/或稳定性最优化和/或使该药品在拨发剂中的溶解度达到最小。
药品以从下述选择为宜:舒喘灵、沙美特罗、异丙托溴铵、氟替卡松propionate和倍氯美松双丙酸脂以及它们的盐或溶合物,即舒喘灵的硫酸盐和沙美特罗的Xinafoate。
药品亦可以混合物的形式供应。含有活性组分的混合物的优先构成包括:舒喘宁(即作为游离碱或硫酸盐式盐)或沙美特罗(即作为xinafoate盐)和类如倍氯美松脂(即双丙酸脂)或氟替卡松脂(即丙酸脂)的抗炎类固醇的混合物。特别优先的混合物包括沙美特罗xinafoate盐和氟替卡松propionate。
和药品接触的泡罩包装的任何部分或与其一起使用的药品分装系统的任何部分,如果用类如减小药品粘附倾向的含氟聚合物涂复是可取的。合适的含氟聚合物包括聚四氟乙烯(PTFE)和氟乙烯丙烯(FEP)。任何运动零件亦可在其上加复盖层,以便提高所希望的运动性能。因此可以加摩擦复盖层以提高摩擦接触,也可以在需要时加润滑剂,以便降低摩擦接触。
应该理解一点,本公开内容仅为了说明的目的,而本发明尚可变更、变化和改进。
构成本说明和权利要求一部分的申请可以作为随后申请的优先权的基础。此种随后申请的权利要求书可针对本文所述的任何特点或这些特点的综合。它们可以采取产品、方法或用途权利要求的形式,并可通过例子而非限制地包括一个或多个下述权利要求。
Claims (82)
1.一种形成泡罩包装的方法,其包括使一其上具有一包含一产品的泡罩袋的底片和盖片接触,并施加激光能,以便在所述盖片和所述底片的所述泡罩袋之间形成气密密封连接,其中所述盖片和所述底片均包括至少一层金属箔和该连接包括在金属箔之间的金属-金属连接。
2.按照权利要求1所述的方法,其特征在于该底片上有多个泡罩袋,而且在盖片和所述底片的每个泡罩袋之间施加激光能以形成连接。
3.按照权利要求2所述的方法,其特征在于该底片和该盖片是细长的,而且底片上有多个纵向间隔布置的泡罩袋。
4.按照权利要求3所述的方法,其特征在于以连续方式施加激光能以连接该细长底片的每个泡罩袋。
5.按照权利要求1所述的方法,其特征在于激光能来自一个激光源,该激光源相对于底片和盖片运动,以便能为连接正确地定位。
6.按照权利要求1所述的方法,其特征在于激光能来自一个固定的激光源,该底片和该盖片可以运动,以便能为连接正确地定位。
7.按照权利要求1所述的方法,其特征在于激光能利用导向机构导向,以便能为连接正确地定位。
8.按照权利要求7所述的方法,其特征在于所述导向机构包括一个或一个以上可以运动的镜面。
9.按照权利要求7所述的方法,其特征在于该导向机构包括一个或一个以上电流计扫描器。
10.按照权利要求1所述的方法,其特征在于该连接呈Z字形。
11.按照权利要求1所述的方法,其特征在于该连接呈多网点形。
12.按照权利要求1所述的方法,其特征在于该连接是连续的。
13.按照权利要求1所述的方法,其特征在于该激光能由激光源的供应;该激光源最大平均功率为10-200W,最大峰值功率为1-10KW。
14.按照权利要求1所述的方法,其特征在于该激光能能以连续方式施加。
15.按照权利要求1所述的方法,其特征在于该激光能能以脉冲方式施加。
16.按照权利要求15所述的方法,其特征在于该激光源的脉冲宽度为0.5-20μs,而最大脉冲能量为10-100J。
17.按照权利要求1所述的方法,其特征在于该连接的连接宽度为5μm-10mm,以10μm-1mm为宜,以10-200μm更宜,以20-100μm最宜。
18.按照权利要求1所述的方法,其特征在于,该底片和盖片的至少一层金属箔包括一层铝箔。
19.按照权利要求1所述的方法,其特征在于该底片和盖片包括从由有机聚合材料和纸构成的组中选择的另一层材料。
20.按照权利要求18或19所述的方法,其特征在于该底片和/或该盖片包含一层压材料。
21.按照权利要求1所述的方法,其特征在于另外包括在每个泡罩袋之间施加激光能以形成一个或一个以上额外的连接。
22.按照权利要求21所述的方法,其特征在于所述一个或一个以上额外的连接和该连接同心。
23.按照权利要求1所述的方法,其特征在于另外包括摺叠地连接该底片和盖片,以便在其间产生多个连接部位,并在每个所述部位上施加激光能以形成多道连接。
24.按照权利要求1所述的方法,其特征在于另外包括在该或每块盖片和/或底片上施加激光能以形成刻线。
25.按照权利要求24所述的方法,其特征在于所述刻线便于接近每个泡罩袋。
26.按照权利要求24所述的方法,其特征在于该刻线便于从该泡罩包装上分隔出一个单独的泡罩袋。
27.按照权利要求24所述的方法,其特征在于该刻线便于肉眼和/或电子鉴别所述泡罩包装和/或泡罩袋。
28.按照权利要求1所述的方法,其特征在于另外包括施加激光能以切割泡罩包装。
29.按照权利要求28所述的方法,其特征在于包括将泡罩包装切割成规定的形状。
30.按照权利要求28或29所述的方法,其特征在于包括将泡罩包装切割成规定的尺寸。
31.按照权利要求28-30任一项所述的方法,其特征在于包括切割泡罩包装,以在其上提供输送孔。
32.按照权利要求31所述的方法,其特征在于包括在泡罩包装上切割出半圆可压下的切口,以便在其上形成输送孔。
33.按照权利要求1-32任一项所述的方法,其特征在于该方法可以用计算机控制。
34.按照权利要求1-33之一所述的方法,其特征在于所述产品为一电子元件。
35.按照权利要求34所述的方法,其特征在于所述电子元件从由半导体、集成电路芯片、保险丝和电池构成的组中选择。
36.按照权利要求1-33之一所述的方法,其特征在于该产品为一种食物。
37.按照权利要求36所述的方法,其特征在于所述食物从由肉、真菌蛋白质、奶、奶酪、面粉、面条、米、油、糖、糖果、蔬菜、草药、小吃、方便食品和水果食品构成的组中选择。
38.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种饮料。
39.按照权利要求38所述的方法,其特征在于所述饮料从由水、奶、咖啡、茶、水果、碳酸饮料或酒精饮料构成的组中选择。
40.按照权利要求1-33之一所述的方法,其特征在于该产品包括化妆品。
41.按照权利要求40所述的方法,其特征在于所述化妆品从由牙膏、肥皂、漱口水、香波、肤霜和面霜构成的组中选择。
42.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种清洁剂。
43.按照权利要求42所述的方法,其特征在于所述清洁剂从由肥皂、去污剂、人造酶配制品和有机溶剂构成的组中选择。
44.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种消毒剂。
45.按照权利要求44所述的方法,其特征在于所述消毒剂从由消毒剂、抗菌剂和漂白剂构成的组中选择。
46.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种感光材料。
47.按照权利要求46所述的方法,其特征在于所述感光材料包括一种照相胶片。
48.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种标识材料。
49.按照权利要求48所述的方法,其特征在于所述标识材料从由调色剂、墨水、颜料、染料、酸和碱构成的组中选择。
50.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种覆盖料。
51.按照权利要求50所述的方法,其特征在于所述覆盖料从由油漆、染料、颜料、防蚀剂、导电剂、电绝缘剂和抗静电剂构成的组中选择。
52.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种玩具。
53.按照权利要求52所述的方法,其特征在于所述玩具从由模型、图象、洋娃娃、动物、七巧极和游戏器材构成的组中选择。
54.按照权利要求1-33之一所述的方法,其特征在于该产品包括服饰用品。
55.按照权利要求54所述的方法,其特征在于所述服饰用品从由钮子、钩针、针、饰针、扣、钩和揿钮构成的组中选择。
56.按照权利要求1-33之一所述的方法,其特征在于该产品包括工具。
57.按照权利要求56所述的方法,其特征在于所述工具包括一件家用工具。
58.按照权利要求57所述的方法,其特征在于所述家用工具从由开罐器、开瓶器、拉环器、剪刀、刀子、叉和匙构成的组中选择。
59.按照权利要求56所述的方法,其特征在于所述工具包括一种家屋维修工具。
60.按照权利要求59所述的方法,其特征在于所述家屋维修工具从由钉子、螺丝、改锥、小刀、刷子、扳手、尺子和记号笔构成的组中选择。
61.按照权利要求1-33之一所述的方法,其特征在于该产品包括文具。
62.按照权利要求61所述的方法,其特征在于所述文具从由铅笔、钢笔、尺子、色笔、橡皮擦、模写板、量角器、圆规和纸构成的组中选择。
63.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种粘结剂。
64.按照权利要求63所述的方法,其特征在于所述粘结剂连接材料从由纸、塑料、木块、橡皮、玻璃和金属构成的组中选择。
65.按照权利要求1-33之一所述的方法,其特征在于该产品为一种农用化学品。
66.按照权利要求65所述的方法,其特征在于所述农用化学品从由除锈剂、杀虫剂、杀菌剂、灭鼠剂、杀线虫剂、杀螨剂和植物生长调节剂构成的组中选择。
67.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种植物种子。
68.按照权利要求67所述的方法,其特征在于所述种子来自从由单子叶和双子叶植物构成的组中选定的植物。
69.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种避孕剂或器。
70.按照权利要求69所述的方法,其特征在于所述避孕剂或器要么是避孕器,要么是避孕药。
71.按照权利要求70所述的方法,其特征在于所述避孕器从由阴茎套、子宫帽、海绵和避孕环构成为组中选择。
72.按照权利要求70所述的方法,其特征在于所述避孕药从由杀精子剂、雌激素、降孕甾三烯炔二醇、黄体酮、乙基羟基二降孕甾烯炔酮和18-甲炔诺酮构成的组中选择。
73.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种医用器具。
74.按照权利要求73所述的方法,其特征在于所述医用器具从由解剖刀、体温表和注射构成的组中选择。
75.按照权利要求1-33之一所述的方法,其特征在于该产品包括实验室器具。
76.按照权利要求75所述的方法,其特征在于所述实验室器具从由配剂用刀片、微生物过滤器、滤纸、无菌容器、倍替碟、小瓶、试管、组织培养皿和吸移管构成的组中选择。
77.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种月经用品。
78.按照权利要求77所述的方法,其特征在于所述月经用品包括止血垫。
79.按照权利要求1-33之一所述的方法,其特征在于该产品包括一种药品。
80.按照权利要求79所述的方法,其特征在于所述药品为干粉、片、液体、膏、乳霜或胶囊状。
81.按照权利要求79或80所述的方法,其特征在于所述药品从由舒喘灵、salmeterol、异丙托溴铵、fluticasone propionate和倍氯美松双丙酸脂以及其盐或溶合物和其任何混合物构成的组中选择。
82.按照权利要求1-81任一项所述的方法形成的泡罩包装。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9909358.5 | 1999-04-24 | ||
| GBGB9909358.5A GB9909358D0 (en) | 1999-04-24 | 1999-04-24 | Packaging method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1348420A CN1348420A (zh) | 2002-05-08 |
| CN1170734C true CN1170734C (zh) | 2004-10-13 |
Family
ID=10852122
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB008067147A Expired - Fee Related CN1170734C (zh) | 1999-04-24 | 2000-04-19 | 包装方法 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US6945017B1 (zh) |
| EP (1) | EP1173362B1 (zh) |
| JP (1) | JP4509396B2 (zh) |
| CN (1) | CN1170734C (zh) |
| AT (1) | ATE419181T1 (zh) |
| AU (1) | AU773622B2 (zh) |
| BR (1) | BR0009863A (zh) |
| CA (1) | CA2368900A1 (zh) |
| DE (1) | DE60041252D1 (zh) |
| ES (1) | ES2317833T3 (zh) |
| GB (1) | GB9909358D0 (zh) |
| HK (1) | HK1041470A1 (zh) |
| MX (1) | MXPA01010547A (zh) |
| WO (1) | WO2000064747A1 (zh) |
| ZA (1) | ZA200107031B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101516740B (zh) * | 2006-09-26 | 2012-10-10 | 卡夫食品环球品牌有限责任公司 | 可破裂的泡罩包装 |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2369086B (en) * | 2000-11-20 | 2005-06-08 | Herfurth Laser Technology Ltd | Reaction plate |
| JP2003226386A (ja) * | 2002-01-31 | 2003-08-12 | Osg Corp | 切削工具用収納容器 |
| US8052926B2 (en) * | 2002-12-27 | 2011-11-08 | Roche Diagnostics Operations, Inc. | Method for manufacturing a sterilized lancet integrated biosensor |
| KR20070006763A (ko) * | 2004-03-03 | 2007-01-11 | 기린 바쿠슈 가부시키가이샤 | 밀봉 용기 및 그 제조 방법 |
| US20050284789A1 (en) * | 2004-06-29 | 2005-12-29 | Carespodi Dennis L | Laser-scored push-through blister backing and methods of making same |
| US20060090658A1 (en) | 2004-11-01 | 2006-05-04 | Michael Phillips | Tissue marking system |
| US8594768B2 (en) | 2004-11-01 | 2013-11-26 | Michael J. Phillips | Surgical system with clips for identifying the orientation of a tissue sample |
| CN101084154A (zh) * | 2004-12-16 | 2007-12-05 | 帝客明株式会社 | 包封有凝胶状或糊状内容物和气体的包装物 |
| ES2342626T3 (es) * | 2006-05-30 | 2010-07-09 | Cryovac, Inc. | Aparato y procedimiento para envasar al vacio a modo de piel. |
| EP1947027B1 (de) * | 2007-01-22 | 2010-03-24 | Edwin Kohl | Blisterpackung und Verfahren zur vorübergehenden Lagerung von Produkten |
| US20080202972A1 (en) * | 2007-02-22 | 2008-08-28 | Alcan International Ltd. | Child resistant card |
| US9460948B2 (en) * | 2007-09-04 | 2016-10-04 | Ncr Corporation | Data management |
| EP2203363B1 (en) * | 2007-09-26 | 2014-04-02 | Pioneer-Hi-Bred International, Inc. | Apparatus and method to package articles for storage and identification |
| US7631760B2 (en) * | 2008-02-07 | 2009-12-15 | Amcor Flexibles Healthcare, Inc. | Dual compartment pouch |
| ITMO20080063A1 (it) * | 2008-03-05 | 2009-09-06 | Inovapak Srl | Apparati e metodi per produrre contenitori |
| IL191190A0 (en) * | 2008-05-01 | 2009-08-03 | Dan Adler | Dry powder inhaler |
| US20100044381A1 (en) * | 2008-08-22 | 2010-02-25 | Pioneer Hi-Bred International, Inc. | Reusable apparatus and method for article capturing, storing and dispensing |
| JP5516406B2 (ja) * | 2008-08-29 | 2014-06-11 | 東洋製罐株式会社 | レーザ溶着密封包装体及びその密封方法 |
| US8479921B2 (en) | 2009-12-09 | 2013-07-09 | Amcor Flexibles, Inc. | Child resistant blister package |
| US20110139650A1 (en) * | 2009-12-15 | 2011-06-16 | Amcor Flexibles, Inc. | Sterilizable Package Having Breathable Membrane for the Packaging of Medical Devices |
| PT2353573E (pt) | 2010-02-10 | 2012-10-11 | E Pharma Trento Spa | Nova embalagem de blister reforçada |
| JP2011184067A (ja) * | 2010-03-08 | 2011-09-22 | Hitachi Maxell Energy Ltd | ブリスターパック及びその製造方法 |
| US20110240644A1 (en) * | 2010-04-05 | 2011-10-06 | Steven Donald Kimmell | Thermoplastic containers with easy access defined by laser-induced rupturable areas |
| US20150158665A1 (en) * | 2012-06-29 | 2015-06-11 | K-Fee System Gmbh | Portion capsule comprising a plastic film provided with a machine-detectable identification |
| EP2867142A1 (de) * | 2012-06-29 | 2015-05-06 | K-fee System GmbH | PORTIONSKAPSEL MIT EINER KENNUNG AN DEREN ÄUßEREM UMFANG |
| CA2842774A1 (en) * | 2013-02-13 | 2014-08-13 | Multi-Pack Solutions | Systems and methods for forming openings in water soluble packets |
| CN103231854B (zh) * | 2013-05-10 | 2016-01-13 | 镇江市丹徒区茗缘茶叶专业合作社 | 茶叶内盒 |
| CA2871901C (en) | 2014-10-24 | 2021-07-20 | Multi-Pack Solutions | Systems and methods for forming dual layer water soluble packets |
| KR102294879B1 (ko) * | 2015-06-30 | 2021-08-26 | 코오롱인더스트리 주식회사 | 광학시트 제조방법 |
| CN105059695A (zh) * | 2015-07-22 | 2015-11-18 | 中国水产科学研究院淡水渔业研究中心 | 比色管密封帽 |
| US10059478B2 (en) | 2016-06-02 | 2018-08-28 | Becton Dickinson Rowa Germany Gmbh | Method and device for dividing a blister strip |
| IT201600071546A1 (it) * | 2016-07-11 | 2018-01-11 | Azionaria Costruzioni Acma Spa | Dispositivo di chiusura ermetica di confezioni di contenimento di prodotti alimentari. |
| CN108860809B (zh) * | 2018-08-08 | 2020-11-10 | 嘉兴鼎尚信息科技有限公司 | 一种基于柔性抓取的片状包材周边整体压封装置 |
| MX2021004246A (es) * | 2018-11-08 | 2021-05-28 | Kwik Lok | Envase a prueba de manipulacion y metodos de fabricacion del mismo usando un dispositivo de sellado sin contacto. |
| IT202000000787A1 (it) * | 2020-01-17 | 2021-07-17 | Sacmi Imola Sc | Procedimento per la produzione e il riempimento di contenitori destinati a contenere alimenti. |
| DE102021106769A1 (de) | 2021-03-19 | 2022-09-22 | Pulsar Photonics Gmbh | Verfahren und Fertigungssystem zur Fertigung eines Flachprodukts mit einer perforierten Struktur, Flachprodukt sowie Verwendung des Flachprodukts in einem Mikrofilter |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2262256A (en) | 1939-04-08 | 1941-11-11 | Milprint Inc | Method of packaging |
| US2365922A (en) | 1942-05-06 | 1944-12-26 | Albert E Vaughn | Method for producing powder puffs |
| GB2151178B (en) * | 1983-12-14 | 1986-10-29 | Laser Engineering | Method for joining sheet materials |
| DE3417831A1 (de) | 1984-05-14 | 1985-11-21 | Walter 4520 Melle Fischer | Verfahren und vorrichtung zur dosierung von leim |
| US4958480A (en) | 1988-10-07 | 1990-09-25 | W. R. Grace & Co.-Conn. | High profile shrink package |
| US5049720A (en) * | 1990-08-24 | 1991-09-17 | Fmc Corporation | Laser welding apparatus with sky window |
| EP0483569A1 (en) * | 1990-10-29 | 1992-05-06 | Fmc Corporation | Plastic welding apparatus |
| US5447010A (en) | 1994-06-15 | 1995-09-05 | Voigt; Matt | Inflatable gift wrapping apparatus |
| CA2138192C (en) * | 1994-12-15 | 1998-08-11 | Lieven Dirx | Method for daylight loading a photographic light-sensitive material |
| US5636497A (en) | 1995-09-25 | 1997-06-10 | Modern Aids, Inc. | Clear plastic package and method of making same |
| DE19622817C2 (de) * | 1996-06-07 | 2003-02-06 | Diehl Stiftung & Co | Verfahren zum Verbinden der Teile eines mehrteiligen Metallgehäuses durch Verkleben |
| AU4728897A (en) | 1996-10-11 | 1998-05-11 | Brian Andrew Kendall | Apparatus for cutting and/or welding flexible packaging |
| JP3966947B2 (ja) * | 1997-07-11 | 2007-08-29 | 大日本印刷株式会社 | 易開封性密封容器とその製造方法 |
| US5868244A (en) * | 1997-12-01 | 1999-02-09 | Ethicon, Inc. | Microbial barrier vented package for sterile medical devices and method of packaging |
-
1999
- 1999-04-24 GB GBGB9909358.5A patent/GB9909358D0/en not_active Ceased
-
2000
- 2000-04-19 CA CA002368900A patent/CA2368900A1/en not_active Abandoned
- 2000-04-19 BR BR0009863-9A patent/BR0009863A/pt not_active IP Right Cessation
- 2000-04-19 MX MXPA01010547A patent/MXPA01010547A/es unknown
- 2000-04-19 EP EP00920721A patent/EP1173362B1/en not_active Expired - Lifetime
- 2000-04-19 ES ES00920721T patent/ES2317833T3/es not_active Expired - Lifetime
- 2000-04-19 WO PCT/EP2000/003517 patent/WO2000064747A1/en active Application Filing
- 2000-04-19 JP JP2000613711A patent/JP4509396B2/ja not_active Expired - Lifetime
- 2000-04-19 US US10/031,798 patent/US6945017B1/en not_active Expired - Lifetime
- 2000-04-19 DE DE60041252T patent/DE60041252D1/de not_active Expired - Lifetime
- 2000-04-19 AU AU41194/00A patent/AU773622B2/en not_active Ceased
- 2000-04-19 CN CNB008067147A patent/CN1170734C/zh not_active Expired - Fee Related
- 2000-04-19 AT AT00920721T patent/ATE419181T1/de not_active IP Right Cessation
-
2001
- 2001-08-24 ZA ZA200107031A patent/ZA200107031B/en unknown
-
2002
- 2002-04-26 HK HK02103142.9A patent/HK1041470A1/zh unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101516740B (zh) * | 2006-09-26 | 2012-10-10 | 卡夫食品环球品牌有限责任公司 | 可破裂的泡罩包装 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU4119400A (en) | 2000-11-10 |
| CA2368900A1 (en) | 2000-11-02 |
| EP1173362B1 (en) | 2008-12-31 |
| ES2317833T3 (es) | 2009-05-01 |
| GB9909358D0 (en) | 1999-06-16 |
| CN1348420A (zh) | 2002-05-08 |
| MXPA01010547A (es) | 2002-06-04 |
| AU773622B2 (en) | 2004-05-27 |
| ATE419181T1 (de) | 2009-01-15 |
| BR0009863A (pt) | 2002-01-08 |
| JP4509396B2 (ja) | 2010-07-21 |
| US6945017B1 (en) | 2005-09-20 |
| WO2000064747A1 (en) | 2000-11-02 |
| ZA200107031B (en) | 2002-11-25 |
| JP2002542128A (ja) | 2002-12-10 |
| EP1173362A1 (en) | 2002-01-23 |
| DE60041252D1 (de) | 2009-02-12 |
| HK1041470A1 (zh) | 2002-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1170734C (zh) | 包装方法 | |
| US20210292073A1 (en) | Packaged products, inserts and compartments for aseptic mixing of substances, along with methods for use therewith | |
| EP1173368B1 (en) | Medicament carrier | |
| US20150122842A1 (en) | Containers having a product volume and a stand-off structure coupled thereto | |
| US20160143808A1 (en) | Container for storage of a medicament | |
| KR20180014064A (ko) | 제거가능한 부분을 가진 가요성 용기 | |
| JP2008230700A (ja) | 固形物パッケージ | |
| EP1520799A1 (en) | Medicament carrier | |
| US6361552B1 (en) | Teething gel applicator with cutter, and burstable ampule and method of making the same | |
| US11801974B2 (en) | Dispenser tips and methods of use | |
| JP2010030632A (ja) | パウチ容器および包装製品 | |
| JP4312428B2 (ja) | 複室包装体の製造方法 | |
| CN111194292A (zh) | 分配装置 | |
| CN101084154A (zh) | 包封有凝胶状或糊状内容物和气体的包装物 | |
| CN215422632U (zh) | 一种具有防治高血压效果的口香糖 | |
| WO2004082559A2 (en) | Unit dosage of liquid omega-3 dietary supplement in dosage package | |
| JP2005271974A (ja) | スティック型包装体 | |
| CN106742663A (zh) | 一种密封有勺子的瓶盖 | |
| JP2004528107A (ja) | 医薬ディスペンサー | |
| JPWO2016035134A1 (ja) | 嚥下用容器、嚥下用容器セット、嚥下用容器セットの製造方法、および嚥下用容器セットの製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |